JP2005297071A - 積層成形装置および積層成形方法 - Google Patents
積層成形装置および積層成形方法 Download PDFInfo
- Publication number
- JP2005297071A JP2005297071A JP2005182282A JP2005182282A JP2005297071A JP 2005297071 A JP2005297071 A JP 2005297071A JP 2005182282 A JP2005182282 A JP 2005182282A JP 2005182282 A JP2005182282 A JP 2005182282A JP 2005297071 A JP2005297071 A JP 2005297071A
- Authority
- JP
- Japan
- Prior art keywords
- laminated
- laminated material
- flattening
- plate
- hot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Presses And Accessory Devices Thereof (AREA)
- Press Drives And Press Lines (AREA)
Abstract
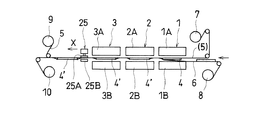
【解決手段】 積層成形装置は、真空ラミネータ1と平坦化プレス機2とが隣接して配設され、連続したフィルム状の積層材(5)および搬送体6が、それぞれ供給ロール7、8から両熱盤1Aと1B、および、2Aと2Bの間を通って巻き取りロール9、10に向って延びるよう配置されている。真空ラミネータ1で表面に凹凸がある状態で積層された製品4'は、平坦化プレス機2の熱盤2A・2Bに緩衝材層を介して設けられた弾性変形可能な鏡面板によって所定の温度で加圧されて平面に成形される。
【選択図】 図1
Description
さらに、本発明は、積層材と被積層材とを均一な厚さに積層成形することができる積層成形装置および積層成形方法を提供することを目的とする。
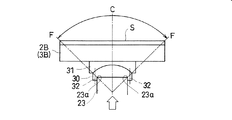
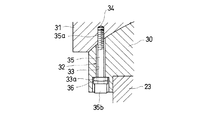
請求項2の積層成形装置に係る発明は、上記目的を達成するため、請求項1に記載の発明において、前記平坦化プレス機の熱盤の少なくとも一方は、その成形面が加圧方向に対する角度を変化させることができるようになっていることを特徴とするものである。
請求項3の積層成形装置に係る発明は、上記目的を達成するため、請求項1または2に記載の発明において、前記鏡面板が、ステンレス板であることを特徴とするものである。
また、請求項4の積層成形方法に係る発明は、上記目的を達成するため、
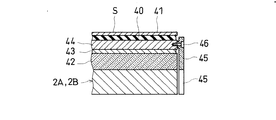
相対向して近接・遠退可能に設けられた熱盤を有する真空ラミネータを使用して、該熱盤間において真空雰囲気下で、被積層材と積層材とを所定の温度で加圧して積層した後、該積層された被積層材と積層材とを相対向して近接・遠退可能に設けられた熱盤を有する平坦化プレス機により所定の温度で加圧し成形する方法であって、前記平坦化プレス機の熱盤の対向面に緩衝材層を介して弾性変形可能な鏡面板を設けて、該鏡面板により前記積層された被積層材または積層材を加圧し成形することを特徴とするものである。
請求項5の積層成形方法に係る発明は、上記目的を達成するため、請求項4に記載の発明において、被積層材と積層材を連続したフィルム状搬送体で搬送することを特徴とするものである。
請求項6の積層成形方法に係る発明は、上記目的を達成するため、請求項4または5に記載の発明において、被積層材と積層材とを積層してビルドアップ基板を積層成形することを特徴とするものである。
請求項2に記載の発明では、請求項1に記載の発明において、平坦化プレス機の熱盤の成形面が加圧方向に対する角度を変化させることができるようになっていることにより、熱盤の成形面を互いに平行となるように当接させる。その後、平坦化プレス機の熱盤の間に被積層材と積層材を積層してなる製品を搬入して、熱盤を相対的に互いに近接させて、表面を平坦化し得る適切な所定の温度で適切な圧力により加圧すると、相対向する熱盤が平行に固定維持されていることにより、製品が均一な厚さに成形される。
請求項3に記載の発明では、請求項1または2に記載の発明において、鏡面板がステンレス板であることにより、積層された被積層材と積層材の表面の凹凸に応じて弾性変形するため、表面に形成された凹凸は、適切に平坦に成形される。
請求項4に記載の発明では、相対向して近接・遠退可能に設けられた熱盤を有する真空ラミネータを使用して、該熱盤間において真空雰囲気下で、被積層材と積層材とを所定の温度で加圧して積層した後、この積層された被積層材と積層材とを、相対向して近接・遠退可能に設けられた熱盤を有する平坦化プレス機により所定の温度で加圧し成形する。このとき、平坦化プレス機の熱盤に緩衝材層を介して弾性変形可能な鏡面板を設けて、該鏡面板により前記積層された被積層材または積層材を加圧し成形するため、その表面に形成された凹凸が適切に平坦に成形される。
請求項5に記載の発明では、請求項4に記載の発明において、被積層材と積層材を連続したフィルム状搬送体で搬送する。
請求項6に記載の発明では、請求項4または5に記載の発明において、被積層材と積層材が真空ラミネータにより積層され、平坦化プレス機により表面の凹凸が平坦となったビルドアップ基板が成形される。
請求項2に記載の発明によれば、請求項1に記載の発明において、平坦化プレス機の熱盤の少なくとも一方は、その成形面が加圧方向に対する角度を変化させることができるようになっていることにより、積層材と被積層材とを均一な厚さに積層成形することができる積層成形装置を提供することができる。
請求項3に記載の発明によれば、請求項1または2に記載の発明において、鏡面板が、ステンレス板であることにより、表面に形成された凹凸を適切に平坦に成形することができる積層成形装置を提供することができる。
また、請求項4に記載の発明によれば、平坦化プレス機の熱盤に緩衝材層を介して弾性変形可能な鏡面板を設けて、該鏡面板により前記積層された被積層材または積層材を加圧し成形することにより、割れを生じさせることなく、積層された積層材または被積層材を適切に加圧してその表面を平坦に成形することができる積層成形方法を提供することができる。
請求項5の発明によれば、請求項4に記載の発明において、被積層材と積層材を連続したフィルム状搬送体で搬送することにより、真空ラミネータと平坦化プレス機の熱盤間に、被積層材と積層材を連続して順次搬送して積層成形するすることができる方法を提供することができる。
請求項6の発明によれば、請求項4または5に記載の発明において、被積層材と積層材とを積層してビルドアップ基板を積層成形することができる方法を提供することができる。
Claims (6)
- 相対向して近接・遠退可能に設けられた熱盤を備えており、該熱盤間において真空雰囲気下で被積層材と積層材とを所定の温度で加圧して積層する真空ラミネータと、相対向して近接・遠退可能に設けられた熱盤を備えており、前記真空ラミネータで積層された被積層材と積層材とを該熱盤間において所定の温度で加圧する平坦化プレス機と、を有してなる積層成形装置であって、
前記平坦化プレス機の熱盤の対向面に、緩衝材層を介して、前記積層された被積層材または積層材を加圧する弾性変形可能な鏡面板を設けたことを特徴とする積層成形装置。 - 前記平坦化プレス機の熱盤の少なくとも一方は、その成形面が加圧方向に対する角度を変化させることができるようになっていることを特徴とする請求項1に記載の積層成形装置。
- 前記鏡面板が、ステンレス板であることを特徴とする請求項1または2に記載の装置。
- 相対向して近接・遠退可能に設けられた熱盤を有する真空ラミネータを使用して、該熱盤間において真空雰囲気下で、被積層材と積層材とを所定の温度で加圧して積層した後、該積層された被積層材と積層材とを相対向して近接・遠退可能に設けられた熱盤を有する平坦化プレス機により所定の温度で加圧し成形する方法であって、
前記平坦化プレス機の熱盤の対向面に緩衝材層を介して弾性変形可能な鏡面板を設けて、該鏡面板により前記積層された被積層材または積層材を加圧し成形することを特徴とする積層成形方法。 - 被積層材と積層材を連続したフィルム状搬送体で搬送することを特徴とする請求項4に記載の積層成形方法。
- 被積層材と積層材とを積層してビルドアップ基板を積層成形することを特徴とする請求項4または5に記載の積層成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005182282A JP4577613B2 (ja) | 2005-06-22 | 2005-06-22 | ビルドアップ基板を積層成形するための積層成形装置および積層成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005182282A JP4577613B2 (ja) | 2005-06-22 | 2005-06-22 | ビルドアップ基板を積層成形するための積層成形装置および積層成形方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000315118A Division JP3803820B2 (ja) | 2000-10-16 | 2000-10-16 | 積層成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005297071A true JP2005297071A (ja) | 2005-10-27 |
| JP4577613B2 JP4577613B2 (ja) | 2010-11-10 |
Family
ID=35329243
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005182282A Expired - Lifetime JP4577613B2 (ja) | 2005-06-22 | 2005-06-22 | ビルドアップ基板を積層成形するための積層成形装置および積層成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4577613B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62208915A (ja) * | 1986-02-27 | 1987-09-14 | Yokogawa Hewlett Packard Ltd | 多層配線板用接合プレスパツド |
| JPH04301814A (ja) * | 1991-03-29 | 1992-10-26 | Sintokogio Ltd | 液晶パネル製造用プレス装置 |
| JPH08132531A (ja) * | 1994-11-11 | 1996-05-28 | Meiki Co Ltd | 真空積層プレス装置 |
| JP2000196238A (ja) * | 1998-12-28 | 2000-07-14 | Shin Kobe Electric Mach Co Ltd | 内層回路入り多層金属箔張り積層板の製造法 |
| JP2000228581A (ja) * | 1998-12-02 | 2000-08-15 | Ajinomoto Co Inc | 接着フィルムの真空積層法 |
-
2005
- 2005-06-22 JP JP2005182282A patent/JP4577613B2/ja not_active Expired - Lifetime
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62208915A (ja) * | 1986-02-27 | 1987-09-14 | Yokogawa Hewlett Packard Ltd | 多層配線板用接合プレスパツド |
| JPH04301814A (ja) * | 1991-03-29 | 1992-10-26 | Sintokogio Ltd | 液晶パネル製造用プレス装置 |
| JPH08132531A (ja) * | 1994-11-11 | 1996-05-28 | Meiki Co Ltd | 真空積層プレス装置 |
| JP2000228581A (ja) * | 1998-12-02 | 2000-08-15 | Ajinomoto Co Inc | 接着フィルムの真空積層法 |
| JP2000196238A (ja) * | 1998-12-28 | 2000-07-14 | Shin Kobe Electric Mach Co Ltd | 内層回路入り多層金属箔張り積層板の製造法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4577613B2 (ja) | 2010-11-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3803820B2 (ja) | 積層成形装置 | |
| JP6878365B2 (ja) | 積層装置および積層方法 | |
| TWI331557B (en) | Laminate molding apparatus and laminate molding process | |
| JP6125105B1 (ja) | 積層装置 | |
| EP2303564B1 (en) | Efficient lamination press with flexible platens and associated method | |
| JP4926998B2 (ja) | フィルム状樹脂積層装置およびそれを用いたフィルム状樹脂積層方法 | |
| TWI716568B (zh) | 加壓裝置及加壓方法 | |
| JP2000263577A5 (ja) | ||
| JP6995929B2 (ja) | 積層装置 | |
| JP2002036272A (ja) | 積層方法 | |
| JP4577613B2 (ja) | ビルドアップ基板を積層成形するための積層成形装置および積層成形方法 | |
| TWI880248B (zh) | 疊層裝置及使用該疊層裝置之真空疊層裝置、平面加壓疊層裝置 | |
| JP2000033682A (ja) | 樹脂フィルムの貼り合わせ方法 | |
| JP3368314B2 (ja) | 積層装置および積層方法 | |
| US12427710B2 (en) | Device for production of thin plate-like laminate having film-like resin layer | |
| JP7029372B2 (ja) | 積層装置 | |
| JP2002361500A (ja) | 熱プレス装置 | |
| JP2000135739A (ja) | ラミネータおよび積層成形方法 | |
| JP2021181188A (ja) | 積層装置 | |
| JP5080892B2 (ja) | 積層板の製造方法 | |
| JP7401488B2 (ja) | 積層成形システムおよび積層成形システムの制御方法 | |
| TWI749632B (zh) | 具有壓合治具盒之疊板壓合系統及方法 | |
| JP2000015655A (ja) | 真空積層装置および真空積層方法 | |
| JP3427356B2 (ja) | 積層装置および積層方法 | |
| WO2024150537A1 (ja) | 回路基板の製造装置及び回路基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060907 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100107 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100804 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100812 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130903 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4577613 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |