JP2005297026A - 金属板材のレーザー溶接方法及びレーザー溶接用金属板材 - Google Patents
金属板材のレーザー溶接方法及びレーザー溶接用金属板材 Download PDFInfo
- Publication number
- JP2005297026A JP2005297026A JP2004118309A JP2004118309A JP2005297026A JP 2005297026 A JP2005297026 A JP 2005297026A JP 2004118309 A JP2004118309 A JP 2004118309A JP 2004118309 A JP2004118309 A JP 2004118309A JP 2005297026 A JP2005297026 A JP 2005297026A
- Authority
- JP
- Japan
- Prior art keywords
- metal plate
- welding
- laser
- crank shape
- bent portion
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Laser Beam Processing (AREA)
Abstract
【解決手段】 少なくとも亜鉛系めっき鋼板を含む金属板材を重ね溶接するレーザー溶接方法であって、少なくとも一つの金属板材に、溶接線に垂直な断面の形状が、合わせ面側に凹みのあるクランク形状であり、その凹みの溶接線上の最小深さ:Xa(mm)、最大深さ:Xb(mm)、薄い方の金属板板厚:Ya(mm)、照射面側の金属板板厚:Yb(mm)、重ね面の合計亜鉛付着量:Z(g/m2)とするとき、
Xa≧Z/(4800×Ya)
Xb≦0.35×Yb
とし、かつそのクランク形状の周辺における曲折が合わせ面側に凸となる角度である金属板材のレーザー溶接方法、及び、これに用いる金属板材及び溶接構造体である。
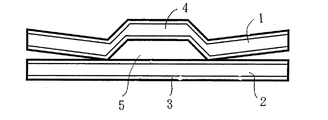
【選択図】 図3
Description
(1)少なくとも一方が亜鉛系めっき鋼板である金属板材同士を重ね溶接するレーザー溶接方法であって、該金属板材の一方の金属板材に屈曲部を形成し、重ね合わされる金属板材の間に該屈曲部による隙間を保持して、該屈曲部に沿ってレーザー溶接する際に、該屈曲部の溶接線に垂直な断面の形状が、合わせ面側に凹みのあるクランク形状であり、その凹みの溶接線上の最小深さをXa(mm)、最大深さをXb(mm)、前記金属板材の薄い方の板厚をYa(mm)、レーザー照射面側の金属板板厚をYb(mm)、重ね面の合計亜鉛付着量をZ(g/m2)とするとき、
Xa≧Z/(4800×Ya)
Xb≦0.35×Yb
の条件を満足し、かつそのクランク形状の周辺における曲折が合わせ面側に凸となる角度とすることを特徴とする金属板材のレーザー溶接方法。
Xa≧0.05
Xb≦0.2
であり、かつそのクランク形状の周辺における曲折が合わせ面側に凸となる角度であることを特徴とするレーザー溶接用金属板材。
Xa≧Z/(4800×Ya)
Xb≦0.35×Yb
の条件を満足し、かつそのクランク形状の周辺における曲折が合わせ面側に凸となる角度であることを特徴とするレーザー溶接構造体である。
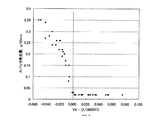
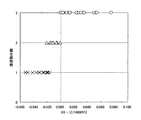
発明者らは、種々のめっき鋼板、具体的には、めっき種としては、溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、電気Znめっき鋼板、Zn−Ni合金電気めっき鋼板、Zn−Fe合金電気めっき鋼板等の亜鉛系めっき鋼板で、めっき付着量としては、片面あたり20〜80g/m2、板厚としては、0.7〜2.3mmの鋼板を用い、種々の溶接条件でレーザー重ね溶接実験を行い、溶接部外観とスパッタ発生量を調べた。ここで、スパッタ発生量は、溶接前後の試験片質量の減少量として求めたものであり、レーザー重ね溶接によって蒸発した金属や溶接線以外の部分に飛散した金属の量の合計に相当する。
を満足すると、図1及び図2に示すように、溶接部外観が顕著に向上し、スパッタ発生量が格段に低減できることを見出した。
を満足すれば、溶け落ち不良が生じないことを見いだした。なお、亜鉛めっき鋼板と、アルミニウム板や銅板等の他の金属板との接合においても、式(1)及び式(2)の関係は変わらなかった。
Xa≧Z/(4800×Ya) … (3)
Xb≦0.35×Yb … (4)
となるように成形、管理する。
Xa≧0.05 … (5)
Xb≦0.2 … (6)
となるように成形、管理すれば、ほとんどの場合をカバーできる。相手の鋼板が明らかでない時は、溶接される部分も明らかでないこともあるので、この場合は、溶接線を凹み部の中心線と仮定して、中心線における凹み部の最小深さをXa、最大深さをXbとすれば良い。このようなクランク形状においては、その中心線を溶接することで、安定して最大の効果が期待できるからである。
H={D×(E−G)+F×(G−C)/(E−C)}
式にはA、Bの値が現れないが、これは座標軸をそのように取ったためである。
溶接部外観は、目視により、下記基準で評価した。
○ :ビード全線に渡って外観が良好
× :一部あるいは大部分でビード形状が悪い

2 下板
3 亜鉛系めっき層
4 屈曲部;断面クランク形状部
5 隙間
6 溶接用レーザービーム
7 溶接ビード
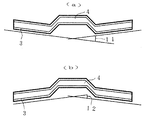
8 凹金型
9 凸金型
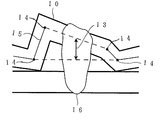
10 金属板
11 クランク形状周辺の曲折角度(>0°)
12 クランク形状周辺の曲折角度(<0°)
13 クランク形状の深さ
14 屈曲点
15 金属板厚の中心線
16 溶接ビード
特許出願人 新日本製鉄株式会社
代理人 弁理士 椎 名 彊 他1
Claims (3)
- 少なくとも一方が亜鉛系めっき鋼板である金属板材同士を重ね溶接するレーザー溶接方法であって、該金属板材の一方の金属板材に屈曲部を形成し、重ね合わされる金属板材の間に該屈曲部による隙間を保持して、該屈曲部に沿ってレーザー溶接する際に、該屈曲部の溶接線に垂直な断面の形状が、合わせ面側に凹みのあるクランク形状であり、その凹みの溶接線上の最小深さをXa(mm)、最大深さをXb(mm)、前記金属板材の薄い方の板厚をYa(mm)、レーザー照射面側の金属板板厚をYb(mm)、重ね面の合計亜鉛付着量をZ(g/m2)とするとき、
Xa≧Z/(4800×Ya)
Xb≦0.35×Yb
の条件を満足し、かつ、そのクランク形状の周辺における曲折が合わせ面側に凸となる角度とすることを特徴とする金属板材のレーザー溶接方法。 - 亜鉛系めっき鋼板を含む金属板材の重ねレーザー溶接に供される金属板材であって、重ね合わせた時にレーザー溶接される部分の金属板材の間に隙間を保持するための屈曲部が形成されており、該屈曲部の溶接線に垂直な断面の形状が、合わせ面側に凹みのあるクランク形状で、その凹みの中心線上の最小深さ:Xa(mm)、最大深さ:Xb(mm)とするとき、
Xa≧0.05
Xb≦0.2
であり、かつそのクランク形状の周辺における曲折が合わせ面側に凸となる角度であることを特徴とするレーザー溶接用金属板材。 - 少なくとも一方が亜鉛系めっき鋼板である金属板材同士を重ね溶接したレーザー溶接構造体であって、該金属板材の一方の金属板材に屈曲部が形成されており、重ね合わされた金属板材の間に該屈曲部による隙間を有し、該屈曲部の溶接線に垂直な断面の形状が、合わせ面側に凹みのあるクランク形状であり、溶接後のクランク形状の両側の側壁から計算される溶接線上の凹み深さが、その最小深さをXa(mm)、最大深さをXb(mm)、前記金属板材の薄い方の板厚をYa(mm)、レーザー照射面側の金属板板厚をYb(mm)、重ね面の合計亜鉛付着量をZ(g/m2)とするとき、
Xa≧Z/(4800×Ya)
Xb≦0.35×Yb
の条件を満足し、かつそのクランク形状の周辺における曲折が合わせ面側に凸となる角度であることを特徴とするレーザー溶接構造体。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118309A JP2005297026A (ja) | 2004-04-13 | 2004-04-13 | 金属板材のレーザー溶接方法及びレーザー溶接用金属板材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004118309A JP2005297026A (ja) | 2004-04-13 | 2004-04-13 | 金属板材のレーザー溶接方法及びレーザー溶接用金属板材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297026A true JP2005297026A (ja) | 2005-10-27 |
Family
ID=35329203
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004118309A Pending JP2005297026A (ja) | 2004-04-13 | 2004-04-13 | 金属板材のレーザー溶接方法及びレーザー溶接用金属板材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297026A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101564797A (zh) * | 2008-04-24 | 2009-10-28 | 意力速电子工业株式会社 | 激光焊接方法 |
| JP2012254481A (ja) * | 2012-07-30 | 2012-12-27 | Nissan Motor Co Ltd | レーザ溶接方法および溶接接合体 |
| JP2014094390A (ja) * | 2012-11-08 | 2014-05-22 | Konica Minolta Inc | めっき鋼板のレーザー溶接方法 |
| WO2019244605A1 (ja) * | 2018-06-22 | 2019-12-26 | 株式会社神戸製鋼所 | めっき鋼板の接合方法及び接合構造体 |
| CN112584967A (zh) * | 2018-08-22 | 2021-03-30 | 利普和迈耶技术有限公司 | 用于焊接金属板条的方法和用于在使用这种方法的情况下制造大的表面的设备 |
| JP2021070047A (ja) * | 2019-10-31 | 2021-05-06 | 豊田鉄工株式会社 | 鋼板のレーザー溶接方法 |
| CN113710406A (zh) * | 2019-12-19 | 2021-11-26 | 株式会社Lg新能源 | 电池模块和制造该电池模块的方法 |
| CN114871621A (zh) * | 2022-05-10 | 2022-08-09 | 苏州亿创特智能制造有限公司 | 辊压型材连接结构、辊压型材及其制备方法 |
-
2004
- 2004-04-13 JP JP2004118309A patent/JP2005297026A/ja active Pending
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101564797A (zh) * | 2008-04-24 | 2009-10-28 | 意力速电子工业株式会社 | 激光焊接方法 |
| WO2009130779A1 (ja) * | 2008-04-24 | 2009-10-29 | イリソ電子工業株式会社 | レーザー溶接方法 |
| CN101564797B (zh) * | 2008-04-24 | 2013-11-27 | 意力速电子工业株式会社 | 激光焊接方法 |
| JP2012254481A (ja) * | 2012-07-30 | 2012-12-27 | Nissan Motor Co Ltd | レーザ溶接方法および溶接接合体 |
| JP2014094390A (ja) * | 2012-11-08 | 2014-05-22 | Konica Minolta Inc | めっき鋼板のレーザー溶接方法 |
| KR102417013B1 (ko) * | 2018-06-22 | 2022-07-05 | 가부시키가이샤 고베 세이코쇼 | 도금 강판의 접합 방법 및 접합 구조체 |
| JP2019217546A (ja) * | 2018-06-22 | 2019-12-26 | 株式会社神戸製鋼所 | めっき鋼板の接合方法及び接合構造体 |
| KR20210009378A (ko) * | 2018-06-22 | 2021-01-26 | 가부시키가이샤 고베 세이코쇼 | 도금 강판의 접합 방법 및 접합 구조체 |
| EP3791988A4 (en) * | 2018-06-22 | 2021-07-21 | Kabushiki Kaisha Kobe Seiko Sho (Kobe Steel, Ltd.) | METHOD OF CONNECTING CLADED STEEL SHEET AND CONNECTING STRUCTURE |
| WO2019244605A1 (ja) * | 2018-06-22 | 2019-12-26 | 株式会社神戸製鋼所 | めっき鋼板の接合方法及び接合構造体 |
| US11982307B2 (en) | 2018-06-22 | 2024-05-14 | Kobe Steel, Ltd. | Method for joining plated steel sheet and joint structure |
| CN112584967A (zh) * | 2018-08-22 | 2021-03-30 | 利普和迈耶技术有限公司 | 用于焊接金属板条的方法和用于在使用这种方法的情况下制造大的表面的设备 |
| JP2021070047A (ja) * | 2019-10-31 | 2021-05-06 | 豊田鉄工株式会社 | 鋼板のレーザー溶接方法 |
| JP7221847B2 (ja) | 2019-10-31 | 2023-02-14 | 豊田鉄工株式会社 | 鋼板のレーザー溶接方法 |
| CN113710406A (zh) * | 2019-12-19 | 2021-11-26 | 株式会社Lg新能源 | 电池模块和制造该电池模块的方法 |
| CN113710406B (zh) * | 2019-12-19 | 2024-02-23 | 株式会社Lg新能源 | 电池模块和制造该电池模块的方法 |
| CN114871621A (zh) * | 2022-05-10 | 2022-08-09 | 苏州亿创特智能制造有限公司 | 辊压型材连接结构、辊压型材及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6451327B2 (ja) | ホットスタンプ用重ね合わせブランクと、重ね合わせホットスタンプ成形体の製造方法、および重ね合わせホットスタンプ成形体 | |
| KR100242927B1 (ko) | 연료 탱크의 제조방법과 레이저 용접체 및 연료탱크 | |
| JP2000197969A (ja) | 一体化成形用ブランクおよびその成形方法 | |
| CN114603255A (zh) | 利用填充丝对涂覆的钢坯件进行激光焊接 | |
| CN114340833A (zh) | 异种材料接合结构体的制造方法和异种材料接合结构体 | |
| JP2005297026A (ja) | 金属板材のレーザー溶接方法及びレーザー溶接用金属板材 | |
| JP7626304B2 (ja) | 鋼材、ブランク、及びホットスタンプ部材の製造方法 | |
| KR20120031857A (ko) | 이종재 접합방법 | |
| JP4889224B2 (ja) | テーラードブランク材の製造方法 | |
| JP4859732B2 (ja) | 異材ミグ接合継手及び異材ミグ接合方法 | |
| WO2014016935A1 (ja) | レーザ溶接形鋼 | |
| JP4615087B2 (ja) | めっき鋼板の重ねレーザ溶接構造 | |
| JP4135633B2 (ja) | 電着塗装用接合品およびその製造法と自動車車体 | |
| JP2025035328A (ja) | Al系めっき鋼板、テーラードブランクの製造方法、Al系めっき鋼板の製造方法、及びテーラードブランク | |
| US20200246896A1 (en) | Method for providing a welded joint between dissimilar materials | |
| JP4958498B2 (ja) | アルミ製品と鋼材製品との接合用継ぎ手及びそれを用いた接合方法 | |
| JP2006312192A (ja) | 異種金属製品の接合方法 | |
| JP2021094571A (ja) | 鋼部品及びその製造方法 | |
| JP4225524B2 (ja) | 亜鉛系めっき鋼板のレーザー重ね溶接方法およびレーザー重ね溶接用亜鉛系めっき鋼板 | |
| JP2004261849A (ja) | 金属板材のレーザー溶接方法及びレーザー溶接用金属板材 | |
| JP2006159240A (ja) | 高エネルギ密度ビーム溶接品、高エネルギ密度ビーム溶接方法、溶接方法、溶接補助装置 | |
| JP5199965B2 (ja) | めっき鋼板の重ねレーザ溶接方法 | |
| JP4012425B2 (ja) | アルミニウム系めっき鋼板のレーザー重ね溶接方法およびレーザー重ね溶接用アルミニウム系めっき鋼板 | |
| JP2002361461A (ja) | 耐食性に優れた亜鉛系めっき鋼板の重ね合わせレーザ溶接方法 | |
| JP7715986B2 (ja) | 溶接継手の製造方法、溶接継手及び自動車用部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060907 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20081120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081202 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090407 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090603 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090908 |