JP2005296828A - コーティング用ダイヘッド - Google Patents
コーティング用ダイヘッド Download PDFInfo
- Publication number
- JP2005296828A JP2005296828A JP2004117527A JP2004117527A JP2005296828A JP 2005296828 A JP2005296828 A JP 2005296828A JP 2004117527 A JP2004117527 A JP 2004117527A JP 2004117527 A JP2004117527 A JP 2004117527A JP 2005296828 A JP2005296828 A JP 2005296828A
- Authority
- JP
- Japan
- Prior art keywords
- coating
- thin film
- manifold
- head
- die head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Coating Apparatus (AREA)
Abstract
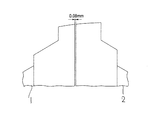
【解決手段】マニホールドからリップ先端部まで硬質の材料からなる事を特徴とするコーティング用ダイヘッドを提供する。
【選択図】図1
Description
超硬合金、もしくはセラミックスとする事で、膜厚形成部にかかわる部分の稜線は全て超硬合金、もしくはセラミックスとなり、切削もしくは研削加工においてバリを生じない。この事によりコーティングで重要な稜線部のバリの処理、すなわち手作業が不要となり、均一な稜線部を持つ高精度薄膜用コーティングヘッドとする事が出来る。
2 マニホールド側ヘッドブロック
3A、3B 側面のブロックであるサイドブロック
Claims (2)
- マニホールドからリップ先端部まで硬質の材料からなる事を特徴とするコーティング用ダイヘッド。
- 請求項1記載のコーティング用ダイヘッドのマニホールドからリップ先端部までが、前面、背面、および側面のブロックからなり、各ブロックが分解可能に固着している事を特徴とするコーティング用ダイヘッド。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004117527A JP4759929B2 (ja) | 2004-04-13 | 2004-04-13 | コーティング用ダイヘッド |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004117527A JP4759929B2 (ja) | 2004-04-13 | 2004-04-13 | コーティング用ダイヘッド |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005296828A true JP2005296828A (ja) | 2005-10-27 |
| JP4759929B2 JP4759929B2 (ja) | 2011-08-31 |
Family
ID=35329021
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004117527A Expired - Fee Related JP4759929B2 (ja) | 2004-04-13 | 2004-04-13 | コーティング用ダイヘッド |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4759929B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006142248A (ja) * | 2004-11-22 | 2006-06-08 | Dainippon Printing Co Ltd | ダイヘッド |
| JP2008036624A (ja) * | 2006-07-12 | 2008-02-21 | Nitto Denko Corp | ダイ、ダイ方式塗布装置及び塗布方法 |
| JP2020131119A (ja) * | 2019-02-20 | 2020-08-31 | 株式会社タンガロイ | ダイコータ |
| WO2022015117A1 (ko) * | 2020-07-16 | 2022-01-20 | 주식회사 엘지에너지솔루션 | 다중 슬롯 다이 코터 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6295170A (ja) * | 1985-10-18 | 1987-05-01 | Fuji Photo Film Co Ltd | 磁性液塗布装置 |
| JPH0386079U (ja) * | 1989-12-25 | 1991-08-30 | ||
| JPH06121953A (ja) * | 1992-09-16 | 1994-05-06 | Mitsubishi Kasei Corp | セラミックスコーテング層を有する塗工用ダイ |
| JPH09141168A (ja) * | 1995-11-17 | 1997-06-03 | Hitachi Maxell Ltd | エクストルージョン型のコータヘッド |
| JP2000140739A (ja) * | 1998-11-10 | 2000-05-23 | Canon Inc | 枚葉塗工装置、及び該装置を用いた塗工方法とカラーフィルタの製造方法 |
| JP2001029860A (ja) * | 1999-07-19 | 2001-02-06 | Matsushita Electric Ind Co Ltd | 塗布装置 |
| JP2001155335A (ja) * | 1999-11-26 | 2001-06-08 | Sony Corp | 塗布装置及び磁気記録媒体の製造方法 |
| JP2004008989A (ja) * | 2002-06-10 | 2004-01-15 | Hitachi Chem Co Ltd | 剛性補強ダイ |
| JP2004261678A (ja) * | 2003-02-28 | 2004-09-24 | Mitsubishi Materials Corp | 塗布工具および塗布装置 |
-
2004
- 2004-04-13 JP JP2004117527A patent/JP4759929B2/ja not_active Expired - Fee Related
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6295170A (ja) * | 1985-10-18 | 1987-05-01 | Fuji Photo Film Co Ltd | 磁性液塗布装置 |
| JPH0386079U (ja) * | 1989-12-25 | 1991-08-30 | ||
| JPH06121953A (ja) * | 1992-09-16 | 1994-05-06 | Mitsubishi Kasei Corp | セラミックスコーテング層を有する塗工用ダイ |
| JPH09141168A (ja) * | 1995-11-17 | 1997-06-03 | Hitachi Maxell Ltd | エクストルージョン型のコータヘッド |
| JP2000140739A (ja) * | 1998-11-10 | 2000-05-23 | Canon Inc | 枚葉塗工装置、及び該装置を用いた塗工方法とカラーフィルタの製造方法 |
| JP2001029860A (ja) * | 1999-07-19 | 2001-02-06 | Matsushita Electric Ind Co Ltd | 塗布装置 |
| JP2001155335A (ja) * | 1999-11-26 | 2001-06-08 | Sony Corp | 塗布装置及び磁気記録媒体の製造方法 |
| JP2004008989A (ja) * | 2002-06-10 | 2004-01-15 | Hitachi Chem Co Ltd | 剛性補強ダイ |
| JP2004261678A (ja) * | 2003-02-28 | 2004-09-24 | Mitsubishi Materials Corp | 塗布工具および塗布装置 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006142248A (ja) * | 2004-11-22 | 2006-06-08 | Dainippon Printing Co Ltd | ダイヘッド |
| JP2008036624A (ja) * | 2006-07-12 | 2008-02-21 | Nitto Denko Corp | ダイ、ダイ方式塗布装置及び塗布方法 |
| JP2020131119A (ja) * | 2019-02-20 | 2020-08-31 | 株式会社タンガロイ | ダイコータ |
| WO2022015117A1 (ko) * | 2020-07-16 | 2022-01-20 | 주식회사 엘지에너지솔루션 | 다중 슬롯 다이 코터 |
| CN115379905A (zh) * | 2020-07-16 | 2022-11-22 | 株式会社Lg新能源 | 多狭缝模具涂布机 |
| CN115379905B (zh) * | 2020-07-16 | 2024-08-02 | 株式会社Lg新能源 | 多狭缝模具涂布机 |
| US12053796B2 (en) | 2020-07-16 | 2024-08-06 | Lg Energy Solution, Ltd. | Multi-slot die coater |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4759929B2 (ja) | 2011-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1974133B (zh) | 表面包覆切削刀片的制造方法 | |
| KR0177286B1 (ko) | 밀링커터 | |
| JP4759929B2 (ja) | コーティング用ダイヘッド | |
| JP2009119559A (ja) | 切削ブレード | |
| CN106825712A (zh) | 铣削刀片 | |
| JP3542502B2 (ja) | 静圧多孔質軸受けの製造方法 | |
| JP3299523B2 (ja) | 硬質発泡樹脂パッドの旋削溝加工用工具 | |
| KR100668161B1 (ko) | 연마용 워크피스 홀더 및 그 제조방법, 워크피스의 연마방법 및 연마장치 | |
| JPH11192452A (ja) | 塗布装置、コーターダイスの加工方法、コーターダイスの治具、研削盤、及び塗布製品 | |
| US6242709B1 (en) | Method for manufacturing conductive wafers, method for manufacturing thin-plate sintered compacts, method for manufacturing ceramic substrates for thin-film magnetic head, and method for machining conductive wafers | |
| JP3497492B2 (ja) | 半導体デバイス加工用硬質発泡樹脂溝付パッド及びそのパッド旋削溝加工用工具 | |
| JP2003136516A (ja) | ハニカム押出成形用口金 | |
| JP2005052820A (ja) | 塗布工具および塗布装置 | |
| JP4261493B2 (ja) | ドレス装置、研削装置、ドレス方法、及び数値制御プログラム | |
| JP2008229537A (ja) | ダイヘッド及び積層体の製造方法 | |
| JP2000153553A (ja) | 型付ロール | |
| JP4868303B2 (ja) | 内面研削砥石、研削装置、及び成形装置 | |
| CN100473467C (zh) | 涂敷工具 | |
| JP2000061897A (ja) | ウォータージェット用ノズル | |
| KR20080039988A (ko) | 도포 헤드 | |
| JP4526027B2 (ja) | ドレス装置、研削装置、ドレス方法、及び数値制御プログラム | |
| CN110842653B (zh) | 立体纹理的加工方法、玻璃件、玻璃壳体和电子设备 | |
| JP5448613B2 (ja) | 切削ブレードのドレッシング方法 | |
| JP2883279B2 (ja) | ラップ治具およびそれを使用したラップ加工方法 | |
| JPH0663866A (ja) | パウダービームエッチングとデポジションの方法及びその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070323 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091126 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091201 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100129 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100817 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20101015 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110510 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110523 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140617 Year of fee payment: 3 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |