JP2005295745A - 回転電機用ロータの製造方法および回転電機用ロータ - Google Patents
回転電機用ロータの製造方法および回転電機用ロータ Download PDFInfo
- Publication number
- JP2005295745A JP2005295745A JP2004110124A JP2004110124A JP2005295745A JP 2005295745 A JP2005295745 A JP 2005295745A JP 2004110124 A JP2004110124 A JP 2004110124A JP 2004110124 A JP2004110124 A JP 2004110124A JP 2005295745 A JP2005295745 A JP 2005295745A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- rotor core
- rotor shaft
- electrical machine
- rotating electrical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Iron Core Of Rotating Electric Machines (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
【課題】 ロータコアとロータシャフトとを組み付ける際に、作業性の悪化を防止する。
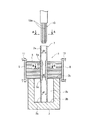
【解決手段】 ステータに対して回転可能なロータ1を、ロータコア5と、ロータコア5の中心部に設けた挿入孔5aに挿入固定する中空のロータシャフト7とから構成する。ロータコア5の挿入孔5aに挿入した状態のロータシャフト7の中空部に、外周に軸線方向に延びる突状13aを複数備えるマンドレル13を挿入して中空部内面を塑性変形させる。この塑性変形によって、ロータシャフト7の外周部を、外側に突出変形させてロータコア5の挿入孔5aの内面に押し付け、ロータコア5とロータシャフト7とを互いに固定する。
【選択図】 図1
【解決手段】 ステータに対して回転可能なロータ1を、ロータコア5と、ロータコア5の中心部に設けた挿入孔5aに挿入固定する中空のロータシャフト7とから構成する。ロータコア5の挿入孔5aに挿入した状態のロータシャフト7の中空部に、外周に軸線方向に延びる突状13aを複数備えるマンドレル13を挿入して中空部内面を塑性変形させる。この塑性変形によって、ロータシャフト7の外周部を、外側に突出変形させてロータコア5の挿入孔5aの内面に押し付け、ロータコア5とロータシャフト7とを互いに固定する。
【選択図】 図1
Description
本発明は、ステータに対して回転可能なロータを、ロータコアと、このロータコアの中心部に設けた挿入孔に挿入固定するロータシャフトとから構成した回転電機用ロータの製造方法および回転電機用ロータに関する。
回転電機として、例えばモータは、ロータとステータとから構成され、これらロータとステータは、それぞれ別々にサブアッセンブリされる。このうちロータは、永久磁石と、永久磁石が入る円柱状のロータコアと、ロータコアの中心部に設けた挿入孔に挿入固定するロータシャフトとから構成される。
そして、ロータコアはロータシャフトに対し、例えば下記特許文献1に記載されているように、焼き嵌めにより固定される。
特開平11−355987号公報
上記したように、従来では、ロータコアとロータシャフトとは、焼き嵌めによって互いに固定しているため、ロータコアの加熱や、焼き嵌め後のロータコアおよびロータシャフトの冷却に時間がかかり、組付作業性の悪化を招いている。
そこで、本発明は、ロータコアとロータシャフトとを組み付ける際に、作業性の悪化を防止することを目的としている。
本発明は、ステータに対して回転可能なロータを、ロータコアと、このロータコアの中心部に設けた挿入孔に挿入固定する中空のロータシャフトとから構成し、前記ロータコアの挿入孔に挿入した状態の前記ロータシャフトの中空部に、外周部に凹凸を有するマンドレルを挿入して中空部内面を塑性変形させ、この塑性変形によって前記ロータシャフトの外周部を外側に突出変形させて前記ロータコアの挿入孔内面に押し付け、前記ロータコアと前記ロータシャフトとを互いに固定することを最も主要な特徴とする。
本発明によれば、ロータコアの挿入孔に挿入した状態のロータシャフトの中空部に、外周に凹凸を有するマンドレルを挿入して中空部内面を塑性変形させ、この塑性変形によってロータシャフトの外周部を外側に突出変形させてロータコアの挿入孔内面に押し付けて固定するようにしたため、焼き嵌めによる固定のような、ロータコアの加熱や、焼き嵌め後のロータコアおよびロータシャフトの冷却作業が不要となり、組付作業性を向上させることができる。
また、組付後は、ロータシャフトの中空部内周に塑性変形による凹部が形成されるので、ロータシャフトの内部に冷却剤を供給してロータを内側から冷却する場合に、ロータシャフトにおける冷却剤との接触面積が大きくなり、冷却効果を高めることができる。
以下、本発明の実施の形態を図面に基づき説明する。
図1は、本発明の一実施形態に係わる回転電機用ロータとしてのモータにおけるロータ1を、突き当て治具3にセットした状態を示す断面図である。ロータ1は、円板状のロータ板を図1中で上下方向に複数積層した円柱状のロータコア5と、ロータコア5の中心部に設けた挿入孔5aに挿入固定する中空状のロータシャフト7とをそれぞれ有し、図示しないハウジング内に固定されたステータに対して回転可能となる。
ロータシャフト7は、ロータコア5の挿入孔5aに挿入した状態で、ロータコア5に対して図1中で上下に突出する部位7a,7bをそれぞれ備え、これら各部位7a,7b相互間のロータコア5に対応する部位7cの肉厚を、前記した各部位7a,7bの肉厚より、内側に突出するように厚くしている。また、このときロータコア5に対応する部位7cの外周面は、挿入孔5aにほぼ接触した状態となる。
突き当て治具3は、図1中で上部に開放する凹部3aを備え、この凹部3aにロータシャフト7の下部側の部位7bを入り込ませ、その先端を凹部3aの底面3bに突き当てる。このときロータコア5は、突き当て治具3の上端面3cに載置された状態となる。
また、ロータコア5の外周側には、円周方向等間隔の少なくとも3箇所に、ガイドローラ9を設置する。ガイドローラ9は、ロータコア5の軸心を後述するマンドレル13の軸心に合わせるとともに、組付作業時にロータコア5を外周側から押さえるものであり、支持部11に対して回転可能かつ、支持部11とともにロータコア5に対しその径方向に向けて接近離反移動可能である。
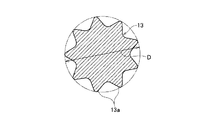
前記したマンドレル13は、図1の拡大したA−A断面図である図2に示すように、外周部に、軸方向に向けて延びる凹凸としての突条13aを、円周方向に沿って複数等間隔に設けてある。
マンドレル13の突条13aの先端位置における外径Dは、ロータシャフト7のロータコア5から上下に突出した部位7a,7bの内径d1より小さく、ロータコア5に対応する部位7cの内径d2より大きく設定している。つまり、d1>D>d2である。
また、マンドレル13の軸心は、前記した複数のガイドローラ9によって合わせるロータコア5およびロータシャフト7の各中心に一致している。
次に、上記したロータ1の製造方法について説明する。
まず、突き当て治具3の上端面3cにロータコア5を載置してセットする。このときガイドローラ9は、ロータコア5から離反した位置にあり、ロータコア5を突き当て治具3にセットした後、ロータコア5に向けて接近させて押し付け、ロータコア5の軸心をマンドレル13の軸心に合わせる。
その後、ロータシャフト7をロータコア5の挿入孔5aに挿入し、ロータシャフト7の先端(下端)を、突き当て治具3の凹部3aに入り込ませて底部3bに突き当てる。この状態で、ロータシャフト7の肉厚となっている部位7cが、ロータコア5に対応する位置となる。
次に、マンドレル13を、ロータシャフト7の上方からその中空部に挿入すると、ロータコア5に対応する部位7cでは、中空部内周面が突条13aによって塑性変形する結果、図1の拡大したB−B断面図である図3に示すように、中空部内周面にマンドレル13の突条13aに対応して軸方向に延びる凹部7ciが、円周方向等間隔に複数形成される。
そして、この凹部7ciに対応するロータシャフト7の外周部には、凸部7coが外側に突出して形成され、この凸部7coがロータコア5の挿入孔5aの内周面に押し付けることで、ロータコア5とロータシャフト7とを互いに固定する。
その後、ロータ1を図示しない適宜手段によって押さえた状態で、マンドレル13をロータシャフト7から引き抜く。
上記したように、本実施形態によれば、ロータコア5の挿入孔5aに挿入した状態のロータシャフト7の中空部に、外周部に突条13aを備えたマンドレル13を挿入して中空部内面を塑性変形させ、この塑性変形によってロータシャフト7の外周部を外側に突出変形させてロータコア5の挿入孔5aの内周面に押し付けて固定するようにしたため、焼き嵌めによる固定のような、ロータコア5の加熱や、焼き嵌め後のロータコア5およびロータシャフト7の冷却作業が不要となり、組付作業性を向上させることができる。
また、組付後は、ロータシャフト7の内周面に、軸方向に延びる凹部7ciが形成されるので、ロータシャフト7の内部に冷却剤を供給してロータ1を内側から冷却する場合に、ロータシャフト7の冷却剤に対する接触面積が大きくなり、冷却効果が向上する。
また、ロータシャフト7における塑性変形させる部位を、ロータコア5に対応する部位7cのみとしているので、ロータシャフト7の全長にわたり塑性変形させる場合に比べ、マンドレル13の塑性変形時でのストローク量が少なくて済み、作業時間の低減およびマンドレル13の長寿命化が達成できる。
さらに、ロータコア5に対応する塑性変形させる部位7cを、他の部位7a,7bに比べて厚肉とすることで、図3に示すように、中空部内面での凹部7ciの塑性変形量を大きくして、外側への凸部7coの突出量を適度に抑え、これによりロータコア5とロータシャフト7との固定を確実に行いつつロータコア5のダメージを極力低減することができる。
本発明によれば、前記ロータシャフトは、前記ロータコアの軸方向両端から突出する部位を備え、前記マンドレルによって塑性変形させる部位は、前記ロータコアに対応する部位としたので、ロータシャフトの全長にわたり塑性変形させる場合に比べ、マンドレルのストローク量が少なくて済み、作業時間の低減およびマンドレルの長寿命化が達成できる。
また、前記ロータコアに対応する前記ロータシャフトの部位は、ロータシャフトの他の部位に比べて厚肉としたので、ロータシャフトの中空部内面での塑性変形量を大きくして、外側への突出量を適度に抑え、これによりロータコアとロータシャフトとの固定を確実に行いつつロータコアのダメージを極力低減することができる。
1 ロータ
5 ロータコア
5a ロータコアの挿入孔
7 ロータシャフト
7a,7b ロータコアの両端から突出するロータシャフトの部位
7c ロータコアに対応するロータシャフトの部位
13 マンドレル
13a 突状(凹凸)
5 ロータコア
5a ロータコアの挿入孔
7 ロータシャフト
7a,7b ロータコアの両端から突出するロータシャフトの部位
7c ロータコアに対応するロータシャフトの部位
13 マンドレル
13a 突状(凹凸)
Claims (4)
- ステータに対して回転可能なロータを、ロータコアと、このロータコアの中心部に設けた挿入孔に挿入固定する中空のロータシャフトとから構成し、前記ロータコアの挿入孔に挿入した状態の前記ロータシャフトの中空部に、外周部に凹凸を有するマンドレルを挿入して中空部内面を塑性変形させ、この塑性変形によって前記ロータシャフトの外周部を外側に突出変形させて前記ロータコアの挿入孔内面に押し付け、前記ロータコアと前記ロータシャフトとを互いに固定することを特徴とする回転電機用ロータの製造方法。
- 前記ロータシャフトは、前記ロータコアの軸方向両端から突出する部位を備え、前記マンドレルによって塑性変形させる部位は、前記ロータコアに対応する部位であることを特徴とする請求項1に記載の回転電機用ロータの製造方法。
- 前記ロータコアに対応する前記ロータシャフトの部位は、ロータシャフトの他の部位に比べて厚肉としたことを特徴とする請求項2に記載の回転電機用ロータの製造方法。
- 請求項1ないし3のいずれか1項に記載の回転電機用ロータの製造方法によって製造したことを特徴とする回転電機用ロータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110124A JP2005295745A (ja) | 2004-04-02 | 2004-04-02 | 回転電機用ロータの製造方法および回転電機用ロータ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110124A JP2005295745A (ja) | 2004-04-02 | 2004-04-02 | 回転電機用ロータの製造方法および回転電機用ロータ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005295745A true JP2005295745A (ja) | 2005-10-20 |
Family
ID=35328062
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004110124A Pending JP2005295745A (ja) | 2004-04-02 | 2004-04-02 | 回転電機用ロータの製造方法および回転電機用ロータ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005295745A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009095089A (ja) * | 2007-10-04 | 2009-04-30 | Honda Motor Co Ltd | アキシャルギャップ型モータ |
| JP4786702B2 (ja) * | 2006-02-16 | 2011-10-05 | 三菱電機株式会社 | 回転電機の冷却構造 |
| JP2014108020A (ja) * | 2012-11-29 | 2014-06-09 | Honda Motor Co Ltd | ロータ位置調整装置、ロータ位置調整方法及び回転電機製造方法 |
| CN103904851A (zh) * | 2014-03-28 | 2014-07-02 | 湖北立锐机电有限公司 | 磁环结构、轴及使用其的永磁同步电机 |
| CN109067108A (zh) * | 2018-09-12 | 2018-12-21 | 山西电机制造有限公司 | 一种三相异步电动机铸铝转子低压铸铝用假轴结构 |
| JP2019106797A (ja) * | 2017-12-12 | 2019-06-27 | トヨタ自動車株式会社 | ロータ製造方法 |
| US10916996B2 (en) | 2017-10-13 | 2021-02-09 | Toyota Jtdosha Kabushiki Kaisha | Method of manufacturing rotational electric machine rotor |
| KR20220149440A (ko) * | 2021-04-30 | 2022-11-08 | 독터. 인제니어. 하.체. 에프. 포르쉐 악티엔게젤샤프트 | 디스크를 샤프트에 압착하기 위한 연결 도구, 및 전기 기계를 위한 회전자 샤프트 |
| EP4340181A1 (de) * | 2022-09-14 | 2024-03-20 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zur herstellung einer festen verbindung zwischen einem blechpaket und einem innen hohlen bauteil |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05260704A (ja) * | 1992-03-06 | 1993-10-08 | Mitsuba Electric Mfg Co Ltd | アーマチュアコアの取付方法 |
| JPH11270307A (ja) * | 1998-03-24 | 1999-10-05 | Nippon Seiko Kk | エンジン用組立式カムシャフト |
-
2004
- 2004-04-02 JP JP2004110124A patent/JP2005295745A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05260704A (ja) * | 1992-03-06 | 1993-10-08 | Mitsuba Electric Mfg Co Ltd | アーマチュアコアの取付方法 |
| JPH11270307A (ja) * | 1998-03-24 | 1999-10-05 | Nippon Seiko Kk | エンジン用組立式カムシャフト |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4786702B2 (ja) * | 2006-02-16 | 2011-10-05 | 三菱電機株式会社 | 回転電機の冷却構造 |
| JP2009095089A (ja) * | 2007-10-04 | 2009-04-30 | Honda Motor Co Ltd | アキシャルギャップ型モータ |
| JP2014108020A (ja) * | 2012-11-29 | 2014-06-09 | Honda Motor Co Ltd | ロータ位置調整装置、ロータ位置調整方法及び回転電機製造方法 |
| CN103904851A (zh) * | 2014-03-28 | 2014-07-02 | 湖北立锐机电有限公司 | 磁环结构、轴及使用其的永磁同步电机 |
| US11271460B2 (en) | 2017-10-13 | 2022-03-08 | Toyota Jidosha Kabushiki Kaisha | Method of manufacturing a rotational electric machine rotor |
| US10916996B2 (en) | 2017-10-13 | 2021-02-09 | Toyota Jtdosha Kabushiki Kaisha | Method of manufacturing rotational electric machine rotor |
| US11258341B2 (en) | 2017-10-13 | 2022-02-22 | Toyota Jidosha Kabushiki Kaisha | Rotational electric machine rotor |
| JP2019106797A (ja) * | 2017-12-12 | 2019-06-27 | トヨタ自動車株式会社 | ロータ製造方法 |
| CN109980864A (zh) * | 2017-12-12 | 2019-07-05 | 丰田自动车株式会社 | 转子制造方法 |
| US11165314B2 (en) | 2017-12-12 | 2021-11-02 | Toyota Jidosha Kabushiki Kaisha | Rotor manufacturing method |
| CN109980864B (zh) * | 2017-12-12 | 2022-02-25 | 丰田自动车株式会社 | 转子制造方法 |
| CN109067108A (zh) * | 2018-09-12 | 2018-12-21 | 山西电机制造有限公司 | 一种三相异步电动机铸铝转子低压铸铝用假轴结构 |
| KR20220149440A (ko) * | 2021-04-30 | 2022-11-08 | 독터. 인제니어. 하.체. 에프. 포르쉐 악티엔게젤샤프트 | 디스크를 샤프트에 압착하기 위한 연결 도구, 및 전기 기계를 위한 회전자 샤프트 |
| KR102807517B1 (ko) * | 2021-04-30 | 2025-05-16 | 독터. 인제니어. 하.체. 에프. 포르쉐 악티엔게젤샤프트 | 디스크를 샤프트에 압착하기 위한 연결 도구, 및 전기 기계를 위한 회전자 샤프트 |
| US12334783B2 (en) | 2021-04-30 | 2025-06-17 | Dr. Ing. H. C. F. Porsche Ag | Joining tool for pressing a disk to a shaft, and rotor shaft for an electric machine |
| EP4340181A1 (de) * | 2022-09-14 | 2024-03-20 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zur herstellung einer festen verbindung zwischen einem blechpaket und einem innen hohlen bauteil |
| WO2024056839A1 (de) * | 2022-09-14 | 2024-03-21 | voestalpine Automotive Components Dettingen GmbH & Co. KG | Verfahren zur herstellung einer festen verbindung zwischen einem blechpaket und einem innen hohlen bauteil |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU674784B2 (en) | Electric rotating machine | |
| CN105846564B (zh) | 电机及其定子结构 | |
| US5864193A (en) | Electric rotating machine having improved insulation for an armature coil | |
| US20050050714A1 (en) | Manufacturing method for a motor layered core, manufacturing apparatus thereof, and stacking jig thereof | |
| US7049726B2 (en) | Stator for dynamo-electric machine | |
| CN1310507A (zh) | 电动机定子铁心及其制造方法以及电动机和压缩机 | |
| US7546672B2 (en) | Methods for manufacturing a motor | |
| JP2005295745A (ja) | 回転電機用ロータの製造方法および回転電機用ロータ | |
| CN112134377A (zh) | 定子、定子的制造方法和外转子型马达 | |
| JP2005110464A (ja) | 電動機のステータコア及びその製造方法 | |
| JP2014033549A (ja) | ロータ、回転電機及びロータの製造方法 | |
| JP2005295744A (ja) | 回転電機用ロータの製造方法および回転電機用ロータ | |
| JP2002291186A (ja) | 平角線の巻付け構造および巻付け方法 | |
| US20060186753A1 (en) | Stator and electric motor having the same | |
| JPWO2018043364A1 (ja) | 巻線固定構造体、及び電動機 | |
| JP4855069B2 (ja) | モータの製造方法 | |
| JPH05292708A (ja) | 分割型固定子の製造方法 | |
| US7877857B2 (en) | Manufacturing method of electric motor | |
| US20100231086A1 (en) | Manufacturing method of rotating electric machine and rotating electric machine | |
| US7795775B2 (en) | Motor stator | |
| WO2018131205A1 (ja) | 回転電機のステータおよび回転電機のステータの製造方法 | |
| JP4679374B2 (ja) | モータおよびその製造方法 | |
| JP4648716B2 (ja) | 積層鉄心とその製造方法 | |
| CN100334794C (zh) | 扁平型整流子制造方法及扁平型整流子制造装置 | |
| JP6848348B2 (ja) | ロータ製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070226 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100223 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100706 |