JP2005294439A - 電子部品装着装置及び部品供給ユニットの段取り替え方法 - Google Patents
電子部品装着装置及び部品供給ユニットの段取り替え方法 Download PDFInfo
- Publication number
- JP2005294439A JP2005294439A JP2004105701A JP2004105701A JP2005294439A JP 2005294439 A JP2005294439 A JP 2005294439A JP 2004105701 A JP2004105701 A JP 2004105701A JP 2004105701 A JP2004105701 A JP 2004105701A JP 2005294439 A JP2005294439 A JP 2005294439A
- Authority
- JP
- Japan
- Prior art keywords
- component
- printed circuit
- circuit board
- electronic component
- mounting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images














Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
【解決手段】 所定期間内に生産する複数のプリント基板種毎の装着データから各プリント基板種毎の部品種の類似度をCPU40が算出し、作業者が最初に生産するプリント基板種を決定し、この決定されたプリント基板種を除いた他のプリント基板種のうちでこの最初に生産するプリント基板種を基準とした類似度が高い順に生産する順序をCPU40が決定し、このCPU40により決定された順序に従って必要な場合には作業者が部品供給ユニット18の段取り替えを行う。
【選択図】 図4
Description
所定期間内に生産する複数のプリント基板種毎の装着データから各プリント基板種毎の部品種の類似度を算出し、
最初に生産するプリント基板種を決定し、
この決定されたプリント基板種を除いた他のプリント基板種のうちでこの最初に生産するプリント基板種を基準とした類似度が高い順に生産する順序を決定し、
この決定された順序に従って必要な場合には部品供給ユニットの段取り替えを行うことを特徴とする。
所定期間内に生産する複数のプリント基板種毎の装着データから各プリント基板種毎の部品種の類似度を算出手段が算出し、
作業者が最初に生産するプリント基板種を決定し、
この決定されたプリント基板種を除いた他のプリント基板種のうちでこの最初に生産するプリント基板種を基準とした類似度が高い順に生産する順序を決定手段が決定し、
この決定手段により決定された順序に従って必要な場合には作業者が部品供給ユニットの段取り替えを行うことを特徴とする。
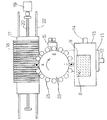
17 部品供給台
18 部品供給ユニット
40 CPU
41 RAM
Claims (4)
- 部品吸着位置と部品装着位置との間を移動する装着ヘッドに設けられた吸着ノズルにより、部品吸着位置で部品供給ユニットより電子部品を吸着して取出し、部品装着位置でプリント基板上に該電子部品を装着する電子部品装着装置において、所定期間内に生産する複数のプリント基板種毎の装着データから各プリント基板種毎の部品種の類似度を算出する算出手段と、最初に生産するプリント基板種を除いた他のプリント基板種のうちでこの最初に生産するプリント基板種を基準とした類似度が高い順に生産をする順序を決定する決定手段とを設けたことを特徴とする電子部品装着装置。
- 部品吸着位置と部品装着位置との間を移動する装着ヘッドに設けられた吸着ノズルにより、部品吸着位置で部品供給ユニットより電子部品を吸着して取出し、部品装着位置でプリント基板上に該電子部品を装着する電子部品装着装置において、所定期間内に生産する複数のプリント基板種毎の装着データから各プリント基板種毎の部品種の類似度を算出する算出手段と、生産する順序が決定されているプリント基板種を除いた他のプリント基板種のうちで生産する順序が決定されている最後のプリント基板種を基準とした類似度が高いプリント基板種を次に生産をするプリント基板種として決定する決定手段とを設けたことを特徴とする電子部品装着装置。
- 部品吸着位置と部品装着位置との間を移動する装着ヘッドに設けられた吸着ノズルにより、部品吸着位置で部品供給ユニットより電子部品を吸着して取出し、部品装着位置でプリント基板上に該電子部品を装着する電子部品装着装置における部品供給ユニットの段取り替え方法において、
所定期間内に生産する複数のプリント基板種毎の装着データから各プリント基板種毎の部品種の類似度を算出し、
最初に生産するプリント基板種を決定し、
この決定されたプリント基板種を除いた他のプリント基板種のうちでこの最初に生産するプリント基板種を基準とした類似度が高い順に生産する順序を決定し、
この決定された順序に従って必要な場合には部品供給ユニットの段取り替えを行うことを特徴とする部品供給ユニットの段取り替え方法。 - 部品吸着位置と部品装着位置との間を移動する装着ヘッドに設けられた吸着ノズルにより、部品吸着位置で部品供給ユニットより電子部品を吸着して取出し、部品装着位置でプリント基板上に該電子部品を装着する電子部品装着装置における部品供給ユニットの段取り替え方法において、
所定期間内に生産する複数のプリント基板種毎の装着データから各プリント基板種毎の部品種の類似度を算出手段が算出し、
作業者が最初に生産するプリント基板種を決定し、
この決定されたプリント基板種を除いた他のプリント基板種のうちでこの最初に生産するプリント基板種を基準とした類似度が高い順に生産する順序を決定手段が決定し、
この決定手段により決定された順序に従って必要な場合には作業者が部品供給ユニットの段取り替えを行うことを特徴とする部品供給ユニットの段取り替え方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105701A JP4364039B2 (ja) | 2004-03-31 | 2004-03-31 | 電子部品装着装置及び部品供給ユニットの段取り替え方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105701A JP4364039B2 (ja) | 2004-03-31 | 2004-03-31 | 電子部品装着装置及び部品供給ユニットの段取り替え方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005294439A true JP2005294439A (ja) | 2005-10-20 |
| JP4364039B2 JP4364039B2 (ja) | 2009-11-11 |
Family
ID=35327054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004105701A Expired - Lifetime JP4364039B2 (ja) | 2004-03-31 | 2004-03-31 | 電子部品装着装置及び部品供給ユニットの段取り替え方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4364039B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008300459A (ja) * | 2007-05-29 | 2008-12-11 | Hitachi High-Tech Instruments Co Ltd | 吸着ノズルの配置本数設定方法及び電子部品装着方法 |
| JP2009071137A (ja) * | 2007-09-14 | 2009-04-02 | Yamaha Motor Co Ltd | 生産管理装置 |
| JP2013008756A (ja) * | 2011-06-22 | 2013-01-10 | Fuji Mach Mfg Co Ltd | フィーダー脱着時期案内方法および生産ライン管理システム |
| JP2013191677A (ja) * | 2012-03-13 | 2013-09-26 | Fujitsu Telecom Networks Ltd | 製造支援システム |
| JP2017050362A (ja) * | 2015-08-31 | 2017-03-09 | 株式会社日立製作所 | マウンタ部品割当てシミュレーション方法、及び、マウンタ部品割当てシミュレーション装置 |
-
2004
- 2004-03-31 JP JP2004105701A patent/JP4364039B2/ja not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008300459A (ja) * | 2007-05-29 | 2008-12-11 | Hitachi High-Tech Instruments Co Ltd | 吸着ノズルの配置本数設定方法及び電子部品装着方法 |
| JP2009071137A (ja) * | 2007-09-14 | 2009-04-02 | Yamaha Motor Co Ltd | 生産管理装置 |
| JP2013008756A (ja) * | 2011-06-22 | 2013-01-10 | Fuji Mach Mfg Co Ltd | フィーダー脱着時期案内方法および生産ライン管理システム |
| JP2013191677A (ja) * | 2012-03-13 | 2013-09-26 | Fujitsu Telecom Networks Ltd | 製造支援システム |
| JP2017050362A (ja) * | 2015-08-31 | 2017-03-09 | 株式会社日立製作所 | マウンタ部品割当てシミュレーション方法、及び、マウンタ部品割当てシミュレーション装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4364039B2 (ja) | 2009-11-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4865895B2 (ja) | 電子部品装着方法 | |
| JP4887234B2 (ja) | 電子部品装着装置 | |
| JP2002111286A (ja) | 電子部品装着装置 | |
| KR20130139742A (ko) | 부품 실장 장치 및 부품 실장 장치에서의 기종 변경 방법 | |
| JP4364039B2 (ja) | 電子部品装着装置及び部品供給ユニットの段取り替え方法 | |
| EP2961253B1 (en) | Component mounting system and bulk component determination method used for same | |
| JP4846628B2 (ja) | 電子部品装着方法 | |
| JP2008270337A (ja) | 実装基板製造装置およびこれの適正化処理方法ならびに実装基板製造装置用プログラム | |
| JP5562711B2 (ja) | 電子部品装着方法及び電子部品装着装置 | |
| JP2004363634A (ja) | 電子部品装着装置 | |
| JP3133584B2 (ja) | 電子部品自動装着装置 | |
| JP4757963B2 (ja) | 電子部品装着装置 | |
| JP3133582B2 (ja) | 電子部品自動装着装置 | |
| JP4781157B2 (ja) | 部品ライブラリデータ作成装置 | |
| JP2003017900A (ja) | 電子部品装着装置におけるパターンプログラム最適化方法及び最適化装置 | |
| JP2021052137A (ja) | 共通立設位置の位置決定方法、位置決定装置、及び、位置決定プログラム | |
| JP4620373B2 (ja) | 部品供給ユニットの段取り替え情報作成方法及びその段取り替え情報作成装置 | |
| JP4405848B2 (ja) | 電子部品装着方法及び電子部品装着装置 | |
| JP7490122B2 (ja) | 部品装着システム | |
| JP4933351B2 (ja) | 吸着ノズルの配置本数設定方法及び電子部品装着方法 | |
| JP4925943B2 (ja) | 部品ライブラリデータの検証方法 | |
| JP4611796B2 (ja) | 電子部品装着方法及び電子部品装着装置 | |
| JP2003347798A (ja) | 電子部品装着装置 | |
| JP4908375B2 (ja) | 電子部品装着方法及び電子部品装着装置 | |
| JP4354660B2 (ja) | 表示装置及び電子部品装着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070320 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090723 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090730 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090818 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120828 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4364039 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130828 Year of fee payment: 4 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |