JP2005294293A - 半導体装置樹脂封止用金型 - Google Patents
半導体装置樹脂封止用金型 Download PDFInfo
- Publication number
- JP2005294293A JP2005294293A JP2004102445A JP2004102445A JP2005294293A JP 2005294293 A JP2005294293 A JP 2005294293A JP 2004102445 A JP2004102445 A JP 2004102445A JP 2004102445 A JP2004102445 A JP 2004102445A JP 2005294293 A JP2005294293 A JP 2005294293A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- mold
- carrier
- semiconductor device
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 68
- 239000011347 resin Substances 0.000 title claims abstract description 68
- 239000004065 semiconductor Substances 0.000 title claims abstract description 37
- 238000007789 sealing Methods 0.000 title claims abstract description 36
- 239000002184 metal Substances 0.000 title claims abstract description 14
- 238000001721 transfer moulding Methods 0.000 claims abstract description 12
- 238000000034 method Methods 0.000 claims description 5
- 238000005538 encapsulation Methods 0.000 claims description 2
- 239000000969 carrier Substances 0.000 abstract description 4
- 238000000465 moulding Methods 0.000 description 10
- 230000009466 transformation Effects 0.000 description 4
- 238000009795 derivation Methods 0.000 description 3
- 230000006698 induction Effects 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 239000003822 epoxy resin Substances 0.000 description 2
- 230000007257 malfunction Effects 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 1
- XQUPVDVFXZDTLT-UHFFFAOYSA-N 1-[4-[[4-(2,5-dioxopyrrol-1-yl)phenyl]methyl]phenyl]pyrrole-2,5-dione Chemical compound O=C1C=CC(=O)N1C(C=C1)=CC=C1CC1=CC=C(N2C(C=CC2=O)=O)C=C1 XQUPVDVFXZDTLT-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 229920003192 poly(bis maleimide) Polymers 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images








Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
- Encapsulation Of And Coatings For Semiconductor Or Solid State Devices (AREA)
Abstract
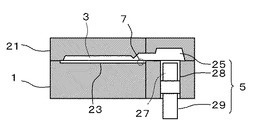
【解決手段】 一対の型と、当該型の内部に、半導体素子が載置され、トランスファ成型が行われる空間を提供するキャビティ3およびキャビティ3に樹脂を供給するためのランナ7とを備える金型であって、キャビティ3に沿って前記型が対向する部分であってキャリア23を直接クランプするクランプ領域9と、クランプ領域9でキャリア23をクランプしたときに、キャビティ3の端部に沿って、前記両方の型のクランプ領域9にそれぞれ形成される凸部11およびこれに対応する凹部からなる変形付与部と、を含むことを特徴とする。
【選択図】 図5
Description
なお、図面の説明においては、同一要素には同一符号を付し、重複する説明を省略する。
図1によれば、半導体素子を備える回路が形成された基板であるキャリア23上に形成した回路を封止するように封止樹脂33が成型され、成型時に樹脂を充填させるための後述するランナの成型部分37およびカルの成型部分35が、キャリア23の端側に連続して形成されている。
図2によれば、キャリア23の上であって、ランナの成型部分37が形成されている側の端部39には、後述するクランプ時に前記半導体装置樹脂封止用金型により変形付与された変形部分30が端面に沿って線状に生じている。
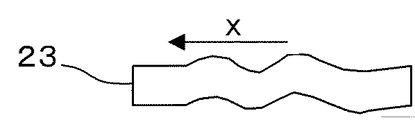
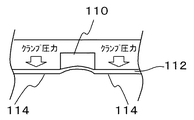
キャリア23のクランプ時に、ランナ7内でキャリア23が変形してキャリア23の裏側に樹脂が回りこむことがないように、キャリア23のクランプされた部分を凹凸に変形させて、この変形に追従してランナ7の中では樹脂の導入方向Xに沿った変形を妨げるようにキャリア23を変形させることが重要である。
例えば、下金型の成型面であって上金型側に、キャビティ、ランナ、カルなどを設けた例を説明したが、これら全部または一部を下金型側に設けてもよい。同様に、樹脂供給部を下金型に設けた例を示したが、上金型に設けても差し支えない。
3 キャビティ
5 樹脂供給部
7 ランナ
9 クランプ領域
11 凸部
21 上金型
23 キャリア
Claims (3)
- キャリアに半導体素子が搭載される半導体装置をトランスファ成型法により樹脂封止するに際して用いられ、一対の型と、当該型の内部に、前記半導体素子が載置され、トランスファ成型が行われる空間を提供するキャビティおよび当該キャビティに樹脂を供給するためのランナとを備える金型であって、
前記キャビティに沿って前記型が対向する部分であって前記キャリアを直接クランプするクランプ領域と、
前記クランプ領域で前記キャリアをクランプしたときに、前記キャビティの端部に沿って、前記両方の型のクランプ領域にそれぞれ形成される凸部およびこれに対応する凹部からなる変形付与部と、
を含むことを特徴とする半導体装置樹脂封止用金型。 - 請求項1に記載の半導体装置樹脂封止用金型において、
前記変形付与部が、前記キャビティへの樹脂の導入方向に対して略垂直に形成されていることを特徴とする半導体装置樹脂封止用金型。 - 請求項1に記載の半導体装置樹脂封止用金型において、
前記変形付与部が、前記キャビティの端部に沿って各型に線状に形成される凹部および凸部で構成されることを特徴とする半導体装置樹脂封止用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004102445A JP2005294293A (ja) | 2004-03-31 | 2004-03-31 | 半導体装置樹脂封止用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004102445A JP2005294293A (ja) | 2004-03-31 | 2004-03-31 | 半導体装置樹脂封止用金型 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005294293A true JP2005294293A (ja) | 2005-10-20 |
Family
ID=35326933
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004102445A Pending JP2005294293A (ja) | 2004-03-31 | 2004-03-31 | 半導体装置樹脂封止用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005294293A (ja) |
-
2004
- 2004-03-31 JP JP2004102445A patent/JP2005294293A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100198685B1 (ko) | 반도체 장치 제조방법 및 그 몰드 어셈블리 | |
| KR950000512B1 (ko) | 수지봉지금형(樹脂封止金型) | |
| US20020017738A1 (en) | Resin sealing method and resin sealing apparatus | |
| JP5892683B2 (ja) | 樹脂封止方法 | |
| US8163220B2 (en) | Method of packaging integrated circuits | |
| JP2005294293A (ja) | 半導体装置樹脂封止用金型 | |
| JP2002343819A (ja) | 樹脂封止方法及び基板クランプ機構 | |
| CN100536100C (zh) | 电子元件的树脂密封成形装置 | |
| JP4563426B2 (ja) | 樹脂モールド金型 | |
| JP5234884B2 (ja) | 樹脂封止金型 | |
| WO2014029176A1 (zh) | 用于减小塑封体弯曲的夹具及其方法 | |
| KR100646905B1 (ko) | 수지 밀봉 형 | |
| JP5903785B2 (ja) | 半導体装置製造方法 | |
| KR0162887B1 (ko) | 반도체패키지의 몰딩방법 및 몰드금형장치 | |
| US5134458A (en) | Long size lead frame for semiconductor elements | |
| KR20170048466A (ko) | 리드 프레임, 반도체 장치의 제조 방법 | |
| JP2016076640A (ja) | 半導体冷却構造 | |
| JP2761193B2 (ja) | 外部リードを固定したリードフレーム及びこれを利用した半導体装置並びにその製造方法 | |
| JP4606126B2 (ja) | 成型装置及び樹脂モールド方法 | |
| JPH04341812A (ja) | 射出成形方法 | |
| JP5625673B2 (ja) | 射出成形方法及び装置 | |
| JP2570157B2 (ja) | 樹脂封止用金型 | |
| JPS63181438A (ja) | 半導体装置の樹脂封止用金型 | |
| JP2005158873A (ja) | 半導体装置の製造方法 | |
| JPH04152109A (ja) | 樹脂成形金型 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20070112 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080818 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20090811 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20091013 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A02 | Decision of refusal |
Effective date: 20091104 Free format text: JAPANESE INTERMEDIATE CODE: A02 |