JP2005290585A - 温度制御繊維製品及びその製造方法 - Google Patents
温度制御繊維製品及びその製造方法 Download PDFInfo
- Publication number
- JP2005290585A JP2005290585A JP2004104331A JP2004104331A JP2005290585A JP 2005290585 A JP2005290585 A JP 2005290585A JP 2004104331 A JP2004104331 A JP 2004104331A JP 2004104331 A JP2004104331 A JP 2004104331A JP 2005290585 A JP2005290585 A JP 2005290585A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- thin film
- textile product
- conductive
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Landscapes
- Knitting Of Fabric (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
Abstract
繊維製品に均一的な発熱効果を発揮することができるうえ、繊維製品が有する特質を維持できる、温度制御繊維製品及びその製造方法を提供する。
【解決手段】
物理真空蒸着法を利用して、繊維製品の表面に均一的に導電発熱蒸着膜を形成させ、温度制御繊維製品を形成する。導電発熱蒸着膜を形成する前に、表面処理を施して、繊維製品の表面を平坦にする。
【選択図】図1
Description
また、本発明の他の目的は、膜層の発熱の利用が可能で、短絡の心配のない、温度制御繊維製品及びその製造方法を提供することにある。
さらに、本発明の他の目的は、製造過程が簡単で、環境汚染の問題がない、温度制御繊維製品及びその製造方法を提供することにある。
1.12ボルトより少ないまたはこれに等しい低電圧電源で、繊維製品全体を一定の恒温範囲に維持できるほか、局部を過熱することがない。
2.導電発熱材質は繊維製品の表面に均一に蒸着膜を形成するため、温度制御繊維製品はなお柔軟で体にフィットでき、裁縫により様々な衣類に仕上げることができる。
3.導電発熱材質と導線材質ともに繊維製品の表面の蒸着膜であるため、導電回路と導電接点の破損問題が起きなく、温度制御繊維製品の使用寿命が大幅に延長される。
4.導電発熱材質と導線材質ともに繊維製品の表面の蒸着膜であるため、それぞれの厚みが薄い。よって、温度制御繊維製品の重量と厚みを減少でき、使用するときの快適感が向上できる。
5.12〜14ボルトの低電圧の電源を使用するため、一般の乾電池が電源として使え、その携帯性が向上できる。
6.さらに、多層の導電発熱薄膜と低電気抵抗導電薄膜を蒸着した繊維織物を重ねて組み合わせることによって、より良い発熱效果を発揮できる。
本発明の好ましい実施例によると、繊維製品を物理真空蒸着室に入れ、真空度10−7〜10−5トールで、0.1〜1.2キロワットのパワーを用いて、ここで金属、金属合金、金属酸化物などの導電発熱可能な材料のプラズマを発生させる。このときに、20〜35sccmのアルゴン(Ar)を注入し、物理真空蒸着室中の操作圧力を2×10−3〜4×10−3トール前後に維持する。そして、摂氏100〜150度の温度で、繊維製品の表面に均一様に膜厚0.1〜10マイクロメートルの導電発熱蒸着膜を蒸着する。導電発熱蒸着膜完成した後、温度制御繊維製品が得られる。さらに、繊維製品の表面に遮蔽シートで導電発熱エリアを覆い、導線エリアだけを露出させる。物理真空蒸着法を利用して、その表面に、低電気抵抗の金属を蒸着して、外部の電源及びコントローラーと接続するための導線として作り上げる。また、低電気抵抗の金属は他の繊維製品に蒸着してから、ニット法などを用いて2枚の繊維製品を接続する。そして、繊維製品の表面に物理真空蒸着法を利用して酸化ケイ素を蒸着して、絶縁保護層として作り上げる。
本発明の他の好ましい実施例によると、まずは繊維製品に表面処理を施して、製品の表面の繊維交叉する凹凸表面を平坦させる。これによって、その後物理真空蒸着法により、連続した平面導電体を形成して導電発熱をよりよくする。そして、繊維製品を物理真空蒸着室に入れて、真空度10−7〜10−5トールで、0.1〜1.2キロワットのパワーを用いて物理真空蒸着室の中で、金属、金属合金、金属酸化物などの導電発熱可能な材料のプラズマを発生させる。このときに、20〜35sccmのアルゴン(Ar)を注入し、物理真空蒸着室中の操作圧力を2×10−3〜4×10−3トール前後に維持する。そして、摂氏100〜150度の温度で、繊維製品の表面に均一的に膜厚0.1〜10マイクロメートルの導電発熱蒸着膜を蒸着する。導電発熱蒸着膜完成した後、温度制御繊維製品が得られる。さらに、繊維製品の表面に遮蔽シートで導電発熱エリアを覆い、導線エリアだけを露出させる。物理真空蒸着法を利用して、その表面に、低電気抵抗の金属を蒸着して、外部の電源及びコントローラと接続するための導線として作り上げる。また、低電気抵抗の金属は他の繊維製品に蒸着してから、ニット法などを用いて2枚の繊維製品を接続する。そして、繊維製品の表面に物理真空蒸着法を利用して酸化ケイ素を蒸着して、絶縁保護層として作り上げる。
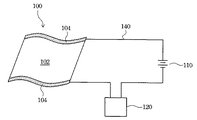
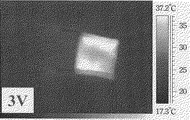
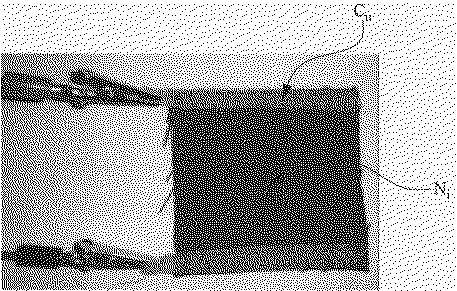
図1に示したものは、本発明の一実施例による温度制御繊維製品システムの略図である。図1に示したように、温度制御繊維製品100の表面に、蒸着材質によって二つのエリアに分られる。一つは導電発熱エリア102、もう一つは導線エリア104。その上に、導電発熱蒸着膜と導線がそれぞれ覆われる。温度制御繊維製品100表面の導線エリア104から電線140が引き出され、電源110とコントローラー120に接続させ、温度制御繊維製品システム全体を構成する。電源110は温度制御繊維製品100に必要な電気を供給する。本システムは12ボルト以下またはこれに等しい低電圧で、900cm2ぐらいの温度制御繊維製品100を摂氏10度に上昇することができる。制御システム120は、温度制御繊維製品100に供給する電流量を制御して、温度制御繊維製品100の発熱温度を制御することができる。温度制御繊維製品100の温度は最大摂氏40±5度前後に恒温維持することができる。温度制御精度約±0.5℃で、しかも温度制御繊維製品100の温度分布が均一で、局部過熱されることはない。
102 導電発熱エリア
104 導線エリア
110 電源
120 コントローラー
140 電線
Claims (35)
- 蒸着法を利用して、導電発熱薄膜を繊維製品の表面に形成し、前記導電発熱薄膜を遮蔽シートで覆って導線エリアのみを露出させ、蒸着法を利用して、低電気抵抗導電薄膜を前記導電発熱薄膜上に形成して導線エリアを形成する工程を少なくとも含むことを特徴とする温度制御繊維製品の製造方法。
- 蒸着法を利用して、導電発熱薄膜を繊維製品の表面に形成する一方、他の繊維製品の表面に蒸着法を利用して、低電気抵抗導電薄膜を形成し、前記繊維製品と前記他の繊維製品を組み合わせて、前記導電発熱薄膜と前記低電気抵抗導電薄膜に接続して導電させる工程を少なくとも含むことを特徴とする温度制御繊維製品の製造方法。
- 前記導電発熱薄膜が、金属、金属合金、金属酸化物及び導電高分子からなる群から選択される材料からなる、請求項1または2に記載の温度制御繊維製品の製造方法。
- 前記導電発熱薄膜が、ニッケル、ニッケル・クロム合金、酸化ケイ素、インジウムスズの酸化物、酸化チタン及びこれらの組み合わせからなる群から選択される材料からなる、請求項1または2に記載の温度制御繊維製品の製造方法。
- 前記低電気抵抗導電薄膜が、銀または銅を含む、請求項1または2に記載の温度制御繊維製品の製造方法。
- 繊維製品が、糸、織布または不織布を含む、請求項1または2に記載の温度制御繊維製品の製造方法。
- 前記織布が、織物または編み物を含む、請求項6に記載の温度制御繊維製品の製造方法。
- 前記繊維製品が、人造繊維を含む、請求項1または2に記載の温度制御繊維製品の製造方法。
- 前記蒸着法が気体流量20〜35sccmの物理真空蒸着法である、請求項1または2に記載の温度制御繊維製品の製造方法。
- 前記蒸着法がプラズマを発生させるパワーが0.1〜1.2キロワットの物理真空蒸着法である、請求項1または2に記載の温度制御繊維製品の製造方法。
- 前記蒸着法が、2×10−3〜4×10−3トールの操作圧力である物理真空蒸着法である、請求項1または2に記載の温度制御繊維製品の製造方法。
- 前記導電発熱薄膜と低電気抵抗導電薄膜の厚みが、0.1〜10マイクロメートルである、請求項1または2に記載の温度制御繊維製品の製造方法。
- 蒸着法を実行する前に、蒸着膜をよりよく形成するための繊維製品の表面を平坦させる表面処理を施す、請求項1または2に記載の温度制御繊維製品の製造方法。
- 表面処理方法が、繊維製品を表面処理剤を含んだ溶液中に浸す浸漬法である、請求項13に記載の温度制御繊維製品の製造方法。
- 表面処理剤として、フッ素撥水剤を含む、請求項14に記載の温度制御繊維製品の製造方法。
- 表面処理剤として、フッ素撥水剤と架橋剤を含む、請求項14に記載の温度制御繊維製品の製造方法。
- 架橋剤として、ポリウレタンまたはエチルオキシドとエステル系活性剤より構成された防水乳剤を含む、請求項16に記載の温度制御繊維製品の製造方法。
- 表面処理剤の溶液の表面張力が、5〜70erg/cm2である、請求項14に記載の温度制御繊維製品の製造方法。
- 表面処理剤の溶液の表面張力が、10〜30erg/cm2である、請求項14に記載の温度制御繊維製品の製造方法。
- 繊維製品が、人造繊維または天然繊維を含む、請求項13に記載の温度制御繊維製品の製造方法。
- 人造繊維が、ポリエステル繊維、ポリプロピレン繊維またはナイロン繊維を含む、請求項8または請求項20のいずれかに記載の温度制御繊維製品の製造方法。
- 蒸着法を利用して、絶縁保護薄膜を導電発熱薄膜と低電気抵抗導電薄膜の上に形成する、請求項1、2または13のいずれかに記載の温度制御繊維製品の製造方法。
- 絶縁保護薄膜の材質として、酸化ケイ素を含む、請求項22に記載の温度制御繊維製品の製造方法。
- 少なくとも、繊維製品と、その表面にある導電発熱エリアと、導線エリアと、前記繊維製品の表面の前記導電発熱エリアに設けた導電発熱薄膜と、前記繊維製品表面の前記導線エリアに設けた低電気抵抗導電薄膜とからなり、前記導電発熱エリアと前記導線エリアとが部分的に重なることを特徴とする、温度制御繊維製品。
- 前記導電発熱薄膜が、金属、金属合金、金属酸化物と導電高分子からなる群から選択される、請求項24に記載の温度制御繊維製品。
- 前記導電発熱薄膜が、ニッケル、ニッケル・クロム合金、酸化ケイ素、インジウムスズの酸化物、酸化チタン及びこれらの組み合わせからなる群から選択される、請求項24に記載の温度制御繊維製品。
- 前記低電気抵抗導電薄膜が、銀または銅を含む、請求項24に記載の温度制御繊維製品。
- 前記繊維製品が、糸、織布または不織布を含む、請求項24に記載の温度制御繊維製品。
- 前記織布が、織物または編み物を含む、請求項28に記載の温度制御繊維製品。
- 前記繊維製品が、人造繊維または天然繊維を含む、請求項24に記載の温度制御繊維製品。
- 前記人造繊維が、ポリエステル繊維、ポリプロピレン繊維、またはナイロン繊維を含む、請求項30に記載の温度制御繊維製品。
- 前記導電発熱薄膜と低電気抵抗導電薄膜の厚みは、0.1〜10マイクロメートルである、請求項24に記載の温度制御繊維製品。
- さらに、導電発熱薄膜と低電気抵抗導電薄膜の上に絶縁保護薄膜を含む、請求項24に記載の温度制御繊維製品。
- 前記絶縁保護薄膜が、酸化ケイ素を含む、請求項33に記載の温度制御繊維製品。
- さらに、複数層の導電発熱薄膜と低電気抵抗導電薄膜に覆われた繊維製品を重ねたものを含む、請求項24に記載の温度制御繊維製品。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004104331A JP2005290585A (ja) | 2004-03-31 | 2004-03-31 | 温度制御繊維製品及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004104331A JP2005290585A (ja) | 2004-03-31 | 2004-03-31 | 温度制御繊維製品及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005290585A true JP2005290585A (ja) | 2005-10-20 |
Family
ID=35323838
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004104331A Pending JP2005290585A (ja) | 2004-03-31 | 2004-03-31 | 温度制御繊維製品及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005290585A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006081622A1 (en) * | 2005-02-03 | 2006-08-10 | Australian Wool Innovation Limited | Fibre coating composition |
| JP2010037681A (ja) * | 2008-08-05 | 2010-02-18 | Toyobo Specialties Trading Co Ltd | 衣料用織編物 |
| WO2013182568A2 (de) | 2012-06-06 | 2013-12-12 | Cht R. Beitlich Gmbh | Textilhilfsmittel und damit veredeltes textilprodukt |
| CN109338576A (zh) * | 2018-10-24 | 2019-02-15 | 迦南(福建)新材料科技有限公司 | 一种蜂窝状面料及其制作工艺 |
| US11952657B2 (en) | 2019-05-23 | 2024-04-09 | Milliken & Company | Stain hiding fabric with metallic coating |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6076338A (ja) * | 1983-10-04 | 1985-04-30 | カルソニックカンセイ株式会社 | 装飾用樹脂成形品 |
| JPS6235828U (ja) * | 1985-08-19 | 1987-03-03 | ||
| JPS6330243A (ja) * | 1986-07-25 | 1988-02-08 | 東レ株式会社 | 保温性シ−ト |
| JPH01235181A (ja) * | 1988-03-15 | 1989-09-20 | Matsushita Electric Works Ltd | 透明面状発熱体 |
| JPH01285212A (ja) * | 1988-05-13 | 1989-11-16 | Matsushita Electric Ind Co Ltd | 布製電気採暖具 |
| JPH02296186A (ja) * | 1989-05-10 | 1990-12-06 | Kawaguchiko Seimitsu Kk | 時計用文字板とその製造方法 |
| JPH07173610A (ja) * | 1993-08-02 | 1995-07-11 | Agency Of Ind Science & Technol | 透明導電性超薄膜及びその製造方法 |
| JP2002264271A (ja) * | 2001-03-08 | 2002-09-18 | Teijin Ltd | 高分子樹脂積層体 |
-
2004
- 2004-03-31 JP JP2004104331A patent/JP2005290585A/ja active Pending
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6076338A (ja) * | 1983-10-04 | 1985-04-30 | カルソニックカンセイ株式会社 | 装飾用樹脂成形品 |
| JPS6235828U (ja) * | 1985-08-19 | 1987-03-03 | ||
| JPS6330243A (ja) * | 1986-07-25 | 1988-02-08 | 東レ株式会社 | 保温性シ−ト |
| JPH01235181A (ja) * | 1988-03-15 | 1989-09-20 | Matsushita Electric Works Ltd | 透明面状発熱体 |
| JPH01285212A (ja) * | 1988-05-13 | 1989-11-16 | Matsushita Electric Ind Co Ltd | 布製電気採暖具 |
| JPH02296186A (ja) * | 1989-05-10 | 1990-12-06 | Kawaguchiko Seimitsu Kk | 時計用文字板とその製造方法 |
| JPH07173610A (ja) * | 1993-08-02 | 1995-07-11 | Agency Of Ind Science & Technol | 透明導電性超薄膜及びその製造方法 |
| JP2002264271A (ja) * | 2001-03-08 | 2002-09-18 | Teijin Ltd | 高分子樹脂積層体 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006081622A1 (en) * | 2005-02-03 | 2006-08-10 | Australian Wool Innovation Limited | Fibre coating composition |
| JP2010037681A (ja) * | 2008-08-05 | 2010-02-18 | Toyobo Specialties Trading Co Ltd | 衣料用織編物 |
| WO2013182568A2 (de) | 2012-06-06 | 2013-12-12 | Cht R. Beitlich Gmbh | Textilhilfsmittel und damit veredeltes textilprodukt |
| DE102012209598A1 (de) | 2012-06-06 | 2013-12-12 | Cht R. Beitlich Gmbh | Textilhilfsmittel und damit veredeltes Textilprodukt |
| CN109338576A (zh) * | 2018-10-24 | 2019-02-15 | 迦南(福建)新材料科技有限公司 | 一种蜂窝状面料及其制作工艺 |
| US11952657B2 (en) | 2019-05-23 | 2024-04-09 | Milliken & Company | Stain hiding fabric with metallic coating |
| US12091747B2 (en) | 2019-05-23 | 2024-09-17 | Milliken & Company | Stain hiding fabric with metallic coating |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Zhang et al. | Transforming commercial textiles and threads into sewable and weavable electric heaters | |
| US6720539B2 (en) | Woven thermal textile | |
| JP2019505699A (ja) | 加熱可能な衣服、そのような衣服用の布、および製作の方法 | |
| US20190230745A1 (en) | Electrically-heated fiber, fabric, or textile for heated apparel | |
| WO2007126743A1 (en) | Electrically conductive water repellant fabric composite | |
| Pragya et al. | Designing and investigation of braided-cum-woven structure for wearable heating textile | |
| KR102116546B1 (ko) | 그래핀/pvdf-hfp 복합체를 이용한 회로 패턴이 형성된 텍스타일이 적용된 전기발열 장갑 | |
| JP5842666B2 (ja) | 布状圧力センサヒータ | |
| JP3820855B2 (ja) | 面状発熱体およびこれを用いた車載用シートヒーター | |
| CN201967157U (zh) | 软性加热组件 | |
| CN109661049A (zh) | 一种有源柔性发热体及其制备方法和应用 | |
| JP2005290585A (ja) | 温度制御繊維製品及びその製造方法 | |
| CN118048709A (zh) | 一种用于可穿戴治疗设备的导热且电绝缘纤维及其制备工艺 | |
| CN209798101U (zh) | 一种可加热的保暖服装材料 | |
| TWI282387B (en) | Temperature-controlled textile and method producing the same | |
| CN209906872U (zh) | 一种软性材料上的金属发热涂层镀膜装置 | |
| CN217693742U (zh) | 柔性低压电热膜 | |
| TWI341880B (en) | Electrothermal textile | |
| CN208113000U (zh) | 一种纳米远红外碳纤维发热片 | |
| Pillai et al. | Joule heating fabrics | |
| TWM458829U (zh) | 穿戴式直流電暖裝置 | |
| KR100750874B1 (ko) | 면상발열체 제조방법 | |
| CN101422075A (zh) | 可加热的织物 | |
| CN118727464A (zh) | 一种发热织物及应用发热织物制备布艺制品的方法 | |
| CN111763921A (zh) | 一种保暖服装材料的制造方法及一种保暖服装材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060315 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060328 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20060628 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20060703 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060928 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060928 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061017 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070313 |