JP2005254564A - ダハプリズムの成形用金型 - Google Patents
ダハプリズムの成形用金型 Download PDFInfo
- Publication number
- JP2005254564A JP2005254564A JP2004067780A JP2004067780A JP2005254564A JP 2005254564 A JP2005254564 A JP 2005254564A JP 2004067780 A JP2004067780 A JP 2004067780A JP 2004067780 A JP2004067780 A JP 2004067780A JP 2005254564 A JP2005254564 A JP 2005254564A
- Authority
- JP
- Japan
- Prior art keywords
- template
- piece
- roof
- mirror
- pieces
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Landscapes
- Optical Elements Other Than Lenses (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
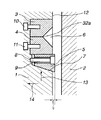
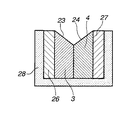
【解決手段】ダハ面を成形するための鏡面部を有し、2つのダハ面が交差する稜線部32aで互いに分割された第1及び第2の鏡面駒3,4と、第1の鏡面駒3の側面に当接する平面部と、第2の鏡面駒の側面から所定距離離れて形成された第1の斜面7とを有する第1の型板1と、第1の型板に当接する第2の型板2と、第1の斜面7と対面する第2の斜面5aを有するとともに、第2の鏡面駒の側面と第1の斜面との間に配置され、パーティング面12から所定量bだけ突出するテーパー駒5とを具備し、第1及び第2の型板が型締めされる力により、テーパー駒が第1の型板側に押し込まれ、第1及び第2の斜面の作用により、テーパー駒で第1及び第2の鏡面駒を締め付ける。
【選択図】 図5
Description
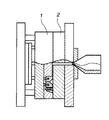
図3乃至図5は、本発明の第1の実施形態に係わる金型装置の構成を示す側断面図である。
図6、図7に鏡面駒3,4と同じ固定側型板1に第1のテーパー駒15を配置し、鏡面駒3,4と異なる可動側型板2に第2のテーパー駒16を配置した場合の第2の実施形態を示す。
(1)ダハプリズムの稜線部分の形状精度を向上させることができる。
(2)金型の耐久性が向上する。
(3)成形サイクルの短縮を図ることができる。
(4)成形コストを低減させることができる。
(5)金型を小型化することができる。
(6)加熱装置などの付帯設備が省略できる。
2 可動側型板
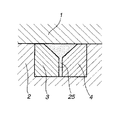
3,4 鏡面駒
5 テーパー駒
6 キャビティー
7 テーパー部
8,10,11,17,19 ボルト
9,18,20 貫通穴
12 パーティング面
13 ダハ鏡面駒の締め付け方向
14 型閉じめ方向
15 第1のテーパー駒
16 第2のテーパー駒
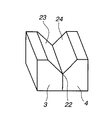
21 一体方式の鏡面駒
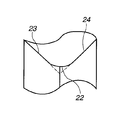
22 ダハ稜線
23,24 鏡面もしくはダハ面
25 樹脂
26,27 膨張駒
28 枠駒
29 ダハプリズム
30,31 ダハ面
32 ダハ稜線
33 ダハプリズム内の一般的な光路
Claims (5)
- 互いに直交する平面部である2つのダハ面を有するダハプリズムを成形するためのダハプリズムの成形用金型であって、
前記ダハ面を成形するための鏡面部を有し、前記2つのダハ面が交差する稜線部で互いに分割された第1及び第2の鏡面駒と、
前記第1及び第2の鏡面駒を固定するための第1の型板であって、前記第1の鏡面駒の側面に当接する平面部と、前記第2の鏡面駒の側面から所定距離離れて形成された第1の斜面とを有する第1の型板と、
前記第1の型板に当接し、前記第1及び第2の鏡面駒との間で前記ダハプリズムを成形するためのキャビティを形成する第2の型板と、
前記第1の型板又は前記第2の型板に配置され、前記第1の斜面と対面する第2の斜面を有するテーパー駒とを具備し、
前記第1及び第2の型板が型締めされる力により、前記テーパー駒が前記第1の斜面と前記第2の鏡面駒の側面との間に押し込まれ、前記第1及び第2の斜面の作用により、前記テーパー駒で前記第1及び第2の鏡面駒を締め付けることを特徴とするダハプリズムの成形用金型。 - 前記テーパー駒の前記パーティング面からの突出量を調整することにより、前記第1及び第2の鏡面駒の締め付け力を調整可能であることを特徴とする請求項1に記載のダハプリズムの成形用金型。
- 互いに直交する平面部である2つのダハ面を有するダハプリズムを成形するためのダハプリズムの成形用金型であって、
前記ダハ面を成形するための鏡面部を有し、前記2つのダハ面が交差する稜線部で互いに分割された第1及び第2の鏡面駒と、
前記第1及び第2の鏡面駒を固定するための第1の型板であって、前記第1の鏡面駒の側面に当接する第1の平面部と、前記第2の鏡面駒の側面から所定距離離れて形成された第2の平面部とを有する第1の型板と、
前記第1の型板に当接し、前記第1及び第2の鏡面駒との間で前記ダハプリズムを成形するためのキャビティを形成する第2の型板と、
前記第2の鏡面駒の側面と前記第2の平面部との間に配置され、第1の斜面を有する第1のテーパー駒と、
前記第1の型板又は前記第2の型板に配置され、前記第1の斜面と対面する第2の斜面を有する第2のテーパー駒とを具備し、
前記第1及び第2の型板が型締めされる力により、前記第2のテーパー駒が前記第1の斜面に当接しながら、前記第2の鏡面駒の側面と前記第2の平面部の間の空間に押し込まれ、前記第1及び第2の斜面の作用により、前記テーパー駒で前記第1及び第2の鏡面駒を締め付けることを特徴とするダハプリズムの成形用金型。 - 前記第2のテーパー駒が前記第1の型板に進入したときの、前記第2のテーパー駒の前記パーティング面からの突出量を調整することにより、前記第1及び第2の鏡面駒の締め付け力を調整可能であることを特徴とする請求項3に記載のダハプリズムの成形用金型。
- 互いに直交する平面部である2つのダハ面を有するダハプリズムを成形するためのダハプリズムの成形用金型であって、
前記ダハ面を成形するための鏡面部を有し、前記2つのダハ面が交差する稜線部で互いに分割された第1及び第2の鏡面駒と、
前記第1及び第2の鏡面駒を固定するための第1の型板であって、前記第1及び第2の鏡面駒の、前記稜線部に略平行な側面との間に空間部を有する第1の型板と、
前記第1の型板に当接し、前記第1及び第2の鏡面駒との間で前記ダハプリズムを成形するためのキャビティを形成する第2の型板と、
前記第1の型板又は前記第2の型板に配置され、斜面を有する少なくとも1つのテーパー駒とを具備し、
前記第1及び第2の型板が型締めされる力により、前記テーパー駒が前記空間部に押し込まれ、前記斜面の作用により、前記テーパー駒で前記第1及び第2の鏡面駒を締め付けることを特徴とするダハプリズムの成形用金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004067780A JP2005254564A (ja) | 2004-03-10 | 2004-03-10 | ダハプリズムの成形用金型 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004067780A JP2005254564A (ja) | 2004-03-10 | 2004-03-10 | ダハプリズムの成形用金型 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005254564A true JP2005254564A (ja) | 2005-09-22 |
| JP2005254564A5 JP2005254564A5 (ja) | 2007-04-26 |
Family
ID=35080772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004067780A Pending JP2005254564A (ja) | 2004-03-10 | 2004-03-10 | ダハプリズムの成形用金型 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005254564A (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03262607A (ja) * | 1990-03-13 | 1991-11-22 | Fuji Heavy Ind Ltd | 複合材部品成形型 |
| JP2002341440A (ja) * | 2001-05-21 | 2002-11-27 | Hitachi Ltd | ダイクロイックプリズムおよびこれを備えた投写形表示装置 |
-
2004
- 2004-03-10 JP JP2004067780A patent/JP2005254564A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03262607A (ja) * | 1990-03-13 | 1991-11-22 | Fuji Heavy Ind Ltd | 複合材部品成形型 |
| JP2002341440A (ja) * | 2001-05-21 | 2002-11-27 | Hitachi Ltd | ダイクロイックプリズムおよびこれを備えた投写形表示装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008042213A (ja) | 極めて正確なエッジプロフィルを備えた半導体ウェハ及びこれを製造する方法 | |
| US11358311B2 (en) | Optical element and method for manufacturing optical element | |
| JP2002048904A (ja) | 樹脂成形プリズムおよびその金型 | |
| CN100376375C (zh) | 光学元件、其成形品、其成形用金属模具及注射成形方法 | |
| JP2005254564A (ja) | ダハプリズムの成形用金型 | |
| JP3274056B2 (ja) | ダハプリズム成形用金型の加工方法 | |
| JP4493472B2 (ja) | 光学素子の成形方法 | |
| JPH11114967A (ja) | 金型の製造方法及び微細パターン加工方法及び微細パターン加工装置 | |
| JP2004001222A (ja) | 微細パターン加工方法及び微細パターン加工装置 | |
| JP2002001732A (ja) | 光学部品の成形用金型部材 | |
| JP2008168503A (ja) | 光学素子製造用金型の製造方法及び光学素子の製造方法 | |
| JPH09220770A (ja) | プラスチック部材またはプラスチックレンズ | |
| JP2898567B2 (ja) | 鋳造製割り金型の型合わせ位置決め用インロウ | |
| JPS6058827A (ja) | ダハミラ−アレイ成形金型 | |
| JP2005114939A (ja) | 回折光学素子の製造方法および回折光学素子 | |
| JPH0698642B2 (ja) | 光学用反射ミラーの製造法と成形用金型 | |
| JP3667049B2 (ja) | 光学素子の成形型 | |
| JP2005178259A (ja) | 金型および光学素子 | |
| JPH09323325A (ja) | モールド金型 | |
| JP2005254564A5 (ja) | ||
| JP6532201B2 (ja) | 放電加工用電極及び該電極を用いた放電加工方法 | |
| JP2004286956A (ja) | 回折格子の作製方法及びその回折格子 | |
| JP2004193473A (ja) | 半導体装置用モールド金型 | |
| JPH10315271A (ja) | 射出成形用金型 | |
| JP2006181665A (ja) | 研磨用ヤトイおよびそれを用いた自由曲面研磨方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070312 |
|
| A621 | Written request for application examination |
Effective date: 20070312 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20090522 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090529 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090728 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100416 |