JP2005199455A - 光学製品の転写成形装置および転写成形方法 - Google Patents
光学製品の転写成形装置および転写成形方法 Download PDFInfo
- Publication number
- JP2005199455A JP2005199455A JP2004005293A JP2004005293A JP2005199455A JP 2005199455 A JP2005199455 A JP 2005199455A JP 2004005293 A JP2004005293 A JP 2004005293A JP 2004005293 A JP2004005293 A JP 2004005293A JP 2005199455 A JP2005199455 A JP 2005199455A
- Authority
- JP
- Japan
- Prior art keywords
- resin film
- transfer
- plate
- mold
- transfer molding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Manufacturing Optical Record Carriers (AREA)
Abstract
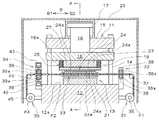
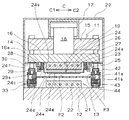
【解決手段】 冷却盤21を有する第一の型13と、加圧盤23に対して裏面23aが当接および離隔可能に設けられフィルムFに転写を行なう微細な凹凸パターンを有する転写面24gを有する加熱した転写板24とが設けられた第二の型19と、第一の型13と第二の型19との間で樹脂フィルムFを加圧する加圧機構17と、樹脂フィルムFに張りを与えるテンション機構32,33,34とが設けられ、第一の型13と第二の型19の間で張りが与えられた樹脂フィルムFを加熱・加圧して転写成形を行なう。
【選択図】 図1
Description
12 ベッド
13 下型
14 タイバー
15 上盤
16 可動盤
16a 下面
17 加圧シリンダ
18 ピストン
19 上型
20 真空チャンバ
21 冷却盤
22,26 温調用媒体通路
23 加圧盤
24 転写板
24a 裏面
24b 端部裏面
24c 端部表面
24d ステンレス板
24e スタンパ
24f 端子部
24g 転写面
25 転写板移動機構
27 断熱板
28,44 バネ
29 ホルダ
30 電線
31 供給機構
32,33,34 テンション機構
35 搬送機構
36 供給用ローラ
37,46 高さ調整用ローラ
38 搬入側ローラ
38a,39a 軸芯
39 搬出側ローラ
40,42 把持用エアシリンダ
41a,41b 把持部
43 引張用エアシリンダ
45 巻取用ローラ
B 搬入・搬出方向
B1 搬出方向
B2 搬入方向
C 直交する方向
C1,C2 外方向
F 帯状樹脂フィルム
F1 未使用フィルムロール
F2 転写部分
F3 両側部分
F4 巻取られたフィルム
Claims (6)
- 微細な凹凸パターンを有する加熱した転写板を樹脂フィルムに対して加圧して転写成形を行なう光学製品の転写成形装置において、
冷却盤を有する第一の型と、
加圧盤に対して裏面が当接および離隔可能に設けられ前記樹脂フィルムに転写を行なう前記転写板とが設けられた第二の型と、
前記第一の型と前記第二の型との間で前記樹脂フィルムを加圧する加圧機構と、
前記樹脂フィルムに張りを与えるテンション機構と、
が設けられたことを特徴とする光学製品の転写成形装置。 - 前記樹脂フィルムは帯状樹脂フィルムからなり、該帯状樹脂フィルムを搬送する搬送機構が設けられ、
前記テンション機構は少なくとも前記帯状樹脂フィルムの搬入・搬出方向と搬入・搬出方向と直交する方向に前記帯状樹脂フィルムを引っ張るように設けられている請求項1に記載の光学製品の転写成形装置。 - 前記転写板は通電により発熱する板厚1mmないし5mmのステンレス板であり、
光ディスク基板用の信号ピットを転写可能なスタンパが取付けられたものである請求項1または請求項2に記載の光学製品の転写成形装置。 - 微細な凹凸パターンを有する加熱した転写板を樹脂フィルムに対して加圧して転写成形を行なう光学製品の転写成形方法において、
第一の型における冷却盤および第二の型における加圧盤の少なくとも一方を前記樹脂フィルムのガラス転移温度よりも30℃ないし100℃低い温度に温度調整し、
第二の型における前記転写板の温度を前記樹脂フィルムのガラス転移温度よりも20℃ないし80℃高い温度に加熱し、
前記第一の型と第二の型の間で前記樹脂フィルムに張りを与えた状態で、
前記転写板の温度を前記樹脂フィルムのガラス転移温度以下に下降させつつ加圧し、
前記樹脂フィルムに微細な凹凸パターンの転写を行なうことを特徴とする光学製品の転写成形方法。 - 加圧時における前記転写板による樹脂フィルムへの圧力は4MPaないし12MPaであり、
加圧時間は2秒ないし7秒である請求項4に記載の光学製品の転写成形方法。 - 前記転写板は光ディスク基板用の信号ピットを転写可能である請求項4または請求項5に記載の光学製品の転写成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004005293A JP2005199455A (ja) | 2004-01-13 | 2004-01-13 | 光学製品の転写成形装置および転写成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004005293A JP2005199455A (ja) | 2004-01-13 | 2004-01-13 | 光学製品の転写成形装置および転写成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005199455A true JP2005199455A (ja) | 2005-07-28 |
Family
ID=34819667
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004005293A Pending JP2005199455A (ja) | 2004-01-13 | 2004-01-13 | 光学製品の転写成形装置および転写成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005199455A (ja) |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1787788A2 (en) * | 2005-11-22 | 2007-05-23 | Konica Minolta Holdings, Inc. | Imprinting apparatus and method |
| WO2007089012A1 (ja) * | 2006-01-31 | 2007-08-09 | Canon Kabushiki Kaisha | 電子写真感光体の製造方法 |
| WO2008047540A1 (fr) | 2006-09-27 | 2008-04-24 | Toray Industries, Inc. | Système de formation de film intermittent et procédé de formation de film intermittent |
| JP2008120073A (ja) * | 2006-10-11 | 2008-05-29 | Toray Ind Inc | 微細形状転写シートの製造方法および装置 |
| JP2009113443A (ja) * | 2007-11-09 | 2009-05-28 | Toray Ind Inc | 微細形状転写シートの成形方法および微細形状転写シートの成形装置 |
| WO2009113453A1 (ja) | 2008-03-14 | 2009-09-17 | 東レ株式会社 | 表面に微細な凹凸パターンを有するフィルムの製造方法および製造装置 |
| JP2009220562A (ja) * | 2008-02-22 | 2009-10-01 | Toray Ind Inc | 微細形状転写シートの製造装置および微細形状転写シートの製造方法 |
| JP2010058301A (ja) * | 2008-09-02 | 2010-03-18 | Isamu Kuremoto | 皮革様シートへの型押し加工方法及びこれによって得られる皮革様シート |
| JP2012020522A (ja) * | 2010-07-15 | 2012-02-02 | Maruzen Petrochem Co Ltd | 熱ナノインプリント方法 |
| KR101422391B1 (ko) | 2012-11-05 | 2014-07-22 | 오므론 가부시키가이샤 | 금형 구조, 전사 성형 장치, 전사 성형 방법, 광학 부재, 면광원 장치, 액정 표시 장치 및 모바일 기기 |
| KR101422390B1 (ko) | 2012-11-05 | 2014-07-22 | 오므론 가부시키가이샤 | 전사 성형 방법, 및, 전사 성형 장치 |
| TWI510375B (zh) * | 2012-11-05 | 2015-12-01 | Omron Tateisi Electronics Co | 模具構造、轉印成形裝置及轉印成形方法 |
-
2004
- 2004-01-13 JP JP2004005293A patent/JP2005199455A/ja active Pending
Cited By (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1787788A2 (en) * | 2005-11-22 | 2007-05-23 | Konica Minolta Holdings, Inc. | Imprinting apparatus and method |
| EP1787788A3 (en) * | 2005-11-22 | 2009-11-11 | Konica Minolta Holdings, Inc. | Imprinting apparatus and method |
| US7645411B2 (en) | 2005-11-22 | 2010-01-12 | Konica Minolta Holdings, Inc. | Imprinting apparatus and method |
| WO2007089012A1 (ja) * | 2006-01-31 | 2007-08-09 | Canon Kabushiki Kaisha | 電子写真感光体の製造方法 |
| US7622238B2 (en) | 2006-01-31 | 2009-11-24 | Canon Kabushiki Kaisha | Process for producing electrophotographic photosensitive member |
| WO2008047540A1 (fr) | 2006-09-27 | 2008-04-24 | Toray Industries, Inc. | Système de formation de film intermittent et procédé de formation de film intermittent |
| KR101400811B1 (ko) | 2006-09-27 | 2014-05-29 | 도레이 카부시키가이샤 | 간헐식 필름 성형 장치 및 간헐식 필름 성형 방법 |
| US8647097B2 (en) | 2006-09-27 | 2014-02-11 | Toray Industries, Inc. | Intermittent film forming system and intermittent film forming method |
| US8231372B2 (en) | 2006-09-27 | 2012-07-31 | Toray Industries, Inc. | Intermittent film forming system and intermittent film forming method |
| JP2008120073A (ja) * | 2006-10-11 | 2008-05-29 | Toray Ind Inc | 微細形状転写シートの製造方法および装置 |
| JP2009113443A (ja) * | 2007-11-09 | 2009-05-28 | Toray Ind Inc | 微細形状転写シートの成形方法および微細形状転写シートの成形装置 |
| JP2009220562A (ja) * | 2008-02-22 | 2009-10-01 | Toray Ind Inc | 微細形状転写シートの製造装置および微細形状転写シートの製造方法 |
| JP5482202B2 (ja) * | 2008-03-14 | 2014-05-07 | 東レ株式会社 | 表面に微細な凹凸パターンを有するフィルムの製造方法および製造装置 |
| CN101970210A (zh) * | 2008-03-14 | 2011-02-09 | 东丽株式会社 | 在表面具有微细的凹凸图案的膜的制造方法和制造装置 |
| KR101558956B1 (ko) | 2008-03-14 | 2015-10-08 | 도레이 카부시키가이샤 | 표면에 미세한 요철 패턴을 갖는 필름의 제조 방법 및 제조 장치 |
| WO2009113453A1 (ja) | 2008-03-14 | 2009-09-17 | 東レ株式会社 | 表面に微細な凹凸パターンを有するフィルムの製造方法および製造装置 |
| EP2263858B1 (en) * | 2008-03-14 | 2018-11-07 | Toray Industries, Inc. | Production method and production device of film having fine irregular pattern on surface |
| US9840039B2 (en) | 2008-03-14 | 2017-12-12 | Toray Industries, Inc. | Production method and production device of film having fine irregular pattern on surface |
| US8911655B2 (en) | 2008-03-14 | 2014-12-16 | Toray Industries, Inc. | Production method and production device of film having fine irregular pattern on surface |
| TWI495556B (zh) * | 2008-03-14 | 2015-08-11 | Toray Industries | 表面具有微細凹凸圖案之薄膜的製造方法及製造裝置 |
| JP2010058301A (ja) * | 2008-09-02 | 2010-03-18 | Isamu Kuremoto | 皮革様シートへの型押し加工方法及びこれによって得られる皮革様シート |
| JP2012020522A (ja) * | 2010-07-15 | 2012-02-02 | Maruzen Petrochem Co Ltd | 熱ナノインプリント方法 |
| TWI510375B (zh) * | 2012-11-05 | 2015-12-01 | Omron Tateisi Electronics Co | 模具構造、轉印成形裝置及轉印成形方法 |
| TWI510376B (zh) * | 2012-11-05 | 2015-12-01 | Omron Tateisi Electronics Co | 轉印成形方法及轉印成形裝置 |
| US9452572B2 (en) | 2012-11-05 | 2016-09-27 | Omron Corporation | Transfer molding method and transfer molding apparatus |
| KR101422390B1 (ko) | 2012-11-05 | 2014-07-22 | 오므론 가부시키가이샤 | 전사 성형 방법, 및, 전사 성형 장치 |
| KR101422391B1 (ko) | 2012-11-05 | 2014-07-22 | 오므론 가부시키가이샤 | 금형 구조, 전사 성형 장치, 전사 성형 방법, 광학 부재, 면광원 장치, 액정 표시 장치 및 모바일 기기 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3974118B2 (ja) | 光学製品の転写成形装置および転写成形方法 | |
| TWI495556B (zh) | 表面具有微細凹凸圖案之薄膜的製造方法及製造裝置 | |
| JP2005199455A (ja) | 光学製品の転写成形装置および転写成形方法 | |
| TWI331557B (en) | Laminate molding apparatus and laminate molding process | |
| WO2012070546A1 (ja) | 転写装置及び樹脂パターン製造方法 | |
| JP3546333B2 (ja) | 真空積層装置および真空積層方法 | |
| KR20160106485A (ko) | 임프린트 장치 | |
| JP5077764B2 (ja) | インプリント方法およびその装置 | |
| JPWO2008149801A1 (ja) | プレス装置及びプレス装置システム | |
| KR20110107288A (ko) | 임프린트 장치 및 제품 제조 방법 | |
| CN112339412B (zh) | 微细结构转印装置以及微细结构转印方法 | |
| JP2004082437A (ja) | 導光板成形装置および導光板成形方法 | |
| JP2011136461A (ja) | エンボス加工装置 | |
| JP4878021B2 (ja) | 加飾シート送り装置および成形同時加飾成形品の製造方法 | |
| JP2010221454A (ja) | 間欠式フィルム成形方法および間欠式フィルム成形装置 | |
| JPS58132529A (ja) | 射出同時成形工法 | |
| JP2005053214A (ja) | 樹脂成形品の成形装置および成形方法 | |
| JP5233106B2 (ja) | レンズシートの製造方法及び製造装置 | |
| JP2005231226A (ja) | 樹脂板成形装置 | |
| JP6104691B2 (ja) | ナノインプリント方法及びそのための装置 | |
| JP2006035573A (ja) | 樹脂成形品の成形装置および成形方法 | |
| JP2011093113A (ja) | 積層基板の製造装置及び製造方法 | |
| JPH11129431A (ja) | 積層装置および積層方法 | |
| JP2000309033A (ja) | 射出成形同時絵付方法及び装置 | |
| JP5645225B2 (ja) | 積層成形システムおよび積層成形方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050831 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070731 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070821 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070924 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20081021 |