JP2004362018A - 多関節ロボットのティーチングデータ作成方法 - Google Patents
多関節ロボットのティーチングデータ作成方法 Download PDFInfo
- Publication number
- JP2004362018A JP2004362018A JP2003156239A JP2003156239A JP2004362018A JP 2004362018 A JP2004362018 A JP 2004362018A JP 2003156239 A JP2003156239 A JP 2003156239A JP 2003156239 A JP2003156239 A JP 2003156239A JP 2004362018 A JP2004362018 A JP 2004362018A
- Authority
- JP
- Japan
- Prior art keywords
- data
- teaching data
- work
- teaching
- point
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Landscapes
- Numerical Control (AREA)
- Manipulator (AREA)
Abstract
【解決手段】車両100に対する多関節ロボットの動作を示す第1ティーチングデータのうち、作業点P1〜P7におけるエンドエフェクタの姿勢を示すツール座標データを、車両102に対する動作を示す第2ティーチングデータのうち作業点Q1〜Q7に複写する。予め第2ティーチングデータのツール座標データのパラメータの1つを設定しておき、該パラメータが一致するように第1ティーチングデータのツール座標データを変換する。
【選択図】図4
Description
【発明の属する技術分野】
本発明は、ワークの各作業点における多関節ロボットの姿勢を含むティーチングデータ作成方法に関し、特に、既存のワークに対するティーチングデータを利用して別のワークにおけるティーチングデータを設定する多関節ロボットのティーチングデータ作成方法に関する。
【0002】
【従来の技術】
従来、製造ラインに設置された多関節ロボットを直接操作させてティーチングを行おうとすると、多関節ロボットの操作を熟知したオペレータが製造ラインの現場で作業を行わなければならないため、その分、作業が非効率となってしまう。また、このような作業は、製造ラインを停止させた状態で行う必要があるため、当該製造ラインの稼働率も低下してしまう。
【0003】
そこで、近時、ティーチング作業の効率化を図るため、あるいは、前記製造ラインの稼働率を向上させるために、オフラインによるティーチング(以下、オフラインティーチングという。)が行われている。すなわち、コンピュータ上に多関節ロボット並びに作業対象物であるワーク及び周辺構造物のモデルを構築し、このモデルを用いてティーチングデータを作成した後、前記ティーチングデータを現場の多関節ロボットに供給することにより、製造ラインを停止させることなくティーチングデータを作成することが可能となる。
【0004】
一般的に、ティーチングデータは、ワークに対する多関節ロボットの作業点及び作業順を設定し、各作業点におけるロボット姿勢を求め、次いで、各作業点でのワークに対する作業内容を作業属性として設定するとともに、作業点間の動作方法を動作属性として設定することで作成される。作業点におけるロボット姿勢のデータとしては、先端部に設けられたエンドエフェクタの姿勢を示すツール座標データが含まれていることがある。
【0005】
一方、オフラインティーチングによれば、製造ラインを停止させる必要がないが、非効率に行うとティーチング用のコンピュータを長時間使用する必要が生じ、ティーチング作業を行うオペレータにも負担が大きい。また、多関節ロボットは、所定の搬送ラインの近傍に設けられており、例えば、該搬送ラインで搬送される車両に対して溶接作業を行うが、搬送される車両の種類は1種類とは限らない。多関節ロボットが対応すべき車種が変更されるときには、新たにティーチングデータを作成することになる。
【0006】
この場合、既存のティーチングデータがあって、このうち新たな作業点の姿勢として優先的に使用可能なデータが存在するときにはそのデータを活用する技術が提案されている(例えば、特許文献1参照)。この技術によれば、既存のティーチングデータを利用して新規のティーチングデータを作成することができて好適である。
【0007】
【特許文献1】
特開2003−117864号公報
【0008】
【発明が解決しようとする課題】
ところが、前記特許文献1に開示されている技術では、既存のティーチングデータのうち、新規のティーチングデータに利用可能な部分は限られており、ワークの形状が変わった場合には利用できないこともある。このような背景から、既存のティーチングデータをさらに有効に利用する方法が望まれている。
【0009】
本発明はこのような課題を考慮してなされたものであり、既存のワークに対する既存のティーチングデータを有効に利用し、別のワークに対するティーチングデータを効率的に作成することを可能にする多関節ロボットのティーチングデータ作成方法を提供することを目的とする。
【0010】
【課題を解決するための手段】
本発明に係る多関節ロボットのティーチングデータ作成方法では、第1ワークにおける複数の作業点に対応する多関節ロボットの第1ティーチングデータを、第2ワークにおける複数の作業点に対応する前記多関節ロボットの第2ティーチングデータに変換するための多関節ロボットのティーチングデータ作成方法において、前記第1ティーチングデータ及び前記第2ティーチングデータは、前記作業点における前記多関節ロボットに設けたエンドエフェクタの姿勢を示すツール座標データを含み、該ツール座標データは複数のパラメータからなり、予め前記第2ティーチングデータのツール座標データのパラメータの1つが設定され、該パラメータが一致するように前記第1ティーチングデータのツール座標データを変換して、前記第2ティーチングデータのツール座標データとするステップを複数の前記作業点に対して行うことを特徴とする。
【0011】
このように、第1ティーチングデータの作業点におけるツール座標データを第2ティーチングデータに変換して複写することにより、第1ティーチングデータを有効に利用し、第2ティーチングデータを効率的に作成することができる。
【0012】
第1ティーチングデータのツール座標データを変換して第2ティーチングデータのツール座標データとする際には、第1ティーチングデータのツール座標データを、その記憶領域において変換して書き換えた後に第2ティーチングデータの記憶領域に移してもよいし、第2ティーチングデータの記憶領域に移した後に変換してもよい。また、第1ティーチングデータのツール座標データを所定のバッファ領域に移し、該バッファ領域において変換した後に第2ティーチングデータの記憶領域に移してもよい。
【0013】
この場合、前記第1ティーチングデータ及び前記第2ティーチングデータは、前記作業に対する進入方向データを含み、前記作業点毎に前記進入方向データを複写するとよい。
【0014】
また、前記第1ティーチングデータ及び前記第2ティーチングデータは、前記作業点毎に、少なくとも1つの関節の回転角に関する回転情報を含み、前記作業点毎に前記回転情報を複写するとよい。これにより、多関節ロボットのケーブルが捻れることを防ぐとともに、各作業点間において、対応する軸が過大に回転することを防止することができる。
【0015】
さらに、前記第2ティーチングデータは、前記作業点のうち、最初の作業点に到達する1つ前の仮の点を示す第1仮作業点データと、最後の作業点の後に経由する仮の点を示す第2仮作業点データとを含み、前記第1仮作業点データを前記最初の作業点のツール座標データに基づいて設定し、前記第2仮作業点データを前記最後の作業点のツール座標データに基づいて設定してもよい。
【0016】
【発明の実施の形態】
図1は、本実施の形態の多関節ロボットのティーチングデータ作成方法が適用されるオフラインティーチング装置10と、このオフラインティーチング装置10によって作成されたティーチングデータが適用される多関節ロボット12の構成を示す。
【0017】
多関節ロボット12は、産業用の多関節型のロボットであり、ベース部14と、該ベース部14を基準にして順に、第1アーム16、第2アーム18及び第3アーム20とを有し、該第3アーム20の先端に溶接ガンであるエンドエフェクタ22が設けられている。エンドエフェクタ22は、第3アーム20に対して着脱自在である。第1アーム16はベース部14に対して水平及び垂直に回動可能な軸J1、J2によって回動可能である。第2アーム18は第1アーム16と軸J3で回動可能に連結されている。第2アーム18は軸J4によって捻れ回転が可能になっている。第3アーム20は第2アーム18と軸J5で回動可能に連結されている。第3アーム20は軸J6によって捻れ回転が可能になっている。軸J4及び軸J6はそれぞれ360°以上の捻れ回動が可能である。
【0018】
エンドエフェクタ22は、軸線L上に開閉する一対の電極22a、22bを有するC型溶接ガンであり、この電極22a、22bは閉状態では前記軸線L上の作業点(以下、TCP(Tool Center Point)という)でワークに接触する。TCPから本体側の電極22a、22bの軸心に一致する方向をベクトルZとし、ベクトルZに直交しエンドエフェクタ22であるC形溶接ガンの開口部方向をベクトルXとする。また、ベクトルX、ベクトルZに互いに直交する方向をベクトルYとする。
【0019】
軸J1、J2、J3、J4、J5及びJ6の駆動機構並びに電極22a、22bの開閉機構はそれぞれ図示しないアクチュエータにより駆動され、TCPの座標は軸J1〜J6の回動角度及び多関節ロボット12の各部の寸法により決定される。
【0020】
このような6軸構成の多関節ロボット12の動作によって、先端部に接続されたエンドエフェクタ22は車両100、102(図3、図4参照)の近傍における任意の位置に移動可能であって、且つ、任意の向きに設定可能である。換言すれば、エンドエフェクタ22は6自由度の移動が可能である。多関節ロボット12は、回転動作以外にも伸縮動作、平行リンク動作等の動作部を有するものであってもよい。
【0021】
多関節ロボット12は、ロボット制御部24に設定されたティーチングデータに従って動作する。なお、多関節ロボット12及びロボット制御部24は、車両を製造する現場の製造ラインに配設される。
【0022】
オフラインティーチング装置10は、コンピュータによって構成されるものであり、図2に示すように、制御部26は、オフラインティーチング装置10の全体の制御を行うCPU28と、記録部であるROM30及びRAM32と、ハードディスクドライブ(HDD)34によってデータが読み書きされるハードディスク36と、フレキシブルディスクやコンパクトディスク等の外部記録媒体38に対してティーチングデータ等の読み書きを行う記録媒体ドライブ40と、多関節ロボット12のティーチングデータを作成するティーチングデータ作成回路42と、作成されたティーチングデータに基づいて多関節ロボット12の動作シミュレーションを行うシミュレーション回路44とを備える。なお、制御部26には、オペレータによるティーチング作業の補助、シミュレーション画像の表示等を行うためのディスプレイ46が描画制御回路48を介して接続されるとともに、インタフェース50を介して入力装置としてのキーボード52及びマウス54が接続される。
【0023】
ハードディスク36には、多関節ロボット12のティーチングデータを作成するためのティーチングデータ作成プログラム56と、多関節ロボット12、作業対象物及びその他の設備に係る形状データ58と、多関節ロボット12の各軸の動作仕様を含むロボット仕様データ60とが記録される。
【0024】
多関節ロボット12が溶接を行うワークは、図3に示すセダン型の車両(第1ワーク)100と、図4に示すワゴン型の車両(第2ワーク)102である。セダン型の車両100に対しては、作業基準点Oを始点及び終点とし、7つの作業点P1〜P7に対して順に溶接を行う。最初の作業点P1に到達する前に、作業点P1に到達しやすいような姿勢を示す仮の作業点T01を経由する。また、最後の作業点P7の後に、エンドエフェクタ22を抜取りやすいような姿勢を示す仮の作業点T02を経由する。さらに、仮の作業点T02から作業基準点Oに戻りやすいように仮の作業点T03を経由する。
【0025】
また、図示しないが、各作業点間には、各作業点に対するエンドエフェクタ22の進入及び引き抜きのために経由する作業点が設けられている。
【0026】
セダン型の車両100に対する多関節ロボット12の動作を示す第1ティーチングデータ150は、図5に示すように、「ガンユニットの向き」欄、「TCPの位置」欄、「進入方向」欄、「各軸角度」欄から構成されている。「ガンユニットの向き」欄は、エンドエフェクタ22の姿勢を示す座標、つまりツール座標データであり、上記のベクトルX、Y、Zが記録されている。「TCPの位置」欄には、エンドエフェクタ22の絶対座標を示すデータが記録されている。「進入方向」欄には、各作業点に対するエンドエフェクタ22の進入及び抜取りの方向を示すベクトルデータが記録されている。また、第1ティーチングデータ150は、概念的には、図3に示すように、7つの作業点P1〜P7を含む経路として表される。
【0027】
「各軸角度」欄は回転角θ1〜θ6から構成されており、それぞれの回転角θ1〜θ6は、各軸J1〜J6の回転角を示している。
【0028】
軸J4に対応する回転角θ4には、何回転目かを示す「回転」欄が設けられている。同様に、軸J6に対応する回転角θ6には、何回転目かを示す「回転」欄が設けられている。「回転」欄には、フラグデータ(回転情報)として「−1」、「0」、「1」のいずれかが図6に示すように、基準角度Ang0からの360°を1回転目として「0」、Ang0から−360°を0回転目として「−1」のフラグデータを設定する。基準角度Ang0は設定変更が可能である。軸J4、J6の可動範囲が図6よりも大きいときには、フラグが追加されてもよい。
【0029】
例えば、軸J4の回転角θ4が見かけ上240°の角度であるAng1の場合に、「回転」欄のデータが「0」であれば、1回転目の見かけ上の240°を示し、「回転」欄のデータが「1」であれば、同じ240°でも2回転目の240°であることを示す。
【0030】
この「回転」欄のフラグデータを読むことによって、時計方向か、反時計方向のいずれの方向に回転しなけらばならないかが認識可能である。つまり、2回転目の見かけ上の0°から時計方向に回転して240°の姿勢になり「回転」欄には「1」が入る。そして、反時計方向に120°に回すと、見かけ上は同じ240°だが、反時計方向に回す場合1回転目の240°になり、「回転」の欄には「0」が入る。このことにより、いずれの方向からの回転かを認識可能となる。「回転」欄のフラグデータを考慮しない場合、回転の方向によっては多関節ロボット12の接続される各種ケーブルが捻れることとなる。
【0031】
見かけ上の240°に到達するには、反時計方向に120°又は時計方向に240°回るケースがあるが、反時計方向に回転するとケーブルが捻れてしまうときには、動作する角度が大きくても時計方向にケーブルをほぐしながら動く必要がある。「回転」欄のデータによって、単に回転角の大小では判断できないケーブルのねじれを適正に解きながら動作させることができる。
【0032】
また、第1ティーチングデータ150では、ケーブルが捻れることを防ぐとともに、各作業点間において、軸J4及び軸J6が過大に回転することがないように工夫されたデータが記録されている。なお、第1ティーチングデータ150は、既存のデータでありセダン型の車両100に対して実際に適用されている実績のあるデータである。
【0033】
多関節ロボット12は、ワゴン型の車両102(図4参照)に対しても溶接作業を行う。車両102に対応する第2ティーチングデータ160(図7参照)を作成する際には、第1ティーチングデータ150が既に存在しているものとする。この場合、第2ティーチングデータ160の作成に第1ティーチングデータ150を利用することができると好適である。しかし、車両102のドア枠の形状は、車両100のドア枠の形状と異なり、第1ティーチングデータ150を第2ティーチングデータ160に対してそのまま利用することはできない。なお、第2ティーチングデータ160は、概念的には、図11に示すように、9つの作業点Q1〜Q9を含む経路として表される。
【0034】
多関節ロボット12が車両102に対して行う作業内容、つまり作成するべき第2ティーチングデータ160が示す作業内容は次の通りである。すなわち、作業基準点Oを始点及び終点とし、9つの作業点Q1〜Q9に対して順に溶接を行う。最初の作業点Q1に到達する前に、作業点Q1に到達しやすいような姿勢を示す仮の作業点T11を経由する。また、最後の作業点Q9の後に、エンドエフェクタ22を抜取りやすいような姿勢を示す仮の作業点T12を経由する。また、図示しないが、各作業点間には、各作業点に対するエンドエフェクタ22の進入及び引き抜きのために経由する仮の作業点が設けられている。9つの作業点Q1〜Q9は、前記の作業点P1〜P7に対して位置及び数が異なるが、ドア枠部に対する作業点であるという点で共通している。また、下方から上方へ向かって順に溶接を行うという点で共通している。
【0035】
また、第2ティーチングデータ160は、9つの作業点Q1〜Q9に対応する「TCPの位置」欄のデータと、「ガンユニットの向き」欄のデータのうちベクトルZのデータは、車両102の設計段階で予め設定されている。つまり、第2ティーチングデータ160は、「ガンユニットの向き」欄のうちベクトルXとYを示すデータと、「進入方向」欄のデータと、「各軸角度」欄のデータを設定すればよい。
【0036】
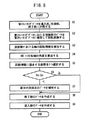
本実施の形態のオフラインティーチング装置10は、基本的には以上のように構成されるものであり、次に、オフラインティーチング装置10を用いたティーチングデータ作成方法につき、図8に示すフローチャートに従って説明する。なお、多関節ロボット12は、ワークに対して溶接作業を行うものとする。
【0037】
先ず、第2ティーチングデータ160の作成に先立ち、ハードディスク36からティーチングデータ作成プログラム56を読み込み、ティーチングデータ作成回路42にロードする。次いで、多関節ロボット12、作業対象物及びその他の設備に係る形状データ58と、多関節ロボット12の各軸の最高速度、最大加速度、可動範囲等のロボット仕様データ60とをハードディスク36から読み込む。描画制御回路48は、形状データ58に基づいて、ディスプレイ46に多関節ロボット12、溶接対象となるワーク、治具を含む設備等の画像を描画する。
【0038】
以上の準備作業が終了した後、ステップS1において、ティーチングデータ作成回路42は、第1ティーチングデータ150を読み出し、該第1ティーチングデータ150を進入部のデータと、溶接部のデータと、終了部のデータとに分解する。
【0039】
進入部のデータとは、作業原点Oから最初の作業点P1までの経路を示すデータであり、溶接部のデータとは最初の作業点P1から最後の作業点P7までの経路を示すデータであり、終了部のデータとは最後の作業点P7から作業原点Oに戻る経路を示すデータである。従って、図5に示す例では、進入部のデータは、順番「1」〜順番「2」であり、溶接部のデータは順番「2」〜順番「8」であり、終了部のデータは順番「8」〜順番「10」である。
【0040】
次に、ステップS2において、第1ティーチングデータ150における溶接部のデータのうち「ガンユニットの向き」欄のデータを第2ティーチングデータ160における「ガンユニットの向き」欄に複写して回転変換する。
【0041】
つまり、作業点P1のデータを作業点Q1に複写する場合(図9参照)、第1ティーチングデータ150のベクトルXP1、YP1、ZP1を作業点Q1の位置を示すB1に平行に移動させた後、ベクトルZP1を予め設定されているベクトルZQ1に合うように回転変換する。このとき、ベクトルXP1及びYP1も同様に回転変換することによりベクトルXQ1及びYQ1に変換される。また、進入方向を示すベクトルC1も同様に回転変換してベクトルD1を得る。作業点Q2〜Q7についても同様に作業点P2〜P7のデータを複写して回転変換する。
【0042】
次に、ステップS3において、第1ティーチングデータ150における溶接部のデータの「回転」欄のデータを複写する。これにより、第2ティーチングデータ160を用いた動作においても、多関節ロボット12のケーブルが捻れることを防ぐとともに、各作業点間において、軸J4及び軸J6が過大に回転することを防止することができる。
【0043】
次に、ステップS4において、「ガンユニットの向き」欄のデータ、「TCPの位置」欄のデータに基づき、多関節ロボット12の各軸J1〜J6の角度を行列式を用いた逆変換処理により算出する。この処理によって、多関節ロボット12の姿勢は、複数求められることがある。
【0044】
次に、ステップS5において、複数求められた多関節ロボット12の姿勢のうち、「回転」欄のデータに適合する姿勢を1つ選択する。これにより、例えば、作業点Q1に関してはθ1〜θ6に対応する角度であるθQ11、θQ21、θQ31、θQ41、θQ51及びθQ61が求まるので、「各軸角度」欄のθ1〜θ6の各欄に記録する。
【0045】
このようにして、第1ティーチングデータ150に基づいて第2ティーチングデータ160の溶接部のデータが求められる。
【0046】
次に、ステップS6において、第1ティーチングデータ150の作業点の数Pnと第2ティーチングデータ160の作業点の数Qnとを比較する。図5及び図7に示す例のように、第1ティーチングデータ150の作業点P1〜P7の数Pn(7点)より第2ティーチングデータ160の作業点Q1〜Q9の数Qn(9点)の方が大きいときには、ステップS7に移る。数Pnが数Qn以下であるときにはステップS8に移る。
【0047】
ステップS7、つまり第1ティーチングデータ150の作業点の数Pnより第2ティーチングデータの作業点の数Qnの方が大きいときには、その差分に相当する作業点のデータを所定の方法によって補完する(図10参照)。この手順は、例えば、前記特許文献1に記載されている方法を用いるとよい。
【0048】
次に、ステップS8において、最後の作業点(例えば、作業点Q9)のツール座標データに基づいて終了部のデータを作成する(図11参照)。この終了部のデータは、最後の作業点における溶接処理が終了した後にエンドエフェクタ22を引き抜きやすく、且つ、移動時間を短く設定できる箇所がよい。また、第1ティーチングデータ150における終了部のデータの一部を第2ティーチングデータ160の終了部のデータとしてそのま流用してもよい。例えば、第1ティーチングデータ150の10番目のデータT03(図5参照)は、第2ティーチングデータ160の12番目のデータT03(図7参照)として流用している。
【0049】
次に、ステップS9において、最初の作業点P1のツール座標データに基づいて進入部のデータ、つまり仮の作業点T11を作成する(図11参照)。この進入部のデータは、最初の作業点P1に対してエンドエフェクタ22を進入させやすく、且つ、移動時間を短く設定できる箇所がよい。また、第1ティーチングデータ150における進入部のデータの一部を第2ティーチングデータ160の進入部のデータとしてそのまま流用してもよい。
【0050】
このようにして第2ティーチングデータ160を作成することにより、新規のワークである車両102が既存のワークである車両100に対して異なる形状である場合でも、車両100用の第1ティーチングデータ150を有効に利用し、第2ティーチングデータ160を効率的に作成することができる。
【0051】
また、第2ティーチングデータ160には、第1ティーチングデータの「回転」欄のデータをそのまま利用していることから、多関節ロボット12が第2ティーチングデータ160に基づいて車両102の溶接作業を行うときには、接続されたケーブルが捻れたり、隣り合う作業点間において軸J4及び軸J6が不必要に過大に回転することがない。
【0052】
さらに、作業点Q1〜Q7に対する進入方向及び引き抜き方向を示す「進入方向」欄のデータであるD1〜D7は、第1ティーチングデータ150における作業点P1〜P7の「進入方向」欄のデータであるC1〜C7に基づいて、容易に設定することができる。
【0053】
なお、作成された第2ティーチングデータ160は、シミュレーション回路44によって動作確認された後、記録媒体ドライブ40を介して外部記録媒体38に記録される。次いで、外部記録媒体38に記録されたティーチングデータは、ロボット制御部24にダウンロードされ、多関節ロボット12の制御に供される。
【0054】
また、上記の実施の形態では車両102のドア枠部に対するデータである第2ティーチングデータ160を作成する例について説明したが、実際には、図12及び図13に示すように、車両100、102には治具170等が設けられていて、より複雑なティーチングが必要となることがある。この場合、車両100に適用される治具対応第1ティーチングデータ180を車両102に適用される治具対応第2ティーチングデータ190に利用することができる。すなわち、治具対応第1ティーチングデータ180のうち、車両100のやや斜めに横断するエリア172におけるティーチングデータを、治具対応第2ティーチングデータ190のうち、車両102における略同様なエリア174のティーチングデータに対して適用することができる。また、車両100において縦方向に移動するエリア176におけるティーチングデータを、略同様なエリア178のティーチングデータに対して適用することができる。
【0055】
さらに、第1ティーチングデータ150、180のツール座標データを回転変換して第2ティーチングデータ160、190のツール座標データとする際には、RAM32等の記憶部の使用手順は種々の形態を採り得ることはもちろんである。つまり、第1ティーチングデータ150、180のツール座標データを、その記憶領域において回転変換して書き換えた後に第2ティーチングデータ160、190の記憶領域に移してもよいし、逆に第2ティーチングデータ160、190の記憶領域に移した後に回転変換してもよい。また、第1ティーチングデータ150、180のツール座標データを所定のバッファ領域に複写し、該バッファ領域において回転変換した後に第2ティーチングデータ160、190の記憶領域に移してもよい。
【0056】
本発明に係る多関節ロボットのティーチングデータ作成方法は、上述の実施の形態に限らず、本発明の要旨を逸脱することなく、種々のステップを採り得ることはもちろんである。
【0057】
【発明の効果】
以上のように、本発明に係る多関節ロボットのティーチングデータ作成方法によれば、既存のワークに対して別のワークが異なる形状であっても、既存のワークに対する第1ティーチングデータを有効に利用し、別のワークに対する第2ティーチングデータを効率的に作成することができる。
【0058】
また、第1ティーチングデータにおける作業点毎の関節の回転角に関する回転情報を第2ティーチングデータに複写することにより、接続されたケーブルが捻れたり、隣り合う作業点間において回動軸が不必要に過大に回転することを防ぐことができる。
【図面の簡単な説明】
【図1】本実施の形態の多関節ロボットのティーチングデータ作成方法が適用されるオフラインティーチング装置である。
【図2】オフラインティーチング装置の回路ブロック図である。
【図3】既存のワークに対する多関節ロボットの動作を示す第1ティーチングデータによる作業経路を示す模式側面図である。
【図4】別のワークに対する多関節ロボットの動作を示す第2ティーチングデータによる作業経路を示す模式側面図である。
【図5】第1ティーチングデータの内容を示すテーブルである。
【図6】回転情報と回転角との対応を示す模式図でる。
【図7】第2ティーチングデータの内容を示すテーブルである。
【図8】本実施の形態のティーチングデータ作成方法のフローチャートである。
【図9】第1ティーチングデータから第2ティーチングデータへ溶接部のデータを複写して変換する様子を示す模式斜視図である。
【図10】差分の作業点のデータを補完する様子を示す模式側面図である。
【図11】進入部及び終了部のデータを作成する様子を示す模式側面図である。
【図12】治具が設けられた既存のワークに対する多関節ロボットの動作を示す第1ティーチングデータによる作業経路を示す模式側面図である。
【図13】治具が設けられた別のワークに対する多関節ロボットの動作を示す第2ティーチングデータによる作業経路を示す模式側面図である。
【符号の説明】
10…オフラインティーチング装置 12…多関節ロボット
22…エンドエフェクタ 22a、22b…電極
24…ロボット制御部 26…制御部
36…ハードディスク
42…ティーチングデータ作成回路
44…シミュレーション回路
56…ティーチングデータ作成プログラム
58…形状データ 60…ロボット仕様データ
100、102…車両 150…第1ティーチングデータ
160…第2ティーチングデータ P1〜P7、Q1〜Q9…作業点
X、Y、Z…ベクトル
Claims (4)
- 第1ワークにおける複数の作業点に対応する多関節ロボットの第1ティーチングデータを、第2ワークにおける複数の作業点に対応する前記多関節ロボットの第2ティーチングデータに変換するための多関節ロボットのティーチングデータ作成方法において、
前記第1ティーチングデータ及び前記第2ティーチングデータは、前記作業点における前記多関節ロボットに設けたエンドエフェクタの姿勢を示すツール座標データを含み、該ツール座標データは複数のパラメータからなり、
予め前記第2ティーチングデータのツール座標データのパラメータの1つが設定され、該パラメータが一致するように前記第1ティーチングデータのツール座標データを変換して、前記第2ティーチングデータのツール座標データとするステップを複数の前記作業点に対して行うことを特徴とする多関節ロボットのティーチングデータ作成方法。 - 請求項1記載の多関節ロボットのティーチングデータ作成方法において、
前記第1ティーチングデータ及び前記第2ティーチングデータは、前記作業に対する進入方向データを含み、前記作業点毎に前記進入方向データを複写することを特徴とする多関節ロボットのティーチングデータ作成方法。 - 請求項1又は2記載の多関節ロボットのティーチングデータ作成方法において、
前記第1ティーチングデータ及び前記第2ティーチングデータは、前記作業点毎に、少なくとも1つの関節の回転角に関する回転情報を含み、前記作業点毎に前記回転情報を複写することを特徴とする多関節ロボットのティーチングデータ作成方法。 - 請求項1〜3のいずれか1項に記載の多関節ロボットのティーチングデータ作成方法において、
前記第2ティーチングデータは、前記作業点のうち、最初の作業点に到達する1つ前の仮の点を示す第1仮作業点データと、最後の作業点の後に経由する仮の点を示す第2仮作業点データとを含み、前記第1仮作業点データを前記最初の作業点のツール座標データに基づいて設定し、前記第2仮作業点データを前記最後の作業点のツール座標データに基づいて設定することを特徴とする多関節ロボットのティーチングデータ作成方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003156239A JP4000306B2 (ja) | 2003-06-02 | 2003-06-02 | 多関節ロボットのティーチングデータ作成方法 |
| PCT/JP2004/007627 WO2004108365A1 (ja) | 2003-06-02 | 2004-06-02 | 多関節ロボットのティーチングデータ作成方法 |
| CNB2004800153995A CN100404211C (zh) | 2003-06-02 | 2004-06-02 | 用于多关节型机器人的教导数据准备方法 |
| US10/558,641 US7248012B2 (en) | 2003-06-02 | 2004-06-02 | Teaching data preparing method for articulated robot |
| GB0524063A GB2418033B (en) | 2003-06-02 | 2004-06-02 | Teaching data preparing method for articulated robot |
| CA002526459A CA2526459C (en) | 2003-06-02 | 2004-06-02 | Teaching data preparing method for articulated robot |
| GB0707300A GB2434221B (en) | 2003-06-02 | 2004-06-02 | Teaching data preparing method for articulated robot |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003156239A JP4000306B2 (ja) | 2003-06-02 | 2003-06-02 | 多関節ロボットのティーチングデータ作成方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004362018A true JP2004362018A (ja) | 2004-12-24 |
| JP4000306B2 JP4000306B2 (ja) | 2007-10-31 |
Family
ID=34050383
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003156239A Expired - Lifetime JP4000306B2 (ja) | 2003-06-02 | 2003-06-02 | 多関節ロボットのティーチングデータ作成方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP4000306B2 (ja) |
| CN (1) | CN100404211C (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7324873B2 (en) | 2005-10-12 | 2008-01-29 | Fanuc Ltd | Offline teaching apparatus for robot |
| JP2009291927A (ja) * | 2008-06-09 | 2009-12-17 | Fanuc Ltd | ロボットオフラインプログラミング装置 |
| JP2010000582A (ja) * | 2008-06-23 | 2010-01-07 | Honda Motor Co Ltd | 多関節ロボットのティーチングデータ検証方法 |
| JP2012024867A (ja) * | 2010-07-22 | 2012-02-09 | Scsk Corp | 溶接ロボットのティーチング装置およびティーチング方法 |
| JP2016083706A (ja) * | 2014-10-23 | 2016-05-19 | セイコーエプソン株式会社 | ロボット及び制御装置 |
| JP2018130808A (ja) * | 2017-02-16 | 2018-08-23 | トヨタ自動車株式会社 | ロボットの教示データ補正方法 |
| WO2018163242A1 (ja) | 2017-03-06 | 2018-09-13 | 株式会社Fuji | 画像処理データ作成用のデータ構造および画像処理データ作成方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011048621A (ja) * | 2009-08-27 | 2011-03-10 | Honda Motor Co Ltd | ロボットのオフライン教示方法 |
| JP5865192B2 (ja) * | 2012-06-27 | 2016-02-17 | 株式会社神戸製鋼所 | 教示データ編集システムおよびプログラム |
| JP5582427B2 (ja) | 2012-12-18 | 2014-09-03 | 株式会社安川電機 | 教示データ作成装置、ロボットシステム、及び教示データ作成方法 |
| CN106232304B (zh) * | 2014-05-01 | 2018-09-07 | 本田技研工业株式会社 | 用于关节型机器人的教学数据准备装置和教学数据准备方法 |
| CN104742127B (zh) * | 2015-04-08 | 2017-06-13 | 深圳市山龙智控有限公司 | 一种机器人的控制方法及机器人 |
| CN107030695B (zh) * | 2017-04-19 | 2019-07-09 | 广州视源电子科技股份有限公司 | 机器人返回原点运动控制方法和系统 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1063322A (ja) * | 1996-08-27 | 1998-03-06 | Sekisui Chem Co Ltd | 産業用ロボットのプログラム作成装置 |
| JP3951079B2 (ja) * | 1998-09-14 | 2007-08-01 | 株式会社安川電機 | オフラインティーチング方法、オフラインティーチング装置および記録媒体 |
| JP2003053539A (ja) * | 2001-08-07 | 2003-02-26 | Yaskawa Electric Corp | 溶接用ロボットの姿勢制御方法 |
-
2003
- 2003-06-02 JP JP2003156239A patent/JP4000306B2/ja not_active Expired - Lifetime
-
2004
- 2004-06-02 CN CNB2004800153995A patent/CN100404211C/zh not_active Expired - Fee Related
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7324873B2 (en) | 2005-10-12 | 2008-01-29 | Fanuc Ltd | Offline teaching apparatus for robot |
| JP2009291927A (ja) * | 2008-06-09 | 2009-12-17 | Fanuc Ltd | ロボットオフラインプログラミング装置 |
| JP2010000582A (ja) * | 2008-06-23 | 2010-01-07 | Honda Motor Co Ltd | 多関節ロボットのティーチングデータ検証方法 |
| JP2012024867A (ja) * | 2010-07-22 | 2012-02-09 | Scsk Corp | 溶接ロボットのティーチング装置およびティーチング方法 |
| JP2016083706A (ja) * | 2014-10-23 | 2016-05-19 | セイコーエプソン株式会社 | ロボット及び制御装置 |
| JP2018130808A (ja) * | 2017-02-16 | 2018-08-23 | トヨタ自動車株式会社 | ロボットの教示データ補正方法 |
| WO2018163242A1 (ja) | 2017-03-06 | 2018-09-13 | 株式会社Fuji | 画像処理データ作成用のデータ構造および画像処理データ作成方法 |
| US11222417B2 (en) | 2017-03-06 | 2022-01-11 | Fuji Corporation | Data structure for creating image-processing data and method for creating image-processing data |
Also Published As
| Publication number | Publication date |
|---|---|
| CN100404211C (zh) | 2008-07-23 |
| CN1798637A (zh) | 2006-07-05 |
| JP4000306B2 (ja) | 2007-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4917252B2 (ja) | アーク溶接用装置 | |
| US8694160B2 (en) | NC machine tool system | |
| CA2526459C (en) | Teaching data preparing method for articulated robot | |
| JP2004362018A (ja) | 多関節ロボットのティーチングデータ作成方法 | |
| JP5458769B2 (ja) | ロボットの制御装置 | |
| JP2012091304A (ja) | ティーチングデータ作成方法およびティーチングデータ作成装置 | |
| JP5078770B2 (ja) | 多関節ロボットのティーチングデータ検証方法 | |
| JP2009066738A (ja) | ロボットの教示装置 | |
| KR101787865B1 (ko) | 다관절 링크 기구의 역운동학 해법, 및 이 역운동학 해법을 이용한 교시 데이터 작성 장치 | |
| JP2007144538A (ja) | ロボットのティーチングデータ作成方法 | |
| US20200238512A1 (en) | Teaching Data Generation System For Vertical Multi-Joint Robot | |
| JPS58137588A (ja) | 工業用ロボツトの作業動作制御方法 | |
| JP2003136466A (ja) | 産業用ロボットの制御装置 | |
| Baek et al. | Pre-grasp manipulation planning to secure space for power grasping | |
| JP2022073999A (ja) | ロボットの原点復帰経路探索装置、及び原点復帰経路探索プログラム | |
| JP4000307B2 (ja) | 多関節ロボットのティーチングデータ作成方法 | |
| JP2002239957A (ja) | 多関節ロボットの姿勢決定方法およびプログラム | |
| JP2003091304A (ja) | 多関節ロボットの動作経路設定方法および設定装置 | |
| JP3057123B2 (ja) | 可搬式産業用ロボット | |
| JP4647919B2 (ja) | 制御方法および制御装置 | |
| JP2009148894A (ja) | 多関節ロボット | |
| JP7502439B2 (ja) | ロボット制御装置 | |
| JP7424097B2 (ja) | ロボットの制御装置及びロボットの制御方法 | |
| JP4613752B2 (ja) | ロボットおよびロボットの情報表示方法 | |
| JP3402378B2 (ja) | 7軸マニピュレータの制御方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061003 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061204 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070807 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070813 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4000306 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100817 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100817 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110817 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110817 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120817 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120817 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130817 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140817 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |