JP2004339527A - 熱間成形型ナノコンポジット磁石の製造方法 - Google Patents
熱間成形型ナノコンポジット磁石の製造方法 Download PDFInfo
- Publication number
- JP2004339527A JP2004339527A JP2003086134A JP2003086134A JP2004339527A JP 2004339527 A JP2004339527 A JP 2004339527A JP 2003086134 A JP2003086134 A JP 2003086134A JP 2003086134 A JP2003086134 A JP 2003086134A JP 2004339527 A JP2004339527 A JP 2004339527A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- powder
- heat treatment
- hot forming
- nanocomposite magnet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002114 nanocomposite Substances 0.000 title claims abstract description 53
- 238000000034 method Methods 0.000 title claims description 35
- 239000000843 powder Substances 0.000 claims abstract description 92
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 70
- 239000000956 alloy Substances 0.000 claims abstract description 70
- 239000002994 raw material Substances 0.000 claims abstract description 25
- 229910052779 Neodymium Inorganic materials 0.000 claims abstract description 9
- 229910052761 rare earth metal Inorganic materials 0.000 claims abstract description 9
- 229910052777 Praseodymium Inorganic materials 0.000 claims abstract description 7
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 5
- 229910052737 gold Inorganic materials 0.000 claims abstract description 5
- 229910052709 silver Inorganic materials 0.000 claims abstract description 5
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 4
- 229910052733 gallium Inorganic materials 0.000 claims abstract description 4
- 229910052735 hafnium Inorganic materials 0.000 claims abstract description 4
- 229910052745 lead Inorganic materials 0.000 claims abstract description 4
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 4
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 4
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 4
- 229910052697 platinum Inorganic materials 0.000 claims abstract description 4
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 4
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 4
- 229910052720 vanadium Inorganic materials 0.000 claims abstract description 4
- 229910052726 zirconium Inorganic materials 0.000 claims abstract description 4
- 229910052715 tantalum Inorganic materials 0.000 claims abstract description 3
- 229910052721 tungsten Inorganic materials 0.000 claims abstract description 3
- 238000010438 heat treatment Methods 0.000 claims description 82
- 238000002425 crystallisation Methods 0.000 claims description 45
- 230000008025 crystallization Effects 0.000 claims description 45
- 229910052751 metal Inorganic materials 0.000 claims description 20
- 239000002184 metal Substances 0.000 claims description 20
- 238000004519 manufacturing process Methods 0.000 claims description 19
- 239000000203 mixture Substances 0.000 claims description 17
- 230000008569 process Effects 0.000 claims description 11
- 150000001875 compounds Chemical class 0.000 claims description 7
- 238000010791 quenching Methods 0.000 claims description 7
- 230000000171 quenching effect Effects 0.000 claims description 7
- 238000010298 pulverizing process Methods 0.000 claims description 4
- 238000003825 pressing Methods 0.000 claims description 3
- 238000005245 sintering Methods 0.000 claims description 3
- 229910052746 lanthanum Inorganic materials 0.000 claims description 2
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 claims description 2
- 239000000155 melt Substances 0.000 claims description 2
- 229910052802 copper Inorganic materials 0.000 abstract description 6
- 238000000465 moulding Methods 0.000 abstract description 3
- 229910052759 nickel Inorganic materials 0.000 abstract description 3
- 229910052747 lanthanoid Inorganic materials 0.000 abstract 1
- 150000002602 lanthanoids Chemical class 0.000 abstract 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 42
- 238000001816 cooling Methods 0.000 description 27
- 238000002844 melting Methods 0.000 description 12
- 230000008018 melting Effects 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 9
- 239000013078 crystal Substances 0.000 description 9
- 239000002245 particle Substances 0.000 description 8
- 238000005266 casting Methods 0.000 description 6
- 230000007423 decrease Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000002490 spark plasma sintering Methods 0.000 description 6
- 229910052799 carbon Inorganic materials 0.000 description 5
- 239000010949 copper Substances 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000002076 thermal analysis method Methods 0.000 description 5
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 229910052742 iron Inorganic materials 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 3
- 238000005056 compaction Methods 0.000 description 3
- 230000020169 heat generation Effects 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000000280 densification Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 150000002603 lanthanum Chemical class 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 230000005415 magnetization Effects 0.000 description 2
- 238000002074 melt spinning Methods 0.000 description 2
- 239000013081 microcrystal Substances 0.000 description 2
- 239000000047 product Substances 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000009689 gas atomisation Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 239000000696 magnetic material Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000000700 radioactive tracer Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Images





Landscapes
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Powder Metallurgy (AREA)
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
Abstract
【解決手段】Fe100−x−y−zRxQyMzで表されるナノコンポジット磁石用原料合金であって、RはPrおよびNdの一方または両方の元素を90原子%以上含有し、残部が他のランタン系列元素またはYの一種以上の元素を0%以上10%未満含有する希土類元素であり、QはBおよび/またはC、MはCo、Al、Si、Ti、V、Cr、Mn、Ni、Cu、Ga、Zr、Nb、Mo、Hf、Ta、W、Pt、Pb、AuおよびAgからなる群から選択された一種以上の元素であり、組成比x、y、zおよびuが、1≦x≦6、15≦y≦30、0≦z≦7を満足し、非晶質組織を含むナノコンポジット磁石用原料合金の粉末を用意する。次に、ナノコンポジット磁石用原料合金の粉末に対して圧力および熱を加えて成形する熱間成形工程を行う。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、Fe3Bなどの鉄基硼化物の微結晶相とR2Fe14BなどのFe−R−B系化合物の微結晶相とが混在するナノコンポジット磁石の製造方法に関する。この磁石は、モータ、アクチュエータ、およびマグロール等に好適に用いられる。
【0002】
【従来の技術】
Fe3B/Nd2Fe14B系ナノコンポジット磁石は、ソフト磁性相であるFe3Bなどの鉄基硼化物相とハード磁性相であるNd2Fe14B相とが同一金属組織内に均一に分布し、交換相互作用によって両者が磁気的に結合した永久磁石である。各構成相はナノメートル(nm)オーダーのサイズを持ち、複合化した組織(ナノコンポジット組織)を形成していることから、「ナノコンポジット磁石」と呼ばれている。
【0003】
ナノコンポジット磁石は、Ndなどの希土類元素を含まないソフト磁性相を含有しているにもかかわらず、そのソフト磁性相がハード磁性相と磁気的に結合するため、優れた磁石特性を発揮することができる。また、希土類元素を含まないソフト磁性相の存在により、全体として希土類元素の含有量(濃度)が低く抑えられる。このことは、磁石の原料コストを低減し、磁石を安定的に供給するうえでも好都合である。
【0004】
このようなナノコンポジット磁石は、溶融した原料合金を急冷し、それによって非晶質相を含む急冷凝固合金を形成した後、熱処理によって急冷凝固合金中に微結晶相を析出させるという方法を用いて製造される。
【0005】
このような急冷凝固合金は、片ロール法などのメルトスピニング技術や、ストリップキャスト法などの液体急冷技術を用いて作製されるのが一般的である。液体急冷技術は、回転する冷却ロールの外周表面上に溶湯状原料合金を流下し、溶湯原料合金を冷却ロールと短時間だけ接触させることによって原料合金を急冷・凝固させるものである。この方法による場合、冷却速度の制御は冷却ロールの回転周速度や溶融金属の冷却ロールへの供給量を調節することによって行われる。
【0006】
冷却ロール上で凝固し、冷却ロールから離れた合金は、回転する冷却ロールの周速度方向に薄く延びた薄帯形状(リボン)になる。この合金薄帯は破断機によって破砕され薄片化したのち、粉砕機によってより細かいサイズに粉砕されて粉末化される。
【0007】
その後、結晶化のための熱処理が行われる。この熱処理によって、ソフト磁性相である鉄基硼化物の微結晶とハード磁性相であるR2Fe14B相の微結晶が同一金属組織内に生成され、両者は交換相互作用によって磁気的に結合することになる。
【0008】
このような組織構造を有するナノコンポジット磁石の粉末は、バインダ樹脂など混合され、ボンド磁石の製造に用いられる。ボンド磁石は、磁石粉末がバインダによって結合し、任意の形状を与えられた永久磁石である。
【0009】
ナノコンポジット磁石の優れた磁石特性を最大限に利用するためには、磁石中にバインダ樹脂などの非磁石材料が存在することは好ましくない。このため、実質的に磁石粉末のみを集めて成形し、バルク状の永久磁石を製造することができれば、磁化の高い永久磁石を得ることができる。
【0010】
このように磁石粉末からバルク状の永久磁石を製造する技術として、金型内で磁石粉末を加熱しながら加圧して成形する熱間成形技術が知られている。このような熱間成形技術には、放電プラズマ焼結法やホットプレス法が知られている。
【0011】
【発明が解決しようとする課題】
しかしながら、Fe3B/Nd2Fe14B系ナノコンポジット磁石の粉末を従来の熱間成形技術によって成形し、バルク状の永久磁石を製造しようとすると、本来のFe3B/Nd2Fe14B系ナノコンポジット磁石粉末に比べて保磁力HcJが約10%も低い磁石しか製造できないという問題があった。
【0012】
本発明はかかる諸点に鑑みてなされたものであり、その主な目的は、ナノコンポジット磁石粉末を用いて高性能の熱間成形型ナノコンポジット磁石を提供することにある。
【0013】
【課題を解決するための手段】
本発明による熱間成形型ナノコンポジット磁石の製造方法は、Fe100−x−y−zRxQyMzで表されるナノコンポジット磁石用原料合金であって、RはPrおよびNdの一方または両方の元素を90原子%以上含有し、残部が他のランタン系列元素またはYの一種以上の元素を0%以上10%未満含有する希土類元素であり、QはBおよび/またはC、MはCo、Al、Si、Ti、V、Cr、Mn、Ni、Cu、Ga、Zr、Nb、Mo、Hf、Ta、W、Pt、Pb、AuおよびAgからなる群から選択された一種以上の元素であり、組成比x、y、zおよびuが、1≦x≦6、15≦y≦30、0≦z≦7を満足し、非晶質組織を含むナノコンポジット磁石用原料合金の粉末を用意する工程と、前記ナノコンポジット磁石用原料合金の粉末に対して圧力および熱を加えて成形する熱間成形工程と、を含む熱間成形型ナノコンポジット磁石の製造方法であって、前記熱間成形工程は、第1結晶化発熱温度TC1よりも低い温度T1で熱処理を行う第1段熱処理工程と、第2結晶化発熱温度TC2以上(TC1≦TC2)の温度T2で熱処理を行う第2段熱処理工程とを包含すし、前記第1段熱処理工程は、TC1−T1が40℃以上120℃以下となる温度T1で1分間以上保持する工程を含む。
【0014】
好ましい実施形態において、T2−TC2は0℃以上100℃以下である。
【0015】
好ましい実施形態において、前記ナノコンポジット磁石用原料合金の粉末に含まれる非晶質組織の体積比率は、前記熱間成形工程の前において、全体の50%以上である。
【0016】
好ましい実施形態において、前記第1結晶化発熱温度TC1は、Fe3B型化合物が結晶化する温度であり、前記第2結晶化発熱温度TC2は、R2Fe14B型化合物が結晶化する温度である。
【0017】
好ましい実施形態において、前記第1段熱処理工程を行った後、前記温度T1から処理温度を低下させずに前記温度T2まで昇温する工程を行う。
【0018】
好ましい実施形態において、前記温度T1から温度T2まで昇温する工程は、5℃/分以上300℃/分以下の昇温レートで行う。
【0019】
好ましい実施形態において、前記熱間成形工程を開始するために室温から前記温度T1まで5℃/分以上300℃/分以下の昇温レートで昇温する。
【0020】
好ましい実施形態において、前記第1段熱処理工程は、3分以上60分以下の時間、温度T1で保持する工程を含む。
【0021】
好ましい実施形態において、前記第2段熱処理工程は、1分以上60分以下の時間、温度T2で保持する工程を含む。
【0022】
好ましい実施形態において、前記熱間成形工程において、98MPa以上の圧力を前記粉末に印加する。
【0023】
好ましい実施形態において、前記熱間成形工程によって形成される成形体の真密度は、85%以上である。
【0024】
好ましい実施形態において、前記粉末を用意する工程は、前記原料合金の溶湯を形成する工程と、前記溶湯を急冷凝固させる工程と、前記原料合金を粉砕する工程とを包含する。
【0025】
好ましい実施形態において、前記熱間成形工程は、放電プラズマ焼結装置またはホットプレス装置を用いて行う。
【0026】
【発明の実施の形態】
本発明者は、Fe3B/Nd2Fe14B系ナノコンポジット磁石用の急冷合金粉末を熱間成形技術によって成形した場合に、保磁力HcJが充分なレベルに達しない理由を検討した結果、熱間成形装置の金型内で合金粉末を加熱しながら加圧するときに結晶化発熱によって局所的な高温部分が発生するため、その高温部分で結晶粒の成長が過度に進行することが原因であることを見い出した。
【0027】
この結晶化発熱は、非晶質相を多く含む急冷合金を加熱し、Fe3B相やNd2Fe14B相を析出・成長させるときに生じ、ボンド磁石に用いるナノコンポジット磁石粉末を製造する場合にも生じている。しかし、ボンド磁石用のナノコンポジット磁石粉末は、急冷合金を粉砕した後の加熱処理によって結晶化を行うため、熱処理時に生じる発熱は、粉末粒子間の雰囲気ガスを介して速やかに放散し、粉末中の温度分布も均一化されやすいと考えられる。
【0028】
これに対し、熱間成形の場合は、ナノコンポジット磁石用原料合金の粉末を金型内に充填し、加熱と加圧とを略同時に実行するため、発熱量に比べて抜熱量が少なく、粉末の温度上昇が急激かつ顕著に進行すると考えられる。そして、その結果、本来は微細であるべき結晶粒が粗大化し、ソフト磁性相とハード磁性相との間の交換相互作用が小さくなるため、保磁力HcJが目標値から大きく低下してしまうと考えられる。特に、Fe3B/Nd2Fe14B系ナノコンポジット磁石の場合、Fe3B相がNd2Fe14B相よりも先に結晶化し始め、しかも、発熱量が大きいため、保磁力低下の問題が顕著に生じる。本発明者は、この問題を解決するため、熱間成形時の温度制御を鋭意検討した結果、本発明を想到するに至った。
【0029】
本発明では、まず、Fe100−x−y−zRxQyMzで表されるもナノコンポジット磁石用原料合金の粉末を用意する。ここで、RはPrおよびNdの一方または両方の元素を90原子%以上含有し、残部が他のランタン系列元素またはYの一種以上の元素を0%以上10%未満含有する希土類元素であり、QはBおよび/またはC、MはCo、Al、Si、Ti、V、Cr、Mn、Ni、Cu、Ga、Zr、Nb、Mo、Hf、Ta、W、Pt、Pb、AuおよびAgからなる群から選択された一種以上の元素である。また、組成比x、y、zおよびuは、1≦x≦6、15≦y≦30、0≦z≦7を満足する。
【0030】
本発明では、ナノコンポジット磁石用原料合金の粉末は、非晶質組織を含んでいる必要がある。これは、熱間成形によって粉末粒子を塑性的に変形し、相互に固着させ、バルク体に変化させるためである。非晶質組織の体積比率が全体の50%を下回ると、実用的な加圧レベルによって熱間成形することが困難になるため、合金溶湯の急冷によって形成した急冷凝固合金中に含まれる非晶質相の体積比率は50%以上であることが好ましい。
【0031】
また、本発明では、ナノコンポジット磁石用原料合金の粉末に対して圧力および熱を加えながら成形する熱間成形工程を実行する。熱間成形工程は、プラズマ焼結装置やホットプレス装置などの熱間成形装置を用いて行うことができるが、目的とする成形体の形状に応じて、圧縮成形や押し出し成形などを適宜併用することも可能である。
【0032】
本発明で採用する熱間成形工程は、第1結晶化発熱温度TC1よりも低い温度T1で熱処理を行う第1段熱処理工程と、第2結晶化発熱温度TC2以上(TC1≦TC2)の温度T2で熱処理を行う第2段熱処理工程とを含んでいる。このような2段階熱処理の設定温度プロフィルの一例を図1に示す。図1に示す例では、室温から20℃/分のレートで昇温し、温度T1で15分間保持する。その後、20℃/分のレートで更に昇温し、温度T2で15分間保持する。その後に、室温に降温する。
【0033】
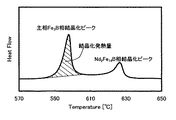
次に、図2を参照しながら、結晶化発熱温度Tc1およびTc2を説明する。図2は、前述した組成を有する急冷合金であって大部分が非晶質相から構成される急冷合金の粉末についての「熱分析曲線」を模式的に示すグラフである。グラフの横軸は温度、縦軸は熱量を示している。実質的に非晶質の急冷合金を一定速度で加熱しながら、発熱量を測定すると、図1の例では、約585℃からFe3B相の結晶化に伴なう発熱が観察される。その後、更に温度を上昇さてゆくと、Nd2Fe14B相の結晶化に伴なう鋭い発熱ピークが観察される。このようにして、熱分析曲線には2つの発熱ピークが形成され、それぞれが、Fe3B相およびNd2Fe14B相の結晶化に対応している。上記の熱分析曲線において、結晶化に伴う曲線の立ち上がりが生じ始める温度が結晶化発熱温度である。図1の例では第1結晶化発熱温度TC1は、約585℃であり、第2結晶化発熱温度TC2は約620℃である。これらの結晶化発熱温度は、組成や急冷条件によって変化し、熱分析曲線上の2つの発熱ピークが重なり合って、第1結晶化発熱温度TC1と第2結晶化発熱温度TC2と明確に判別することができない場合がある。このような場合、第1結晶化発熱温度TC1および第2結晶化発熱温度TC2に対して等しい値を付与しても良い。
【0034】
本発明では、熱間成形工程の最初の段階において、第1結晶化発熱温度TC1よりも低い温度T1で行う第1段熱処理工程により、ナノコンポジット磁石用原料合金の粉末の組織構造を再構成し、第2段熱処理で均一な結晶化が生じ得るような組織に変化させる。この第1段熱処理工程により、ナノコンポジット磁石用原料合金中の非晶質組織は結晶化しないが、その結晶化に必要な原子クラスタや前駆体などの生成が生じていると考えられる。
【0035】
上述のように、本発明が対象とする磁石の組成範囲では、非晶質組織を加熱して昇温してゆくと、まず、第1結晶化発熱温度TC1でFe3B型化合物が結晶化し、第2結晶化発熱温度TC2でR2Fe14B型化合物が結晶化する。通常、第1結晶化発熱温度TC1は560〜620℃の範囲にあり、第2結晶化発熱温度TC2は600〜670℃の範囲にある。
【0036】
本発明の熱間成形処理工程で行う第1段熱処理の温度T1は、「TC1−120℃」から「TC1−40℃」までの範囲から任意に選択されることが好ましい。第1段熱処理の温度T1を第1結晶化発熱温度TC1よりも120℃を超えて低くなる温度に設定すると、磁気特性の改善に効果は充分に生じず、第1段熱処理を付加的に行うことによる生産性の低下だけが招かれる。温度T1のより好ましい範囲は、「TC1−45℃」から「TC1−90℃」までである。具体的な数値をT1に与えるとすれば、Tc1が585℃程度の場合において、好ましいT1の範囲は470℃以上540℃以下である。なお、本明細書における温度T1、T2は、いずれも、サンプルの実測温度、または、サンプルの温度を直接測定することが困難な場合は熱間成形装置の金型(粉末が充填される容器)のサンプル近傍(例えばサンプルから10mm以内の距離)の温度である。
【0037】
温度T1が上記の所定範囲内にある限り、第1段熱処理を行っている間において温度T1が一定である必要は無く、多少の変動が生じていても良い。例えば設定温度に対して±15℃の変動は許容範囲内である。第1段熱処理の時間は、1分以上60分以下の範囲内から設定され得る。特に第1段熱処理の時間の好ましい範囲は、3分以上20分以下である。
【0038】
第2段熱処理の温度T2は、「TC2℃」から「TC2+100℃」までの範囲から任意に選択される。第2段熱処理の温度T2を第2結晶化発熱温度TC2よりも低い温度に設定すると、ハード磁性相が析出・成長しないため、ナノコンポジット磁石組織が形成されない。温度T2が第2結晶化発熱温度TC2よりも100℃以上高くなると、結晶粒の成長が過度に進行し、磁気特性が低下してしまう可能性が高まる。温度T2のより好ましい範囲は、「TC2+10℃」から「TC2+80℃」までである。具体的な数値をT2に与えるとすれば、TC2が620℃の場合、好ましいT2の範囲は、630℃以上700℃以下である。
【0039】
温度T2も上記の所定範囲内にある限り、第2段熱処理を行っている間において温度T2が一定である必要は無く、多少の変動が生じていても良い。例えば設定温度に対して±15℃の変動は許容範囲内である。
【0040】
第2段熱処理の時間は、1分以上60分以下の範囲内から設定され得る。特に第2段熱処理の時間の好ましい範囲は、3分以上20分以下である。
【0041】
好ましい実施形態では、温度T1から温度T2まで昇温する工程は、10℃/分以上400℃/分以下の昇温レートで行う。また、熱間成形工程を開始するために室温から前記温度T1までは、10℃/分以上100℃/分以下の昇温レートで昇温することが好ましい。第2段熱処理が完了した後の降温レートは、5℃/分以上で行うことが好ましい。降温レートが低すぎると、結晶粒成長が進行するおそれがあり、また工程時間が長くなると生産性が低くなるので好ましくない。
【0042】
上記のような2段階熱処理を行う本発明の熱間成形工程によれば、過度の結晶化発熱による結晶粒の粗大化を招くことなく、均一なナノコンポジット構造が安定的に形成されるため、保磁力HcJの高い熱間形成型ナノコンポジット磁石を製造することが可能となる。
【0043】
なお、熱間成形時に粉末に印加する圧力は90MPa以上に設定することが好ましい。そのような圧力を印加することにより、真密度の85%以上の高い密度を有する成形体(バルク状磁石)を作製できる。成形体の密度が向上することにより、磁気特性(特に残留磁束密度および最大磁気エネルギ積)に優れ、かつ機械的強度の高いナノコンポジット磁石を得ることができる。
【0044】
以下、図面を参照しながら、本発明によるナノコンポジット磁石の製造方法の実施形態をより詳細に説明する。
【0045】
[ナノコンポジット磁石用原料合金粉末の作製工程]
まず、図3を参照しながら、ナノコンポジット磁石用の原料合金の作製方法を説明する。図3は、本実施形態で好適に用いることのできるストリップキャスト装置1を示している。ここでは、ストリップキャスト法を用いた実施形態を説明するが、原料合金粉末の作製は、これに限定されず、メルトスピニング法やガスアトマイズ法を用いて行っても良い。
【0046】
図3のストリップキャスト装置1は、その内部を真空状態もしくは不活性ガス雰囲気での減圧状態にすることができるメインチャンバ10と、このメインチャンバ10に開閉可能なシャッタ28を介して接続されるサブチャンバ30とを備える。
【0047】
メインチャンバ10の内部には、合金原料を溶解するための溶解炉12と、溶解炉12から供給される合金溶湯3を急冷・凝固させるための冷却ロール14と、溶解炉12から冷却ロール14に溶湯3を導く溶湯案内手段としてのシュート(タンディッシュ)16と、凝固して冷却ロール14から剥離した薄帯状の合金を回収するための回収手段20とが設けられている。
【0048】
溶解炉12は、合金原料を溶融することによって作製した溶湯3をシュート16に対して略一定の供給量で供給することができる。この供給量は、溶解炉12を傾ける動作を制御することなどによって、任意に調節することができる。
【0049】
冷却ロール14は、その外周面が銅などの熱伝導性の良好な材料から形成されており、例えば、直径30cm〜100cmで幅が15cm〜100cmの寸法を有する。冷却ロール14は、不図示の駆動装置によって所定の回転速度で回転することができる。この回転速度を制御することによって、冷却ロール14の周速度を任意に調節することができる。急冷装置1による冷却速度は、冷却ロール14の回転速度などを選択することにより、約102K/sec〜約2×104K/secの範囲で制御可能である。
【0050】
シュート16の端部16aは、冷却ロール14の最頂部とロールの中心とを結ぶ線に対してある程度の角度θを持った位置に配置される。シュート16上に供給された溶湯3は、端部16aから冷却ロール14に自重によって供給される。
【0051】
シュート16は、セラミックス等で構成され、溶解炉12から所定の流量で連続的に供給される溶湯3を一時的に貯湯するようにして流速を遅延し、溶湯3の流れを整流することができる。シュート16に供給された溶湯3における溶湯表面部の流れを選択的に堰き止めることができる堰き止め板を設ければ、整流効果を更に向上させることができる。
【0052】
シュート16を用いることによって、冷却ロール14の胴長方向(軸線方向)において、一定幅にわたって略均一な厚さに広げた状態で、溶湯3を供給することができる。シュート16は上記機能に加え、冷却ロール14に達する直前の溶湯3の温度を調整する機能をも有する。シュート16上における溶湯3の温度は、液相線温度よりも100K以上高い温度であることが望ましい。溶湯3の温度が低すぎると、急冷後の合金特性に悪影響を及ぼす初晶が局所的に核発生し、これが凝固後に残存してしまうことがあるからである。シュート16上での溶湯滞留温度は、溶解炉12からシュート16に注ぎ込む時点での溶湯温度やシュート16自体の熱容量などを調節によって制御することができるが、必要に応じてシュート加熱設備(不図示)を設けても良い。
【0053】
冷却ロール14の外周面上で凝固された合金溶湯3は、薄帯状の凝固合金3aとなって冷却ロール14から剥離する。剥離した凝固合金3aは、回収装置20において破砕され回収される。
【0054】
回収装置20は、薄帯状の凝固合金3aを破砕するための回転ブレード22を備えている。回転ブレードは、例えば、ステンレス鋼などから形成された複数の羽根を有し、不図示の駆動装置によって500〜1000rpm程度の速さで回転させられる。冷却ロール14を剥離した薄帯状の凝固合金3aは、ガイド部材24によって、回転ブレード22へと導かれる。
【0055】
所定量の破砕凝固合金5が貯められた回収容器26は、ベルトコンベアなどの移動手段(不図示)によって、サブチャンバ30へと送られる。このとき、シャッタ28が開放される前の段階において、サブチャンバ30の内部を予めメインチャンバ10と同様の真空下または不活性ガスを用いた減圧下にしておくことが望ましい。これによりメインチャンバ10内の真空状態または減圧状態を維持することができる。メインチャンバ10から回収容器26が運び出された後、シャッタ28は閉じられ、メインチャンバ10の気密性が保たれる。
【0056】
その後、サブチャンバ30内において、不図示の装置によって、回収容器26には蓋32が被せられる。このようにして、回収容器26内に密封された破砕合金5は、開閉可能なシャッタ34を開けて外部へと運び出される。
【0057】
このようにして作製された合金3aを、本実施形態では、パワーミル装置で平均粒径が約850μm以下となるまで粗く粉砕し、その後、ピンディスクミル装置によって平均粒径約150μm以下となるまで更に細かく粉砕する。
【0058】
[熱間成形工程]
上記の工程で得られたナノコンポジット磁石用原料合金粉末に対し、次に、熱間成形工程を行う。ここでは、まず、図4および図5を参照しながら、熱間成形に用いる装置を説明する。
【0059】
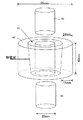
図4は、放電プラズマ焼結装置に使用する金型の構成と各部の寸法例を示している。この装置は、内側にスリーブ41を設けた超硬合金製のダイ42と、超硬合金製の上下パンチ43、44とを備えており、スリーブ41で囲まれた貫通孔の上部から上パンチ43が挿入され、貫通孔の下部から下パンチ44が挿入される。上下のパンチ43、44に挟まれた空間内で粉末にパルス通電が行われ、粉末内を流れる電流によって大きなジュール熱が発生する。
【0060】
図4の金型内に粉末を充填して放電プラズマ装置に設置し、上下パンチ間距離を小さくする方向にパンチ43、44を駆動し、粉末に対して1軸方向圧力を印加しながら加熱を行うことができる。温度制御は、熱電対で実測されるスリーブ温度に基づいて行われる。
【0061】
図5は、真空ホットプレス装置に用いる金型の構成と各部の寸法例を示している。この装置も、内側にスリーブ51を設けたカーボン製のダイ52と、カーボン製の上下パンチ53、54とを備えており、スリーブ51で囲まれた貫通孔の上部から上パンチが挿入され、貫通孔の下部から下パンチが挿入される。ただし、粉末に対する加熱は、装置の真空槽内部に設けられたヒータ(不図示)によって行われる。
【0062】
図5の金型内に粉末を充填して真空ホットプレス装置に設置し、上下のパンチ間距離を小さくする方向にパンチ53、54を駆動し、粉末に対して1軸方向圧力を印加しながら加熱を行う。温度制御は、熱電対で実測されるスリーブ温度に基づいて行われる。
【0063】
なお、熱間成形工程の前に、成形体の密度向上や絶縁性付与を目的として、粉末に10体積%以下の金属粉末や無機粉末を混合したり、急冷合金粉末の個々の粒子表面に無機被膜を形成しておいても良い。
【0064】
以下、本発明の実施例と比較例を説明する。
【0065】
【実施例】
(第1の実施例および比較例)
[ナノコンポジット磁石用原料合金粉末の作製条件]
まず、Nd:4.5原子%、B:18.5原子%、Cr2.0原子%、Co:2.0原子%、残部Feの合金組成となるように配合した原料5kgを図3に示す装置の坩堝内に投入した。そして、50kPaに保持したAr雰囲気中において高周波誘導加熱を行い、それによって合金の溶湯を用意した。その後、図3に示す装置の冷却ロールに合金溶湯を供給し、冷却・凝固することによって急冷合金の薄帯を作製した。具体的には、雰囲気圧力8kPaの条件下で坩堝を傾転することにより、シュートを介して合金溶湯を純銅製の冷却ロール上に供給した。冷却ロールは、ロール表面速度8m/秒で回転しており、ロールへの溶湯供給速度は坩堝の傾転角を調整することによって8kg/分に調整した。
【0066】
得られた急冷合金薄帯の結晶化温度を示差熱分析装置(DTA)を用いて測定した。測定時の昇温レートは20℃/分に設定した。第1結晶化開始温度は585℃であり、第2結晶化温度は620℃であった。ここで、結晶化温度とは、DTA曲線が発熱側に立ち上がる温度である。ここで、第1結晶化開始温度および第2結晶化開始温度は、それぞれ、Fe3BおよびNd2Fe14Bの結晶化開始温度である。
【0067】
[粉砕条件]
次に、上記の急冷合金薄帯をパワーミルで850μm以下に粉砕し、粗粉砕を作製した。この粗粉砕粉を「粉末A」と称することとする。この粉末Aの平均粒度をJIS Z8801の標準ふるいで評価した結果、約340μmであった。
【0068】
上記の粉末Aをピンディスクミルで更に細かく粉砕して微粉末を作製した。この微粉砕粉を「粉末B」と称することとする。粉末Bの平均粒度をJIS Z8801の標準ふるいで評価した結果、約120μmであった。
【0069】
[熱間成形条件]
粉末Aおよび粉末Bを用い、真空ホットプレス法による熱間成形を行った。具体的には、図5に示す装置の金型に粉末Aまたは粉末B(55.2g)を充填した後、装置内を1Pa以下に減圧した。そして49MPaの圧力を粉末に印加しながら、真空ホットプレス装置内のカーボンヒータの温度プロフィルを表1に示すように変化させた。熱間成形時における設定温度を表1に示す。表1には、図5に示す熱電対で測定した粉末試料の実際の温度(サンプル温度)も示している。
【0070】
【表1】

表1からわかるように、比較例1および比較例3では、熱間成形時の第1段熱処理を割愛している。比較例2および比較例4では、熱間成形時に2段階熱処理を行っているが、温度T1の設定値が550℃と比較的高い。
【0072】
(第2の実施例および比較例)
本実施例でも、まず、第1の実施例および比較例において用いた粉末と同様の粉末Aおよび粉末Bを用意した。この粉末Aおよび粉末Bに対して、本実施例では、放電プラズマ焼結法による熱間成形を行った。以下、より具体的に本実施例の熱間形成工程を説明する。
【0073】
[熱間成形条件]
具体的には、まず、図4に示す装置の金型に粉末B(23.55g)を充填した。装置内を1Pa以下に減圧した後、198MPaの圧力を印加しながら、粉末へパルス通電を行った。このとき、以下の表2に示す条件の熱処理を行った。熱間成形時における超硬金型温度の温度変化を図4の熱電対で測定した。測定結果を表2に示す。
【0074】
【表2】
表2からわかるように、比較例5では、熱間成形時の第1段熱処理を割愛している。
【0076】
上記の熱間成形工程により、直径20mmの円柱状のバルク磁石を作製した。これらのバルク磁石を切断した後、その表面を研磨することにより、各々のバルク磁石から6mm×6mm×6mmの立方体状試験片を作製した。次に、試験片の寸法および重量から密度を求めた。また、3.2MA/mのパルス磁界を用いて各試験片に対する着磁を行った後、BHトレーサで磁石特性を測定した。測定結果を表3および表4に示す。
【0077】
【表3】
【表4】
表3および表4からわかるように、実施例の熱間成形型ナノコンポジット磁石は、密度および保磁力HcJが充分に高いバルク磁石である。
【0080】
(他の比較例)
上記の実施例における組成と同様の組成を有する合金粉末を用いて、放電プラズマ焼結法による熱間成形を行い、直径20mmの円柱状バルク磁石を作製した。この比較例では、急冷凝固合金をパワーミルで平均粒径が850μm程度となるように粗く粉砕した後、フープベルト炉で670℃の熱処理を行った。この熱処理により、粗粉砕粉の略全体が結晶化した。次に、粗粉砕粉をピンディスクミルで粒径が150μm以下になるように細かく粉砕した。
【0081】
この粉末(11.78g)を図4の放電プラズマ焼結装置用金型に充填し、熱間成形を行った。この熱間成形は、198MPaの加圧下で室温から35℃/分で昇温し、所定の設定温度で1段の熱処理を行った。設定温度は、試料ごとに、600℃、620℃、650℃、670℃,700℃に変化させ、各設定温度で5分間保持した。
【0082】
図6は、こうして得られた成形体の密度および保磁力の保持温度依存性を示している。グラフ中の「◇」は、結晶化した粉末を用いて熱間成形を行った試料の密度を示し、「□」は、結晶化していない粉末を用いて熱間形成を行った試料の密度を示している。また、「◆」は結晶化した粉末を用いて熱間成形を行った試料の保磁力を示し、「■」は結晶化していない粉末を用いて熱間形成を行った試料の保磁力を示している。
【0083】
結晶化した粉末を用いて熱間成形を行った試料(◇、◆)の場合、成形体の密度は低く、700℃以上の高温で保持しないと、196MPaの高圧力でも充分に高い密度が得られないことがわかる。しかし、保持温度を高くすると、保磁力は低下し、特に保持温度670℃以上に設定すると、保磁力の減少が顕著に生じていることがわかる。すなわち、結晶化した粉末を用いて熱間成形を行うと、保持温度を比較的低く設定すると、保磁力は高いが密度が低いのに対して、保持温度を比較的高く設定すると、密度は上昇するが、保磁力が低下してしまう。これは、Fe3B相およびR2Fe14B相が非晶質相よりも塑性変形しにくいため、成形体の密度を真密度(7.3g/cm3)の90%以上にするまで緻密化しようとすると、熱間成形時に保持温度をを670℃以上に設定する必要があるためである。そして、そのような高温に保持すると、成形体の密度は向上するが、結晶粒が粗大に成長しすぎるため、保磁力が大きく低下してしまうことになる。
【0084】
一方、結晶化していない粉末を用いて熱間成形を行った試料(□、■)の場合、図6からわかるように、保持温度によらず、密度は相対的に高い。しかし、保磁力は全般的に低く、特に保持温度が比較的低いとき(例えば600〜650℃のとき)、保磁力の低下が顕著である。発明者が検討した結果によると、結晶化開始温度(585℃)以下の保持温度でも充分に緻密化が進んでいたが、比較的低い保持温度で高い保磁力が得られなかった理由は、結晶化が不均一に生じるためであると考えられる。
【0085】
図6のグラフに示されているデータのうち、結晶化していない粉末を用いて熱間成形を行った試料(■)を抽出し、図7のグラフに結晶化粉末のデータとともに記載する。図7のグラフにおける「□」は、結晶化してない粉末に対して熱間成形を行う代わりに、赤外線加熱炉による熱処理を行った場合の保磁力HcJを示している。
【0086】
図7からわかるように、粉末状態で結晶化熱処理を施した場合は、保持温度が600〜700℃の広い範囲で安定して高い保磁力が得られるのに対し、第1段の熱処理しか行わない従来の熱間成形工程によれば、保持温度が比較的低い場合に極めて低い保磁力しか得られない。
【0087】
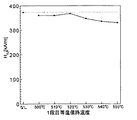
次に、上記の結晶化していない粉末に対して、熱間成形を行う代わりに、赤外線加熱炉により、2段階の熱処理を行った。熱処理の温度プロファイルは、熱間成形工程における2段階の熱処理と同一設定で行った。このとき、2段階熱処理の第1段熱処理の保持温度と保磁力との関係を測定によって求めた。その結果を図9のグラフに示す。
【0088】
図9からわかるように、粉末に対して2段階の熱処理を行う場合は、第1短熱処理の有無によって保磁力はほとんど変化せず、2段階の熱処理を行う意義は少ないと考えられる。
【0089】
[組成限定理由]
最後に、合金組成の限定理由を説明する。
【0090】
希土類元素Rは、ハード磁性相であるR2Fe14Bに必須の元素である。本発明でのRは、PrおよびNdの一方または両方の元素を90原子%以上含有し、残部が他のランタン系列元素またはYの一種以上の元素を0%以上10%未満含有する。PrおよびNdのいずれか一方の元素は、一軸結晶磁気異方性を持つR2Fe14Bを生成するために不可欠である。PrおよびNd以外の希土類元素は、適宜任意に選択される。Rの組成比は、1原子%を下回ると保磁力発生の効果が少なすぎるので好ましくない。一方、Rの組成比が6原子%を超えると、Fe3B相およびNd2Fe14B相が生成されず、α−Fe相が主相となってしまうため、保磁力が著しく低下してしまうことになる。以上のことから、Rの組成比xについては、1≦x≦6であることが好ましい。
【0091】
QはBおよび/またはC(炭素)であり、好ましくはBを必須とする。Bは、ソフト磁性相であるFe3Bおよびハード磁性相であるR2Fe14Bの両方にとって必須の元素であるが、その一部または全部がCで置き換えられてもよい。Qの組成比yが15≦y≦30原子%の範囲から外れると、所要の保磁力が発揮されないため、Qの組成比yについては15≦y≦30であることが好ましい。更に、Qがこの組成範囲を外れると、融点が上昇し、溶解温度および貯湯容器の保温温度を高める必要が生じ、また、非晶質生成能も低下するので所望の急冷合金組織が得られにくくなる。
【0092】
Mは、保磁力をできるだけ増加させたい場合などに添加する。Mの添加割合が7原子%を超えると、磁化が低下する。従って、Mの組成比zについて、0≦z≦7が成立することが好ましい。Mの中で、例えばCrは保磁力増加の他に耐食性向上の効果も発揮する。また、Cu、Au、Agは結晶化熱処理工程での適正温度範囲を拡大する効果がある。
【0093】
【発明の効果】
本発明によるナノコンポジット磁石粉末の製造方法によれば、真密度の85%以上の高い密度を有し、かつ保磁力HcJも高い熱間成形型ナノコンポジット磁石を安定して提供することができる。
【図面の簡単な説明】
【図1】熱間成形における熱処理温度と熱処理時間との関係(ヒートパターン)を示す図である。
【図2】本発明で用いるナノコンポジット磁石用原料合金(急冷凝固合金)の熱分析曲線を示すグラフである。
【図3】本発明によるナノコンポジット磁石用原料合金を製造する方法に用いるストリップキャスト装置の全体構成例を示す断面図である。
【図4】本発明の実施形態で好適に用いられる放電プラズマ焼結装置の金型の構成を示す図である。
【図5】本発明の実施形態で好適に用いられる真空ホットプレス装置の金型の構成を示す図である。
【図6】1段熱処理の熱間成形によって作製したバルク状ナノコンポジット磁石における密度および保磁力の等温保持温度依存性を示すグラフである。
【図7】熱間成形型ナノコンポジット磁石およびナノコンポジット磁石粉末における保磁力の等温保持温度依存性を示すグラフである。
【図8】ナノコンポジット磁石の粉末について2段階熱処理を行った場合における第1段目熱処理の等温保持温度依存性を示すグラフである。
【符号の説明】
1 ストリップキャスト装置
3 合金溶湯
5 破砕凝固合金
10 メインチャンバ
12 溶解炉
14 冷却ロール
16 シュート(タンディッシュ)
16a シュートの端部
20 回収手段
26 回収容器
28 シャッタ
30 サブチャンバ
32 回収容器の蓋
41 スリーブ
42 ダイ
43 上パンチ
44 下パンチ
51 スリーブ
52 ダイ
53 上パンチ
54 下パンチ
Claims (13)
- Fe100−x−y−zRxQyMzで表されるナノコンポジット磁石用原料合金であって、RはPrおよびNdの一方または両方の元素を90原子%以上含有し、残部が他のランタン系列元素またはYの一種以上の元素を0%以上10%未満含有する希土類元素であり、QはBおよび/またはC、MはCo、Al、Si、Ti、V、Cr、Mn、Ni、Cu、Ga、Zr、Nb、Mo、Hf、Ta、W、Pt、Pb、AuおよびAgからなる群から選択された一種以上の元素であり、組成比x、y、zおよびuが、1≦x≦6、15≦y≦30、0≦z≦7を満足し、非晶質組織を含むナノコンポジット磁石用原料合金の粉末を用意する工程と、
前記ナノコンポジット磁石用原料合金の粉末に対して圧力および熱を加えて成形する熱間成形工程と、
を含む熱間成形型ナノコンポジット磁石の製造方法であって、
前記熱間成形工程は、
第1結晶化発熱温度TC1よりも低い温度T1で熱処理を行う第1段熱処理工程と、
第2結晶化発熱温度TC2以上(TC1≦TC2)の温度T2で熱処理を行う第2段熱処理工程と、
を包含し、前記第1段熱処理工程は、TC1−T1が40℃以上120℃以下となる温度T1で1分間以上保持する工程を含む、熱間成形型ナノコンポジット磁石の製造方法。 - T2−TC2は0℃以上100℃以下である請求項1に記載の製造方法。
- 前記ナノコンポジット磁石用原料合金の粉末に含まれる非晶質組織の体積比率は、前記熱間成形工程の前において、全体の50%以上である、請求項1または2に記載の製造方法。
- 前記第1結晶化発熱温度TC1は、Fe3B型化合物が結晶化する温度であり、前記第2結晶化発熱温度TC2は、R2Fe14B型化合物が結晶化する温度である、請求項1から3のいずれかに記載の製造方法。
- 前記第1段熱処理工程を行った後、前記温度T1から処理温度を低下させずに前記温度T2まで昇温する、請求項1から4のいずれかに記載の製造方法。
- 前記温度T1から温度T2まで昇温する工程は、5℃/分以上300℃/分以下の昇温レートで行う請求項5に記載の製造方法。
- 前記熱間成形工程を開始するために室温から前記温度T1まで5℃/分以上300℃/分以下の昇温レートで昇温する請求項1から6のいずれかに記載の製造方法。
- 前記第1段熱処理工程は、3分以上60分以下の時間、温度T1で保持する工程を含む請求項1から7のいずれかに記載の製造方法。
- 前記第2段熱処理工程は、1分以上60分以下の時間、温度T2で保持する工程を含む請求項1から7のいずれかに記載の製造方法。
- 前記熱間成形工程において、98MPa以上の圧力を前記粉末に印加する請求項1から9のいずれかに記載の製造方法。
- 前記熱間成形工程によって形成される成形体の密度は、真密度の85%以上である請求項10に記載の製造方法。
- 前記粉末を用意する工程は、
前記原料合金の溶湯を形成する工程と、
前記溶湯を急冷凝固させる工程と、
前記原料合金を粉砕する工程と、を包含する請求項1から11のいずれかに記載の製造方法。 - 前記熱間成形工程は、放電プラズマ焼結装置またはホットプレス装置を用いて行う請求項1から12のいずれかに記載の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003086134A JP2004339527A (ja) | 2003-03-20 | 2003-03-26 | 熱間成形型ナノコンポジット磁石の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003076935 | 2003-03-20 | ||
| JP2003086134A JP2004339527A (ja) | 2003-03-20 | 2003-03-26 | 熱間成形型ナノコンポジット磁石の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004339527A true JP2004339527A (ja) | 2004-12-02 |
| JP2004339527A5 JP2004339527A5 (ja) | 2006-01-05 |
Family
ID=33542978
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003086134A Pending JP2004339527A (ja) | 2003-03-20 | 2003-03-26 | 熱間成形型ナノコンポジット磁石の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004339527A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100736646B1 (ko) | 2006-02-02 | 2007-07-09 | 한양대학교 산학협력단 | 코발트계 비정질 합금을 이용한 자기센서소자 및 이의제조방법 |
| CN100432271C (zh) * | 2007-02-09 | 2008-11-12 | 上海大学 | 一种具有硬磁性的铁基大块非晶合金及其制备方法 |
| CN100432268C (zh) * | 2007-02-09 | 2008-11-12 | 上海大学 | 一种Fe基大块非晶合金及其制备方法 |
-
2003
- 2003-03-26 JP JP2003086134A patent/JP2004339527A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100736646B1 (ko) | 2006-02-02 | 2007-07-09 | 한양대학교 산학협력단 | 코발트계 비정질 합금을 이용한 자기센서소자 및 이의제조방법 |
| CN100432271C (zh) * | 2007-02-09 | 2008-11-12 | 上海大学 | 一种具有硬磁性的铁基大块非晶合金及其制备方法 |
| CN100432268C (zh) * | 2007-02-09 | 2008-11-12 | 上海大学 | 一种Fe基大块非晶合金及其制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4591633B2 (ja) | ナノコンポジットバルク磁石およびその製造方法 | |
| EP1358660B1 (en) | Method of making material alloy for iron-based rare earth magnet | |
| JP3932143B2 (ja) | 磁石の製造方法 | |
| JPWO2002030595A1 (ja) | ストリップキャスト法を用いたナノコンポジット型永久磁石用原料合金の製造方法 | |
| JP3365625B2 (ja) | ナノコンポジット磁石粉末および磁石の製造方法 | |
| JP3845461B2 (ja) | ボンド磁石用永久磁石合金粉末の製造方法及びその装置 | |
| JP4329318B2 (ja) | 希土類焼結磁石およびその製造方法 | |
| JP7358989B2 (ja) | 永久磁石 | |
| US7958929B2 (en) | Apparatus for producing alloy and rare earth element alloy | |
| Ishihara et al. | Consolidation of Fe-Co-Nd-Dy-B glassy powders by spark-plasma sintering and magnetic properties of the consolidated alloys | |
| JP2000348919A (ja) | ナノコンポジット結晶質焼結磁石およびその製造方法 | |
| JP3505261B2 (ja) | Sm−Co系永久磁石材料、永久磁石及びその製造法 | |
| JP3604308B2 (ja) | ナノコンポジット磁石用原料合金、その粉末および製造方法、ならびにナノコンポジット磁石粉末および磁石の製造方法 | |
| EP0306599B1 (en) | Method and apparatus for producing magnetically anisotropic Nd-Fe-B magnet material | |
| JPH11323509A (ja) | 硬磁性合金圧密成形体およびその製造方法 | |
| JP4120253B2 (ja) | ナノコンポジット磁石用急冷合金およびその製造方法 | |
| JP2004339527A (ja) | 熱間成形型ナノコンポジット磁石の製造方法 | |
| JP5344296B2 (ja) | タンディッシュとそれを用いたr−t−b系合金の製造方法 | |
| JP3452561B2 (ja) | 希土類磁石およびその製造方法 | |
| JP4644986B2 (ja) | 異方性鉄基永久磁石およびその製造方法 | |
| JPH09263913A (ja) | 硬磁性合金圧密体およびその製造方法 | |
| JPH10172850A (ja) | 異方性永久磁石の製造方法 | |
| JPH1171645A (ja) | 硬磁性合金焼結体とその製造方法 | |
| JPH10189319A (ja) | 異方性永久磁石用原料粉末の製造方法 | |
| JPH0582319A (ja) | 永久磁石 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051115 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070531 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20070606 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070703 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070824 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080513 |