JP2004308162A - 突板貼り薄床材 - Google Patents
突板貼り薄床材 Download PDFInfo
- Publication number
- JP2004308162A JP2004308162A JP2003100554A JP2003100554A JP2004308162A JP 2004308162 A JP2004308162 A JP 2004308162A JP 2003100554 A JP2003100554 A JP 2003100554A JP 2003100554 A JP2003100554 A JP 2003100554A JP 2004308162 A JP2004308162 A JP 2004308162A
- Authority
- JP
- Japan
- Prior art keywords
- veneer
- plywood
- base material
- resin
- veneers
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Floor Finish (AREA)
- Finished Plywoods (AREA)
- Veneer Processing And Manufacture Of Plywood (AREA)
Abstract
【課題】薄型で、堅牢であり、表面が天然木調にデザインされるとともに、周囲に相じゃくり加工を施されたリフォーム用の突板貼り薄床材を提供する。
【解決手段】全厚さが3mm以下となるように、化粧突板2、基材合板1、下面木質材3を順に積層してなり、かつ、周囲に相じゃくり加工が施されているとともに、上記基材合板1を構成する複数枚の単板のうち、少なくとも最上部の単板が熱硬化性樹脂により樹脂処理されていることを特徴とする突板貼り薄床材。
【選択図】図2
【解決手段】全厚さが3mm以下となるように、化粧突板2、基材合板1、下面木質材3を順に積層してなり、かつ、周囲に相じゃくり加工が施されているとともに、上記基材合板1を構成する複数枚の単板のうち、少なくとも最上部の単板が熱硬化性樹脂により樹脂処理されていることを特徴とする突板貼り薄床材。
【選択図】図2
Description
【0001】
【発明の属する技術分野】
本発明は、薄床材に関する。さらに詳しくは、床のリフォーム等を行う際に用いる突板貼り薄床材に関する。
【0002】
【従来の技術】
近年、住宅のリフォームが広く行われており、なかでも、床をリフォームする際は、既設の床材を剥がすことなく直接施工する方が、作業も簡単であり、経済的でもある。そこで、既存のフロア、例えば木質フローリングの上に粘着剤等を用いて貼着施工するための床材が種々提案されている(特許文献1、2、3。)。
【0003】
【特許文献1】
特開2001−288880号公報(第1−3頁、第1図)
【特許文献2】
特開平11−182009号公報(第1−4頁、第1図、第2図)
【特許文献3】
実開平6−67675号公報(第1−2頁、第2図、第3図)
【0004】
【発明が解決しようとする課題】
上記床材は、貼着して用いられるため、全体の厚みが薄く、かつ、堅牢で、デザイン性に優れるとともに、施工の際の床材接合用に、周囲に相じゃくり構造を施すことが求められる。しかしながら、従来の薄床材に相じゃくり加工を行うには、その強度が十分ではないため、割れ、欠け等が発生するという問題がある。本発明は、このような問題点を解決するためになされたものであって、その課題とするところは、薄型で、かつ、堅牢であり、表面が天然木調にデザインされているとともに、周囲が相じゃくり構造とされたリフォーム等に用いられる突板貼り薄床材を提供することにある。
【0005】
【課題を解決するための手段】
本発明は、上記課題を解決するために、つぎのような技術的手段を講じている。すなわち、本発明によれば、全厚さが3mm以下となるように、化粧突板、基材合板、下面木質材を順に積層してなり、かつ、周囲に相じゃくり加工が施されているとともに、上記基材合板を構成する複数枚の単板のうち、少なくとも最上部の単板が熱硬化性樹脂により樹脂処理されていることを特徴とする突板貼り薄床材が提供される。このようにすることによって、堅牢で、天然木調の自然な外観を有するとともに、周囲が相じゃくり構造とされた突板貼り薄床材を提供することができる。
【0006】
上記基材合板が、少なくとも3枚の単板を繊維方向をクロスさせて積層したものであることが好ましい。このようにすることによって、少なくとも3枚の単板の強度が方向性を持たないようにされているため、基材合板が一方向にのみ撓むことなく、しっかりと荷重を受けることができる。
【0007】
上記基材合板を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂を塗布して行われることが好ましい。すなわち、基材合板の表面に熱硬化性樹脂を塗布し、加熱、硬化させ、結果的に、基材合板を構成する単板のうち、少なくとも最上部の単板の上面を樹脂処理したものとすることが好ましい。あるいは、基材合板を構成する単板のうち、少なくとも最上部の単板に、予め、熱硬化性樹脂を塗布し、加熱、硬化させ、その後、熱硬化性樹脂塗布面(下面)を接着面として残りの単板と接着させ、基材合板としてもよい。さらに、基材合板を構成する単板のうち、少なくとも最上部の単板の上面、下面両方に熱硬化性樹脂を塗布し、基材合板としてもよい。このようにすることによって、基材合板を構成する単板のうち、少なくとも最上部の単板が、熱硬化性樹脂により補強されているため、基材合板自体の強度が向上し、容易に相じゃくりを施せるとともに、堅牢な突板貼り薄床材とすることができる。
【0008】
上記基材合板を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂中に浸漬して行われることが好ましい。熱硬化性樹脂を含浸した単板を加熱、硬化させ、その後、樹脂処理した単板と残りの単板とを熱圧着させて基材合板とする。このようにすることによって、基材合板を構成する単板のうち、少なくとも最上部の単板が、熱硬化性樹脂により補強されているため、基材合板自体の強度が向上し、容易に相じゃくりを施せるとともに、堅牢な突板貼り薄床材とすることができる。
【0009】
上記化粧突板の表面にウレタン塗装が施されることが好ましい。例えば、透明ウレタン塗料を用いることによって、透明な塗膜が形成され、表面硬度の向上を図ることができる。このようにすることによって、引っかき硬さに優れるとともに、耐磨耗性に優れた突板貼り薄床材とすることができる。
【0010】
【発明の実施の形態】
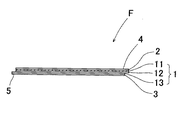
以下、本発明の好ましい実施の形態について、図面を参照して、詳細に説明する。図1は、本発明にかかる突板貼り薄床材の概略構成を示す説明図である。図1からよくわかるように、突板貼り薄床材Fは、上から順に、化粧突板2、3枚の単板を繊維方向をクロスして積層圧着してなる基材合板1、下面木質材3を積層して構成される。図1において、斜線を施した第1層単板11(最上部)は、熱硬化性樹脂により樹脂処理され、第2層単板12、第3層単板13と順に積層され、熱圧着されている。上記基材合板1の上面に化粧突板2を、下面に木質材3をさらに熱圧着し、全体の厚さを3mm以下とすることによって、本発明の突板貼り薄床材Fを得ることができる。図2は、かくして得られた突板貼り薄床材Fの周囲に相じゃくり加工を施した状態を示す側面図である。図2において、符号4は相じゃくり上片を、符号5は相じゃくり下片を示す。
【0011】
【実施例】
以下実施例により、本発明をさらに詳細に説明する。
【0012】
【製造例1】
(基材合板Aの製造)3枚のラワン単板(厚さ0.6mm)を繊維方向をクロスさせ、水性ビニルエマルジョン接着剤を用いて熱圧着させて基材合板を得た。ついで、上記基材合板の表面にメラミン樹脂を、塗布量200g/m2で塗布し、120℃に加熱、硬化させた。このようにして、結果的に、基材合板を構成する3枚の単板のうち、第1層単板11(最上部)の上面が熱硬化性樹脂により樹脂処理された基材合板Aを得た。
【0013】
【実施例1】
上記のようにして得られた基材合板Aのメラミン樹脂処理面に、水性ビニルエマルジョン接着剤を、塗布量100g/m2で塗布し、その上に化粧突板2(厚さ0.2mm)を載置するとともに、基材合板Aの裏面にも水性ビニルエマルジョン接着剤を、塗布量100g/m2で塗布し、下面木質材3(厚さ0.2mm)の上に重ね、110℃で1分間プレスした。かくして得られた、化粧突板2、基材合板1、下面木質材3を積層してなる薄床材の表面に建材用ウレタン塗装を施し、所定サイズにカットした後、幅方向、長さ方向の4面に3mm幅で相じゃくり加工を行い、相じゃくり上片4、相じゃくり下片5を備えた突板貼り薄床材を得た。
【0014】
【製造例2】
(基材合板Bの製造)製造例1において、基材合板の表面に塗布する熱硬化性樹脂をメラミン樹脂に替えてアクリル樹脂を用いた以外はすべて同一条件として、基材合板Bを得た。
【0015】
【実施例2】
実施例1において、基材合板Aに替えて基材合板Bを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0016】
【製造例3】
(基材合板Cの製造)製造例1において、基材合板の表面に塗布する熱硬化性樹脂をメラミン樹脂に替えてエポキシ樹脂を用いた以外はすべて同一条件として、基材合板Cを得た。
【0017】
【実施例3】
実施例1において、基材合板Aに替えて基材合板Cを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0018】
【製造例4】
(基材合板Dの製造)ラワン単板(厚さ0.6mm)の片面に、メラミン樹脂を塗布量200g/m2で塗布し、120℃に加熱、硬化させた。ついで、このメラミン樹脂処理面を接着面とし、さらに上記と同じ厚さのラワン単板2枚を繊維方向をクロスさせ、水性ビニルエマルジョン接着剤を用いて熱圧着し、基材合板Dを得た。すなわち、基材合板を構成する3枚の単板のうち、第1層単板11(最上部)の下面が樹脂処理された基材合板Dを得た。
【0019】
【実施例4】
実施例1において、基材合板Aに替えて基材合板Dを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0020】
【製造例5】
(基材合板Eの製造)製造例4において、基材合板の表面に塗布する熱硬化性樹脂をメラミン樹脂に替えてアクリル樹脂を用いた以外はすべて同一条件として、基材合板Eを得た。
【0021】
【実施例5】
実施例1において、基材合板Aに替えて基材合板Eを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0022】
【比較例1】
実施例1において、基材合板Aに替えて、3枚の単板を熱圧着し、何らの樹脂処理を行わない基材合板Hを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0023】
(性能評価)上記各実施例および比較例で得られた突板貼り薄床材の表面硬度を測定した。測定は鉛筆硬度法により行った。すなわち、鉛筆の先端を尖らせ、垂直に1kgの荷重をかけた状態で鉛筆を引っ張り、突板貼り薄床材の表面のウレタン塗膜に傷が付くかどうかを試験した。例えば、3Hで傷が付けば塗膜の鉛筆硬度は2Hとした。得られた測定結果を表1に示す。
【0024】
【表1】
 【0025】
【0025】
表1の結果からよくわかるように、上記基材合板を構成する3枚の単板のうち、第1層単板11(最上部)の上面、または下面を熱硬化性樹脂により樹脂処理することにより、基材合板1自体の強度が向上することによって、化粧突板の表面のウレタン塗膜の硬度を顕著に向上させることが明らかである。なお、本実施例においては、上記第1層単板11の片面のみを樹脂処理しているが、両面を樹脂処理すれば、さらに良好な結果が得られる。また、樹脂処理を浸漬法により行っても本実施例と同様に、化粧突板の表面硬度の向上を図ることができる。
【0026】
【発明の効果】
以上述べたように、請求項1に記載の発明は、全厚さが3mm以下となるように、化粧突板2、基材合板1、下面木質材3を順に積層してなり、かつ、周囲に相じゃくり加工が施されているとともに、上記基材合板1を構成する複数枚の単板のうち、少なくとも最上部の単板が熱硬化性樹脂により樹脂処理されていることを特徴とする突板貼り薄床材である。このようにすることによって、堅牢で、天然木調の自然な外観を有するとともに、周囲が相じゃくり構造とされた突板貼り薄床材を提供することができる。
【0027】
請求項2に記載の発明は、上記基材合板1が、少なくとも3枚の単板を繊維方向をクロスさせて積層してなるものとされる。このようにすることによって、請求項1に記載の発明の効果に加えて、少なくとも3枚の単板の強度が方向性を持たないようにされているため、基材合板1が一方向に撓むことなく、しっかりと荷重を受けることができる。
【0028】
請求項3に記載の発明は、上記基材合板1を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂を塗布して行われる。すなわち、基材合板の表面に熱硬化性樹脂を塗布し、加熱、硬化させ、結果的に、基材合板を構成する単板のうち、少なくとも最上部の単板の上面を樹脂処理したものとされる。あるいは、基材合板1を構成する単板のうち、少なくとも最上部の単板に、予め、熱硬化性樹脂を塗布し、加熱、硬化させ、その後、熱硬化性樹脂塗布面(下面)を接着面として残りの単板と接着させて合板としてもよい。さらに、基材合板1を構成する単板のうち、少なくとも最上部の単板の上面、下面両方に熱硬化性樹脂を塗布し基材合板としてもよい。このようにすることによって、請求項1に記載の発明の効果に加えて、基材合板1を構成する単板のうち、少なくとも最上部の単板が、熱硬化性樹脂により補強されているため、基材合板1自体の強度が向上し、容易に相じゃくり加工を施せるとともに、堅牢な突板貼り薄床材とすることができる。
【0029】
請求項4に記載の発明は、上記基材合板1を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂中に浸漬して行われる。熱硬化性樹脂を含浸した単板を加熱、硬化させ、その後、樹脂処理した単板と残りの単板とを熱圧着させて基材合板とする。このようにすることによって、請求項1に記載の発明の効果に加えて、基材合板1を構成する単板のうち、少なくとも最上部の単板が、熱硬化性樹脂により補強されているため、基材合板1自体の強度が向上し、容易に相じゃくり加工を施せるとともに、堅牢な突板貼り薄床材とすることができる。
【0030】
請求項5に記載の発明は、上記化粧突板2の表面にウレタン塗装が施されるものとされる。例えば、透明ウレタン塗料を用いることによって、透明な塗膜が形成され、表面硬度の向上を図ることができる。このようにすることによって、請求項1に記載の発明の効果に加えて、引っかき硬さに優れるとともに、耐磨耗性に優れた突板貼り薄床材とすることができる。
【図面の簡単な説明】
【図1】本発明にかかる突板貼り薄床材の概略構成を示す説明図である。
【図2】相じゃくり加工を施した本発明の突板貼り薄床材状態を示す側面図である。
【符号の説明】
1 基材合板
11 第1層単板(最上部)
12 第2層単板
13 第3層単板
2 表面突板
3 下面木質板
4 相じゃくり上片
5 相じゃくり下片
【発明の属する技術分野】
本発明は、薄床材に関する。さらに詳しくは、床のリフォーム等を行う際に用いる突板貼り薄床材に関する。
【0002】
【従来の技術】
近年、住宅のリフォームが広く行われており、なかでも、床をリフォームする際は、既設の床材を剥がすことなく直接施工する方が、作業も簡単であり、経済的でもある。そこで、既存のフロア、例えば木質フローリングの上に粘着剤等を用いて貼着施工するための床材が種々提案されている(特許文献1、2、3。)。
【0003】
【特許文献1】
特開2001−288880号公報(第1−3頁、第1図)
【特許文献2】
特開平11−182009号公報(第1−4頁、第1図、第2図)
【特許文献3】
実開平6−67675号公報(第1−2頁、第2図、第3図)
【0004】
【発明が解決しようとする課題】
上記床材は、貼着して用いられるため、全体の厚みが薄く、かつ、堅牢で、デザイン性に優れるとともに、施工の際の床材接合用に、周囲に相じゃくり構造を施すことが求められる。しかしながら、従来の薄床材に相じゃくり加工を行うには、その強度が十分ではないため、割れ、欠け等が発生するという問題がある。本発明は、このような問題点を解決するためになされたものであって、その課題とするところは、薄型で、かつ、堅牢であり、表面が天然木調にデザインされているとともに、周囲が相じゃくり構造とされたリフォーム等に用いられる突板貼り薄床材を提供することにある。
【0005】
【課題を解決するための手段】
本発明は、上記課題を解決するために、つぎのような技術的手段を講じている。すなわち、本発明によれば、全厚さが3mm以下となるように、化粧突板、基材合板、下面木質材を順に積層してなり、かつ、周囲に相じゃくり加工が施されているとともに、上記基材合板を構成する複数枚の単板のうち、少なくとも最上部の単板が熱硬化性樹脂により樹脂処理されていることを特徴とする突板貼り薄床材が提供される。このようにすることによって、堅牢で、天然木調の自然な外観を有するとともに、周囲が相じゃくり構造とされた突板貼り薄床材を提供することができる。
【0006】
上記基材合板が、少なくとも3枚の単板を繊維方向をクロスさせて積層したものであることが好ましい。このようにすることによって、少なくとも3枚の単板の強度が方向性を持たないようにされているため、基材合板が一方向にのみ撓むことなく、しっかりと荷重を受けることができる。
【0007】
上記基材合板を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂を塗布して行われることが好ましい。すなわち、基材合板の表面に熱硬化性樹脂を塗布し、加熱、硬化させ、結果的に、基材合板を構成する単板のうち、少なくとも最上部の単板の上面を樹脂処理したものとすることが好ましい。あるいは、基材合板を構成する単板のうち、少なくとも最上部の単板に、予め、熱硬化性樹脂を塗布し、加熱、硬化させ、その後、熱硬化性樹脂塗布面(下面)を接着面として残りの単板と接着させ、基材合板としてもよい。さらに、基材合板を構成する単板のうち、少なくとも最上部の単板の上面、下面両方に熱硬化性樹脂を塗布し、基材合板としてもよい。このようにすることによって、基材合板を構成する単板のうち、少なくとも最上部の単板が、熱硬化性樹脂により補強されているため、基材合板自体の強度が向上し、容易に相じゃくりを施せるとともに、堅牢な突板貼り薄床材とすることができる。
【0008】
上記基材合板を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂中に浸漬して行われることが好ましい。熱硬化性樹脂を含浸した単板を加熱、硬化させ、その後、樹脂処理した単板と残りの単板とを熱圧着させて基材合板とする。このようにすることによって、基材合板を構成する単板のうち、少なくとも最上部の単板が、熱硬化性樹脂により補強されているため、基材合板自体の強度が向上し、容易に相じゃくりを施せるとともに、堅牢な突板貼り薄床材とすることができる。
【0009】
上記化粧突板の表面にウレタン塗装が施されることが好ましい。例えば、透明ウレタン塗料を用いることによって、透明な塗膜が形成され、表面硬度の向上を図ることができる。このようにすることによって、引っかき硬さに優れるとともに、耐磨耗性に優れた突板貼り薄床材とすることができる。
【0010】
【発明の実施の形態】
以下、本発明の好ましい実施の形態について、図面を参照して、詳細に説明する。図1は、本発明にかかる突板貼り薄床材の概略構成を示す説明図である。図1からよくわかるように、突板貼り薄床材Fは、上から順に、化粧突板2、3枚の単板を繊維方向をクロスして積層圧着してなる基材合板1、下面木質材3を積層して構成される。図1において、斜線を施した第1層単板11(最上部)は、熱硬化性樹脂により樹脂処理され、第2層単板12、第3層単板13と順に積層され、熱圧着されている。上記基材合板1の上面に化粧突板2を、下面に木質材3をさらに熱圧着し、全体の厚さを3mm以下とすることによって、本発明の突板貼り薄床材Fを得ることができる。図2は、かくして得られた突板貼り薄床材Fの周囲に相じゃくり加工を施した状態を示す側面図である。図2において、符号4は相じゃくり上片を、符号5は相じゃくり下片を示す。
【0011】
【実施例】
以下実施例により、本発明をさらに詳細に説明する。
【0012】
【製造例1】
(基材合板Aの製造)3枚のラワン単板(厚さ0.6mm)を繊維方向をクロスさせ、水性ビニルエマルジョン接着剤を用いて熱圧着させて基材合板を得た。ついで、上記基材合板の表面にメラミン樹脂を、塗布量200g/m2で塗布し、120℃に加熱、硬化させた。このようにして、結果的に、基材合板を構成する3枚の単板のうち、第1層単板11(最上部)の上面が熱硬化性樹脂により樹脂処理された基材合板Aを得た。
【0013】
【実施例1】
上記のようにして得られた基材合板Aのメラミン樹脂処理面に、水性ビニルエマルジョン接着剤を、塗布量100g/m2で塗布し、その上に化粧突板2(厚さ0.2mm)を載置するとともに、基材合板Aの裏面にも水性ビニルエマルジョン接着剤を、塗布量100g/m2で塗布し、下面木質材3(厚さ0.2mm)の上に重ね、110℃で1分間プレスした。かくして得られた、化粧突板2、基材合板1、下面木質材3を積層してなる薄床材の表面に建材用ウレタン塗装を施し、所定サイズにカットした後、幅方向、長さ方向の4面に3mm幅で相じゃくり加工を行い、相じゃくり上片4、相じゃくり下片5を備えた突板貼り薄床材を得た。
【0014】
【製造例2】
(基材合板Bの製造)製造例1において、基材合板の表面に塗布する熱硬化性樹脂をメラミン樹脂に替えてアクリル樹脂を用いた以外はすべて同一条件として、基材合板Bを得た。
【0015】
【実施例2】
実施例1において、基材合板Aに替えて基材合板Bを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0016】
【製造例3】
(基材合板Cの製造)製造例1において、基材合板の表面に塗布する熱硬化性樹脂をメラミン樹脂に替えてエポキシ樹脂を用いた以外はすべて同一条件として、基材合板Cを得た。
【0017】
【実施例3】
実施例1において、基材合板Aに替えて基材合板Cを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0018】
【製造例4】
(基材合板Dの製造)ラワン単板(厚さ0.6mm)の片面に、メラミン樹脂を塗布量200g/m2で塗布し、120℃に加熱、硬化させた。ついで、このメラミン樹脂処理面を接着面とし、さらに上記と同じ厚さのラワン単板2枚を繊維方向をクロスさせ、水性ビニルエマルジョン接着剤を用いて熱圧着し、基材合板Dを得た。すなわち、基材合板を構成する3枚の単板のうち、第1層単板11(最上部)の下面が樹脂処理された基材合板Dを得た。
【0019】
【実施例4】
実施例1において、基材合板Aに替えて基材合板Dを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0020】
【製造例5】
(基材合板Eの製造)製造例4において、基材合板の表面に塗布する熱硬化性樹脂をメラミン樹脂に替えてアクリル樹脂を用いた以外はすべて同一条件として、基材合板Eを得た。
【0021】
【実施例5】
実施例1において、基材合板Aに替えて基材合板Eを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0022】
【比較例1】
実施例1において、基材合板Aに替えて、3枚の単板を熱圧着し、何らの樹脂処理を行わない基材合板Hを用いた以外はすべて同一条件として、突板貼り薄床材を得た。
【0023】
(性能評価)上記各実施例および比較例で得られた突板貼り薄床材の表面硬度を測定した。測定は鉛筆硬度法により行った。すなわち、鉛筆の先端を尖らせ、垂直に1kgの荷重をかけた状態で鉛筆を引っ張り、突板貼り薄床材の表面のウレタン塗膜に傷が付くかどうかを試験した。例えば、3Hで傷が付けば塗膜の鉛筆硬度は2Hとした。得られた測定結果を表1に示す。
【0024】
【表1】
表1の結果からよくわかるように、上記基材合板を構成する3枚の単板のうち、第1層単板11(最上部)の上面、または下面を熱硬化性樹脂により樹脂処理することにより、基材合板1自体の強度が向上することによって、化粧突板の表面のウレタン塗膜の硬度を顕著に向上させることが明らかである。なお、本実施例においては、上記第1層単板11の片面のみを樹脂処理しているが、両面を樹脂処理すれば、さらに良好な結果が得られる。また、樹脂処理を浸漬法により行っても本実施例と同様に、化粧突板の表面硬度の向上を図ることができる。
【0026】
【発明の効果】
以上述べたように、請求項1に記載の発明は、全厚さが3mm以下となるように、化粧突板2、基材合板1、下面木質材3を順に積層してなり、かつ、周囲に相じゃくり加工が施されているとともに、上記基材合板1を構成する複数枚の単板のうち、少なくとも最上部の単板が熱硬化性樹脂により樹脂処理されていることを特徴とする突板貼り薄床材である。このようにすることによって、堅牢で、天然木調の自然な外観を有するとともに、周囲が相じゃくり構造とされた突板貼り薄床材を提供することができる。
【0027】
請求項2に記載の発明は、上記基材合板1が、少なくとも3枚の単板を繊維方向をクロスさせて積層してなるものとされる。このようにすることによって、請求項1に記載の発明の効果に加えて、少なくとも3枚の単板の強度が方向性を持たないようにされているため、基材合板1が一方向に撓むことなく、しっかりと荷重を受けることができる。
【0028】
請求項3に記載の発明は、上記基材合板1を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂を塗布して行われる。すなわち、基材合板の表面に熱硬化性樹脂を塗布し、加熱、硬化させ、結果的に、基材合板を構成する単板のうち、少なくとも最上部の単板の上面を樹脂処理したものとされる。あるいは、基材合板1を構成する単板のうち、少なくとも最上部の単板に、予め、熱硬化性樹脂を塗布し、加熱、硬化させ、その後、熱硬化性樹脂塗布面(下面)を接着面として残りの単板と接着させて合板としてもよい。さらに、基材合板1を構成する単板のうち、少なくとも最上部の単板の上面、下面両方に熱硬化性樹脂を塗布し基材合板としてもよい。このようにすることによって、請求項1に記載の発明の効果に加えて、基材合板1を構成する単板のうち、少なくとも最上部の単板が、熱硬化性樹脂により補強されているため、基材合板1自体の強度が向上し、容易に相じゃくり加工を施せるとともに、堅牢な突板貼り薄床材とすることができる。
【0029】
請求項4に記載の発明は、上記基材合板1を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂中に浸漬して行われる。熱硬化性樹脂を含浸した単板を加熱、硬化させ、その後、樹脂処理した単板と残りの単板とを熱圧着させて基材合板とする。このようにすることによって、請求項1に記載の発明の効果に加えて、基材合板1を構成する単板のうち、少なくとも最上部の単板が、熱硬化性樹脂により補強されているため、基材合板1自体の強度が向上し、容易に相じゃくり加工を施せるとともに、堅牢な突板貼り薄床材とすることができる。
【0030】
請求項5に記載の発明は、上記化粧突板2の表面にウレタン塗装が施されるものとされる。例えば、透明ウレタン塗料を用いることによって、透明な塗膜が形成され、表面硬度の向上を図ることができる。このようにすることによって、請求項1に記載の発明の効果に加えて、引っかき硬さに優れるとともに、耐磨耗性に優れた突板貼り薄床材とすることができる。
【図面の簡単な説明】
【図1】本発明にかかる突板貼り薄床材の概略構成を示す説明図である。
【図2】相じゃくり加工を施した本発明の突板貼り薄床材状態を示す側面図である。
【符号の説明】
1 基材合板
11 第1層単板(最上部)
12 第2層単板
13 第3層単板
2 表面突板
3 下面木質板
4 相じゃくり上片
5 相じゃくり下片
Claims (5)
- 全厚さが3mm以下となるように、化粧突板、基材合板、下面木質材を順に積層してなり、かつ、周囲に相じゃくり加工が施されているとともに、上記基材合板を構成する複数枚の単板のうち、少なくとも最上部の単板が熱硬化性樹脂により樹脂処理されていることを特徴とする突板貼り薄床材。
- 上記基材合板が、少なくとも3枚の単板を繊維方向をクロスさせて積層したものである請求項1に記載の突板貼り薄床材。
- 上記基材合板を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂を塗布して行われる請求項1に記載の突板貼り薄床材。
- 上記基材合板を構成する複数枚の単板のうち、少なくとも最上部の単板に行う樹脂処理が、熱硬化性樹脂中に浸漬して行われる請求項1に記載の突板貼り薄床材。
- 上記化粧突板の表面にウレタン塗装が施された請求項1に記載の突板貼り薄床材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003100554A JP2004308162A (ja) | 2003-04-03 | 2003-04-03 | 突板貼り薄床材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003100554A JP2004308162A (ja) | 2003-04-03 | 2003-04-03 | 突板貼り薄床材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004308162A true JP2004308162A (ja) | 2004-11-04 |
Family
ID=33464656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003100554A Pending JP2004308162A (ja) | 2003-04-03 | 2003-04-03 | 突板貼り薄床材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004308162A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015143432A (ja) * | 2014-01-31 | 2015-08-06 | パナソニックIpマネジメント株式会社 | 床材 |
| JP2021017774A (ja) * | 2019-07-23 | 2021-02-15 | パナソニックIpマネジメント株式会社 | 床材 |
| CN113183258A (zh) * | 2021-05-21 | 2021-07-30 | 大亚(江苏)地板有限公司 | 表板为稳定化木的实木复合地板的生产工艺及其地板 |
-
2003
- 2003-04-03 JP JP2003100554A patent/JP2004308162A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015143432A (ja) * | 2014-01-31 | 2015-08-06 | パナソニックIpマネジメント株式会社 | 床材 |
| JP2021017774A (ja) * | 2019-07-23 | 2021-02-15 | パナソニックIpマネジメント株式会社 | 床材 |
| JP7257642B2 (ja) | 2019-07-23 | 2023-04-14 | パナソニックIpマネジメント株式会社 | 床材 |
| CN113183258A (zh) * | 2021-05-21 | 2021-07-30 | 大亚(江苏)地板有限公司 | 表板为稳定化木的实木复合地板的生产工艺及其地板 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7989050B2 (en) | Building slab, floor panels in particular, and method of manufacturing the same | |
| JP2004308162A (ja) | 突板貼り薄床材 | |
| JP2008120024A (ja) | 化粧板の製造方法 | |
| JP5415214B2 (ja) | 天然木薄紙、その製法、その施工方法および金属化粧板 | |
| KR20070014510A (ko) | 모양층 및 목질계 보드를 포함하는 마루바닥재 | |
| CN103029500A (zh) | 一种木质浮雕结构及制造方法 | |
| WO2010038261A1 (ja) | 天然木薄紙およびその製法 | |
| JPH11170210A (ja) | 化粧板の製造方法 | |
| JP4561310B2 (ja) | 化粧ボード及び化粧ボードの製造方法 | |
| JP3046677B2 (ja) | 床 材 | |
| JPH09174506A (ja) | 木質建築材の製造方法 | |
| CN211251596U (zh) | 可弯板 | |
| JP2007090590A (ja) | 可撓性化粧ボード | |
| JPH0642154U (ja) | 複合化粧板 | |
| JPH02289341A (ja) | 立体形状を有する化粧合板 | |
| JP2534927B2 (ja) | 突板シ―ト | |
| JP2743447B2 (ja) | 突板張り金属部材の製造方法 | |
| JPS5981165A (ja) | 表面硬化化粧板の製造方法 | |
| JP4818545B2 (ja) | 幕板及び幕板付き天板 | |
| JP3145072B2 (ja) | 建築用板 | |
| JP2549259Y2 (ja) | 積層板 | |
| JPH0721313Y2 (ja) | 木質化粧材 | |
| JP5643566B2 (ja) | 床材及びその製造方法 | |
| EP4405174A2 (en) | Methods of producing laminate boards | |
| JP2003025308A (ja) | 木質床材 |