JP2004307931A - 連続鋳造鋳片およびその鋳造方法 - Google Patents
連続鋳造鋳片およびその鋳造方法 Download PDFInfo
- Publication number
- JP2004307931A JP2004307931A JP2003103009A JP2003103009A JP2004307931A JP 2004307931 A JP2004307931 A JP 2004307931A JP 2003103009 A JP2003103009 A JP 2003103009A JP 2003103009 A JP2003103009 A JP 2003103009A JP 2004307931 A JP2004307931 A JP 2004307931A
- Authority
- JP
- Japan
- Prior art keywords
- slab
- unsolidified
- thickness
- reduction
- cast piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Continuous Casting (AREA)
Abstract
【解決手段】鋳片をバルジングさせた後、少なくとも一対の圧下ロールで内部に未凝固部を含む鋳片を圧下する連続鋳造方法であって、鋳片の中心固相率が0.2 以下の位置で圧下を開始し、かつ下記式(イ)を満足する圧下量で圧下する連続鋳造方法。
D3 ≦D1 ・・・(イ)
ここで、D3 :下記式(ロ)で定義する鋳片の圧下開始位置における未凝固部の平均液相厚さ(mm)、D1 :鋳片の圧下量(mm)である。
D3 =[(1.2 −fs)/2]×D2 ・・・(ロ)
但し、D2 :鋳片の圧下開始位置における鋳片未凝固部の厚さ(mm)、
fs :鋳片の圧下開始位置における鋳片の中心固相率。
【選択図】 図3
Description
【発明の属する技術分野】
本発明は、例えば耐水素誘起割れ性に優れた鋼板を製造する素材として適した連続鋳造鋳片、および偏析の発生を低減することができ、中心偏析を鋳片横断面の全幅方向に渡って均一に軽減することのできる連続鋳造方法に関する。
【0002】
【従来の技術】
連続鋳造による鋳片の製造では、しばしば中心偏析と呼ばれる内部欠陥が発生し問題となる。この中心偏析は、鋳片の最終凝固部となる厚さ方向における中心部にC、S、PおよびMnなどの溶鋼成分が濃化する現象である。
【0003】
この中心偏析は、鋼材の靱性の低下や水素誘起割れの原因となるため、特に厚板製品で深刻な問題となることがある。中心偏析の防止方法として次のような技術が開示されている。
【0004】
特許文献1には、電磁攪拌装置あるいは超音波印加装置を用いて鋳片内の溶鋼を流動させることにより樹枝状晶を切断し、凝固完了点近傍に等軸晶域を形成させ、凝固収縮量より大きい3mm以上の大圧下を与えて内部割れを発生させることなく中心偏析を解消する方法が開示されている。しかし、この方法では変形抵抗の大きい鋳片両端部の凝固部を圧下して塑性変形させるため、変形抵抗の大きな鋼種や、鋳片両端部が低温になり変形抵抗が大きくなった場合等には、圧下ロールおよびフレームの撓み等により、充分な圧下効果が得られないという問題がある。
【0005】
圧下力を効率的に付与する対策案として、特許文献2には鋳片の幅方向中央の未凝固部を、キャメル・クラウン・ロールと呼ばれる大径ロールの中央部に突出部を設けた段付きロールで局部的に圧下する方法が開示されている。しかし、この方法では、段付きロールで局部的に圧下するため鋳片表面に凹部が形成され、その後の圧延工程で寸法不良や平坦度不良の原因となる。
【0006】
特許文献3には、本発明者らの発明である未凝固部を含む鋳片を一旦バルジングさせ、凝固完了直前にてバルジング量相当分を圧下して偏析を防止する方法が開示されている。しかしながら、この方法では、未凝固層の大きい領域が存在する鋳片幅方向の両端部近傍での圧下が不充分であると、鋳片幅方向における両端部近傍での中心偏析の防止は十分でない場合があり、さらなる改善が望まれている。
【0007】
また、特許文献4には、本発明者らが開発した鋳型内に静磁場を発生させる装置によって未凝固厚さを鋳片幅方向に均一にするか、または鋳片幅方向で中央部よりも両端部近傍を小さくすることで全幅に渡って安定して中心偏析を防止する方法が開示されている。しかし、この方法では未凝固部が両端部近辺まで存在し、未凝固部の厚さが大きい場合には鋳片両端部近傍に中心偏析が残存することがその後の試験により判明した。
【0008】
特許文献5において、厚さ中心部近傍でS含有率が10ppm 以下で、かつMn含有率が2.0 %以上の面積率が0.2 %未満とする鋳片、およびその鋳片を得る製造方法として、一旦バルジングさせ、鋳片を中心固相率0.2 〜0. 7の位置で圧下する方法が開示されている。しかし、鋳造前の溶鋼成分自体に高いMn濃度が要求される鋳片の製造においては、さらに偏析を改善するのが望ましいことが分かった。
【0009】
【特許文献1】特開昭61−42460号公報
【特許文献2】特開昭61−132247号公報
【特許文献3】特開平9−57410号公報
【特許文献4】特開平11−347701号公報
【特許文献5】特開2002−66705号公報
【0010】
【発明が解決しようとする課題】
本発明は、上記の問題を解消するためになされたもので、バルジング後未凝固部を含む鋳片を圧下する方法において、鋳片の厚さ中心部に発生する偏析を鋳片の幅方向全般に渡って均一に軽減することのできる連続鋳造方法、およびその方法で製造可能な耐水素誘起割れ性に優れた鋼板を製造する素材として適した連続鋳造鋳片を提供することを課題とする。
【0011】
【課題を解決するための手段】
本発明者らは、連続鋳造鋳片の全幅に渡り中心偏析を安定して軽減することのできる方法を開発するため、種々試験を重ね検討した結果下記の知見を得るに至った。
【0012】
1)連続鋳造した内部に未凝固部を含む鋳片をバルジングさせた後に、未凝固部を含む鋳片に圧下を加える従来の方法では、未凝固部の厚さが幅方向で不均一である場合に、未凝固部が厚い部分では、濃化した成分を圧下により排出(上流側の溶鋼中に絞り出されること)しきれず偏析として残存する場合があった。また、鋳片内部の未凝固厚さの厚い上流側からバルジングさせた場合や、その後の圧下において圧下力が不足した場合、鋳片両端部近傍に偏析が残存する場合があった。
【0013】
2)成分が濃化した鋳片中心部の未凝固の溶鋼を鋳片の全幅に渡って確実に上流側に排出するためには、凝固殻圧着後も圧下する方法が効果的である。そのため、鋳片の中心固相率が0.2 以下の位置で圧下を開始し、鋳片の圧下量D1 を下記式(ロ)で定義する未凝固部の平均液相厚さD3 と同等以上にすればよい。
【0014】
D3 =[(1.2 −fs)/2]×D2 ・・・(ロ)
D2 :鋳片の圧下開始位置における鋳片の未凝固部の厚さ(mm)
fs :鋳片の圧下開始位置における鋳片の中心固相率。
【0015】
3)鋳造時の鋳片はサポートロールによって鋳片が支持されているが、鋳片が矩形断面であればロールは鋳片の幅方向全面に接触するが、鋳片がバルジングした場合は断面が矩形にならず鋳片幅方向の両端部がサポートロールから離れ非接触となり、バルジングゾーンでの鋳片両端部近傍は冷却不足となり、未凝固部が厚くなる。そのため圧下しても鋳片両端部近傍に偏析が残存する場合がある。
【0016】
4)鋳片をバルジングさせることにより生じる鋳片両端部のロール非接触部分を鋳片幅方向における中央部より適切な量だけ強く冷却することにより未凝固部の厚さが鋳片幅方向で均一になるので、未凝固部を含む鋳片を圧下する際に、鋳片の両端部近傍に偏析が残存するのを防止することができる。
【0017】
5)鋳片の中心偏析が鋳片の幅方向に均一であり、偏析部のMn含有率が1.9質量%以下の鋳片は、耐水素誘起割れ性に優れた鋼板の製造用素材として適している。
【0018】
本発明は、このような知見に基づいてなされたものであり、その要旨は以下のとおりである。
(1)内部に未凝固部を含む鋳片をバルジングさせた後、内部が未凝固の状態で圧下して得た鋳片であって、質量%で、C:0.03%以上、0.2 %未満、Mn:0.7 〜1.9 %、S:0.002 %以下を含む炭素鋼または低合金鋼であって、鋳片厚さ中心部における偏析部のMn含有率が1.9 質量%以下である連続鋳造鋳片。
【0019】
(2)内部に未凝固部を含む鋳片をバルジングさせた後、少なくとも一対の圧下ロールで内部に未凝固部を含む鋳片を圧下する連続鋳造方法であって、鋳片の中心固相率が0.2 以下の位置で鋳片の圧下を開始し、かつ下記式(イ)を満足する圧下量で圧下する連続鋳造方法。
【0020】
D3 ≦D1 ・・・(イ)
ここで、D3 :下記式(ロ)で定義する鋳片の圧下開始位置における未凝固部の平均液相厚さ(mm)、D1 :鋳片の圧下量(mm)である。
【0021】
D3 =[(1.2 −fs)/2]×D2 ・・・(ロ)
但し、D2 :鋳片の圧下開始位置における鋳片の未凝固部の厚さ(mm)、
fs :鋳片の圧下開始位置における鋳片の中心固相率。
【0022】
(3)鋳型出側から圧下位置までの間で鋳片をバルジングさせることによりロールと非接触となる鋳片幅方向における両端部を冷却するための2次冷却水量を、鋳片幅方向における中央部を冷却するための2次冷却水量の1倍以上2倍未満とする上記(2)に記載の連続鋳造方法。
【0023】
なお、上記未凝固部の厚さおよび平均液相厚さは、鋳片の厚さ方向における厚さをいう。また、中心固相率とは鋳片の厚さ方向中心部における固相率をいう。鋳片の両端部とは、ロールと非接触となる領域を云い、具体的には通常の条件下では、鋳片幅方向のそれぞれの両端から、それぞれ全幅の概ね 1/6〜1/4 の長さまでの鋳片幅方向両側の範囲を意味する。
【0024】
【発明の実施の形態】
本発明の連続鋳造鋳片およびその製造方法について詳しく説明する。
1.連続鋳造鋳片:
鋳片の化学組成を規定した理由は下記の通りである。なお、以下の%表記は全て質量%を示す
C:0.03%以上、0.2 %未満
Cは、 鋼板の強度を確保する上で安価で有用な元素であり、所要の強度などの機械的特性による成分設計に基づいて含有率を決めればよい。その効果を発揮させるためには、その下限を0.03%とする。一方、0.2 %以上含有させると鋼板の靱性と溶接性を劣化させることから、その上限を0.2 %未満とする。
【0025】
Mn:0.7 〜1.9 %
Mnは、鋼板の強度を高める上で有用な元素であり、その効果を発揮させるためには、その下限を0.7 %とする。しかし、鋼片において偏析しやすく、後述するSと結合したMnS は、水素誘起割れの原因となる。Mnの含有率が1.9 %を超えると鋼板の水素誘起割れが発生しやすくなるので、上限は1.9 %とする。
【0026】
S:0.002 %以下
Sは、不純物元素であり、また鋳片において偏析しやすく、また、Mnと結合しやすいことは上記のとおりである。S含有率が0.002 %を超えると鋼板の水素誘起割れが発生しやすくなるので、上限は0.002 %とする。
【0027】
本発明の炭素鋼または低合金鋼からなる鋳片は、上記C、MnおよびS以外に、必要に応じて、Si、Al、Ca、Cr、Mo、Ni、Cu、Ti、B 、NbおよびVのうちの1種または2種以上を含有し、残部がFeおよび不純物からなる鋼とする。必要に応じて添加する上記元素を添加する場合、望ましい含有率は、下記のとおりである。
【0028】
Si:0.01〜0.5 %
製鋼時の脱酸剤として有用であり、その効果を発揮するために、下限は0.01%が望ましく、一方、多すぎると鋼板の靱性が劣化するので、上限は0.5 %が望ましい。
【0029】
sol.Al:0.005 〜0.05%
製鋼時の脱酸剤として有用であり、その効果を発揮するために、下限は0.005 %が望ましく、一方、多すぎると鋼板の靱性が劣化するので、上限は0.05%が望ましい。
【0030】
Ca:0.0005〜0.005 %
Caには、硫化物の形態を制御する効果があり、水素誘起割れの起点となるMnS の生成を抑制する。多すぎると鋼板の靱性を劣化させるとともに、水素誘起割れを助長する。したがって、Caを添加する場合には、0.0005〜0.005 %とするのが望ましい。
【0031】
Cr:0.1 〜3.0 %
鋼板の耐食性を向上させ、靱性を損なわずに鋼板の強度を高める。多すぎると鋼板の溶接部の靱性が劣化する。0.1 〜3.0 %とするのが望ましい。
【0032】
Mo:0.05〜1.5 %
鋼板の耐食性を向上させ、靱性を損なわずに鋼板の強度を高める。多すぎると鋼板の溶接部の靱性が劣化する。0.05〜1.5 %とするのが望ましい。
【0033】
Ni:0.05〜0.5 %
鋼板の耐食性を向上させ、靱性を損なわずに鋼板の強度を高める。ただし、多すぎても効果が飽和するばかりでなく、高価となる。0.05〜0.5 %とするのが望ましい。
【0034】
Cu:0.05〜0.5 %
鋼板の耐食性を向上させ、靱性を損なわずに鋼板の強度を高める。ただし、多すぎても効果が飽和するばかりでなく、高価となる。0.05〜0.5 %とするのが望ましい。
【0035】
Ti:0.005 〜0.05%
鋼板の靱性を高める効果があるが、多すぎるとかえって靱性が劣化するので、0.005 〜0.05%が望ましい。
【0036】
B:0.0002〜0.002 %
微量含有させるだけで、鋼板の焼き入れ性を向上させる。多すぎると鋼板の靱性が劣化するので、0.0002〜0.002 %が望ましい。
【0037】
Nb:0.005 〜0.1 %
鋼板の靱性を高める効果があるが、多すぎると溶接部の靱性が劣化するので、0.005 〜0.1 %が望ましい。
【0038】
V:0.01 〜0.2 %
鋼板の靱性を高める効果があるが、多すぎると溶接部の靱性が劣化するので、0.01〜0.2 %が望ましい。
【0039】
偏析:
本発明の連続鋳造鋳片は、内部に未凝固部を含む鋳片をバルジングさせた後、内部が未凝固の状態で圧下された鋳片であって、上記の炭素鋼または低合金鋼の化学組成を有し、鋳片厚さ中心部における偏析部のMn含有率が1.9 質量%以下であることを大きな特徴とする。たとえば、Mn含有率1.9 質量%の炭素鋼または低合金鋼を鋳造する場合には、鋳片厚さ中心部の偏析部において、正偏析を発生させていない鋳片とすることを意味する。このような鋳片は、以下に説明する本発明の連続鋳造方法により得ることができる。
【0040】
2.連続鋳造方法:
次に、本発明の連続鋳造方法について詳述する。
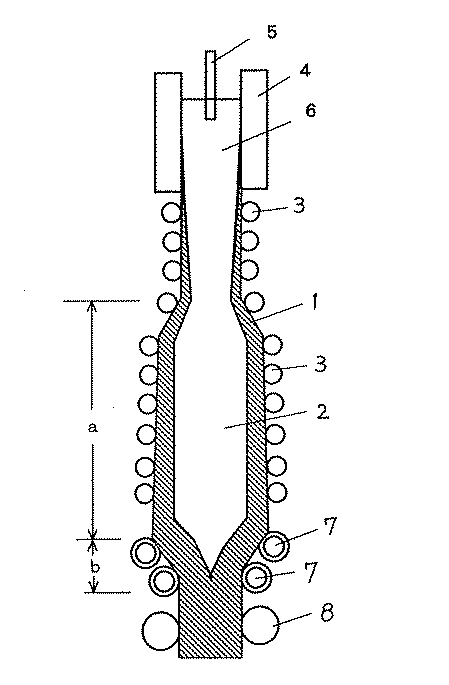
図6は、本発明の連続鋳造方法を実施するための連続鋳造機の1例を示す縦断面図で垂直型連続鋳造機の例である。溶鋼6は、浸漬ノズル5から鋳型4内に連続的に供給され、鋳型により冷却されて鋳型近辺の溶鋼は凝固し下方へ移動する。鋳型の出側には鋳片の幅方向に平行にガイドロール3が、またガイドロール間には図示しないノズル群が設けられており、鋳片はノズルから噴射された冷却水およびガイドロールで冷却されながら下方に移動し、未凝固部2の厚さが減少し、凝固殻1の厚さが増加する。鋳型直下のガイドロール群の下方にバルジングゾーンaがあり、このゾーンに設けられているガイドロールは鋳片の厚さ方向の間隔が広げられており、バルジングゾーンに入った鋳片は厚さ方向にバルジングさせられる。バルジングさせられた鋳片は内部が凝固するまでに圧下ゾーンbに設けられた圧下ロール7により圧下される。図6では二対の圧下ロールが設けられている例であるが一対であっても、また二対以上であってもよい。圧下された鋳片はピンチロール8により引き抜かれ鋳片となる。
【0041】
本発明の連続鋳造方法は、鋳型に連続的に注入された溶鋼を鋳型出側から連続的に引き出し、次いでバルジングさせた後で少なくとも一対の圧下ロールで内部が未凝固状態にある鋳片を圧下する方法であって、鋳片の中心固相率が0.2 以下の位置で圧下を開始し、かつ下記式(イ)を満足する圧下量D1 で圧下する。
【0042】
D3 ≦D1 ・・・(イ)
ここで、D3 :下記式(ロ)で定義する鋳片圧下開始位置における未凝固部の平均液相厚さ(mm)、D1 :鋳片の圧下量(mm)である。
【0043】
D3 =[(1.2 −fs)/2]×D2 ・・・(ロ)
但し、D2 :鋳片の圧下開始位置における鋳片の未凝固部の厚さ(mm)、
fs :鋳片の圧下開始位置における鋳片の中心固相率。
【0044】
以下、圧下条件について詳細に説明する。
図1は、内部に未凝固部を有する鋳片の横断面図である。鋳片は、未凝固部2の内部とそれをとり囲む凝固殻1の外部とからなっている。
【0045】
図2は、図1の点線で示した部分の鋳片の断面を用いて平均液相率を説明するための模式的説明図である。同図の凝固殻AおよびB、tは図1のそれらに対応している。
【0046】
凝固殻界面の固相率を0.8 と定義すると鋳片幅方向における中心部の未凝固部は、固相率0.8 以下の厚さで定義される。未凝固部の厚さD2 (mm)のうち圧下によって排出可能な液相を厚みに換算した平均液相厚さD3 は、未凝固部分の平均液相率をflAVE とするとD3 =flAVE ・D2 で定義できる。
【0047】
flAVE :未凝固厚部平均液相率 [= (fl+fl2 ) /2)]
fl2 :凝固殻界面の液相率(=0.2)
fl :鋳片の中心液相率(=1−fs)
fs :鋳片の中心固相率
すなわち、平均液相厚さD3 は、D3 = [(1.2−fs)/2]×D2 となる
したがって、実績圧下量をD1 とすると理論上、D1 が平均液相厚さD3 と同じになった場合、未凝固部分の液相がすべて排出されて凝固殻同士が密着したことを意味し、D1 >平均液相厚さD3 の時、圧着後も圧下することを意味し、D1 <平均液相厚さD3 の時には液相が残存する圧下条件を意味する。
【0048】
幅方向に一様な未凝固部の厚さであれば理論上は鋳片の圧下量D1 =平均液相厚さD3 で全幅に渡り液相が排出されることになる。
中心固相率が0.2 以下の位置で圧下を加えるのは、中心固相率が0.2 以下の状態であれば濃化した溶鋼に流動性があり圧下時に溶鋼を容易に排出することができるからである。なお、下限は特に限定しないが、中心固相率があまり小さいと未凝固部の厚さが厚く圧下効果が小さくなるので0.002 程度とするのが好ましい。好ましくは 0.002〜0.1 である。連続鋳造時に鋳片の中心固相率が0.2 の位置は、たとえば、非定常伝熱解析により容易に求めることができる。
【0049】
鋳片幅方向における両端部を冷却するための2次冷却水量について説明する。
鋳型出側から圧下位置までの間において、鋳片をバルジングさせることによりロール非接触となる鋳片の幅方向における両端部を冷却するための2次冷却水量を、鋳片幅方向中央部の2次冷却水量の1倍以上2倍未満とする理由は以下の通りである。
【0050】
上述の圧下方法により鋳片幅中央部の偏析が改善されても、鋳片の幅方向における両端部近傍での偏析が残存する場合があった。発明者らは鋭意その原因を調査した結果、バルジングによる鋳片の断面形状が変化していることに起因していることを究明した。
【0051】
バルジング時期とバルジングさせた鋳片の横断面両端部の形状との関係を調査したところ、未凝固鋳片を連続鋳造機の上流側(鋳型に近い側)でバルジングさせると、鋳片端部でのバルジ勾配が大きくなり、一方、下流側(鋳型から遠い側)でバルジングさせると、鋳片端部でのバルジ勾配が小さくなることが分かった。これは上流側では凝固殻が薄く、変形に対する抵抗が小さいのに対し、下流側では凝固殻が厚く変形に対する抵抗が大きいことによる。
【0052】
図3は、バルジング後の鋳片の横断面形状と鋳片内部の未凝固溶鋼の状態を示す図で、図3(a) は従来例、図3(b) は本発明例を示す。
図3に示すようにバルジング後の鋳片形状が矩形でなくなるために、鋳片両端部はロール3と接触しなくなる。その結果、圧下位置まで鋳片が到達すると未凝固部2の断面形状は図3(a) に示すように両端部近傍が凝固遅れとなり、両端部近傍で未凝固厚さが厚くなる。特に、上流側でバルジングさせると圧下位置までの距離が長くなり両端部近傍の凝固遅れが助長される。
【0053】
この場合、ロールとの接触により凝固が先行している鋳片幅方向における中央部分の固相率に圧下条件を設定すると、中央部分は先行圧着するが両端部近傍は未圧着となる。圧下により両端部近傍の残りの溶鋼を排出させるためにはさらに圧下が必要であるが、すでに圧着している中央凝固殻の固相部分をさらに圧下する必要がある。この時、中央部の固相部分を圧下しきれないと残溶鋼2が図4(a) に示すように両端部近傍に残存しやすい。残存溶鋼は成分が濃化しており完全凝固後偏析として残存する。
【0054】
そこで、このような場合にはロール非接触部の鋳片両端部を強冷却するのがよいと判断し、鋳片幅方向の中央部と両端部の冷却比率を変化させて実験、調査した。極端な例として両端部冷却水流量を中央部のそれに比べて2倍としたところ、図4(b) に示すような横断面のマクロ組織となり両端部近傍の未凝固厚が中央部のそれに比べて小さくなり、両端部近傍が先行圧着し、正に図4(a) と反対の状況となった。
【0055】
そこでさらに、両端部冷却水流量を中央部のそれに比べて種々変化させた結果、ロール非接触となる鋳片幅方向における両端部[ 図3(b) のC部] の2次冷却水量を、鋳片幅方向中央部の2次冷却水量の1倍以上2倍未満とすることにより、図4(c) に示すように全幅で偏析状況の良好な鋳片が得られた。
【0056】
このように、バルジングにより鋳片断面の形状が大きく変形する場合は、鋳片端部形状変化を考慮して鋳片の端部凝固遅れ部近傍を強冷却することにより、両端部近傍の未凝固厚さを中央部と同等に改善することができ同時圧着させることができる。
【0057】
【実施例】
厚さ235 mm、幅2300mmの鋳片を鋳造することのできる垂直曲げ型スラブ連続鋳造機を用いて、表1に示す条件で鋳造No.1〜7の7種の鋳片を連続鋳造した。図6では、垂直型連続鋳造機の例を示したが、用いた連続鋳造機は、垂直曲げ型であり、また、本実施例では圧下ロール9は一対とした。鋳造に用いた鋼は、C:0.03〜0.18%、Si:0.1 〜0.5 %、Mn:0.7 〜1.9 %、P:0.02%以下、S:0.0018%以下を含有する低炭素鋼であった。
【0058】
【表1】
鋳造後、鋳片からマクロ試験片を切り出し鋳片の断面を研磨し、硝酸によるマクロエッチングを行い目視観察により厚み中心部で中央部および両端部近傍の偏析状況を観察して評価した。偏析が全く無い場合は○、軽微な偏析がある場合は△、偏析がある場合は×とした。
【0060】
以下、表1に基づいて詳細に説明する。
鋳造速度は、全て1.2 m/min とし、バルジング量も全て25mmとし、溶鋼のメニスカスから27mの位置で1対の圧下ロールで未凝固圧下を行なった。バルジングを開始する位置を溶鋼のメニスカスから15m、および9mの2種とした。
【0061】
実績圧下量D1 は、バルジング時の鋳片厚(上下ロールの位置の差)と圧下時のロールの実績キャビティ(上下ロールの位置の差)より求めた。
以下の説明を簡略化するため、圧下量D1 と未凝固部の平均液相厚さD3 (fl AVE・D2)の比をβ (=D1/D3)とする。
【0062】
鋳造速度が1.2 m/min で圧下位置27mでの未凝固厚は、非定常伝熱解析により45mmで、中心固相率fsは0.005 となり、中心部液相率flは0.995 となる。従って、中心部平均液相率flAVE は(fl+0.2)/2から0.6 となり、未凝固部の平均液相厚D3(=flAVE ・D2)は27mmとなる。従って、βは圧下量D1 との比で算出できる。
【0063】
鋳造No.1、2においてバルジング開始位置は、メニスカスから15mであった。比較例の鋳片No.1では、圧下量25mmでβは0.93(<1)となり図4(a) で示したように両端部近傍に偏析が残存した。これに対し鋳片No.2で圧下量を31mm、つまりβを1.15(>1)とした本発明例では両端部近傍の偏析状況は良好であった。
【0064】
鋳造No.3〜7においてバルジング開始位置は、上流側のメニスカスから9mであった。比較例の鋳造No.3では、圧下量25mmでβは0.93(<1)となり図4(a) のように両端部近傍に偏析が残存した。これに対し鋳造No.4で圧下量を31mmとした本発明では、両端部近傍に若干軽微な偏析が観察された。但し圧延製品には支障がでないレベルであった。
【0065】
このようにバルジング位置をメニスカスから9mと25mよりも上流側におくと凝固殻が薄いためバルジング時の内部割れ防止の点では有利となるが、圧下位置までのバルジング部区間が18mと長くなるため鋳片端部でロールと非接触となる区間が長くなる。
【0066】
そこで、メニスカスからの距離がバルジング端部/中央部の冷却水量比率αを鋳造No.4〜7で最大2倍まで変えたところ、αが1.3 および1.5 の鋳造No.5、6で両端部近傍の偏析状況が良好となった。最大2倍とした鋳造No.7では、端部が過冷となりすぎ逆に中央部が凝固遅れの状態となり、図4(b) のように偏析が逆に中央に若干残存した。
【0067】
なお、幅方向の未凝固厚のばらつきがあることを勘案して、圧下時の中心固相率については大きくとも0.2 以下の流動性のある固相率範囲を確保することが幅方向に均一に良好な偏析状況を得る範囲として適当であった。上記実施例における圧下位置(27mの位置)の場合は、鋳造速度1.2m/minで中心固相率は0.005 となった。圧下位置が変わった場合についても、例えば非定常伝熱解析によって鋳造速度を選定すればよい。
【0068】
またβが1.0 以上では凝固界面が圧着した後の固相状態でも圧下を行うことになり、この値があまり大きいといわゆる圧延に近づくので設備的な負荷が増大する。圧下幅方向でのある程度の未凝固厚差のばらつきによる変動に余裕をもって濃化溶鋼の排出不足を回避するため、圧下時の未凝固厚相当の圧下が限界と考えると鋳片の幅中央部における圧下量D1 は、βが1.0 以上2.0 以下の範囲で鋳片幅と設備圧下能力に応じて決定することが望ましい。
【0069】
なお、表1の実施例ではD2/D3 =45/27=1.7 程度となる。
次に、耐水素誘起割れ性を評価するため、実施例で鋳造した鋳片サンプルを熱間圧延し、厚さ19mmの鋼板とした。得られた鋼板から試験片を採取し、5質量%NaClおよび0.5 質量%CH3COOH を含む飽和H2S のNACE腐食液(pH:約3.0)中に96時間浸漬した。
【0070】
鋳片のMn偏析濃度と水素誘起割れ面積率との関係を調べるため、各鋳片の中心部を含む領域をマッピングアナライザで分析し、また濃化部分から2mmφドリルにて切粉サンプルを採取し分析を行うことによってMnの偏析状況を求めた。
【0071】
図5は、鋳片の偏析部のMn濃度と水素誘起割れ面積率(%)の関係を示す図である。図中に示す水素誘起割れ面積率(%)とは、超音波探傷(探傷子;ポイントフォーカス型、50MHz)により割れ発生と判定される部分の面積を超音波探傷した鋼板の試験片の全表面積で除した割合のことである。
【0072】
図5に示すようにMn濃度が0.7 〜1.9 質量%、S濃度が20ppm 以下の鋳片中心部のMn偏析濃度が1.9 質量%以下で水素誘起割れの発生を防止できた。
【0073】
【発明の効果】
本発明によれば、鋳片の中心部に発生する偏析を鋳片の幅方向の全幅にわたり均一に軽減することができ、耐水素誘起割れ性に優れた鋼の製造ができる。さらに鋳片の内部割れを防止することができる。また、偏析部のMn濃度が1.9 質量%を超えて水素誘起割れが問題で鋳造できなかった難鋳造材についても製造できるようになる。
【図面の簡単な説明】
【図1】バルジング時の鋳片横断面形状の1例を示す模式的断面図である。
【図2】未凝固厚中の平均液相率の定義を説明するための模式的説明図である。
【図3】バルジング後の鋳片の横断面形状と鋳片内部の未凝固溶鋼の状態を示す模式図で、図3(a) は従来例、図3(b) は本発明例をそれぞれ示す。
【図4】偏析状態を示す鋳片の横断面図である。
【図5】鋳片偏析部のMn濃度と水素誘起割れとの関係を示すグラフである。
【図6】連続鋳造機の縦断面図の模式的断面図である。
【符号の説明】
1:凝固殻
2:未凝固部
3:ガイドロール
4:鋳型
5:浸漬ノズル
6:溶鋼
7:圧下ロール
8:ピンチロール
Claims (3)
- 内部に未凝固部を含む鋳片をバルジングさせた後、内部が未凝固の状態で圧下して得た鋳片であって、質量%で、C:0.03%以上、0.2 %未満、Mn:0.7 〜1.9 %、S:0.002 %以下を含む炭素鋼または低合金鋼であって、鋳片厚さ中心部における偏析部のMn含有率が1.9 質量%以下であることを特徴とする連続鋳造鋳片。
- 内部に未凝固部を含む鋳片をバルジングさせた後、少なくとも一対の圧下ロールで内部に未凝固部を含む鋳片を圧下する連続鋳造方法であって、鋳片の中心固相率が0.2 以下の位置で鋳片の圧下を開始し、かつ下記式 (イ) を満足する圧下量で圧下することを特徴とする連続鋳造方法。
D3 ≦D1 ・・・(イ)
ここで、D3 :下記式 (ロ) で定義する鋳片の圧下開始位置における未凝固部の平均液相厚さ(mm)、D1 :鋳片の圧下量(mm)である。
D3 =[(1.2 −fs)/2]×D2 ・・・(ロ)
但し、D2 :鋳片の圧下開始位置における鋳片の未凝固部の厚さ(mm)、
fs :鋳片の圧下開始位置における鋳片の中心固相率。 - 鋳型出側から圧下位置までの間で鋳片をバルジングさせることによりロールと非接触となる鋳片幅方向における両端部を冷却するための2次冷却水量を、鋳片幅方向における中央部を冷却するための2次冷却水量の1倍以上2倍未満とすることを特徴とする請求項2に記載の連続鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003103009A JP3960249B2 (ja) | 2003-04-07 | 2003-04-07 | 連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003103009A JP3960249B2 (ja) | 2003-04-07 | 2003-04-07 | 連続鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004307931A true JP2004307931A (ja) | 2004-11-04 |
| JP3960249B2 JP3960249B2 (ja) | 2007-08-15 |
Family
ID=33466285
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003103009A Expired - Lifetime JP3960249B2 (ja) | 2003-04-07 | 2003-04-07 | 連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3960249B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101286206B1 (ko) | 2010-12-27 | 2013-07-15 | 주식회사 포스코 | 쌍롤식 박판 주조 장치의 핀치롤 |
| JP2013190319A (ja) * | 2012-03-14 | 2013-09-26 | Jfe Steel Corp | 鋼材の耐hic性の評価方法およびそれを利用したラインパイプ用高強度厚鋼板の製造方法 |
| JP2014233726A (ja) * | 2013-05-31 | 2014-12-15 | Jfeスチール株式会社 | 連続鋳造鋳片の製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102653835B (zh) * | 2012-05-09 | 2013-08-21 | 东北大学 | 一种减少含硼钢宽厚板连铸坯角部横裂纹的方法 |
| KR101542532B1 (ko) | 2013-11-08 | 2015-08-06 | 주식회사 포스코 | 강재 및 이의 제조 방법 |
-
2003
- 2003-04-07 JP JP2003103009A patent/JP3960249B2/ja not_active Expired - Lifetime
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101286206B1 (ko) | 2010-12-27 | 2013-07-15 | 주식회사 포스코 | 쌍롤식 박판 주조 장치의 핀치롤 |
| JP2013190319A (ja) * | 2012-03-14 | 2013-09-26 | Jfe Steel Corp | 鋼材の耐hic性の評価方法およびそれを利用したラインパイプ用高強度厚鋼板の製造方法 |
| JP2014233726A (ja) * | 2013-05-31 | 2014-12-15 | Jfeスチール株式会社 | 連続鋳造鋳片の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3960249B2 (ja) | 2007-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4830612B2 (ja) | 極厚鋼板用鋳片の連続鋳造方法 | |
| WO2010008019A1 (ja) | 連続鋳造鋳片およびその製造方法 | |
| JP2007196265A (ja) | 内質に優れた極厚鋼板および極厚鋼板用鋳片の連続鋳造方法 | |
| JP4582916B2 (ja) | マイクロクラックのないフェライト系ステンレス鋼のツインロール連続鋳造のための方法 | |
| JP3960249B2 (ja) | 連続鋳造方法 | |
| JP5327006B2 (ja) | 鋼の連続鋳造方法および極厚鋼板 | |
| JP5648300B2 (ja) | 鋼の連続鋳造方法 | |
| JP4289205B2 (ja) | 連続鋳造方法および連続鋳造鋳片 | |
| JP3440891B2 (ja) | 耐ラメラテア性に優れた構造用鋼材 | |
| JP4687629B2 (ja) | 金属の連続鋳造方法 | |
| JP5131662B2 (ja) | 鋳片の連続鋳造方法 | |
| JP3671868B2 (ja) | 高Cr含有鋼の鋳造方法 | |
| JP3873832B2 (ja) | 高Cr及び高Al含有鋼の連続鋳造方法 | |
| JP5195636B2 (ja) | 連続鋳造鋳片の製造方法 | |
| JP3494136B2 (ja) | 連続鋳造鋳片、その鋳造方法および厚鋼板の製造方法 | |
| JP3298519B2 (ja) | 水素性欠陥のない鋼板およびその製造方法 | |
| JP2001162353A (ja) | 連続鋳造鋳片、その連続鋳造方法および厚鋼板の製造方法 | |
| JP3775178B2 (ja) | 薄鋼板およびその製造方法 | |
| JP3356100B2 (ja) | 連続鋳造方法 | |
| JP3018888B2 (ja) | ステンレス鋼管用素材の連続鋳造方法 | |
| JP4466335B2 (ja) | 鋼の連続鋳造方法 | |
| JP6372209B2 (ja) | 鋼の連続鋳造方法および連続鋳造鋳片 | |
| JP2000096181A (ja) | 溶接熱影響部においてuts欠陥を生じない鋼板とその製造方法 | |
| JPH07227657A (ja) | 未凝固大圧下による連鋳鋳片の内質改善方法 | |
| JPH11179489A (ja) | 鋼線材の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050418 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060810 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060919 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070130 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070326 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070424 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070507 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3960249 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110525 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110525 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120525 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120525 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130525 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130525 Year of fee payment: 6 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130525 Year of fee payment: 6 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140525 Year of fee payment: 7 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| EXPY | Cancellation because of completion of term |