JP2004306460A - 予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法 - Google Patents
予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法 Download PDFInfo
- Publication number
- JP2004306460A JP2004306460A JP2003104022A JP2003104022A JP2004306460A JP 2004306460 A JP2004306460 A JP 2004306460A JP 2003104022 A JP2003104022 A JP 2003104022A JP 2003104022 A JP2003104022 A JP 2003104022A JP 2004306460 A JP2004306460 A JP 2004306460A
- Authority
- JP
- Japan
- Prior art keywords
- insert sheet
- sheet
- die
- blade
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images















Landscapes
- Shaping Of Tube Ends By Bending Or Straightening (AREA)
- Making Paper Articles (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
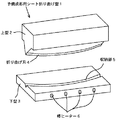
【解決手段】予備成形用シート折り曲げ型が、曲線部を含む線状の溝等からなる収納部が上面に設けられた下型と、刃先角度40〜60°で先端がRを呈するとともにインサートシートを介して収納部と嵌合可能な折り曲げ刃が設けられた上型と、上型を下降させて折り曲げ刃によりインサートシートを収納部内に押し込ませる駆動部材とを備えた金属製プレス型であって、収納部等を加熱するヒーターが設けられている。
【選択図】 図1
Description
【発明の属する技術の分野】
本発明は、インサートシートの端部を折り曲げるような予備成形に用いる予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法に関する。本発明の予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法は、インサートシートの折れ曲がり角度を約80〜100°に形成および維持でき、折り目部分のショックラインも発生しにくく、また線状凸部の高さや先端角度を変化させることによりインサートシートの折れ曲がり角度を折り目中の場所毎に調整することができるものである。
【0002】
【従来の技術】
物品の表面を装飾する方法として、インサート成形法がある。インサート成形法とは、樹脂フィルムからなる基体シート上に図柄層などを形成したインサートシートを射出成形用金型内に供給し、型締め後、三次元形状の成形品を成形すると同時にインサートシートを成形品に接着する方法である。
【0003】
インサートシート8を用いて特に複雑な表面形状を有するインサート成形品を得る場合には、特許文献1に示すように、あらかじめインサートシート8を予備成形型によって真空成形法などで予備成形し、予備成形されたインサートシート8を用いてインサート成形することによって、インサート成形時にインサートシート8がキャビティ形状に密着するようにしていた(図13参照)。
【0004】
ところで、あらかじめインサートシートを予備成形するために予備成形型によって真空成形する方法は、予備成形型が真空吸引手段を備えていなければならない等の理由でコストが高く付き、また製作日数もかかるため、図14に示すようなインサートシート8の端部を折り曲げるような加工については使用しない方が望ましい。すなわち、インサートシートの端部を折り曲げるような加工には、もっとコストが低くて済み、製作日数のかからない手段を用いる。具体的には、下型上にインサートシート8をその折り曲げ予定部分を下型の溝に位置決めして載置し、上型として特許文献2に示すような打抜き又は折り目形成に用いられるトムソン型14を利用し、トムソン型14のトムソン刃16をインサートシート8を介して溝に押し込むことにより、インサートシート8に折り目を形成することが行われている。なお、トムソン型14は、必要な曲げ加工が行われた帯状薄板からなるトムソン刃16がベニア合板や樹脂板などのベース板15に設けられたスリット内に埋め込んまれたものであり、インサートシート8の予備成形においては、このトムソン刃16の先端がベース板15表面と平行な面として形成された切断不可なものが用いられる(図15参照)。
【0005】
【特許文献1】
特開2000−6186号公報
【0006】
【特許文献2】
特開平10−24501号公報
【0007】
【発明が解決しようとする課題】
しかし、折り目が曲線を有する線状の場合には曲線部で折り曲げに対して抵抗があるにもかかわらず、従来のトムソン型14を利用した予備成形では、ベニア合板や樹脂板などに設けられたスリット内にトムソン型14が埋め込まれたものであることに起因してヒーターを組み込めないため、インサートシート8を折り曲げ角度90°に一旦折り曲げたとしても経時的に折り曲げ角度160°程度まで戻ってしまう(図16参照)。その結果、抜き勾配のほとんどないキャビティ10を有する射出成形用金型9内にインサートシート8を供給した際、キャビティ10内に上手く挿入できずにインサートシート8の端部が キャビティ10からはみ出してしまい(図17参照)、型締め時に射出成形用金型9のパーティングライン面にインサートシート8が噛み込まれ、正しく成形できないという問題がある。
【0008】
また、上記のように抜き勾配のほとんどないキャビティ10内にインサートシート8を挿入する場合、挿入しやすいようにインサートシート8の折り曲げ位置はキャビティ10よりもやや内側に設けておき、樹脂圧力によってキャビティ10内壁に沿わせるようにしているが、従来技術のようにトムソン型を用いて折り曲げた場合、折り目上に線が残った状態(ショックライン17という)のインサート成形品しか得られない(図18参照)。なお、本願明細書中において「折り目」は、折り曲げたその箇所であることを表しており、折った時につく線痕の意味では用いていない。
【0009】
また、従来のトムソン型を利用した予備成形では、図示したようにトムソン刃16の刃幅、すなわちベース板15表面からの突出度合いがトムソン刃16中において一定である。また、トムソン刃16の先端がベース板15表面と平行な面として形成されたものを用いるため、刃先角度がトムソン刃16中のどの箇所でも180°で一定である。したがって、インサートシート8の折り目上のうち折り曲がりやすい部分と折り曲がりにくい部分とで加圧時の折り曲げ角度に差を持たせるような調整ができない。その結果、たとえばインサートシート8を最も折り曲がりにくい部分で約80〜100°に形成および維持できるようにしても、最も折り曲がりやすい部分を折り曲げすぎてしまうおそれがある。この折り曲げすぎた部分は、成形樹脂11を射出したときに金型とインサートシート8の間に成形樹脂11が回りこんでしまい、正しく成形できない(図19参照)。
【0010】
したがって、本発明の目的は、上記の問題を解決することにあって、インサートシートの折れ曲がり角度を約80〜100°に形成および維持でき、折り目部分のショックラインも発生しにくく、また線状凸部の高さや先端角度を変化させることによりインサートシートの折れ曲がり角度を折り目中の場所毎に調整することができる予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法を提供するものである。
【0011】
【課題を解決するための手段】
上記目的を達成するために、本発明の予備成形用シート折り曲げ型は、曲線部を含む線状の溝、割れ目、穴のうちいずれかからなる収納部が上面に設けられた下型と、刃先角度40〜60°で先端がRを呈するとともに、インサートシートを介して上記収納部と嵌合可能な折り曲げ刃が設けられた上型と、上記下型に対して上記上型を下降させて上記折り曲げ刃により上型と下型との間にセットされたインサートシートの折り曲げ予定部分を上記収納部内に押し込ませる駆動部材とを備えた金属製プレス型であって、上記収納部および上記折り曲げ刃のうち少なくとも一方を加熱するヒーターが設けられているように構成した。
【0012】
また、上記構成において、上記ヒーターが上記下型内に組み込まれているように構成した。
【0013】
また、上記各構成において、上記収納部を構成する溝がV字溝であり、当該V字溝に対応した逆V字状を上記折り曲げ刃の断面が呈するように構成した。
【0014】
また、上記各構成において、上記折り曲げ刃の上記収納部内への押し込み量が場所によって異なるように構成した。
【0015】
また、上記各構成において、上記折り曲げ刃の刃先角度が場所によって異なるように構成した。
【0016】
本発明のインサートシートの予備成形方法は、上記した予備成形用シート折り曲げ型を用い、上記下型上に上記インサートシートを位置決めして載置し、上記下型に対して上記上型を下降させて上記折り曲げ刃により上記インサートシートの折り曲げ予定部分を上記収納部内に押し込み、上記インサートシートを介して上記収納部と上記折り曲げ刃とを嵌合させ、折り曲げ予定部分を加熱軟化した状態、あるいは折り曲げ予定部分を加熱軟化しながらの状態で上記インサートシートを折り曲げるように構成した。
【0017】
【発明の実施の形態】
以下に、図を参照しながら本発明に係る予備成形用シート折り曲げ型の実施の形態を詳細に説明する。
【0018】
図1に示す予備成形用シート折り曲げ型1は、上面に円弧状のV字溝が収納部5として設けられた下型3と、折り曲げ刃4が設けられた上型2と、上記下型3に対して上記上型2を下降させる駆動部材とを備えた金属製プレス型であって、下型3にV字溝を加熱する棒ヒーター6が組み込まれた構成である。
【0019】
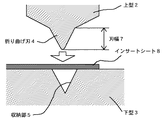
上記下型3は、その上にインサートシート8が載置されるものである(図2参照)。また、上記収納部5において上記折り曲げ刃4との間に加熱軟化した上記インサートシート8を挟持することにより、インサートシート8を折り曲げ予定部分に沿って成形するものである(図3、図11参照)。図1に示す下型3の場合、内部に組み込まれた棒ヒーター6により収納部5が加熱されており、この熱によりインサートシート8の折り曲げ予定部分が加熱軟化される。なお、収納部5は、部分的または全体的に曲線部を有する線状であればよく、図1に示すような円弧状のものに限定されない。また、インサートシート8を刃先に沿わせた状態で上記収納部5において上記折り曲げ刃4と上記下型3との間に上記インサートシート8を挟持可能であるならば、収納部5はV字溝以外の溝でもよいし、図12に示すように割れ目や穴でもよい。
【0020】
上記インサートシート8は、樹脂フィルムからなる基体シート上に図柄層などを積層した枚葉状に構成され、本発明の予備成形用シート折り曲げ型1によって端部を折り曲げた後、射出成形が一回行なわれる度に金型のキャビティ10内に挿入されるものである。上記図柄層は多層でもよいとともに金属蒸着層を含んでいてもよい。上記基体シートに用いる樹脂フィルムは、インサートシート8の折り曲げ時の加熱で軟化できるものであればよい。
【0021】
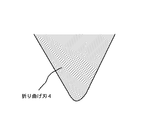
上記上型2は、駆動部材の駆動により上記折り曲げ刃4により上記インサートシート8の折り曲げ予定部分を上記収納部5内に押し込ませるものである。折り曲げ刃4は、インサートシート8を介して収納部5と嵌合可能なものである。この折り曲げ刃4の断面形状は、収納部5の断面形状に一致した逆形状であってもよいし、一致しない形状であってもよい。前者の場合、図3に示すように、収納部5の斜面において上記折り曲げ刃4との間にインサートシート8を挟持することができる。後者の場合には、図11および図12に示すように、収納部5の入口角部において上記折り曲げ刃4との間にインサートシート8を挟持することができる。より好ましくは前者である。何故なら、インサートシート8の両側から面で挟んで加圧することになるので、しっかりと成形できるからである。なお、V字溝の斜面でインサートシート8を挟持するのは、インサートシート8の折り目上のうち折り曲がりにくい部分のみとしてもよい。また、上記折り曲げ刃4は、刃先角度13(図9参照)が40〜60°で先端がRを呈する(図10参照)。折り曲げ刃4の先端がRを呈していることによりインサートシート8もRを持った折り曲げとなるので、折り目上にショックラインが発生しにくくなる。さらに、その先端がRを呈しているので、折り曲げ加工の繰り返しにより欠けることもない。
【0022】
また、図1においては下型3に収納部5を加熱する棒ヒーター6が組み込まれているが、この実施例に限定されない。たとえば、ヒーターの種類は棒ヒーター6以外のものでもよい。また、ヒーターは折り曲げ刃4を加熱するもの、または収納部5と折り曲げ刃4の両方を加熱するものであってもよい。収納部5を加熱する方が、上型2を下降する前からインサートシート8を加熱できるのでより好ましい。さらに、ヒーターが上型2や下型3の外部に設けられていてもよい。なお、本発明の予備成形用シート折り曲げ型1は、収納部5や折り曲げ刃4以外の部分まで加熱されていても構わない。
【0023】
また、上記上型2および下型3の材質は、予備成形時の加熱に耐え得るように、またヒーターからの熱を収納部5や折り曲げ刃4に伝導しやすいようにするため、金属製である。
【0024】
上記構成によれば、インサートシート8の予備成形は以下のように行なわれる。まず、図2に示すように、上記インサートシート8を下型3の上記収納部5に位置決めして載置する。このとき、収納部5および折り曲げ刃4のうち少なくとも一方はヒーターにより加熱されている。そして、図3に示すように、下型3に対して上記上型を下降させて上記折り曲げ刃4によりインサートシート8の折り曲げ予定部分を収納部5内に押し込み、収納部5において折り曲げ刃4と下型3との間にインサートシート8を刃先に沿わせた状態で挟持することにより、インサートシート8を所望の折り曲げ角度で折り曲げる。このインサートシート8の折り曲げは、インサートシート8の折り曲げ予定部分を予め加熱軟化した状態で行なうか、あるいはインサートシート8の折り曲げ予定部分を加熱軟化しながらの状態で行なう。その後、上型2を上昇させて折り曲げ刃4を収納部5内より後退させる。
【0025】
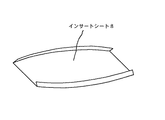
上記予備成形は、インサートシート8の加熱軟化とともにその折り曲げを行なうものであるので、曲線部で折り曲げに対して抵抗が小さい。その結果、図4に示すように、予備成形から長時間たっても折れ曲がり角度が約80〜100°に維持される。
【0026】
本発明においても、抜き勾配のほとんどないキャビティ10内にインサートシート8を挿入しやすいように、インサートシート8の折り曲げ位置はキャビティ10よりもやや内側に設けられる。しかし、従来技術と異なり、上記したように折り曲げ刃4の先端がRを呈しているので、折り目がRを呈する折り曲げが可能である。したがって、折り目上にショックラインが発生しにくい。
【0027】
以上のようにして予備成形されたインサートシート8は、射出成形用金型9内に供給した際、無理なくキャビティ10内に納めることができ(図5参照)、型締め時にインサートシート8が射出成形用金型9のパーティングライン面に噛み込まれるということがない。型締め後、溶融状態の成形樹脂11をキャビティ10内に射出することにより、インサートシート8はキャビティ10内壁に沿わせられ(図6参照)、成形と同時に成形品12の表面にショックラインの無いインサートシート8が一体化されたインサート成形品を得られる(図7参照)。
【0028】
ところで、予備成形用シート折り曲げ型1は、インサートシート8の折り目上のうち折り曲がりやすい部分と折り曲がりにくい部分とで折り曲げやすさ(又は折り曲げにくさ)の差が大きい場合には、加圧時の折り曲げ角度に差を持たせるような調整をすることが可能である。調整方法としては、たとえば上記折り曲げ刃4の上記収納部5内への押し込み量を場所によって異ならせることによって行なう。すなわち、インサートシート8の折り目上のうち折り曲がりやすい部分においては押し込み量を少なくし、折り曲がりにくい部分においては押し込み量を多くする。このようにすることにより、予備成形後の折り曲げ角度がインサートシート8の折り目上で差が小さくなる。つまり、無理なくキャビティ10内に納めることができ且つ金型とインサートシート8の間に成形樹脂11が回りこんでしまうことがない。なお、この押し込み量の調整は、折り曲げ刃4の刃幅7を場所によって異ならせることによって行なう(図8参照)。また、収納部5をV字溝で構成する場合、前記したようにインサートシート8の折り目上のうち折り曲がりにくい部分のみをV字溝の斜面でインサートシート8を挟持するならそのV字溝の深さは一定とすることができるが、インサートシート8の折り目上の全ての部分をV字溝の斜面でインサートシート8を挟持するならV字溝の深さは折り曲げ刃4の刃幅7の変化に対応して変化させることになる。
【0029】
また、上記折り曲げ刃4の刃先角度13(図9参照)を場所によって異ならせることによって加圧時の折り曲げ角度に差を持たせるような調整をすることも可能である。すなわち、インサートシート8の折り目上のうち折り曲がりやすい部分においては刃先角度13を大きく形成し、折り曲がりにくい部分においては刃先角度13を小さく形成する。
【0030】
また、上記押し込み量と上記刃先角度13の両方を場所によって異ならせることによって上記調整を行なってもよい。
【0031】
【実施例】
予備成形用シート折り曲げ型を、上面にV字溝が収納部として設けられた下型と、厚み0.188mmのインサートシートを介してV字溝と嵌合可能な折り曲げ刃が設けられ上型と、下型に対して上型を下降させて折り曲げ刃によりインサートシートの折り曲げ予定部分を収納部内に押し込ませる駆動部材とを備えたS55C製プレス型とした。上記V字溝および折り曲げ刃は長さ399mm、曲率半径4904.3mmの円弧状を描いている。また、V字溝の深さ、角度は、円弧の両端部分(いずれも長さ30mm)でそれぞれ15.0mm、60°、円弧の残りの部分でそれぞれ15.2mm、40°である。また、折り曲げ刃の先端のRは0.5mmである。また、下型には、φ5mmの棒ヒーター5本が組み込まれて、下型の温度を70℃に設定している。
【0032】
以上のような予備成形用シート折り曲げ型を用い、下型上に厚み0.188mmのPETフィルムを基体シートとするインサートシートをその折り曲げ予定部分を下型のV字溝の中心に位置決めして載置し、上型の折り曲げ刃をインサートシートを介してV字溝に嵌合するまで押し込んで予備成形したところ、インサートシートの対向する二辺を、折り目間の距離が中央付近で最も離れるように、長さ399mm、曲率半径4904.3mmの円弧状の曲線に沿って幅2.5mmの巾で鋭角に折り曲げることができた。このようにして予備成形されたインサートシートは、加工後1週間経過しても折れ曲がり角度は80〜100°に維持されており、またショックラインの発生もしていないものであった。この予備成形されたインサートシートを射出成形用金型内にインサートしたところ、無理なく抜き勾配3°のキャビティ内に折り目が0.5mm内側になるように納めることができ、型締め後、溶融状態のABS樹脂を成形樹脂としてキャビティ内に射出することにより、インサートシートはキャビティ内壁に沿わせられ、樹脂成形品の成形と同時にその表面に一体化されたインサート成形品を得た。
【0033】
【発明の効果】
本発明の予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法は、前記した構成及び作用からなるので、次の効果が奏される。
【0034】
すなわち、予備成形用シート折り曲げ型は、曲線部を含む線状の溝、割れ目、穴のうちいずれかからなる収納部が上面に設けられた下型と、刃先角度40〜60°で先端がRを呈するとともにインサートシートを介して上記収納部と嵌合可能な折り曲げ刃が設けられた上型と、上記下型に対して上記上型を下降させて上記折り曲げ刃により上型と下型との間にセットされたインサートシートの折り曲げ予定部分を上記収納部内に押し込ませる駆動部材とを備えた金属製プレス型であって、上記収納部および上記折り曲げ刃のうち少なくとも一方を加熱するヒーターが設けられている構成をとり、また本発明の前記予備成形用シート折り曲げ型を用いたインサートシートの予備成形方法は、上記下型上に上記インサートシートを位置決めして載置し、上記下型に対して上記上型を下降させて上記折り曲げ刃により上記インサートシートの折り曲げ予定部分を上記収納部内に押し込み、上記インサートシートを介して上記収納部と上記折り曲げ刃とを嵌合させ、折り曲げ予定部分を加熱軟化した状態、あるいは折り曲げ予定部分を加熱軟化しながらの状態で上記インサートシートを折り曲げる構成をとるので、予備成形から長時間たっても折れ曲がり角度を約80〜100°に維持できる。したがって、このように予備成形されたインサートシートは、射出成形用金型内に供給した際、無理なくキャビティ内に納めることができ、型締め時にインサートシートが射出成形用金型のパーティングライン面に噛み込まれて正しく成形できないということがない。
【0035】
また、折り曲げ刃の先端がRを呈しているので、折り目がRを呈する折り曲げが可能である。したがって、折り目上にショックラインが発生しにくい。
【0036】
さらに、インサートシートの折り目上のうち折り曲がりやすい部分と折り曲がりにくい部分とで折り曲げやすさ(又は折り曲げにくさ)の差が大きい場合にも、折り曲げ刃の収納部への押し込み量および/または折り曲げ刃の刃先角度を場所によって異ならせることによって、加圧時の折り曲げ角度に差を持たせるような調整をすることができる。すなわち、予備成形後の折り曲げ角度をインサートシートの折り目上で差が小さくなるようにし、無理なくキャビティ内に納めることができ且つ金型とインサートシートの間に成形樹脂が回りこんでしまうことがない。
【図面の簡単な説明】
【図1】本発明に係る予備成形用シート折り曲げ型の一実施例を示す斜視図である。
【図2】本発明に係る予備成形用シート折り曲げ型による予備成形直前の一実施例を示す断面図である。
【図3】本発明に係る予備成形用シート折り曲げ型による予備成形直前の一実施例を示す断面図である。
【図4】本発明に係る予備成形用シート折り曲げ型によって予備成形されたインサートシートを示す斜視図である。
【図5】図4の予備成形されたインサートシートを射出成形用金型内に配置した状態の一実施例を示す断面図である。
【図6】図4の予備成形されたインサートシートを用いた射出成形の一実施例を示す断面図である。
【図7】図4の予備成形されたインサートシートを用いたインサート成形品の一実施例を示す斜視図である。
【図8】本発明に係る折り曲げ刃の刃幅の変化について説明する正面図である。
【図9】本発明に係る折り曲げ刃の刃先角度について説明する断面図である。
【図10】本発明に係る折り曲げ刃の先端部について説明する断面図である。
【図11】本発明に係る予備成形用シート折り曲げ型による予備成形直前の他の実施例を示す断面図である。
【図12】本発明に係る予備成形用シート折り曲げ型による予備成形直前の他の実施例を示す断面図である。
【図13】一般的な予備成形がされたインサートフィルムを射出成形用金型内に配置した状態を示す断面図である。
【図14】インサートシートの予備成形例を示す斜視図である。
【図15】従来の予備成形に用いるトムソン型の一例を示す図である。
【図16】従来技術における予備成形されたインサ−トシ−トの経時変化を示す斜視図である。
【図17】従来技術における予備成形されたインサ−トシ−トのキャビティ挿入時の問題点を示す断面図である。
【図18】従来のインサート成形品について発生するショックラインを説明する斜視図である。
【図19】従来技術における予備成形されたインサ−トシ−トの射出成形時の問題点を示す断面図である。
【符号の説明】
1 予備成形用シート折り曲げ型
2 上型
3 下型
4 折り曲げ刃
5 収納部
6 棒ヒーター
7 刃幅
8 インサートシート
9 射出成形用金型
10 キャビティ
11 成形樹脂
12 成形品
13 刃先角度
14 トムソン型
15 ベース板
16 トムソン刃
17 ショックライン
Claims (6)
- 曲線部を含む線状の溝、割れ目、穴のうちいずれかからなる収納部が上面に設けられた下型と、刃先角度40〜60°で先端がRを呈するとともにインサートシートを介して上記収納部と嵌合可能な折り曲げ刃が設けられた上型と、上記下型に対して上記上型を下降させて上記折り曲げ刃により上型と下型との間にセットされたインサートシートの折り曲げ予定部分を上記収納部内に押し込ませる駆動部材とを備えた金属製プレス型であって、上記収納部および上記折り曲げ刃のうち少なくとも一方を加熱するヒーターが設けられていることを特徴とする予備成形用シート折り曲げ型。
- 上記ヒーターが上記下型内に組み込まれている請求項1記載の予備成形用シート折り曲げ型。
- 上記収納部を構成する溝がV字溝であり、当該V字溝に対応した逆V字状を上記折り曲げ刃の断面が呈する請求項1または請求項2のいずれかに記載の予備成形用シート折り曲げ型。
- 上記折り曲げ刃の上記収納部内への押し込み量が場所によって異なる請求項1〜3記載の予備成形用シート折り曲げ型。
- 上記折り曲げ刃の刃先角度が場所によって異なる請求項1〜4記載の予備成形用シート折り曲げ型。
- 請求項1〜5に記載の予備成形用シート折り曲げ型を用い、上記下型上に上記インサートシートを位置決めして載置し、上記下型に対して上記上型を下降させて上記折り曲げ刃により上記インサートシートの折り曲げ予定部分を上記収納部内に押し込み、上記インサートシートを介して上記収納部と上記折り曲げ刃とを嵌合させ、折り曲げ予定部分を加熱軟化した状態、あるいは折り曲げ予定部分を加熱軟化しながらの状態で上記インサートシートを折り曲げることを特徴とするインサートシートの予備成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003104022A JP3751288B2 (ja) | 2003-04-08 | 2003-04-08 | 予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003104022A JP3751288B2 (ja) | 2003-04-08 | 2003-04-08 | 予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004306460A true JP2004306460A (ja) | 2004-11-04 |
| JP3751288B2 JP3751288B2 (ja) | 2006-03-01 |
Family
ID=33466970
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003104022A Expired - Fee Related JP3751288B2 (ja) | 2003-04-08 | 2003-04-08 | 予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3751288B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110421073A (zh) * | 2019-09-05 | 2019-11-08 | 海安亚鼎机电制造有限公司 | 一种折弯模具 |
| CN113800752A (zh) * | 2020-06-15 | 2021-12-17 | 三星显示有限公司 | 窗成型设备和使用其的窗成型方法 |
| CN115782294A (zh) * | 2022-11-29 | 2023-03-14 | 中山市德裕机械有限公司 | 一种智能化无限高度开槽机及其开槽方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4874877U (ja) * | 1971-12-22 | 1973-09-18 | ||
| JPH01141720A (ja) * | 1987-11-30 | 1989-06-02 | Mitsubishi Plastics Ind Ltd | プラスチックシート用罫線刃 |
| JPH0239915A (ja) * | 1988-07-29 | 1990-02-08 | Shin Etsu Polymer Co Ltd | プラスチックシートの折り曲げ加工方法 |
| JPH02116535A (ja) * | 1988-10-26 | 1990-05-01 | Showa Yuki Kk | 折り目線の形成方法とその装置 |
| JP3006932U (ja) * | 1994-07-20 | 1995-01-31 | 昌一 高 | 合成樹脂ケース組立部材の成形用金型装置 |
-
2003
- 2003-04-08 JP JP2003104022A patent/JP3751288B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4874877U (ja) * | 1971-12-22 | 1973-09-18 | ||
| JPH01141720A (ja) * | 1987-11-30 | 1989-06-02 | Mitsubishi Plastics Ind Ltd | プラスチックシート用罫線刃 |
| JPH0239915A (ja) * | 1988-07-29 | 1990-02-08 | Shin Etsu Polymer Co Ltd | プラスチックシートの折り曲げ加工方法 |
| JPH02116535A (ja) * | 1988-10-26 | 1990-05-01 | Showa Yuki Kk | 折り目線の形成方法とその装置 |
| JP3006932U (ja) * | 1994-07-20 | 1995-01-31 | 昌一 高 | 合成樹脂ケース組立部材の成形用金型装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110421073A (zh) * | 2019-09-05 | 2019-11-08 | 海安亚鼎机电制造有限公司 | 一种折弯模具 |
| CN113800752A (zh) * | 2020-06-15 | 2021-12-17 | 三星显示有限公司 | 窗成型设备和使用其的窗成型方法 |
| CN115782294A (zh) * | 2022-11-29 | 2023-03-14 | 中山市德裕机械有限公司 | 一种智能化无限高度开槽机及其开槽方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP3751288B2 (ja) | 2006-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3751288B2 (ja) | 予備成形用シート折り曲げ型およびこれを用いたインサートシートの予備成形方法 | |
| WO1992010358A1 (en) | Method of manufacturing door trim of motor vehicle | |
| JPH06254983A (ja) | プラスチック成形品を製造する方法 | |
| EP1938943A1 (en) | Method of molding product with surface film | |
| US20080143023A1 (en) | Method of molding product with surface film | |
| KR100722319B1 (ko) | 장식 시트 제조용 고주파 금형 | |
| JP2015009539A (ja) | 板状成形体の製造方法 | |
| JPH0349740B2 (ja) | ||
| JP4334075B2 (ja) | 合成樹脂シートの成形装置 | |
| JP2001328099A (ja) | 表皮材の端末処理方法並びに端末構造 | |
| WO2002078937A1 (fr) | Dispositif de formage preliminaire, procede de formage preliminaire utilisant ce dispositif et procede de formage principal | |
| JP6997374B2 (ja) | 樹脂製パネル | |
| JP3560645B2 (ja) | プラスチックシートの成形方法 | |
| JP3865894B2 (ja) | モールディングの成形方法 | |
| WO2020217596A1 (ja) | 樹脂製容器の製造方法、樹脂製容器の製造装置、及び、樹脂製容器 | |
| JP6667922B1 (ja) | 中空熱可塑性樹脂製品の製造方法 | |
| JP2005186295A (ja) | 曲面形状成形物の製造方法およびその成形装置。 | |
| JP4458576B2 (ja) | 合成樹脂シートの成形装置 | |
| KR100305247B1 (ko) | 합성수지재 포장케이스의 제조방법 및 장치 | |
| JP3703226B2 (ja) | モールディングの端末加工方法 | |
| JP3915206B2 (ja) | 積層体の製造方法 | |
| JP3808174B2 (ja) | 車両用モールディングの端末成形方法および成形型 | |
| JP6950940B2 (ja) | 樹脂成形品の製造方法 | |
| JP3814355B2 (ja) | インサート成形品製造装置 | |
| JP2006015445A (ja) | 刃先が打ち抜き方向に曲線となっている打ち抜き刃 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051118 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051129 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051206 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 3751288 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20091216 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101216 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101216 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101216 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111216 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111216 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121216 Year of fee payment: 7 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121216 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131216 Year of fee payment: 8 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |