JP2004259794A - リアクトル装置 - Google Patents
リアクトル装置 Download PDFInfo
- Publication number
- JP2004259794A JP2004259794A JP2003046728A JP2003046728A JP2004259794A JP 2004259794 A JP2004259794 A JP 2004259794A JP 2003046728 A JP2003046728 A JP 2003046728A JP 2003046728 A JP2003046728 A JP 2003046728A JP 2004259794 A JP2004259794 A JP 2004259794A
- Authority
- JP
- Japan
- Prior art keywords
- reactor
- iron core
- case
- fixing
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Abstract
【課題】省エネルギ化,低損失化及び低騒音化における改善効果をより高めるとともに、生産性の向上,製造コストの低減及び帯材の無駄解消を図る。また、リアクトルを強固かつ安定に固定して機械的強度及び耐久性を飛躍的に高める。
【解決手段】折曲部を有しない非多角形のリング状に形成した鉄心2及びこの鉄心2の断面形状に沿って縦形の平角導線Wを周方向に巻回したコイル3を有するリアクトル4と、このリアクトル4を収容するケース5と、このケース5にリアクトル4を収容した際にコイル3の隙間Kを通して鉄心2をケース5に固定する固定手段6a,6b,6cを備える。
【選択図】図1
【解決手段】折曲部を有しない非多角形のリング状に形成した鉄心2及びこの鉄心2の断面形状に沿って縦形の平角導線Wを周方向に巻回したコイル3を有するリアクトル4と、このリアクトル4を収容するケース5と、このケース5にリアクトル4を収容した際にコイル3の隙間Kを通して鉄心2をケース5に固定する固定手段6a,6b,6cを備える。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明はインバータ回路やコンバータ回路等に用いて好適なリアクトル装置に関する。
【0002】
【従来の技術】
従来、積層巻鉄心とこの積層巻鉄心に巻回したコイルとを有するリアクトルは知られており、既に本出願人も、省エネルギ化,低損失化,低騒音化及び小型軽量化を実現できるリアクトルを特開2002−203729号公報により提案した。
【0003】
図12及び図13に同公報開示のリアクトル50を示す。このリアクトル50は、帯材51pを、図12に示すように円形のリング状に巻いて積層し、かつ積層断面Sの形状が図13に示すように、円形(又はこの近似形状)となる巻鉄芯51と、この巻鉄芯51のほぼ全周に亘って、縦形の平角導線52wを巻回させたコイル52を備えている。
【0004】
一方、この種のリアクトル50は、通常、放熱,遮音及び機械的保護等を目的としてケースの中に収容するとともに、さらに、ケースの中にエポキシ樹脂等の硬質の合成樹脂を充填してリアクトル50を固定しているが、十分な放熱性及び遮音性を得ることができないことから、既に本出願人は、弾性樹脂であるシリコン樹脂に60〜90重量パーセントの熱伝導用粉材を含有させた充填材を用いることにより放熱性及び遮音性(吸音性)を高めたリアクトル装置を、特願2002−192961号で提案した。
【特許文献1】
特開2002−203729号公報
【0005】
【発明が解決しようとする課題】
ところで、上述したリアクトル50に用いるコイル52は、圧延ロールなどにより平角導線52wを湾曲加工しながら巻回して製造する関係上、コイル52の曲率をあまり小さくできないため、コイル52の端面形状は、図13に仮想線で示すような円形となる。また、このような円形のコイル52に断面四角形の巻鉄心を用いた場合には、コイル52と巻鉄心間にかなりの隙間を生じ、結局、低損失化及び小型化を図れないことから、巻鉄心51の積層断面Sの形状もコイル52の端面形状に略相似する円形となるように形成している。
【0006】
しかし、このようなリアクトル50では、巻鉄心51における積層断面Sの形状が円形となることから、巻鉄心51の製造が容易でなく、製造工数の増加による生産性の低下及び製造コストの上昇を招くとともに、巻鉄心51の製造において帯材51pに1/4程度の無駄を生じる問題があった。
【0007】
また、充填材として弾性樹脂を用いた場合、放熱性及び遮音性(吸音性)における改善効果は得られるものの、反面、外部から付与される大きな振動や衝撃等に対して機械的強度や耐久性を確保しにくいとともに、コイルは非多角形となる鉄心の全周に沿って巻回するため、構造上、鉄心を強固に固定しにくく、しかも、鉄心の振動(騒音)を吸収する効果はあるものの、鉄心自身の振動を抑制することができないことから、遮音性においても改善する余地が残されていた。
【0008】
本発明は、上述したリアクトル50に対して、省エネルギ化,低損失化及び低騒音化に対する改善効果をより高め、また、生産性の向上,製造コストの低減及び帯材の無駄解消を図るとともに、加えて、リアクトルを強固かつ安定に固定することにより、機械的強度及び耐久性を飛躍的に高めることができるリアクトル装置の提供を目的とする。
【0009】
【課題を解決するための手段及び実施の形態】
本発明に係るリアクトル装置1は、鉄心2とこの鉄心2に巻回したコイル3とを有するリアクトル4を備えるリアクトル装置であって、折曲部を有しない非多角形のリング状に形成した鉄心2及びこの鉄心2の断面形状に沿って縦形の平角導線Wを周方向に巻回したコイル3を有するリアクトル4と、このリアクトル4を収容するケース5と、このケース5にリアクトル4を収容した際にコイル3の隙間Kを通して鉄心2をケース5に固定する固定手段6a,6b,6cを備えることを特徴とする。
【0010】
この場合、好適な実施の形態により、鉄心2は、複数に分割した分割鉄心部2a,2b,2c,2dの組合わせにより構成することができるとともに、分割鉄心部2a…の両端部における一対の分割面2ap,2aq…は、非平行面に形成することができる。また、分割鉄心部2a…間には、セパレータ7…を介在させたギャップG…を設けることができる。なお、ギャップG…は、分割鉄心部2e,2fの分割面2ep,2fpの一部に突出部2ex,2fxを形成することにより及び(又は)分割鉄心部2a…の中間位置に切込溝部2es,2fsを形成することにより設けることもできる。
【0011】
一方、固定手段6aは、ケース5の下部に設けて鉄心2の下部2dを支持する支持部11…と、ケース5の上部に一端を固定して鉄心2の上部2uを押圧する押圧片12…を備えて構成できるとともに、他の固定手段6bは、鉄心2に形成した挿通孔13…と、この挿通孔13…を通してケース5に螺着する固定ネジ14…を備えて構成でき、さらに、他の固定手段6cは、ギャップG…を利用して鉄心2をケース5に固定する固定機構15…を備えて構成できる。また、リアクトル4を収容したケース5の内部空間には、弾性樹脂等の充填材を充填することができる。
【0012】
【実施例】
次に、本発明の好適な実施例に係るリアクトル装置1を挙げ、図1〜図7を参照して詳細に説明する。
【0013】
最初に、リアクトル装置1の製造方法について、各図を参照して具体的に説明する。図5は、製造工程のフローチャートであり、C1〜C5は巻線工程,Y1〜Y3は鉄心製造工程,A1〜A6はリアクトル装置組立工程を示す。
【0014】
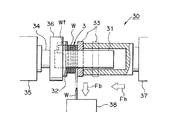
図6及び図7は、コイル巻線機30の要部を示す。本実施例に係るリアクトル装置1に使用するコイル3は、このコイル巻線機30により製造することができる。コイル巻線機30において、34は回転軸であり、回転駆動機構35により低速回転する。回転軸34の先端には、支持盤36を一体に備え、この支持盤36の先端面に固定盤32を固定するとともに、この固定盤32の中央から棒状の芯金31を直角に突出させる。この芯金31の断面形状は、後述する鉄心2の断面形状に略相似し、かつ当該断面形状よりも若干大きい断面形状を有する。この芯金31は、製造するコイル3の種類に対応して交換可能である。また、この芯金31には、この芯金31に沿って変位可能な加圧盤33を装填する。したがって、芯金31は加圧盤33の中央を貫通する。この加圧盤33は、加圧機構37により矢印Fh方向、即ち、固定盤32の方向に加圧される。
【0015】
コイル巻線機30を用いたコイル3の製造工程は次のようになる。まず、平角導線Wを用意する。平角導線Wは、厚さと幅の割合が1:5程度に形成した銅線を使用する。なお、縦形の平角導線Wとは、コイル3の軸方向に対して平角導線Wの厚さ方向が平行になる場合をいう。平角導線Wは、図6に示すように、支持盤36側に先端Wfを固定する(ステップC1)。そして、加圧機構37により加圧盤33を矢印Fh方向へ移動させ、同図に示すように、平角導線Wを固定盤32と加圧盤33間に挟んだ状態にして加圧する(ステップC2)。また、同時に平角導線Wを引張機構38により矢印Fb方向へ引張るとともに(ステップC3)、この状態で芯金31を回転駆動機構35により矢印Fr方向へ低速で回転させる(ステップC4)。これにより、平角導線Wは芯金31に巻付けられ、コイル3を製造することができる(ステップC5)。なお、得られたコイル3に対しては、絶縁被膜を塗布するなどの必要な仕上処理を行うとともに、コイル3の両端から導出するリード部(不図示)の先端に端子金具を取付ける。
【0016】
他方、鉄心2に用いる分割鉄心部2a,2b…2dの製造を行う。まず、珪素鋼板等の磁性帯板Pを用意する。この場合、磁性帯板Pは、長手方向に同一幅である。なお、必要により複数の幅を有する磁性帯板を用いてもよく、これにより、分割鉄心部2a…の断面形状を、例えば、複数の四角形の組合形状にすることが可能である。磁性帯板Pは、断面を角の無い長円形(図1eで示す形状)に形成した成形治具の周面に積層巻する(ステップY1)。この場合、磁性帯板Pは、円形に形成した成形治具の周面に積層巻し、この後、治具により長円形に成形してもよい。これにより、折曲部を有しない長円形のリング状となる積層巻基材が得られるため、この積層巻基材を四つのブロックに切断分割する(ステップY2)。図1に現れる2a,2b,2c,2dが四つの分割鉄心部であり、いわば十字線により積層巻基材を四等分した形状となる(ステップY3)。このように分割することにより、分割鉄心部2a…の両端部における一対の分割面2ap,2aq…は、非平行面(直角関係)になり、分割鉄心部2a…の各ギャップG…における磁束の分極が原因で発生する吸着振動力のベクトル方向をそれぞれ異ならせることができる。この結果、発生する振動の重畳(共振)やハンマ効果が低減され、低騒音化に寄与することができる。なお、実施例は、鉄心2の形状として長円形(小判形)を例示したが、その他、円形,楕円形など、一般的には、折曲部を有しない非多角形のリング状に形成することができる。また、分割鉄心部2a…を得るための分割数は任意に選定できるとともに、各分割面2ap…は、傾斜面にすることもできる。
【0017】
そして、コイル3と四つの分割鉄心部2a,2b…2dが得られたなら、リアクトル装置1の組立を行う。まず、コイル3と四つの分割鉄心部2a…を組合わせてリアクトル4を製造する(ステップA1)。この場合、各分割鉄心部2a…の相互間には、図1に示す厚さ0.5〜1〔mm〕前後のガラスエポキシ樹脂製のセパレータ7…を介在させ、接着剤を用いて各分割鉄心部2a…の相互間を結合する。これにより、各分割鉄心部2a…の相互間には、セパレータ7…の介在するギャップG…が形成される。この際、結合時には、分割鉄心部2a…を、コイル3の内部空間に収容するとともに、分割鉄心部2a…とコイル3間には、必要により絶縁紙等の絶縁材を介在させる。これにより、図1に示すリアクトル4が得られる。実施例では、同一構成のリアクトル4…を三つ用意する。
【0018】
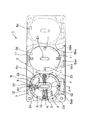
このリアクトル4は、図1に示すように、折曲部(角部)を有しない長円形のリング状となる積層巻の鉄心2を備えるとともに、コイル3を構成する一巻分の各相互間隔は、内側が狭くなり、かつ外側が広くなる。この態様は鉄心2の直線部分でも同様となるため、鉄心2の全周に沿ってコイル3を構成する一巻分の各相互間には所定の間隔が生じることになる。
【0019】
一方、ステップA1により得られた三つのリアクトル4…は、アルミニウムケース(放熱用ケース)5の内部に収容する(ステップA2)。アルミニウムケース5は、図1及び図2に示すように、平面視を略長方形に形成し、かつ三つのリアクトル4…を一列に並べて収容できるように上面から下方に窪んだ三つのリアクトル収容部5a,5b,5cを有する。なお、図1中、リアクトル収容部5aはリアクトル4を収容した状態、リアクトル収容部5bは空の状態をそれぞれ示すとともに、リアクトル収容部5cは仮想線により詳細を省略して示す。
【0020】
リアクトル収容部5bは、内部底面5bdの中央部位から上方へ突出形成した放熱用起部21を有するとともに、内部側壁面5bwから内方に突出形成し、かつ周方向に所定間隔(等間隔)置きに設けた四つの支持部11…を有する。一つの支持部11は、収容されたリアクトル4における鉄心2の外周面を規制する規制片部11sを有する。また、この規制片部11sの下部(ケース5の下部)に設け、かつこの規制片部11sよりも内方に突出して鉄心2の下部(底面)2dを支持する支持片部11dを有するとともに、規制片部11sの上端面には固定ネジ22が螺着するネジ孔部23を有する。なお、他の三つの支持部11…も同様に形成する。さらに、リアクトル収容部5bには、アルミニウムケース5の上面から下方へ凹状に形成し、かつ内部側壁面5bwに臨ませた一対のリード引出部5bp,5bqを有する。
【0021】
したがって、リアクトル4をリアクトル収容部5bに収容すれば、図2に示すように、リアクトル4における鉄心2の外周面は、四つの規制片部11s…により水平方向の位置が規制されるとともに、鉄心2の下部(底面)2dは、四つの支持片部11d…により支持される。なお、各支持片部11d…と鉄心2の下部(底面)2d間及び各規制片部11s…と鉄心2の外周面間には、必要に応じてシリコンゴム等のシート材等を介在させることができる。
【0022】
さらに、四つの押圧片12…及び四つの固定ネジ22…を用意する。押圧片12は、ステンレス,鉄,合金等の剛性材或いはバネ材により一枚の板片として形成し、一端側に、固定ネジ22が挿通する挿通孔12sを有する。この場合、押圧片12の他端側は、図4に示すように、平坦であってもよいし、必要により湾曲(折曲)させてもよい。そして、固定ネジ22…を押圧片12…の挿通孔12s…に通し、かつネジ孔部23…に螺着すれば、押圧片12の一端は規制片部11sの上端面(ケース5の上部)に固定されるとともに、この押圧片12の他端側(先端側)により鉄心2の上部2uが押圧され、鉄心2(リアクトル4)は、固定手段6aによりケース5に対して強固に固定される(ステップA3)。このような四つの支持部11…及び押圧片12…(及び固定ネジ22…)は、固定手段6aを構成する。
【0023】
なお、実施例では、各支持部11…及び各押圧片12…が各ギャップG…(セパレータ7…)に跨がるため、各ギャップG…を通るコイル3の一巻分を各ギャップG…の内側に配することが望ましい。これにより、発熱を抑えることができる。また、押圧片12…の固定は、固定ネジ22…を用いる他、溶接や嵌込等を用いてもよいし、押圧片12と鉄心2間には、必要により上述したシート材等を介在させることができる。
【0024】
以上、リアクトル収容部5bについて説明したが、他のリアクトル収容部5a及び5cもリアクトル収容部5bと同一に構成するとともに、リアクトル収容部5bの場合と同様にリアクトル4…を収容する。
【0025】
次いで、アルミニウムケース5の内部、即ち、各リアクトル収容部5a…の内部には充填材、望ましくは、シリコン樹脂に60〜90重量パーセントの熱伝導用粉材を含有させた弾性樹脂を充填する(ステップA4)。実施例は、最も効果的な75重量パーセントの熱伝導用粉材を含有させている。この場合、シリコン樹脂は、二液混合の加熱硬化型或いは一液性常温硬化型のシリコンゴムを用いる。また、熱伝導用粉材は、粒子が0.2〔mm〕以下の酸化アルミニウム(アルミナ)を用いる。熱伝導用粉材は、熱伝導率(放熱性)をより高めるものであり、他の材料としてはボロン材等を用いることができる。
【0026】
弾性樹脂の充填が終了したなら、アルミニウムケース5の上に蓋25を載せ、不図示のネジにより両者を固定する(ステップA5)。この際、蓋25には、図4に示すリード引出孔26…が形成されているため、コイル3…の両端から導出されたリード部を、アルミニウムケース5のリード引出部5ap…及びリード引出孔26…を通して外部に導出させるとともに、弾性樹脂の充填量を設定することにより、蓋25をアルミニウムケース5の上に載せた際に、弾性樹脂の一部がリード引出孔26…内に進入するようにする。これにより、コイル3…のリード部と蓋25間の絶縁性が確保される。なお、この際、コイル3…のリード部には、絶縁チューブを装着して当該リード部を被覆することが望ましい。以上の製造工程により、リアクトル装置1が得られる(ステップA6)。
【0027】
次に、本実施例に係るリアクトル装置1の特長について述べる。まず、騒音が低減されるとともに高い放熱性が得られる。本実施例では、アルミニウムケース5に弾性樹脂を充填するため、リアクトル4から発生する騒音は、遮音材として機能する弾性樹脂により吸収される。また、弾性樹脂は、シリコン樹脂に所定量の熱伝導用粉材を含有するため、熱伝導率(放熱性)がより高められる。
【0028】
一方、充填材として弾性樹脂のみでリアクトル4を固定(保持)した場合、弾性を有するが故に、外部から付与される大きな振動や衝撃等に対して機械的強度や耐久性を確保しにくい。本実施例では、リアクトル4(鉄心2)は、固定手段6aによりケース5に対して強固に固定されるため、外部から付与される大きな振動や衝撃等に対しても機械的強度及び耐久性が飛躍的に高められる。
【0029】
しかも、コイル3は非多角形となる鉄心2の全周に沿って巻回されるため、構造上、鉄心2を固定しにくいが、前述したように、リアクトル4におけるコイル3を構成する一巻分の各相互間隔は、内側が狭くなり、かつ外側が広くなるとともに、この態様は鉄心2の直線部分でも同様となるため、図3に示すように、支持部11…及び押圧片12…は、コイル3の外側に生じる隙間Kに収容することができ、鉄心2自身をケース5に対して安定かつ確実に固定できる。
【0030】
なお、コイルの内部寸法を同一条件とした場合、積層断面の形状が四角形となる本実施例に係るリアクトル装置1におけるリアクトル4は、図12及び図13に示した積層断面Sの形状が円形となる巻鉄心51を有する従来のリアクトル50に比べ、積層断面の面積が約27〔%〕大きくなるため、磁束密度が小さくなって鉄損が減少する。しかも、放熱効果が高められるため、流せる電流も大きくなり、従来のリアクトル50に対して実質2倍程度の電流を流すことができ、結果的に、より省エネルギ化及び低損失化が改善される。また、従来のリアクトル50では、巻鉄心51における積層断面Sの形状が円形となることから、巻鉄心51の製造が容易でなく、製造工数の増加による生産性の低下及び製造コストの上昇を招くとともに、巻鉄心51の製造において帯材51pに1/4程度の無駄を生じる問題があったが、本実施例に係るリアクトル装置1では、これらの問題が全て解消され、材料コストが低減される。
【0031】
他方、図8〜図11には、変更実施例に係る固定手段6b,6c及びギャップGの変更例を示す。
【0032】
図8及び図9に示す固定手段6b…は、鉄心2に形成した挿通孔13…と、この挿通孔13…を通してケース5に螺着する固定ネジ14…を用いたものである。この場合、鉄心2を支持するに際しては、前述した実施例の支持部11…を用いてもよいし、固定ネジ14…が通る筒型の支持部材等をケース5の内部底面5bd…と鉄心2の底面間に介在させてもよい。なお、図8は、鉄心2の外周面から外方へ突出する四つの突起部71…を設け、この突起部71…に、挿通孔13…を形成した例を示すとともに、図9は、鉄心2自身に八つの挿通孔13…を直接形成した例を示す。図8及び図9に示すいずれのタイプであっても、固定ネジ14…を挿通孔13…に通した後、固定ネジ14…の先端をケース5に螺着すれば、鉄心2をケース5に固定できる。
【0033】
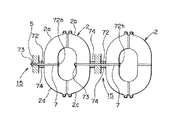
図10に示す固定手段6cは、ギャップG…を利用して鉄心2をケース5に固定する固定機構15を用いたものである。この場合も、鉄心2を支持するに際しては、前述した実施例の支持部11…を用いてもよいし、他の支持部材等をケース5の内部底面5bd…と鉄心2の底面間に介在させてもよい。固定手段6cの場合には、頭部72h…を有する固定ネジ72…を、鉄心2の内側からギャップG…を通し、さらに介装部材74…を通した後、固定ネジ72…の先端をケース5に螺着すれば、鉄心2をケース5に固定できる。なお、図10の場合は、固定ネジ72…の先端にナット73…を螺着して固定した例を示す。また、同図に示すように、隣同士の鉄心2と2を一本の固定ネジ72…により結合することもできる。例示は固定ネジ72…をケース5に対して水平方向に配したものであるが、ケース5に対して垂直方向に配してもよい。さらに、セパレータ7…に固定ネジ72…を一体に設けた専用部材を用いてもよい。
【0034】
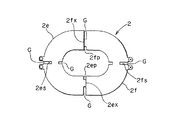
図11は、ギャップGの変更例を示すものであり、鉄心2は、二つの分割鉄心部2e,2fにより構成するとともに、各分割鉄心部2e,2fの分割面2ep,2fpの一部に突出部2ex,2fxを形成したものである。これにより、分割鉄心部2eと2fを組付ければ、同図に示すようなギャップG…が形成される。また、分割鉄心部2a…の中間位置に切込溝部2es,2fsを形成しても同様のギャップG…を形成することができる。ギャップG…をこのように形成することにより、ギャップG…に必要な磁気抵抗を設けることができるとともに、前述したセパレータ7は不要となる。
【0035】
以上、実施例について詳細に説明したが、本発明はこのような実施例に限定されるものではなく、細部の構成,形状,材料,数量,数値,手法等おいて、本発明の要旨を逸脱しない範囲で、任意に変更,追加,削除することができる。
【0036】
例えば、鉄心2として、アモルファス,パーマロイ,ナノ結晶合金,フェライト,Fe−Al−Si系合金,純鉄等を用いた焼結タイプを排除するものではない。また、アルミニウムケース5を例示したが、他の放熱用素材により形成したケースを排除するものではない。一方、充填材として、弾性樹脂、特に、シリコン樹脂に熱伝導用粉材を含有させた弾性樹脂を例示したが、他の充填材としては、絶縁油、望ましくは、上述した熱伝導用粉材を40〜90重量パーセント含有させた絶縁油を用いることもできるし、セラミックス又はセメントを用いることもできる。セラミックスを用いる場合には、アルミニウムケースの内部に粉材を充填した後、加熱することにより固化させればよい。さらに、実施例は、三つのリアクトル4…を用いたリアクトル装置1を例示したが、単一或いは任意の数量により実施できる。また、固定手段6a,6b,6cは、それぞれ単独で用いてもよいし、組合わせて用いてもよい。
【0037】
【発明の効果】
このように、本発明に係るリアクトル装置は、折曲部を有しない非多角形のリング状に形成した鉄心及びこの鉄心の断面形状に沿って縦形の平角導線を周方向に巻回したコイルを有するリアクトルと、このリアクトルを収容するケースと、このケースにリアクトルを収容した際にコイルの隙間を通して鉄心をケースに固定する固定手段を備えるため、次のような顕著な効果を奏する。
【0038】
(1) 従来のリアクトル(図12及び図13のリアクトル50)に対して、省エネルギ化,低損失化及び低騒音化における改善効果をより高めることができるとともに、生産性の向上,製造コストの低減及び帯材の無駄解消を図ることができる。
【0039】
(2) ケースに対してリアクトル(鉄心)を強固かつ安定に固定することができるため、外部から付与される大きな振動や衝撃等に対する機械的強度及び耐久性を飛躍的に高めることができる。
【図面の簡単な説明】
【図1】本発明の好適な実施例に係るリアクトル装置の蓋を除いた状態における一部を省略した平面図、
【図2】同リアクトル装置の断面正面図、
【図3】同リアクトル装置の固定手段を拡大して示す平面構成図、
【図4】同リアクトル装置の固定手段を拡大して示す図1中A線における断面図、
【図5】同リアクトル装置の製造方法に係る製造工程のフローチャート、
【図6】同リアクトル装置の製造方法に用いるコイル巻線機の要部を示す一部断面側面図、
【図7】同コイル巻線機の要部を示す斜視図、
【図8】同リアクトル装置の変更実施例に係る固定手段の平面図、
【図9】同リアクトル装置の他の変更実施例に係る固定手段の平面図、
【図10】同リアクトル装置の他の変更実施例に係る固定手段の平面図、
【図11】同リアクトル装置の変更例に係るギャップの平面図、
【図12】従来の技術に係るリアクトルの一部を省略した平面図、
【図13】同リアクトルの一部を省略した断面側面図、
【符号の説明】
1 リアクトル装置
2 鉄心
2a… 分割鉄心部
2ap… 分割面
2ex… 突出部
2es… 切込溝部
2d 鉄心の下部
2u 鉄心の上部
3 コイル
4 リアクトル
5 ケース
6a… 固定手段
7… セパレータ
11… 支持部
12… 押圧片
13… 挿通孔
14… 固定ネジ
15… 固定機構
W 平角導線
K 隙間
G… ギャップ
【発明の属する技術分野】
本発明はインバータ回路やコンバータ回路等に用いて好適なリアクトル装置に関する。
【0002】
【従来の技術】
従来、積層巻鉄心とこの積層巻鉄心に巻回したコイルとを有するリアクトルは知られており、既に本出願人も、省エネルギ化,低損失化,低騒音化及び小型軽量化を実現できるリアクトルを特開2002−203729号公報により提案した。
【0003】
図12及び図13に同公報開示のリアクトル50を示す。このリアクトル50は、帯材51pを、図12に示すように円形のリング状に巻いて積層し、かつ積層断面Sの形状が図13に示すように、円形(又はこの近似形状)となる巻鉄芯51と、この巻鉄芯51のほぼ全周に亘って、縦形の平角導線52wを巻回させたコイル52を備えている。
【0004】
一方、この種のリアクトル50は、通常、放熱,遮音及び機械的保護等を目的としてケースの中に収容するとともに、さらに、ケースの中にエポキシ樹脂等の硬質の合成樹脂を充填してリアクトル50を固定しているが、十分な放熱性及び遮音性を得ることができないことから、既に本出願人は、弾性樹脂であるシリコン樹脂に60〜90重量パーセントの熱伝導用粉材を含有させた充填材を用いることにより放熱性及び遮音性(吸音性)を高めたリアクトル装置を、特願2002−192961号で提案した。
【特許文献1】
特開2002−203729号公報
【0005】
【発明が解決しようとする課題】
ところで、上述したリアクトル50に用いるコイル52は、圧延ロールなどにより平角導線52wを湾曲加工しながら巻回して製造する関係上、コイル52の曲率をあまり小さくできないため、コイル52の端面形状は、図13に仮想線で示すような円形となる。また、このような円形のコイル52に断面四角形の巻鉄心を用いた場合には、コイル52と巻鉄心間にかなりの隙間を生じ、結局、低損失化及び小型化を図れないことから、巻鉄心51の積層断面Sの形状もコイル52の端面形状に略相似する円形となるように形成している。
【0006】
しかし、このようなリアクトル50では、巻鉄心51における積層断面Sの形状が円形となることから、巻鉄心51の製造が容易でなく、製造工数の増加による生産性の低下及び製造コストの上昇を招くとともに、巻鉄心51の製造において帯材51pに1/4程度の無駄を生じる問題があった。
【0007】
また、充填材として弾性樹脂を用いた場合、放熱性及び遮音性(吸音性)における改善効果は得られるものの、反面、外部から付与される大きな振動や衝撃等に対して機械的強度や耐久性を確保しにくいとともに、コイルは非多角形となる鉄心の全周に沿って巻回するため、構造上、鉄心を強固に固定しにくく、しかも、鉄心の振動(騒音)を吸収する効果はあるものの、鉄心自身の振動を抑制することができないことから、遮音性においても改善する余地が残されていた。
【0008】
本発明は、上述したリアクトル50に対して、省エネルギ化,低損失化及び低騒音化に対する改善効果をより高め、また、生産性の向上,製造コストの低減及び帯材の無駄解消を図るとともに、加えて、リアクトルを強固かつ安定に固定することにより、機械的強度及び耐久性を飛躍的に高めることができるリアクトル装置の提供を目的とする。
【0009】
【課題を解決するための手段及び実施の形態】
本発明に係るリアクトル装置1は、鉄心2とこの鉄心2に巻回したコイル3とを有するリアクトル4を備えるリアクトル装置であって、折曲部を有しない非多角形のリング状に形成した鉄心2及びこの鉄心2の断面形状に沿って縦形の平角導線Wを周方向に巻回したコイル3を有するリアクトル4と、このリアクトル4を収容するケース5と、このケース5にリアクトル4を収容した際にコイル3の隙間Kを通して鉄心2をケース5に固定する固定手段6a,6b,6cを備えることを特徴とする。
【0010】
この場合、好適な実施の形態により、鉄心2は、複数に分割した分割鉄心部2a,2b,2c,2dの組合わせにより構成することができるとともに、分割鉄心部2a…の両端部における一対の分割面2ap,2aq…は、非平行面に形成することができる。また、分割鉄心部2a…間には、セパレータ7…を介在させたギャップG…を設けることができる。なお、ギャップG…は、分割鉄心部2e,2fの分割面2ep,2fpの一部に突出部2ex,2fxを形成することにより及び(又は)分割鉄心部2a…の中間位置に切込溝部2es,2fsを形成することにより設けることもできる。
【0011】
一方、固定手段6aは、ケース5の下部に設けて鉄心2の下部2dを支持する支持部11…と、ケース5の上部に一端を固定して鉄心2の上部2uを押圧する押圧片12…を備えて構成できるとともに、他の固定手段6bは、鉄心2に形成した挿通孔13…と、この挿通孔13…を通してケース5に螺着する固定ネジ14…を備えて構成でき、さらに、他の固定手段6cは、ギャップG…を利用して鉄心2をケース5に固定する固定機構15…を備えて構成できる。また、リアクトル4を収容したケース5の内部空間には、弾性樹脂等の充填材を充填することができる。
【0012】
【実施例】
次に、本発明の好適な実施例に係るリアクトル装置1を挙げ、図1〜図7を参照して詳細に説明する。
【0013】
最初に、リアクトル装置1の製造方法について、各図を参照して具体的に説明する。図5は、製造工程のフローチャートであり、C1〜C5は巻線工程,Y1〜Y3は鉄心製造工程,A1〜A6はリアクトル装置組立工程を示す。
【0014】
図6及び図7は、コイル巻線機30の要部を示す。本実施例に係るリアクトル装置1に使用するコイル3は、このコイル巻線機30により製造することができる。コイル巻線機30において、34は回転軸であり、回転駆動機構35により低速回転する。回転軸34の先端には、支持盤36を一体に備え、この支持盤36の先端面に固定盤32を固定するとともに、この固定盤32の中央から棒状の芯金31を直角に突出させる。この芯金31の断面形状は、後述する鉄心2の断面形状に略相似し、かつ当該断面形状よりも若干大きい断面形状を有する。この芯金31は、製造するコイル3の種類に対応して交換可能である。また、この芯金31には、この芯金31に沿って変位可能な加圧盤33を装填する。したがって、芯金31は加圧盤33の中央を貫通する。この加圧盤33は、加圧機構37により矢印Fh方向、即ち、固定盤32の方向に加圧される。
【0015】
コイル巻線機30を用いたコイル3の製造工程は次のようになる。まず、平角導線Wを用意する。平角導線Wは、厚さと幅の割合が1:5程度に形成した銅線を使用する。なお、縦形の平角導線Wとは、コイル3の軸方向に対して平角導線Wの厚さ方向が平行になる場合をいう。平角導線Wは、図6に示すように、支持盤36側に先端Wfを固定する(ステップC1)。そして、加圧機構37により加圧盤33を矢印Fh方向へ移動させ、同図に示すように、平角導線Wを固定盤32と加圧盤33間に挟んだ状態にして加圧する(ステップC2)。また、同時に平角導線Wを引張機構38により矢印Fb方向へ引張るとともに(ステップC3)、この状態で芯金31を回転駆動機構35により矢印Fr方向へ低速で回転させる(ステップC4)。これにより、平角導線Wは芯金31に巻付けられ、コイル3を製造することができる(ステップC5)。なお、得られたコイル3に対しては、絶縁被膜を塗布するなどの必要な仕上処理を行うとともに、コイル3の両端から導出するリード部(不図示)の先端に端子金具を取付ける。
【0016】
他方、鉄心2に用いる分割鉄心部2a,2b…2dの製造を行う。まず、珪素鋼板等の磁性帯板Pを用意する。この場合、磁性帯板Pは、長手方向に同一幅である。なお、必要により複数の幅を有する磁性帯板を用いてもよく、これにより、分割鉄心部2a…の断面形状を、例えば、複数の四角形の組合形状にすることが可能である。磁性帯板Pは、断面を角の無い長円形(図1eで示す形状)に形成した成形治具の周面に積層巻する(ステップY1)。この場合、磁性帯板Pは、円形に形成した成形治具の周面に積層巻し、この後、治具により長円形に成形してもよい。これにより、折曲部を有しない長円形のリング状となる積層巻基材が得られるため、この積層巻基材を四つのブロックに切断分割する(ステップY2)。図1に現れる2a,2b,2c,2dが四つの分割鉄心部であり、いわば十字線により積層巻基材を四等分した形状となる(ステップY3)。このように分割することにより、分割鉄心部2a…の両端部における一対の分割面2ap,2aq…は、非平行面(直角関係)になり、分割鉄心部2a…の各ギャップG…における磁束の分極が原因で発生する吸着振動力のベクトル方向をそれぞれ異ならせることができる。この結果、発生する振動の重畳(共振)やハンマ効果が低減され、低騒音化に寄与することができる。なお、実施例は、鉄心2の形状として長円形(小判形)を例示したが、その他、円形,楕円形など、一般的には、折曲部を有しない非多角形のリング状に形成することができる。また、分割鉄心部2a…を得るための分割数は任意に選定できるとともに、各分割面2ap…は、傾斜面にすることもできる。
【0017】
そして、コイル3と四つの分割鉄心部2a,2b…2dが得られたなら、リアクトル装置1の組立を行う。まず、コイル3と四つの分割鉄心部2a…を組合わせてリアクトル4を製造する(ステップA1)。この場合、各分割鉄心部2a…の相互間には、図1に示す厚さ0.5〜1〔mm〕前後のガラスエポキシ樹脂製のセパレータ7…を介在させ、接着剤を用いて各分割鉄心部2a…の相互間を結合する。これにより、各分割鉄心部2a…の相互間には、セパレータ7…の介在するギャップG…が形成される。この際、結合時には、分割鉄心部2a…を、コイル3の内部空間に収容するとともに、分割鉄心部2a…とコイル3間には、必要により絶縁紙等の絶縁材を介在させる。これにより、図1に示すリアクトル4が得られる。実施例では、同一構成のリアクトル4…を三つ用意する。
【0018】
このリアクトル4は、図1に示すように、折曲部(角部)を有しない長円形のリング状となる積層巻の鉄心2を備えるとともに、コイル3を構成する一巻分の各相互間隔は、内側が狭くなり、かつ外側が広くなる。この態様は鉄心2の直線部分でも同様となるため、鉄心2の全周に沿ってコイル3を構成する一巻分の各相互間には所定の間隔が生じることになる。
【0019】
一方、ステップA1により得られた三つのリアクトル4…は、アルミニウムケース(放熱用ケース)5の内部に収容する(ステップA2)。アルミニウムケース5は、図1及び図2に示すように、平面視を略長方形に形成し、かつ三つのリアクトル4…を一列に並べて収容できるように上面から下方に窪んだ三つのリアクトル収容部5a,5b,5cを有する。なお、図1中、リアクトル収容部5aはリアクトル4を収容した状態、リアクトル収容部5bは空の状態をそれぞれ示すとともに、リアクトル収容部5cは仮想線により詳細を省略して示す。
【0020】
リアクトル収容部5bは、内部底面5bdの中央部位から上方へ突出形成した放熱用起部21を有するとともに、内部側壁面5bwから内方に突出形成し、かつ周方向に所定間隔(等間隔)置きに設けた四つの支持部11…を有する。一つの支持部11は、収容されたリアクトル4における鉄心2の外周面を規制する規制片部11sを有する。また、この規制片部11sの下部(ケース5の下部)に設け、かつこの規制片部11sよりも内方に突出して鉄心2の下部(底面)2dを支持する支持片部11dを有するとともに、規制片部11sの上端面には固定ネジ22が螺着するネジ孔部23を有する。なお、他の三つの支持部11…も同様に形成する。さらに、リアクトル収容部5bには、アルミニウムケース5の上面から下方へ凹状に形成し、かつ内部側壁面5bwに臨ませた一対のリード引出部5bp,5bqを有する。
【0021】
したがって、リアクトル4をリアクトル収容部5bに収容すれば、図2に示すように、リアクトル4における鉄心2の外周面は、四つの規制片部11s…により水平方向の位置が規制されるとともに、鉄心2の下部(底面)2dは、四つの支持片部11d…により支持される。なお、各支持片部11d…と鉄心2の下部(底面)2d間及び各規制片部11s…と鉄心2の外周面間には、必要に応じてシリコンゴム等のシート材等を介在させることができる。
【0022】
さらに、四つの押圧片12…及び四つの固定ネジ22…を用意する。押圧片12は、ステンレス,鉄,合金等の剛性材或いはバネ材により一枚の板片として形成し、一端側に、固定ネジ22が挿通する挿通孔12sを有する。この場合、押圧片12の他端側は、図4に示すように、平坦であってもよいし、必要により湾曲(折曲)させてもよい。そして、固定ネジ22…を押圧片12…の挿通孔12s…に通し、かつネジ孔部23…に螺着すれば、押圧片12の一端は規制片部11sの上端面(ケース5の上部)に固定されるとともに、この押圧片12の他端側(先端側)により鉄心2の上部2uが押圧され、鉄心2(リアクトル4)は、固定手段6aによりケース5に対して強固に固定される(ステップA3)。このような四つの支持部11…及び押圧片12…(及び固定ネジ22…)は、固定手段6aを構成する。
【0023】
なお、実施例では、各支持部11…及び各押圧片12…が各ギャップG…(セパレータ7…)に跨がるため、各ギャップG…を通るコイル3の一巻分を各ギャップG…の内側に配することが望ましい。これにより、発熱を抑えることができる。また、押圧片12…の固定は、固定ネジ22…を用いる他、溶接や嵌込等を用いてもよいし、押圧片12と鉄心2間には、必要により上述したシート材等を介在させることができる。
【0024】
以上、リアクトル収容部5bについて説明したが、他のリアクトル収容部5a及び5cもリアクトル収容部5bと同一に構成するとともに、リアクトル収容部5bの場合と同様にリアクトル4…を収容する。
【0025】
次いで、アルミニウムケース5の内部、即ち、各リアクトル収容部5a…の内部には充填材、望ましくは、シリコン樹脂に60〜90重量パーセントの熱伝導用粉材を含有させた弾性樹脂を充填する(ステップA4)。実施例は、最も効果的な75重量パーセントの熱伝導用粉材を含有させている。この場合、シリコン樹脂は、二液混合の加熱硬化型或いは一液性常温硬化型のシリコンゴムを用いる。また、熱伝導用粉材は、粒子が0.2〔mm〕以下の酸化アルミニウム(アルミナ)を用いる。熱伝導用粉材は、熱伝導率(放熱性)をより高めるものであり、他の材料としてはボロン材等を用いることができる。
【0026】
弾性樹脂の充填が終了したなら、アルミニウムケース5の上に蓋25を載せ、不図示のネジにより両者を固定する(ステップA5)。この際、蓋25には、図4に示すリード引出孔26…が形成されているため、コイル3…の両端から導出されたリード部を、アルミニウムケース5のリード引出部5ap…及びリード引出孔26…を通して外部に導出させるとともに、弾性樹脂の充填量を設定することにより、蓋25をアルミニウムケース5の上に載せた際に、弾性樹脂の一部がリード引出孔26…内に進入するようにする。これにより、コイル3…のリード部と蓋25間の絶縁性が確保される。なお、この際、コイル3…のリード部には、絶縁チューブを装着して当該リード部を被覆することが望ましい。以上の製造工程により、リアクトル装置1が得られる(ステップA6)。
【0027】
次に、本実施例に係るリアクトル装置1の特長について述べる。まず、騒音が低減されるとともに高い放熱性が得られる。本実施例では、アルミニウムケース5に弾性樹脂を充填するため、リアクトル4から発生する騒音は、遮音材として機能する弾性樹脂により吸収される。また、弾性樹脂は、シリコン樹脂に所定量の熱伝導用粉材を含有するため、熱伝導率(放熱性)がより高められる。
【0028】
一方、充填材として弾性樹脂のみでリアクトル4を固定(保持)した場合、弾性を有するが故に、外部から付与される大きな振動や衝撃等に対して機械的強度や耐久性を確保しにくい。本実施例では、リアクトル4(鉄心2)は、固定手段6aによりケース5に対して強固に固定されるため、外部から付与される大きな振動や衝撃等に対しても機械的強度及び耐久性が飛躍的に高められる。
【0029】
しかも、コイル3は非多角形となる鉄心2の全周に沿って巻回されるため、構造上、鉄心2を固定しにくいが、前述したように、リアクトル4におけるコイル3を構成する一巻分の各相互間隔は、内側が狭くなり、かつ外側が広くなるとともに、この態様は鉄心2の直線部分でも同様となるため、図3に示すように、支持部11…及び押圧片12…は、コイル3の外側に生じる隙間Kに収容することができ、鉄心2自身をケース5に対して安定かつ確実に固定できる。
【0030】
なお、コイルの内部寸法を同一条件とした場合、積層断面の形状が四角形となる本実施例に係るリアクトル装置1におけるリアクトル4は、図12及び図13に示した積層断面Sの形状が円形となる巻鉄心51を有する従来のリアクトル50に比べ、積層断面の面積が約27〔%〕大きくなるため、磁束密度が小さくなって鉄損が減少する。しかも、放熱効果が高められるため、流せる電流も大きくなり、従来のリアクトル50に対して実質2倍程度の電流を流すことができ、結果的に、より省エネルギ化及び低損失化が改善される。また、従来のリアクトル50では、巻鉄心51における積層断面Sの形状が円形となることから、巻鉄心51の製造が容易でなく、製造工数の増加による生産性の低下及び製造コストの上昇を招くとともに、巻鉄心51の製造において帯材51pに1/4程度の無駄を生じる問題があったが、本実施例に係るリアクトル装置1では、これらの問題が全て解消され、材料コストが低減される。
【0031】
他方、図8〜図11には、変更実施例に係る固定手段6b,6c及びギャップGの変更例を示す。
【0032】
図8及び図9に示す固定手段6b…は、鉄心2に形成した挿通孔13…と、この挿通孔13…を通してケース5に螺着する固定ネジ14…を用いたものである。この場合、鉄心2を支持するに際しては、前述した実施例の支持部11…を用いてもよいし、固定ネジ14…が通る筒型の支持部材等をケース5の内部底面5bd…と鉄心2の底面間に介在させてもよい。なお、図8は、鉄心2の外周面から外方へ突出する四つの突起部71…を設け、この突起部71…に、挿通孔13…を形成した例を示すとともに、図9は、鉄心2自身に八つの挿通孔13…を直接形成した例を示す。図8及び図9に示すいずれのタイプであっても、固定ネジ14…を挿通孔13…に通した後、固定ネジ14…の先端をケース5に螺着すれば、鉄心2をケース5に固定できる。
【0033】
図10に示す固定手段6cは、ギャップG…を利用して鉄心2をケース5に固定する固定機構15を用いたものである。この場合も、鉄心2を支持するに際しては、前述した実施例の支持部11…を用いてもよいし、他の支持部材等をケース5の内部底面5bd…と鉄心2の底面間に介在させてもよい。固定手段6cの場合には、頭部72h…を有する固定ネジ72…を、鉄心2の内側からギャップG…を通し、さらに介装部材74…を通した後、固定ネジ72…の先端をケース5に螺着すれば、鉄心2をケース5に固定できる。なお、図10の場合は、固定ネジ72…の先端にナット73…を螺着して固定した例を示す。また、同図に示すように、隣同士の鉄心2と2を一本の固定ネジ72…により結合することもできる。例示は固定ネジ72…をケース5に対して水平方向に配したものであるが、ケース5に対して垂直方向に配してもよい。さらに、セパレータ7…に固定ネジ72…を一体に設けた専用部材を用いてもよい。
【0034】
図11は、ギャップGの変更例を示すものであり、鉄心2は、二つの分割鉄心部2e,2fにより構成するとともに、各分割鉄心部2e,2fの分割面2ep,2fpの一部に突出部2ex,2fxを形成したものである。これにより、分割鉄心部2eと2fを組付ければ、同図に示すようなギャップG…が形成される。また、分割鉄心部2a…の中間位置に切込溝部2es,2fsを形成しても同様のギャップG…を形成することができる。ギャップG…をこのように形成することにより、ギャップG…に必要な磁気抵抗を設けることができるとともに、前述したセパレータ7は不要となる。
【0035】
以上、実施例について詳細に説明したが、本発明はこのような実施例に限定されるものではなく、細部の構成,形状,材料,数量,数値,手法等おいて、本発明の要旨を逸脱しない範囲で、任意に変更,追加,削除することができる。
【0036】
例えば、鉄心2として、アモルファス,パーマロイ,ナノ結晶合金,フェライト,Fe−Al−Si系合金,純鉄等を用いた焼結タイプを排除するものではない。また、アルミニウムケース5を例示したが、他の放熱用素材により形成したケースを排除するものではない。一方、充填材として、弾性樹脂、特に、シリコン樹脂に熱伝導用粉材を含有させた弾性樹脂を例示したが、他の充填材としては、絶縁油、望ましくは、上述した熱伝導用粉材を40〜90重量パーセント含有させた絶縁油を用いることもできるし、セラミックス又はセメントを用いることもできる。セラミックスを用いる場合には、アルミニウムケースの内部に粉材を充填した後、加熱することにより固化させればよい。さらに、実施例は、三つのリアクトル4…を用いたリアクトル装置1を例示したが、単一或いは任意の数量により実施できる。また、固定手段6a,6b,6cは、それぞれ単独で用いてもよいし、組合わせて用いてもよい。
【0037】
【発明の効果】
このように、本発明に係るリアクトル装置は、折曲部を有しない非多角形のリング状に形成した鉄心及びこの鉄心の断面形状に沿って縦形の平角導線を周方向に巻回したコイルを有するリアクトルと、このリアクトルを収容するケースと、このケースにリアクトルを収容した際にコイルの隙間を通して鉄心をケースに固定する固定手段を備えるため、次のような顕著な効果を奏する。
【0038】
(1) 従来のリアクトル(図12及び図13のリアクトル50)に対して、省エネルギ化,低損失化及び低騒音化における改善効果をより高めることができるとともに、生産性の向上,製造コストの低減及び帯材の無駄解消を図ることができる。
【0039】
(2) ケースに対してリアクトル(鉄心)を強固かつ安定に固定することができるため、外部から付与される大きな振動や衝撃等に対する機械的強度及び耐久性を飛躍的に高めることができる。
【図面の簡単な説明】
【図1】本発明の好適な実施例に係るリアクトル装置の蓋を除いた状態における一部を省略した平面図、
【図2】同リアクトル装置の断面正面図、
【図3】同リアクトル装置の固定手段を拡大して示す平面構成図、
【図4】同リアクトル装置の固定手段を拡大して示す図1中A線における断面図、
【図5】同リアクトル装置の製造方法に係る製造工程のフローチャート、
【図6】同リアクトル装置の製造方法に用いるコイル巻線機の要部を示す一部断面側面図、
【図7】同コイル巻線機の要部を示す斜視図、
【図8】同リアクトル装置の変更実施例に係る固定手段の平面図、
【図9】同リアクトル装置の他の変更実施例に係る固定手段の平面図、
【図10】同リアクトル装置の他の変更実施例に係る固定手段の平面図、
【図11】同リアクトル装置の変更例に係るギャップの平面図、
【図12】従来の技術に係るリアクトルの一部を省略した平面図、
【図13】同リアクトルの一部を省略した断面側面図、
【符号の説明】
1 リアクトル装置
2 鉄心
2a… 分割鉄心部
2ap… 分割面
2ex… 突出部
2es… 切込溝部
2d 鉄心の下部
2u 鉄心の上部
3 コイル
4 リアクトル
5 ケース
6a… 固定手段
7… セパレータ
11… 支持部
12… 押圧片
13… 挿通孔
14… 固定ネジ
15… 固定機構
W 平角導線
K 隙間
G… ギャップ
Claims (9)
- 鉄心とこの鉄心に巻回したコイルとを有するリアクトルを備えるリアクトル装置において、折曲部を有しない非多角形のリング状に形成した鉄心及びこの鉄心の断面形状に沿って縦形の平角導線を周方向に巻回したコイルを有するリアクトルと、このリアクトルを収容するケースと、このケースに前記リアクトルを収容した際に前記コイルの隙間を通して前記鉄心を前記ケースに固定する固定手段を備えることを特徴とするリアクトル装置。
- 前記鉄心は、複数に分割した分割鉄心部の組合わせにより構成することを特徴とする請求項1記載のリアクトル装置。
- 前記分割鉄心部の両端部における一対の分割面は、非平行面に形成することを特徴とする請求項2記載のリアクトル装置。
- 前記分割鉄心部間に、セパレータを介在させたギャップを設けることを特徴とする請求項2記載のリアクトル装置。
- 前記分割鉄心部の分割面の一部に突出部を形成することにより及び(又は)前記分割鉄心部の中間位置に切込溝部を形成することによりギャップを設けることを特徴とする請求項2記載のリアクトル装置。
- 前記固定手段は、前記ケースの下部に設けて前記鉄心の下部を支持する支持部と、前記ケースの上部に一端を固定して前記鉄心の上部を押圧する押圧片を備えることを特徴とする請求項1記載のリアクトル装置。
- 前記固定手段は、前記鉄心に形成した挿通孔と、この挿通孔を通して前記ケースに螺着する固定ネジを備えることを特徴とする請求項1記載のリアクトル装置。
- 前記固定手段は、前記ギャップを利用して前記鉄心を前記ケースに固定する固定機構を備えることを特徴とする請求項4記載のリアクトル装置。
- 前記リアクトルを収容した前記ケースの内部空間には、弾性樹脂等の充填材を充填することを特徴とする請求項1記載のリアクトル装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003046728A JP2004259794A (ja) | 2003-02-25 | 2003-02-25 | リアクトル装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003046728A JP2004259794A (ja) | 2003-02-25 | 2003-02-25 | リアクトル装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004259794A true JP2004259794A (ja) | 2004-09-16 |
Family
ID=33113159
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003046728A Pending JP2004259794A (ja) | 2003-02-25 | 2003-02-25 | リアクトル装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004259794A (ja) |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007116066A (ja) * | 2005-10-24 | 2007-05-10 | Sumitomo Electric Ind Ltd | リアクトル及びその製造方法 |
| JP2008135549A (ja) * | 2006-11-28 | 2008-06-12 | Denso Corp | リアクトル |
| JP2008182075A (ja) * | 2007-01-25 | 2008-08-07 | Sumitomo Electric Ind Ltd | リアクトル |
| JP2010045110A (ja) * | 2008-08-11 | 2010-02-25 | Sumitomo Electric Ind Ltd | リアクトル集合体 |
| JP2010045111A (ja) * | 2008-08-11 | 2010-02-25 | Sumitomo Electric Ind Ltd | リアクトル集合体 |
| JP2010045109A (ja) * | 2008-08-11 | 2010-02-25 | Sumitomo Electric Ind Ltd | リアクトル集合体 |
| JP2011253982A (ja) * | 2010-06-03 | 2011-12-15 | Toyota Motor Corp | リアクトル |
| JP2012049269A (ja) * | 2010-08-25 | 2012-03-08 | Tamura Seisakusho Co Ltd | コア固定具及びコイル装置 |
| JP2012517696A (ja) * | 2009-02-09 | 2012-08-02 | エプコス アクチエンゲゼルシャフト | 高周波共振チョークコイル |
| JP2012156399A (ja) * | 2011-01-27 | 2012-08-16 | Tamura Seisakusho Co Ltd | コア固定具及びコイル装置 |
| JP2013239496A (ja) * | 2012-05-11 | 2013-11-28 | Sanyo Denki Co Ltd | 発熱体冷却用容器 |
| JP2014229731A (ja) * | 2013-05-22 | 2014-12-08 | Necトーキン株式会社 | リアクトル |
| WO2015178123A1 (ja) * | 2014-05-22 | 2015-11-26 | 株式会社Ihi | コイル装置 |
| WO2015178122A1 (ja) * | 2014-05-22 | 2015-11-26 | 株式会社Ihi | コイル装置 |
| JP2017522724A (ja) * | 2014-06-19 | 2017-08-10 | エスエムエイ ソーラー テクノロジー アクティエンゲゼルシャフトSMA Solar Technology AG | 金属インダクタハウジングに熱的に結合された少なくとも1つのインダクタコイルを備えるインダクタ組立体 |
| US10902993B2 (en) | 2014-06-19 | 2021-01-26 | Sma Solar Technology Ag | Inductor assembly comprising at least one inductor coil thermally coupled to a metallic inductor housing |
-
2003
- 2003-02-25 JP JP2003046728A patent/JP2004259794A/ja active Pending
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4725785B2 (ja) * | 2005-10-24 | 2011-07-13 | 住友電気工業株式会社 | リアクトル及びその製造方法 |
| JP2007116066A (ja) * | 2005-10-24 | 2007-05-10 | Sumitomo Electric Ind Ltd | リアクトル及びその製造方法 |
| JP2008135549A (ja) * | 2006-11-28 | 2008-06-12 | Denso Corp | リアクトル |
| JP2008182075A (ja) * | 2007-01-25 | 2008-08-07 | Sumitomo Electric Ind Ltd | リアクトル |
| JP2010045110A (ja) * | 2008-08-11 | 2010-02-25 | Sumitomo Electric Ind Ltd | リアクトル集合体 |
| JP2010045109A (ja) * | 2008-08-11 | 2010-02-25 | Sumitomo Electric Ind Ltd | リアクトル集合体 |
| JP2010045111A (ja) * | 2008-08-11 | 2010-02-25 | Sumitomo Electric Ind Ltd | リアクトル集合体 |
| JP2012517696A (ja) * | 2009-02-09 | 2012-08-02 | エプコス アクチエンゲゼルシャフト | 高周波共振チョークコイル |
| US9019042B2 (en) | 2009-02-09 | 2015-04-28 | Epcos Ag | High-frequency swinging choke |
| JP2011253982A (ja) * | 2010-06-03 | 2011-12-15 | Toyota Motor Corp | リアクトル |
| JP2012049269A (ja) * | 2010-08-25 | 2012-03-08 | Tamura Seisakusho Co Ltd | コア固定具及びコイル装置 |
| JP2012156399A (ja) * | 2011-01-27 | 2012-08-16 | Tamura Seisakusho Co Ltd | コア固定具及びコイル装置 |
| JP2013239496A (ja) * | 2012-05-11 | 2013-11-28 | Sanyo Denki Co Ltd | 発熱体冷却用容器 |
| JP2014229731A (ja) * | 2013-05-22 | 2014-12-08 | Necトーキン株式会社 | リアクトル |
| WO2015178123A1 (ja) * | 2014-05-22 | 2015-11-26 | 株式会社Ihi | コイル装置 |
| WO2015178122A1 (ja) * | 2014-05-22 | 2015-11-26 | 株式会社Ihi | コイル装置 |
| JP2015222751A (ja) * | 2014-05-22 | 2015-12-10 | 株式会社Ihi | コイル装置 |
| JP2015222752A (ja) * | 2014-05-22 | 2015-12-10 | 株式会社Ihi | コイル装置 |
| CN106256009A (zh) * | 2014-05-22 | 2016-12-21 | 株式会社Ihi | 线圈装置 |
| CN106463252A (zh) * | 2014-05-22 | 2017-02-22 | 株式会社Ihi | 线圈装置 |
| EP3171375A4 (en) * | 2014-05-22 | 2018-01-24 | IHI Corporation | Coil device |
| EP3171374A4 (en) * | 2014-05-22 | 2018-02-28 | IHI Corporation | Coil device |
| US10748699B2 (en) | 2014-05-22 | 2020-08-18 | Ihi Corporation | Coil device |
| US10748695B2 (en) | 2014-05-22 | 2020-08-18 | Ihi Corporation | Coil device |
| JP2017522724A (ja) * | 2014-06-19 | 2017-08-10 | エスエムエイ ソーラー テクノロジー アクティエンゲゼルシャフトSMA Solar Technology AG | 金属インダクタハウジングに熱的に結合された少なくとも1つのインダクタコイルを備えるインダクタ組立体 |
| US10902993B2 (en) | 2014-06-19 | 2021-01-26 | Sma Solar Technology Ag | Inductor assembly comprising at least one inductor coil thermally coupled to a metallic inductor housing |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004259794A (ja) | リアクトル装置 | |
| JP2013051402A (ja) | チョークコイル及びその製造方法 | |
| JP4514031B2 (ja) | コイル部品及びコイル部品製造方法 | |
| WO2014073238A1 (ja) | リアクトル装置 | |
| JP6460393B2 (ja) | リアクトル | |
| JP5754463B2 (ja) | リアクトル | |
| JP6048789B2 (ja) | リアクトルおよび電源装置 | |
| JP2008153293A (ja) | トランス | |
| JP6276583B2 (ja) | コイル部品 | |
| JP2004273657A (ja) | リアクトル装置 | |
| JP2008021688A (ja) | リアクトル用コア | |
| JP2004319618A (ja) | リアクトル | |
| JP2003197444A (ja) | リアクトル装置及びその製造方法 | |
| JP2007243131A (ja) | リアクトル部品 | |
| JP5416078B2 (ja) | 磁気部品および磁気部品の製造方法 | |
| JP6478108B2 (ja) | リアクトル | |
| JP2004193398A (ja) | リアクトル装置 | |
| JP7138752B2 (ja) | リアクトル | |
| JP2016100540A (ja) | チョークコイル | |
| JP2004319157A (ja) | 平角導線と圧着端子の接続方法 | |
| JP2018133499A (ja) | リアクトルおよびその製造方法 | |
| WO2015159673A1 (ja) | 電子機器 | |
| JP2004039770A (ja) | リアクトル装置 | |
| JPS58161308A (ja) | 薄形トランス | |
| JP2015053369A (ja) | コイル部品およびそれを用いた電源装置 |