JP2004223728A - 積層体およびそれを用いた包装容器 - Google Patents
積層体およびそれを用いた包装容器 Download PDFInfo
- Publication number
- JP2004223728A JP2004223728A JP2003010612A JP2003010612A JP2004223728A JP 2004223728 A JP2004223728 A JP 2004223728A JP 2003010612 A JP2003010612 A JP 2003010612A JP 2003010612 A JP2003010612 A JP 2003010612A JP 2004223728 A JP2004223728 A JP 2004223728A
- Authority
- JP
- Japan
- Prior art keywords
- density polyethylene
- linear low
- polyethylene resin
- laminate
- sealant layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【課題】高温における充填をする際、耐熱性、耐ブロッキング性、液中シール性、高速シール性、シール強度等の高速液体充填適性に優れる積層体、およびそれを使用した包装容器を提供する。
【解決手段】少なくとも、基材フィルムと、支持層と、シーラント層とを順に積層する積層体であって、当該支持層が、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、又はメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂からなり、当該シーラント層が、密度、及び/又は、メルトフローレ−トの異なる2種以上の樹脂をブレンドする組成物から構成され、かつメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を含有する積層体、および包装容器を特徴とする。
【選択図】 図1
【解決手段】少なくとも、基材フィルムと、支持層と、シーラント層とを順に積層する積層体であって、当該支持層が、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、又はメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂からなり、当該シーラント層が、密度、及び/又は、メルトフローレ−トの異なる2種以上の樹脂をブレンドする組成物から構成され、かつメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を含有する積層体、および包装容器を特徴とする。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、積層体およびそれを用いた包装容器に関し、更に詳しくは、高温における充填、いわゆるホット充填する場合、耐熱性、耐ブロッキング性、調味料等を充填した液体部分を噛み込んで封緘するいわゆる液中シール性、高速シール性(ホットタック性)、シール強度等の高速液体充填適性に優れ、特に、液体調味料、ス−プ、果汁飲料、その他等の液状食品に用いられるばかりなく、固形食品、日用品又は香粧品などを充填包装するのに有用な積層体およびそれを用いた包装容器に関するものである。
【0002】
【従来技術】
従来、醤油、ソ−ス、ドレッシング、ラ−メンス−プ、麺汁、ケチャップ、タバスコ、わさび、からし、その他等の液体調味料、ス−プ、果汁飲料、その他等の液体や粘調体の飲食品等を充填包装するために、その合掌重合縁部をヒートシールして筒状袋体とすると共に、当該袋体内に内容物を充填し、続いて横方向をヒ−トシ−ルして充填包装する内容物、充填条件、その他等に合わせて、任意に選択し、組み合わせて積層し、種々の形態からなる積層体およびそれを使用した包装容器が、開発され、提案されている。
而して、上記の充填包装に使用される積層体として、少なくとも、基材フィルムとシーラント層とから構成される積層フィルムが広く使用されている。
当該シーラント性フィルムとしては、ポリエチレン系樹脂、エチレン系アイオノマ−樹脂、エチレン・酢酸ビニル共重合体、線状低密度ポリエチレン等があり、基材フィルムとしては、二軸配向ポリエチレンテレフタレ−トフィルム、二軸配向ナイロンフィルム等が使用されている。
また、上記の積層フィルムには、スリップ性、耐ブロッキング性、高速シール性(ホットタック性)、液中シール性、シール強度、耐衝撃性等の高速充填適性に優れるものが求められている。
更に、上記の積層フィルムには、高温で充填する場合、耐熱性に優れるものが求められている。
例えば、基材フィルムの一方の面に、支持層とシーラント層を順に積層した積層体であって、該支持層と該シーラント層が、メタロセン系シングルサイト系触媒を使用して重合した低密度ポリエチレン樹脂や、直鎖状低密度ポリエチレン樹脂を主成分とすることによって、低温ヒートシール性に優れ、液体などの高速充填適性に優れた包装用フィルムに使用する積層体及びその製造方法が提案されている(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開平10−119207号公報
【0004】
【発明が解決しようとする課題】
しかしながら、特許文献1の積層体は、通常以下の充填温度での高速充填に優れているものの、充填温度、70℃〜95℃で充填する、いわゆるホット充填の高速化に対して、シーラント層に耐熱性がないため、ホット充填用の包装材料として満足できる適性を備えていないという問題点がある。
また、従来のチーグラー・ナッタ触媒を用いて重合した直鎖状低密度ポリエチレンを単独でシーラント層に用いる場合は、耐熱性はあるものの、副成分として、低分子量成分が存在し、フィルムの表面にブリードして、ブロッキングの原因となったり、また、副成分の高分子成分は、融点が高いため、ヒートシール温度も高く、高速でシールする場合、液中シール性、シール強度が十分でなく、特に内容物が液体であると液漏れを生ずる恐れがあり、高速充填用の液体用包装材料として満足できる適性を備えていないのが実情である。
また、メタロセン触媒を用いて重合した直線状低密度ポリエチレンを単独でシーラント層に用いる場合は、ホットタック性、シール強度に優れているものの、シーラント層に耐熱性に劣るため、ホット充填用の包装材料として満足できる適性を備えていないというのが実状である。
【0005】
【課題を解決するための手段】
そこで本発明者らは、上記の課題を解決するために、鋭意研究の結果、本発明は、少なくとも、基材フィルムと、支持層と、シーラント層とを順に積層する積層体であって、かつ、前記の支持層が、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂からなり、前記のシーラント層が、密度、および/または、メルトフローレ−トの異なる2種以上の樹脂をブレンドする組成物から構成され、かつ、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を含有することを特徴とする積層体を製造したところ、耐熱性、耐ブロッキング性、ホットタック性(高速シール性)、液中シール性、シール強度、耐衝撃性等に優れ、特にホット充填での高速化を向上させる積層体を提供することができる。
また、上記において、本発明によれば、前記のシーラント層において、前記の直鎖状低密度ポリエチレン樹脂が、密度、900kg/m3〜920kg/m3、メルトフローレ−ト2g/10分〜20g/10分であって、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂が、密度、910kg/m3〜930kg/m3、メルトフローレ−ト、2/10分〜20g/10分であることを特徴とする積層体を提供することができる。
また、前記のシーラント層において、前記のブレンド組成物を構成するメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂のブレンド比が、95/5〜65/35(重量比)であることを特徴とする積層体を提供することができる。
また、前記の支持層とシーラント層の少なくとも2層の共押出しによる多層フィルムからなることを特徴とする積層体を提供することができる。
また、上記のシーラント層を内側として対向させて重ね合わせその外周周辺の端部をヒ−トシ−ルして設けるヒ−トシ−ル部の接着強度が、95℃の温度領域で0N/15mm〜5N/15mm、かつ、100℃の温度領域で29N/15mm〜100N/15mmであることを特徴とする積層体を提供することができる。
また、上記の積層体を用いて、シーラント層を内側として対向させて重ね合わせその外周周辺の端部をヒ−トシ−ルしてヒ−トシ−ル部を設けることを特徴とする包装容器を提供することができる。
【0006】
【発明の実施の形態】
上記の本発明について以下に更に詳しく説明する。
まず、本発明にかかる積層フィルムおよびそれを使用した包装用容器の構成についてその二三を例示して図面を用いて説明すると、図1および図2は、本発明にかかる積層体の層構成を示す概略的断面図であり、図3および図4は、上記の本発明にかかる積層体を使用して製袋ないし製函した包装容器の構成を示す概略的斜視図である。
【0007】
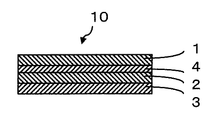
本発明の積層体は、図1に示すように、基材フィルム1の一方の面に、必要に応じてプライマ−層、アンカ−コ−ト剤層、その他等の積層補助剤層4を任意に設けることができ、チーグラーナッタ系触媒を使用して重合した低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂からなる支持層2と、密度、および/または、メルトフローレイトの異なる2種以上の樹脂をブレンドする組成物から構成され、かつ、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を含有する組成物からなるシーラント層3とが順に積層されている積層体10である。
【0008】
また、本発明の積層体10は、図2に示すように、少なくとも、基材フィルム1、バリア層9、および、支持層2とシーラント層3とを順次に積層した構成を基本構造とするものである。
なお、本発明にかかる積層材においては、図示しないが、各層間には、必要ならば、例えば、プライマ−層、アンカ−コ−ト剤層、その他等の積層補助剤層4等を任意に設けることができるものである。
而して、上記に挙げた例は、本発明にかかる積層体10を構成する二三の例示であり、これによって本発明は限定されるものではなく、例えば、本発明においては、図示しないが、ヒ−トシ−ル層等の他に、更に、その使用目的、充填包装する内容物、流通経路、販売形態、用途等によって、他の基材を任意に積層して、種々の形態の積層体を設計して製造することができるものである。
【0009】
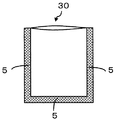
次に、本発明において、上記のような積層体10を使用して製袋してなる本発明にかかる包装容器30の構成について説明すると、かかる包装容器としては、例えば、上記の図1に示す積層体10を使用して製袋してなる包装容器を例示して説明すると、図3の概略的斜視図に示すように、上記の積層体10を2枚用意し、その最内層に位置するシーラント層3の面を対向させて重ね合わせ、しかる後その外周周辺の端部の三方をヒ−トシ−ルしてシ−ル部5を形成して、本発明にかかる三方シ−ル型の包装用容器30を製造することができる。
而して、上記の三方シ−ル型の包装用容器30においては、その上方の開口部から内容物を充填し、しかる後、その開口部をヒ−トシ−ルして、各種の包装製品を製造することができる。
【0010】
或いはまた、本発明において、本発明にかかる包装容器30としては、図4の概略的斜視図に示すように、上記の図1に示す積層体10を使用し、その最内層に位置するシーラント層3の面を対向させて重ね合わせ、しかる後その外周周辺の端部の二方をヒ−トシ−ルしてシ−ル部5を形成して、本発明にかかる二方シ−ル型の軟包装容器30を製造することができる。
而して、上記の二方シ−ル型の軟包装容器30においては、上記と同様に、その上方の開口部から内容物を充填し、しかる後、その開口部をヒ−トシ−ルして、各種の包装製品を製造することができる。
なお、本発明においては、上記に図示した例示の包装用容器に限定されるものでないことは言うまでもないことであり、その目的、用途等により、種々の形態の包装用容器を製造することができることは言うまでもないことである。
本発明にかかる包装容器は、後述するように、上記の二方シ−ル型、三方シ−ル型包装容器の他に、例えば、四方シ−ル型包装容器、自立性包装容器、ガセット型包装容器、その他等、また、その形態としては、小袋、中袋、大袋、その他等の形態を取り得るものである。
【0011】
次に、本発明において、上記のような本発明にかかる積層体、包装容器等を構成する材料、その製造法等について説明すると、まず、本発明において、本発明にかかる積層体、包装容器等を構成するシーラント層3としては、熱によって溶融し相互に融着し得る機能を有し、更に、ホット充填適性のある樹脂のフィルムないしシ−トを使用することができ、例えば、少なくとも密度、および/または、の異なるメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を用いてブレンドする組成物から構成されることが好ましい。
而して、上記で使用するメタロセン触媒とは、現行の触媒が、活性点が不均一でマルチサイト触媒と呼ばれているのに対し、活性点が均一であることからシングルサイト触媒とも呼ばれているものである。
上記の樹脂層の膜厚としては、5〜100μm位、より好ましくは、10〜60μm位が望ましい。
上記の密度の異なる樹脂をブレンドすることによって、単独で上記の樹脂をシーラント層に用いることにより、70℃〜95℃程度の充填温度で液体を充填する、いわゆるホット充填の際、充填温度に耐える程度の耐熱性を向上させることができ、かつ、耐ブロッキング性、ヒートシール強度に優れ、また、ホットタック性、液中シール性等の機能を兼ね備えるという特性を有するため、ホット充填での液体充填速度を高速化することができ、生産性が向上するため、好ましいものである。
【0012】
上記のシーラント層を構成する樹脂としては、900kg/m3〜920kg/m3、メルトフローレ−ト、2g/10分〜20g/10分のメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、密度、910kg/m3〜930kg/m3、メルトフローレ−ト、2g/10分〜20g/10分の直鎖状低密度ポリエチレン樹脂から選ばれる密度とメルトフローレ−トの異なる少なくとも2種の樹脂のブレンド組成物からなる樹脂を使用することがより好ましいものである。
上記の密度とメルトフローレ−トの範囲にある樹脂を使用することによって、ホット充填の上限温度(95℃)と、積層体のシーラント層同士を重ねてシールして製袋するヒートシール温度(100℃)とのヒートシール強度の差が大きいという特性を有するため、70〜95℃程度の高温で液体を充填する際、ブロッキングすることがなく、かつ、ヒートシール温度でのシール強度が充分得られるため、液体高速充填適性があるため、生産性が向上し、好ましいものである。
【0013】
更に、本発明において、内容物に接する層(B)を構成する2種の樹脂のうち、前記のシーラント層において、前記のブレンド組成物を構成するメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂のブレンド比としては、95/5〜65/35(重量比)であることが好ましい。
上記の範囲のブレンド比でブレンドすることによって、ホット充填の際、充填温度に耐える程度の耐熱性を有しつつ、かつ、耐ブロッキング性、ヒートシール強度、およびホットタック性を兼ね備えるという特性を有するため、液体充填速度の高速化することができ、生産性が向上するため、好ましいものである。
これに対して、前記のブレンド組成物を構成するメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂のブレンド比が、0/100〜64/36(重量比)の場合、低温シール性に劣り、液漏れ発生の恐れがあるため、好ましくない。
また、上記の樹脂のブレンド比が、96/4〜100/0(重量比)の場合、ホット充填の際、耐熱性に劣るため、充填速度を上げることができず、好ましくない。
【0014】
次にまた、上記において、支持層2としては、包装容器を構成するシ−ル層を形成する際の加熱加圧等に対し、それ自身の被膜性と共にシーラント層3の被膜性等を保持し、その膜厚等の変形等を防止する強度を有し、更に、基材フィルム1とシーラント層3との密接着性に優れ、その両者の接着剤層としての機能を有し、更に、小袋形態等からなる包装用容器を開封する際のカット性に優れている性質を有することを必要とされるものである。
而して、本発明において、支持層2としては、特に、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を使用することが好ましいものである。
上記の樹脂層の膜厚としては、5〜100μm位、より好ましくは、10〜60μm位が望ましい。
上記の樹脂を使用することによって、ホット充填の際、シーラント層の耐熱性に優れるため、高速液体充填適性に優れるという利点を有するものである。
【0015】
これに対し、支持層2とシーラント層3に使用する樹脂を、従来のメタロセン系シングルサイト触媒を使用して重合した低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を1種類のみを使用すると、低温シール性には優れるものの、耐熱性がなく、充填温度が80℃を超えて充填するのに不向きであり、好ましくないものである。
また、シーラント層3に使用する樹脂を、低密度ポリエチレン樹脂単独で使用した場合、低温シール性に劣り、液漏れ発生の恐れがあるため、高速液体充填するのに好ましくない。
その膜もしくはフィルムないしシ−トの厚さとしては、3μm〜100μm位が好ましく、5μm〜25μm位がより好ましい。
【0016】
更に、本発明において、シーラント層としては、上記の支持層2とシーラント層3とを共押し出してなる共押し出し積層フィルム等を使用することができ、高速液体充填適性に優れるという利点を有するものである。
これに対し、層間をドライラミネートで積層する積層フィルムを使用すると、低温シール性に劣るため、充填速度が上げられず、好ましくないものである。
【0017】
本発明の積層体に使用する基材フィルム1としては、これが包装用容器等を構成する基本素材になることから、強度を有し、耐候性、耐光性、耐熱性、耐薬品性、その他等に優れ、機械的、化学的、その他等において強靱な特性を有する樹脂のフィルムないしシ−トを使用することができる。
具体的には、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリエチレン系樹脂あるいはポリプロピレン系樹脂等のポリオレフィン系樹脂、ポリカ−ボネ−ト系樹脂、ポリスチレン系樹脂、ポリアセタ−ル系樹脂、フッ素系樹脂、その他等の強靱な樹脂のフィルムないしシ−ト、その他等を使用することができる。
而して、上記の樹脂のフィルムないしシ−トとしては、未延伸フィルム、あるいは一軸方向または二軸方向に延伸した延伸フィルム等のいずれのものでも使用することができる。
そのフィルムの厚さとしては、5μm〜100μm位が好ましく、10μm〜50μm位がより好ましい。
なお、本発明においては、上記のような基材フィルムには、例えば、文字、図形、記号、絵柄、模様等の所望の印刷絵柄を通常の印刷法で表刷り印刷あるいは裏刷り印刷等が施されていてもよい。
また、上記のような基材フィルム1には、塩化ビニリデンをコートしたフィルム、又はこれらのフィルムにアルミニウム、酸化珪素、酸化アルミニウムなどの極微薄膜を蒸着したフィルム、紙基材と上記プラスチックフィルムとを2種以上貼合したものが使用できる。
【0018】
基材フィルム1に必要に応じて設ける積層補助剤層4としては、例えば、通常の溶融押出しコートに使用するプライマーを使用できる。
基材フィルム1の種類にもよるが、例えば、ポリエステル・イソシアネート、ポリエーテル・イソシアネート、ポリエチレンイミン、アルキルチタネート、ポリブテン・イソシアネート化合物などから、用途、必要特性に応じて選択することができる。
而して、そのコ−ティング法としては、例えば、ダイレクトグラビアロ−ルコ−ト法、グラビアロ−ルコ−ト法、キスコ−ト法、リバ−スロ−ルコ−ト法、フォンテン法、トランスファ−ロ−ルコ−ト法、その他等の方法で塗布することができる。
またその塗工量(塗工量は固形分をg/m2 で記載する。)としては、0.01〜2g/m2 程度である。
積層補助剤層4は、基材フィルム1と共押出しコートする支持層2との接着強度等を向上させるという利点を有するものである。
【0019】
次にまた、本発明において、本発明にかかる積層体、包装容器等を構成するバリア層としては、酸素ガス、水蒸気等の透過を阻止するバリア性素材を使用することができ、例えば、基材フィルム1と支持層2との間に設けることができる。
上記の酸素ガス、水蒸気等の透過を阻止するバリア性素材としては、例えば、アルミニウム箔、アルミニウムの蒸着膜、酸化珪素あるいは酸化アルミウニム等の無機酸化物の蒸着膜、ポリ塩化ビニリデン系樹脂層、ビニルアルコ−ル樹脂層、エチレン−ビニアルコ−ル共重合体層、ポリアクリロニトリル樹脂層、ポリアミド系樹脂層、その他等を使用することができる。而して、本発明においては、上記のようなバリア性層は、前述の基材フィルムの片面に、物理気相成長法あるいは化学気相成長法等による蒸着方式、あるいは、ロ−ルコ−ト、グラビアロ−ルコ−ト、キスコ−ト、その他等のコ−ティング方式、グラビア印刷、オフセット印刷、転写印刷、その他等の印刷方式等によりバリア性層を形成し、その両者からなる複合化した形態からなる材料を使用することができる。
上記において、アルミニウム箔としては、厚さ5〜20μm位、アルミニウムの蒸着膜、あるいは、酸化珪素あるいは酸化アルミウニム等の無機酸化物の蒸着膜としては、厚さ50〜2000Å位、ポリ塩化ビニリデン系樹脂層、ビニルアルコ−ル樹脂層、エチレン−ビニアルコ−ル共重合体層、ポリアクリロニトリル樹脂層、または、ポリアミド系樹脂層等からなる樹脂層としては、厚さ数μm〜50μm位が好ましいものである。
その他、本発明において、バリア性層としては、樹脂に顔料等の着色剤、その他、所望の添加剤を加えて混練してフィルム化してなる遮光性を有する各種の着色樹脂のフィルムないしシ−ト等を積層することができる。
これらの材料は、一種ないしそれ以上を組み合わせて使用することができる。
【0020】
次に、本発明において、上記のような積層体を使用して製袋ないし製函する方法について説明すると、例えば、包装容器30がプラスチックフィルム等からなる軟包装袋の場合、上記のような方法で製造した積層体10を使用し、その内層のシーラント層3の面を対向させて、それを折り重ねるか、或いはその二枚を重ね合わせ、更にその周辺端部をヒ−トシ−ルしてシ−ル部を設けて袋体を構成することができる。
而して、その製袋方法としては、上記の積層体10を、その内層の面を対向させて折り曲げるか、あるいはその二枚を重ね合わせ、更にその外周の周辺端部を、例えば、側面シ−ル型、二方シ−ル型、三方シ−ル型、四方シ−ル型、封筒貼りシ−ル型、合掌貼りシ−ル型(ピロ−シ−ル型)、ひだ付シ−ル型、平底シ−ル型、角底シ−ル型、その他等のヒ−トシ−ル形態によりヒ−トシ−ルして、本発明にかかる種々の形態の包装用容器を製造することができる。
その他、例えば、自立性包装袋(スタンディングパウチ)等も製造することが可能であり、更に、本発明においては、上記の積層材を使用してチュ−ブ容器等も製造することができる。
上記において、ヒ−トシ−ルの方法としては、例えば、バ−シ−ル、回転ロ−ルシ−ル、ベルトシ−ル、インパルスシ−ル、高周波シ−ル、超音波シ−ル等の公知の方法で行うことができる。なお、本発明においては、上記のような包装用容器には、例えば、ワンピ−スタイプ、ツウ−ピ−スタイプ、その他等の注出口、あるいは開閉用ジッパ−等を任意に取り付けることができる。
【0021】
次にまた、包装容器30として、紙基材を含む液体充填用紙容器の場合、例えば、積層体として、紙基材を積層した積層体を製造し、これから所望の紙容器を製造するブランク板を製造し、しかる後該ブランク板を使用して胴部、底部、頭部等を製函して、例えば、ブリックタイプ、フラットタイプあるいはゲ−ベルトップタイプの液体用紙容器等を製造することができる。
また、その形状は、角形容器、丸形等の円筒状の紙缶等のいずれのものでも製造することができる。
【0022】
更に、本発明において、積層体10のシーラント層を内側として対向させて重ね合わせその外周周辺の端部をヒ−トシ−ルして設けるヒ−トシ−ル部の接着強度が、95℃の温度領域で0N/15mm〜5N/15mm、かつ、100℃の温度領域で29N/15mm〜100N/15mmであると、ヒートシール温度、100℃程度でシーラント層同士をヒートシールする際、充分なシール強度が得られるとともに、耐ブロッキング性を兼ね備えるという特性を有するため、液体充填速度を高速化することができ、生産性が向上するため好ましい。
ヒートシール強度が、95℃の温度領域で5N/15mmを超えるとであると、シーラント層同士でブロッキングを発生しやすく、好ましくない。
また、ヒートシール強度が、100℃の温度領域で29N/15mm未満であると、シール強度が充分でなく、流通過程等での液漏れ発生の原因となり、好ましくない。
【0023】
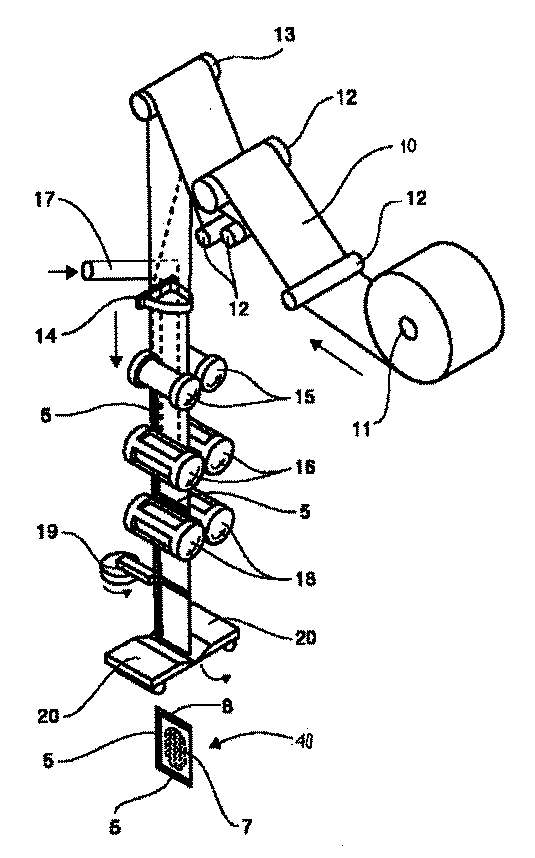
更に、本発明において、本発明にかかる積層体10を使用し、個包装化のために、小袋形態とし、かつ、内容物7として、ソ−ス、醤油等の液状飲食品を充填包装する充填包装装置についてその一例を例示すると、図5に示すように、まず、本発明にかかる積層体10を巻き取りロ−ル11から給紙し、更に、該積層体10を段差ロ−ル12、12・・・等を介してその供給を調整しながら、ガイドロ−ル13に案内する。次に、ガイドロ−ル13に案内された積層体10を、通常の三角板(図示せず)等を通して、そのシーラント層の面を対向させるべく、二つ折りし、更に、二つ折りした積層体10を案内するガイド枠14を通って、一対の縦シ−ル用ロ−ル15、15に給紙する。次いで、上記の一対の縦シ−ル用ロ−ル15、15により、二つ折りした積層体10の外側辺の外周周辺の端部を加熱加圧してサイドシ−ルして外側辺のシ−ル部5を形成し、更に、二つ折りした積層体10を、一対の第1の横シ−ル用ロ−ル16、16に給紙し、その一対の横シ−ル用ロ−ル16、16により、上辺と底辺に相当する横シ−ル部5を形成する。
【0024】
他方、上方に配置されているソ−ス、醤油等の液状飲食品を充填する充填ノズル17から、上記で外側辺のシ−ル部5と横シ−ル部5とを形成した包装用容器内に、ソ−ス、醤油等の液状飲食品を連続的に供給して充填する。而して、上記で内容物を連続して供給しながら充填し、併せて、外側辺のシ−ル部5と横シ−ル部5とを同期して順次に繰り返して形成し、しかる後、一対の第2の横シ−ル用ロ−ル18、18にて安定したシ−ル強度を得るために、上記の横シ−ル部5の部分に、もう一度熱と圧力を加え、更に、冷却し、次に、光電管装置19を配置して上記の横シ−ル部5の中心線を見地し、しかる後、カッタ−装置20、20で、上記の横シ−ル部5の中心線を切断して底辺のシ−ル部5と上辺のシ−ル部8とを形成し、内容物7が充填包装された3方シ−ル型の小袋形態からなる包装製品40を製造することができる。
【0025】
図示しないが、例えば、外側辺のシ−ル部等に、内容物を取り出し易くするために、V型ノッチ、I型ノッチ等の切口部等を任意に設けることができる。
また、上記の例は、三方シ−ル型の小袋形態からなる包装製品を製造する例を例示したが、四方シ−ル型の小袋形態からなる包装製品を製造することもでき、また、多列にして大量に生産することもできるものである。
【0026】
本発明において、上記のようにして製造した包装用容器は、液体飲料、菓子類、粉末状、液状、あるいは、固形状調味料、その他等の各種の飲食品、接着剤、粘着剤等の化学品、洗剤、その他等の化粧品、医薬品、ケミカルカイロ等の雑貨品、その他等の種々の物品の充填包装に使用されるものである。
なお、本発明にかかる積層体は、例えば、プラスチック成形容器のフランジ部に貼り合わせて、蓋材としても使用することができるものである。
特に、本発明においては、耐熱性、シール強度、耐破袋性を有し、耐ブロッキング性に優れているため、高温領域での高速充填包装適性を有し、更に、内容物等が付着した液噛みヒ−トシ−ル性、風味、食味等を損なうことなく、その内容物の保存性等に優れ、特に、ソ−ス、シロップ、ポン酢、醤油、ドレッシング、ラ−メンス−プ、麺汁、ケチャップ、タバスコ、わさび、からし、その他等の液状調味料、ス−プ、その他等の液状飲食品を充填包装に適して、小袋包装製品を製造するに有用なものである。
【0027】
【実施例】
上記の本発明について実施例を挙げて更に具体的に説明する。
まず、基材フィルム1として、15μmの2軸延伸ナイロンフィルムを使用し、イソシアネート系アンカ−コ−ト剤をグラビアロ−ルコ−ト法でコ−ティングして厚さ0.5g/m2 (乾燥状態)からなる積層補助剤層4を形成した。
次いで、上記で形成した積層補助剤層4の面に、支持層2及びシーラント層3を構成する組成物を、Tダイ共押出機にて、共押し出しし、厚さ25μmの支持層2と、厚さ25μmのシーラント層3の厚さ50μmの共押し出しコートにより設けた。
その結果、表1に示す実施例1〜3、比較例1〜2のとおりに、支持層2及びシーラント層3を構成する組成物の配合比を変化させて、共押出しコートして、基材フィルム1に設けた積層補助剤層4に、支持層2、及びシーラント層3を形成し、層構成、基材フィルム1/積層補助剤層4/支持層2/シーラント層3からなる積層体10を作成した。
以下に、実施例1〜3、比較例1〜2における使用樹脂のブレンド比を示す。
樹脂1:チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度917kg/m3、メルトフローレート6.5g/10分
樹脂2:メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度920kg/m3、メルトフローレート11g/10分
樹脂3: チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度911kg/m3、メルトフローレート8g/10分
樹脂4:メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度912kg/m3、メルトフローレート8g/10分
樹脂5:チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度913kg/m3、メルトフローレート2g/10分
【0028】
【表1】(実施例及び比較例の使用樹脂のブレンド比)
 【0029】(比較例3)
【0029】(比較例3)
まず、基材フィルム1として、15μmの2軸延伸ナイロンフィルムを使用し、ウレタン系樹脂とイソシアネート系樹脂の2液硬化性ドライラミネート接着剤を塗布量、3g/m2でコ−ティングして、シーラント層3として、厚さ50μmのチーグラーナッタ系触媒を使用して重合した直鎖状ポリエチレン樹脂フィルム(出光ユニテック株式会社製、製品名「LS722CN」)をドライラミネートコーティングして、比較例3に係る積層体を製造した。
【0030】
次に、上記で製造した実施例1〜3、比較例1〜3の積層体10を使用し、更に、3方シ−ル型の小袋充填包装機を使用し、内容物としての麺汁を充填温度95℃にて充填包装して、小袋包装製品40を製造した。
【0031】(実験例1)
上記の実施例1〜3で製造した積層体と、上記の比較例1〜3で製造した積層体について、ヒ−トシ−ル強度試験を行なった。
ヒ−トシ−ル強度は、シ−ル条件95℃×1kg/cm2 ×1秒、及び、100℃×1Kg/cm2 ×1秒で行い、剥離試験機(株式会社オリエンテック製、機種名、テンシロン万能試験機)を使用し、試料15mm巾、ロ−ドセル、20Kgf、剥離速度、300mm/分、支点間距離、50mm、T字型剥離の条件でヒ−トシ−ル強度試験を行った。その測定結果を表2に示す。
【0032】(実験例2)
上記の実施例1〜3で製造した小袋包装製品と、上記の比較例1〜3で製造したホット充填した包装製品40(充填温度95℃)について、ブロッキング試験を行なった。
得られた包装製品40を充填した液温が室温(25℃)に下がるまで、放置した後、包装製品を開封し、包装容器の内面(シーラント層側)にブロッキングが発生していないかを目視にて評価した。
【0033】
【表2】(実験結果)
【0034】
上記の表2に示すように、実施例1〜3の包装袋は、比較例1〜3の包装袋に対し、ホット充填の上限温度である95℃において、ヒートシール強度が5N/15mm以下であるため、耐ブロッキング性に優れるものであり、製袋するヒートシール温度である100℃において、ヒートシール強度が29N/15mm以上であるため、充分なシール強度が得られ、かつ、95℃と100℃におけるヒートシール強度との差が大きいため、ホット充填での耐熱性、耐ブロッキング性、ヒートシール強度に優れるものであり、ホット充填での高速液体充填に適するものであることが判明した。
これに対し、比較例1〜2のものは、ホット充填の上限温度(95℃)でブロッキングが発生してしまい、また、95℃と100℃におけるヒートシール強度との差が小さいため、ホット充填での耐熱性、耐ブロッキング性に劣り、ホット高速充填に適するものではなかった。
また、比較例3のものは、ホット充填の上限温度(95℃)での耐ブロッキング性は有するものの、100℃でのヒートシール強度が、29N/15mm以下であり、低温シール性に劣るため、高速充填に適するものではなかった。
【0035】
【発明の効果】
以上の説明で明らかなように、本発明は、少なくとも、基材フィルムと、支持層と、シーラント層とを順に積層する積層体であって、かつ、前記の支持層が、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂からなり、前記のシーラント層が、密度、および/または、メルトフローレ−トの異なる2種以上の樹脂をブレンドする組成物から構成され、かつ、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を含有することを特徴とする積層体を製造し、更に当該積層体を用いて、シーラント層面を対向させて重ね合わせ、その外周周辺の端部をヒ−トシ−ルしてヒ−トシ−ル部を設けた包装容器を製造し、当該包装容器の開口部から内容物を充填包装することにより、いわゆるホット充填する場合において、耐熱性、耐ブロッキング性、液中シール性、高速シール性(ホットタック性)、シール強度等の高速液体充填適性に優れ、液体調味料、ス−プ、果汁飲料、その他等の液状食品に用いられるばかりなく、固形食品、日用品又は香粧品等の充填包装に対しても好適に利用できるものである。
【図面の簡単な説明】
【図1】本発明にかかる積層体10の層構成を示す概略的断面図である。
【図2】本発明にかかる積層体10の層構成を示す概略的断面図である。
【図3】本発明にかかる積層体を使用して製袋ないし製函した包装容器30の構成を示す概略的斜視図である。
【図4】本発明にかかる積層体を使用して製袋ないし製函した包装容器30の構成を示す概略的斜視図である。
【図5】本発明にかかる積層体を使用し、個包装化のために、小袋形態とし、かつ、液状飲食品を充填包装する充填包装装置についてその一例を例示する概略的構成図である。
【符号の説明】
1 基材フィルム
2 支持層
3 シーラント層
4 積層補助剤層
5 シ−ル部
6 開口部
7 内容物
8 上方シ−ル部
9 バリア層
10 積層体
11 巻き取りロ−ル
12 段差ロ−ル
13 ガイドロ−ル
14 ガイド枠
15 縦シ−ル用ロ−ル
16 第1の横シ−ル用ロ−ル
17 充填ノズル
18 第2の横シ−ル用ロ−ル
19 光電管装置
20 カッタ−装置
30 包装容器
40 包装製品
【発明の属する技術分野】
本発明は、積層体およびそれを用いた包装容器に関し、更に詳しくは、高温における充填、いわゆるホット充填する場合、耐熱性、耐ブロッキング性、調味料等を充填した液体部分を噛み込んで封緘するいわゆる液中シール性、高速シール性(ホットタック性)、シール強度等の高速液体充填適性に優れ、特に、液体調味料、ス−プ、果汁飲料、その他等の液状食品に用いられるばかりなく、固形食品、日用品又は香粧品などを充填包装するのに有用な積層体およびそれを用いた包装容器に関するものである。
【0002】
【従来技術】
従来、醤油、ソ−ス、ドレッシング、ラ−メンス−プ、麺汁、ケチャップ、タバスコ、わさび、からし、その他等の液体調味料、ス−プ、果汁飲料、その他等の液体や粘調体の飲食品等を充填包装するために、その合掌重合縁部をヒートシールして筒状袋体とすると共に、当該袋体内に内容物を充填し、続いて横方向をヒ−トシ−ルして充填包装する内容物、充填条件、その他等に合わせて、任意に選択し、組み合わせて積層し、種々の形態からなる積層体およびそれを使用した包装容器が、開発され、提案されている。
而して、上記の充填包装に使用される積層体として、少なくとも、基材フィルムとシーラント層とから構成される積層フィルムが広く使用されている。
当該シーラント性フィルムとしては、ポリエチレン系樹脂、エチレン系アイオノマ−樹脂、エチレン・酢酸ビニル共重合体、線状低密度ポリエチレン等があり、基材フィルムとしては、二軸配向ポリエチレンテレフタレ−トフィルム、二軸配向ナイロンフィルム等が使用されている。
また、上記の積層フィルムには、スリップ性、耐ブロッキング性、高速シール性(ホットタック性)、液中シール性、シール強度、耐衝撃性等の高速充填適性に優れるものが求められている。
更に、上記の積層フィルムには、高温で充填する場合、耐熱性に優れるものが求められている。
例えば、基材フィルムの一方の面に、支持層とシーラント層を順に積層した積層体であって、該支持層と該シーラント層が、メタロセン系シングルサイト系触媒を使用して重合した低密度ポリエチレン樹脂や、直鎖状低密度ポリエチレン樹脂を主成分とすることによって、低温ヒートシール性に優れ、液体などの高速充填適性に優れた包装用フィルムに使用する積層体及びその製造方法が提案されている(例えば、特許文献1参照。)。
【0003】
【特許文献1】
特開平10−119207号公報
【0004】
【発明が解決しようとする課題】
しかしながら、特許文献1の積層体は、通常以下の充填温度での高速充填に優れているものの、充填温度、70℃〜95℃で充填する、いわゆるホット充填の高速化に対して、シーラント層に耐熱性がないため、ホット充填用の包装材料として満足できる適性を備えていないという問題点がある。
また、従来のチーグラー・ナッタ触媒を用いて重合した直鎖状低密度ポリエチレンを単独でシーラント層に用いる場合は、耐熱性はあるものの、副成分として、低分子量成分が存在し、フィルムの表面にブリードして、ブロッキングの原因となったり、また、副成分の高分子成分は、融点が高いため、ヒートシール温度も高く、高速でシールする場合、液中シール性、シール強度が十分でなく、特に内容物が液体であると液漏れを生ずる恐れがあり、高速充填用の液体用包装材料として満足できる適性を備えていないのが実情である。
また、メタロセン触媒を用いて重合した直線状低密度ポリエチレンを単独でシーラント層に用いる場合は、ホットタック性、シール強度に優れているものの、シーラント層に耐熱性に劣るため、ホット充填用の包装材料として満足できる適性を備えていないというのが実状である。
【0005】
【課題を解決するための手段】
そこで本発明者らは、上記の課題を解決するために、鋭意研究の結果、本発明は、少なくとも、基材フィルムと、支持層と、シーラント層とを順に積層する積層体であって、かつ、前記の支持層が、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂からなり、前記のシーラント層が、密度、および/または、メルトフローレ−トの異なる2種以上の樹脂をブレンドする組成物から構成され、かつ、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を含有することを特徴とする積層体を製造したところ、耐熱性、耐ブロッキング性、ホットタック性(高速シール性)、液中シール性、シール強度、耐衝撃性等に優れ、特にホット充填での高速化を向上させる積層体を提供することができる。
また、上記において、本発明によれば、前記のシーラント層において、前記の直鎖状低密度ポリエチレン樹脂が、密度、900kg/m3〜920kg/m3、メルトフローレ−ト2g/10分〜20g/10分であって、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂が、密度、910kg/m3〜930kg/m3、メルトフローレ−ト、2/10分〜20g/10分であることを特徴とする積層体を提供することができる。
また、前記のシーラント層において、前記のブレンド組成物を構成するメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂のブレンド比が、95/5〜65/35(重量比)であることを特徴とする積層体を提供することができる。
また、前記の支持層とシーラント層の少なくとも2層の共押出しによる多層フィルムからなることを特徴とする積層体を提供することができる。
また、上記のシーラント層を内側として対向させて重ね合わせその外周周辺の端部をヒ−トシ−ルして設けるヒ−トシ−ル部の接着強度が、95℃の温度領域で0N/15mm〜5N/15mm、かつ、100℃の温度領域で29N/15mm〜100N/15mmであることを特徴とする積層体を提供することができる。
また、上記の積層体を用いて、シーラント層を内側として対向させて重ね合わせその外周周辺の端部をヒ−トシ−ルしてヒ−トシ−ル部を設けることを特徴とする包装容器を提供することができる。
【0006】
【発明の実施の形態】
上記の本発明について以下に更に詳しく説明する。
まず、本発明にかかる積層フィルムおよびそれを使用した包装用容器の構成についてその二三を例示して図面を用いて説明すると、図1および図2は、本発明にかかる積層体の層構成を示す概略的断面図であり、図3および図4は、上記の本発明にかかる積層体を使用して製袋ないし製函した包装容器の構成を示す概略的斜視図である。
【0007】
本発明の積層体は、図1に示すように、基材フィルム1の一方の面に、必要に応じてプライマ−層、アンカ−コ−ト剤層、その他等の積層補助剤層4を任意に設けることができ、チーグラーナッタ系触媒を使用して重合した低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂からなる支持層2と、密度、および/または、メルトフローレイトの異なる2種以上の樹脂をブレンドする組成物から構成され、かつ、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を含有する組成物からなるシーラント層3とが順に積層されている積層体10である。
【0008】
また、本発明の積層体10は、図2に示すように、少なくとも、基材フィルム1、バリア層9、および、支持層2とシーラント層3とを順次に積層した構成を基本構造とするものである。
なお、本発明にかかる積層材においては、図示しないが、各層間には、必要ならば、例えば、プライマ−層、アンカ−コ−ト剤層、その他等の積層補助剤層4等を任意に設けることができるものである。
而して、上記に挙げた例は、本発明にかかる積層体10を構成する二三の例示であり、これによって本発明は限定されるものではなく、例えば、本発明においては、図示しないが、ヒ−トシ−ル層等の他に、更に、その使用目的、充填包装する内容物、流通経路、販売形態、用途等によって、他の基材を任意に積層して、種々の形態の積層体を設計して製造することができるものである。
【0009】
次に、本発明において、上記のような積層体10を使用して製袋してなる本発明にかかる包装容器30の構成について説明すると、かかる包装容器としては、例えば、上記の図1に示す積層体10を使用して製袋してなる包装容器を例示して説明すると、図3の概略的斜視図に示すように、上記の積層体10を2枚用意し、その最内層に位置するシーラント層3の面を対向させて重ね合わせ、しかる後その外周周辺の端部の三方をヒ−トシ−ルしてシ−ル部5を形成して、本発明にかかる三方シ−ル型の包装用容器30を製造することができる。
而して、上記の三方シ−ル型の包装用容器30においては、その上方の開口部から内容物を充填し、しかる後、その開口部をヒ−トシ−ルして、各種の包装製品を製造することができる。
【0010】
或いはまた、本発明において、本発明にかかる包装容器30としては、図4の概略的斜視図に示すように、上記の図1に示す積層体10を使用し、その最内層に位置するシーラント層3の面を対向させて重ね合わせ、しかる後その外周周辺の端部の二方をヒ−トシ−ルしてシ−ル部5を形成して、本発明にかかる二方シ−ル型の軟包装容器30を製造することができる。
而して、上記の二方シ−ル型の軟包装容器30においては、上記と同様に、その上方の開口部から内容物を充填し、しかる後、その開口部をヒ−トシ−ルして、各種の包装製品を製造することができる。
なお、本発明においては、上記に図示した例示の包装用容器に限定されるものでないことは言うまでもないことであり、その目的、用途等により、種々の形態の包装用容器を製造することができることは言うまでもないことである。
本発明にかかる包装容器は、後述するように、上記の二方シ−ル型、三方シ−ル型包装容器の他に、例えば、四方シ−ル型包装容器、自立性包装容器、ガセット型包装容器、その他等、また、その形態としては、小袋、中袋、大袋、その他等の形態を取り得るものである。
【0011】
次に、本発明において、上記のような本発明にかかる積層体、包装容器等を構成する材料、その製造法等について説明すると、まず、本発明において、本発明にかかる積層体、包装容器等を構成するシーラント層3としては、熱によって溶融し相互に融着し得る機能を有し、更に、ホット充填適性のある樹脂のフィルムないしシ−トを使用することができ、例えば、少なくとも密度、および/または、の異なるメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を用いてブレンドする組成物から構成されることが好ましい。
而して、上記で使用するメタロセン触媒とは、現行の触媒が、活性点が不均一でマルチサイト触媒と呼ばれているのに対し、活性点が均一であることからシングルサイト触媒とも呼ばれているものである。
上記の樹脂層の膜厚としては、5〜100μm位、より好ましくは、10〜60μm位が望ましい。
上記の密度の異なる樹脂をブレンドすることによって、単独で上記の樹脂をシーラント層に用いることにより、70℃〜95℃程度の充填温度で液体を充填する、いわゆるホット充填の際、充填温度に耐える程度の耐熱性を向上させることができ、かつ、耐ブロッキング性、ヒートシール強度に優れ、また、ホットタック性、液中シール性等の機能を兼ね備えるという特性を有するため、ホット充填での液体充填速度を高速化することができ、生産性が向上するため、好ましいものである。
【0012】
上記のシーラント層を構成する樹脂としては、900kg/m3〜920kg/m3、メルトフローレ−ト、2g/10分〜20g/10分のメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、密度、910kg/m3〜930kg/m3、メルトフローレ−ト、2g/10分〜20g/10分の直鎖状低密度ポリエチレン樹脂から選ばれる密度とメルトフローレ−トの異なる少なくとも2種の樹脂のブレンド組成物からなる樹脂を使用することがより好ましいものである。
上記の密度とメルトフローレ−トの範囲にある樹脂を使用することによって、ホット充填の上限温度(95℃)と、積層体のシーラント層同士を重ねてシールして製袋するヒートシール温度(100℃)とのヒートシール強度の差が大きいという特性を有するため、70〜95℃程度の高温で液体を充填する際、ブロッキングすることがなく、かつ、ヒートシール温度でのシール強度が充分得られるため、液体高速充填適性があるため、生産性が向上し、好ましいものである。
【0013】
更に、本発明において、内容物に接する層(B)を構成する2種の樹脂のうち、前記のシーラント層において、前記のブレンド組成物を構成するメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂のブレンド比としては、95/5〜65/35(重量比)であることが好ましい。
上記の範囲のブレンド比でブレンドすることによって、ホット充填の際、充填温度に耐える程度の耐熱性を有しつつ、かつ、耐ブロッキング性、ヒートシール強度、およびホットタック性を兼ね備えるという特性を有するため、液体充填速度の高速化することができ、生産性が向上するため、好ましいものである。
これに対して、前記のブレンド組成物を構成するメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂のブレンド比が、0/100〜64/36(重量比)の場合、低温シール性に劣り、液漏れ発生の恐れがあるため、好ましくない。
また、上記の樹脂のブレンド比が、96/4〜100/0(重量比)の場合、ホット充填の際、耐熱性に劣るため、充填速度を上げることができず、好ましくない。
【0014】
次にまた、上記において、支持層2としては、包装容器を構成するシ−ル層を形成する際の加熱加圧等に対し、それ自身の被膜性と共にシーラント層3の被膜性等を保持し、その膜厚等の変形等を防止する強度を有し、更に、基材フィルム1とシーラント層3との密接着性に優れ、その両者の接着剤層としての機能を有し、更に、小袋形態等からなる包装用容器を開封する際のカット性に優れている性質を有することを必要とされるものである。
而して、本発明において、支持層2としては、特に、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を使用することが好ましいものである。
上記の樹脂層の膜厚としては、5〜100μm位、より好ましくは、10〜60μm位が望ましい。
上記の樹脂を使用することによって、ホット充填の際、シーラント層の耐熱性に優れるため、高速液体充填適性に優れるという利点を有するものである。
【0015】
これに対し、支持層2とシーラント層3に使用する樹脂を、従来のメタロセン系シングルサイト触媒を使用して重合した低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を1種類のみを使用すると、低温シール性には優れるものの、耐熱性がなく、充填温度が80℃を超えて充填するのに不向きであり、好ましくないものである。
また、シーラント層3に使用する樹脂を、低密度ポリエチレン樹脂単独で使用した場合、低温シール性に劣り、液漏れ発生の恐れがあるため、高速液体充填するのに好ましくない。
その膜もしくはフィルムないしシ−トの厚さとしては、3μm〜100μm位が好ましく、5μm〜25μm位がより好ましい。
【0016】
更に、本発明において、シーラント層としては、上記の支持層2とシーラント層3とを共押し出してなる共押し出し積層フィルム等を使用することができ、高速液体充填適性に優れるという利点を有するものである。
これに対し、層間をドライラミネートで積層する積層フィルムを使用すると、低温シール性に劣るため、充填速度が上げられず、好ましくないものである。
【0017】
本発明の積層体に使用する基材フィルム1としては、これが包装用容器等を構成する基本素材になることから、強度を有し、耐候性、耐光性、耐熱性、耐薬品性、その他等に優れ、機械的、化学的、その他等において強靱な特性を有する樹脂のフィルムないしシ−トを使用することができる。
具体的には、例えば、ポリエステル系樹脂、ポリアミド系樹脂、ポリアラミド系樹脂、ポリエチレン系樹脂あるいはポリプロピレン系樹脂等のポリオレフィン系樹脂、ポリカ−ボネ−ト系樹脂、ポリスチレン系樹脂、ポリアセタ−ル系樹脂、フッ素系樹脂、その他等の強靱な樹脂のフィルムないしシ−ト、その他等を使用することができる。
而して、上記の樹脂のフィルムないしシ−トとしては、未延伸フィルム、あるいは一軸方向または二軸方向に延伸した延伸フィルム等のいずれのものでも使用することができる。
そのフィルムの厚さとしては、5μm〜100μm位が好ましく、10μm〜50μm位がより好ましい。
なお、本発明においては、上記のような基材フィルムには、例えば、文字、図形、記号、絵柄、模様等の所望の印刷絵柄を通常の印刷法で表刷り印刷あるいは裏刷り印刷等が施されていてもよい。
また、上記のような基材フィルム1には、塩化ビニリデンをコートしたフィルム、又はこれらのフィルムにアルミニウム、酸化珪素、酸化アルミニウムなどの極微薄膜を蒸着したフィルム、紙基材と上記プラスチックフィルムとを2種以上貼合したものが使用できる。
【0018】
基材フィルム1に必要に応じて設ける積層補助剤層4としては、例えば、通常の溶融押出しコートに使用するプライマーを使用できる。
基材フィルム1の種類にもよるが、例えば、ポリエステル・イソシアネート、ポリエーテル・イソシアネート、ポリエチレンイミン、アルキルチタネート、ポリブテン・イソシアネート化合物などから、用途、必要特性に応じて選択することができる。
而して、そのコ−ティング法としては、例えば、ダイレクトグラビアロ−ルコ−ト法、グラビアロ−ルコ−ト法、キスコ−ト法、リバ−スロ−ルコ−ト法、フォンテン法、トランスファ−ロ−ルコ−ト法、その他等の方法で塗布することができる。
またその塗工量(塗工量は固形分をg/m2 で記載する。)としては、0.01〜2g/m2 程度である。
積層補助剤層4は、基材フィルム1と共押出しコートする支持層2との接着強度等を向上させるという利点を有するものである。
【0019】
次にまた、本発明において、本発明にかかる積層体、包装容器等を構成するバリア層としては、酸素ガス、水蒸気等の透過を阻止するバリア性素材を使用することができ、例えば、基材フィルム1と支持層2との間に設けることができる。
上記の酸素ガス、水蒸気等の透過を阻止するバリア性素材としては、例えば、アルミニウム箔、アルミニウムの蒸着膜、酸化珪素あるいは酸化アルミウニム等の無機酸化物の蒸着膜、ポリ塩化ビニリデン系樹脂層、ビニルアルコ−ル樹脂層、エチレン−ビニアルコ−ル共重合体層、ポリアクリロニトリル樹脂層、ポリアミド系樹脂層、その他等を使用することができる。而して、本発明においては、上記のようなバリア性層は、前述の基材フィルムの片面に、物理気相成長法あるいは化学気相成長法等による蒸着方式、あるいは、ロ−ルコ−ト、グラビアロ−ルコ−ト、キスコ−ト、その他等のコ−ティング方式、グラビア印刷、オフセット印刷、転写印刷、その他等の印刷方式等によりバリア性層を形成し、その両者からなる複合化した形態からなる材料を使用することができる。
上記において、アルミニウム箔としては、厚さ5〜20μm位、アルミニウムの蒸着膜、あるいは、酸化珪素あるいは酸化アルミウニム等の無機酸化物の蒸着膜としては、厚さ50〜2000Å位、ポリ塩化ビニリデン系樹脂層、ビニルアルコ−ル樹脂層、エチレン−ビニアルコ−ル共重合体層、ポリアクリロニトリル樹脂層、または、ポリアミド系樹脂層等からなる樹脂層としては、厚さ数μm〜50μm位が好ましいものである。
その他、本発明において、バリア性層としては、樹脂に顔料等の着色剤、その他、所望の添加剤を加えて混練してフィルム化してなる遮光性を有する各種の着色樹脂のフィルムないしシ−ト等を積層することができる。
これらの材料は、一種ないしそれ以上を組み合わせて使用することができる。
【0020】
次に、本発明において、上記のような積層体を使用して製袋ないし製函する方法について説明すると、例えば、包装容器30がプラスチックフィルム等からなる軟包装袋の場合、上記のような方法で製造した積層体10を使用し、その内層のシーラント層3の面を対向させて、それを折り重ねるか、或いはその二枚を重ね合わせ、更にその周辺端部をヒ−トシ−ルしてシ−ル部を設けて袋体を構成することができる。
而して、その製袋方法としては、上記の積層体10を、その内層の面を対向させて折り曲げるか、あるいはその二枚を重ね合わせ、更にその外周の周辺端部を、例えば、側面シ−ル型、二方シ−ル型、三方シ−ル型、四方シ−ル型、封筒貼りシ−ル型、合掌貼りシ−ル型(ピロ−シ−ル型)、ひだ付シ−ル型、平底シ−ル型、角底シ−ル型、その他等のヒ−トシ−ル形態によりヒ−トシ−ルして、本発明にかかる種々の形態の包装用容器を製造することができる。
その他、例えば、自立性包装袋(スタンディングパウチ)等も製造することが可能であり、更に、本発明においては、上記の積層材を使用してチュ−ブ容器等も製造することができる。
上記において、ヒ−トシ−ルの方法としては、例えば、バ−シ−ル、回転ロ−ルシ−ル、ベルトシ−ル、インパルスシ−ル、高周波シ−ル、超音波シ−ル等の公知の方法で行うことができる。なお、本発明においては、上記のような包装用容器には、例えば、ワンピ−スタイプ、ツウ−ピ−スタイプ、その他等の注出口、あるいは開閉用ジッパ−等を任意に取り付けることができる。
【0021】
次にまた、包装容器30として、紙基材を含む液体充填用紙容器の場合、例えば、積層体として、紙基材を積層した積層体を製造し、これから所望の紙容器を製造するブランク板を製造し、しかる後該ブランク板を使用して胴部、底部、頭部等を製函して、例えば、ブリックタイプ、フラットタイプあるいはゲ−ベルトップタイプの液体用紙容器等を製造することができる。
また、その形状は、角形容器、丸形等の円筒状の紙缶等のいずれのものでも製造することができる。
【0022】
更に、本発明において、積層体10のシーラント層を内側として対向させて重ね合わせその外周周辺の端部をヒ−トシ−ルして設けるヒ−トシ−ル部の接着強度が、95℃の温度領域で0N/15mm〜5N/15mm、かつ、100℃の温度領域で29N/15mm〜100N/15mmであると、ヒートシール温度、100℃程度でシーラント層同士をヒートシールする際、充分なシール強度が得られるとともに、耐ブロッキング性を兼ね備えるという特性を有するため、液体充填速度を高速化することができ、生産性が向上するため好ましい。
ヒートシール強度が、95℃の温度領域で5N/15mmを超えるとであると、シーラント層同士でブロッキングを発生しやすく、好ましくない。
また、ヒートシール強度が、100℃の温度領域で29N/15mm未満であると、シール強度が充分でなく、流通過程等での液漏れ発生の原因となり、好ましくない。
【0023】
更に、本発明において、本発明にかかる積層体10を使用し、個包装化のために、小袋形態とし、かつ、内容物7として、ソ−ス、醤油等の液状飲食品を充填包装する充填包装装置についてその一例を例示すると、図5に示すように、まず、本発明にかかる積層体10を巻き取りロ−ル11から給紙し、更に、該積層体10を段差ロ−ル12、12・・・等を介してその供給を調整しながら、ガイドロ−ル13に案内する。次に、ガイドロ−ル13に案内された積層体10を、通常の三角板(図示せず)等を通して、そのシーラント層の面を対向させるべく、二つ折りし、更に、二つ折りした積層体10を案内するガイド枠14を通って、一対の縦シ−ル用ロ−ル15、15に給紙する。次いで、上記の一対の縦シ−ル用ロ−ル15、15により、二つ折りした積層体10の外側辺の外周周辺の端部を加熱加圧してサイドシ−ルして外側辺のシ−ル部5を形成し、更に、二つ折りした積層体10を、一対の第1の横シ−ル用ロ−ル16、16に給紙し、その一対の横シ−ル用ロ−ル16、16により、上辺と底辺に相当する横シ−ル部5を形成する。
【0024】
他方、上方に配置されているソ−ス、醤油等の液状飲食品を充填する充填ノズル17から、上記で外側辺のシ−ル部5と横シ−ル部5とを形成した包装用容器内に、ソ−ス、醤油等の液状飲食品を連続的に供給して充填する。而して、上記で内容物を連続して供給しながら充填し、併せて、外側辺のシ−ル部5と横シ−ル部5とを同期して順次に繰り返して形成し、しかる後、一対の第2の横シ−ル用ロ−ル18、18にて安定したシ−ル強度を得るために、上記の横シ−ル部5の部分に、もう一度熱と圧力を加え、更に、冷却し、次に、光電管装置19を配置して上記の横シ−ル部5の中心線を見地し、しかる後、カッタ−装置20、20で、上記の横シ−ル部5の中心線を切断して底辺のシ−ル部5と上辺のシ−ル部8とを形成し、内容物7が充填包装された3方シ−ル型の小袋形態からなる包装製品40を製造することができる。
【0025】
図示しないが、例えば、外側辺のシ−ル部等に、内容物を取り出し易くするために、V型ノッチ、I型ノッチ等の切口部等を任意に設けることができる。
また、上記の例は、三方シ−ル型の小袋形態からなる包装製品を製造する例を例示したが、四方シ−ル型の小袋形態からなる包装製品を製造することもでき、また、多列にして大量に生産することもできるものである。
【0026】
本発明において、上記のようにして製造した包装用容器は、液体飲料、菓子類、粉末状、液状、あるいは、固形状調味料、その他等の各種の飲食品、接着剤、粘着剤等の化学品、洗剤、その他等の化粧品、医薬品、ケミカルカイロ等の雑貨品、その他等の種々の物品の充填包装に使用されるものである。
なお、本発明にかかる積層体は、例えば、プラスチック成形容器のフランジ部に貼り合わせて、蓋材としても使用することができるものである。
特に、本発明においては、耐熱性、シール強度、耐破袋性を有し、耐ブロッキング性に優れているため、高温領域での高速充填包装適性を有し、更に、内容物等が付着した液噛みヒ−トシ−ル性、風味、食味等を損なうことなく、その内容物の保存性等に優れ、特に、ソ−ス、シロップ、ポン酢、醤油、ドレッシング、ラ−メンス−プ、麺汁、ケチャップ、タバスコ、わさび、からし、その他等の液状調味料、ス−プ、その他等の液状飲食品を充填包装に適して、小袋包装製品を製造するに有用なものである。
【0027】
【実施例】
上記の本発明について実施例を挙げて更に具体的に説明する。
まず、基材フィルム1として、15μmの2軸延伸ナイロンフィルムを使用し、イソシアネート系アンカ−コ−ト剤をグラビアロ−ルコ−ト法でコ−ティングして厚さ0.5g/m2 (乾燥状態)からなる積層補助剤層4を形成した。
次いで、上記で形成した積層補助剤層4の面に、支持層2及びシーラント層3を構成する組成物を、Tダイ共押出機にて、共押し出しし、厚さ25μmの支持層2と、厚さ25μmのシーラント層3の厚さ50μmの共押し出しコートにより設けた。
その結果、表1に示す実施例1〜3、比較例1〜2のとおりに、支持層2及びシーラント層3を構成する組成物の配合比を変化させて、共押出しコートして、基材フィルム1に設けた積層補助剤層4に、支持層2、及びシーラント層3を形成し、層構成、基材フィルム1/積層補助剤層4/支持層2/シーラント層3からなる積層体10を作成した。
以下に、実施例1〜3、比較例1〜2における使用樹脂のブレンド比を示す。
樹脂1:チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度917kg/m3、メルトフローレート6.5g/10分
樹脂2:メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度920kg/m3、メルトフローレート11g/10分
樹脂3: チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度911kg/m3、メルトフローレート8g/10分
樹脂4:メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度912kg/m3、メルトフローレート8g/10分
樹脂5:チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、密度913kg/m3、メルトフローレート2g/10分
【0028】
【表1】(実施例及び比較例の使用樹脂のブレンド比)
まず、基材フィルム1として、15μmの2軸延伸ナイロンフィルムを使用し、ウレタン系樹脂とイソシアネート系樹脂の2液硬化性ドライラミネート接着剤を塗布量、3g/m2でコ−ティングして、シーラント層3として、厚さ50μmのチーグラーナッタ系触媒を使用して重合した直鎖状ポリエチレン樹脂フィルム(出光ユニテック株式会社製、製品名「LS722CN」)をドライラミネートコーティングして、比較例3に係る積層体を製造した。
【0030】
次に、上記で製造した実施例1〜3、比較例1〜3の積層体10を使用し、更に、3方シ−ル型の小袋充填包装機を使用し、内容物としての麺汁を充填温度95℃にて充填包装して、小袋包装製品40を製造した。
【0031】(実験例1)
上記の実施例1〜3で製造した積層体と、上記の比較例1〜3で製造した積層体について、ヒ−トシ−ル強度試験を行なった。
ヒ−トシ−ル強度は、シ−ル条件95℃×1kg/cm2 ×1秒、及び、100℃×1Kg/cm2 ×1秒で行い、剥離試験機(株式会社オリエンテック製、機種名、テンシロン万能試験機)を使用し、試料15mm巾、ロ−ドセル、20Kgf、剥離速度、300mm/分、支点間距離、50mm、T字型剥離の条件でヒ−トシ−ル強度試験を行った。その測定結果を表2に示す。
【0032】(実験例2)
上記の実施例1〜3で製造した小袋包装製品と、上記の比較例1〜3で製造したホット充填した包装製品40(充填温度95℃)について、ブロッキング試験を行なった。
得られた包装製品40を充填した液温が室温(25℃)に下がるまで、放置した後、包装製品を開封し、包装容器の内面(シーラント層側)にブロッキングが発生していないかを目視にて評価した。
【0033】
【表2】(実験結果)
上記の表2に示すように、実施例1〜3の包装袋は、比較例1〜3の包装袋に対し、ホット充填の上限温度である95℃において、ヒートシール強度が5N/15mm以下であるため、耐ブロッキング性に優れるものであり、製袋するヒートシール温度である100℃において、ヒートシール強度が29N/15mm以上であるため、充分なシール強度が得られ、かつ、95℃と100℃におけるヒートシール強度との差が大きいため、ホット充填での耐熱性、耐ブロッキング性、ヒートシール強度に優れるものであり、ホット充填での高速液体充填に適するものであることが判明した。
これに対し、比較例1〜2のものは、ホット充填の上限温度(95℃)でブロッキングが発生してしまい、また、95℃と100℃におけるヒートシール強度との差が小さいため、ホット充填での耐熱性、耐ブロッキング性に劣り、ホット高速充填に適するものではなかった。
また、比較例3のものは、ホット充填の上限温度(95℃)での耐ブロッキング性は有するものの、100℃でのヒートシール強度が、29N/15mm以下であり、低温シール性に劣るため、高速充填に適するものではなかった。
【0035】
【発明の効果】
以上の説明で明らかなように、本発明は、少なくとも、基材フィルムと、支持層と、シーラント層とを順に積層する積層体であって、かつ、前記の支持層が、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂からなり、前記のシーラント層が、密度、および/または、メルトフローレ−トの異なる2種以上の樹脂をブレンドする組成物から構成され、かつ、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂を含有することを特徴とする積層体を製造し、更に当該積層体を用いて、シーラント層面を対向させて重ね合わせ、その外周周辺の端部をヒ−トシ−ルしてヒ−トシ−ル部を設けた包装容器を製造し、当該包装容器の開口部から内容物を充填包装することにより、いわゆるホット充填する場合において、耐熱性、耐ブロッキング性、液中シール性、高速シール性(ホットタック性)、シール強度等の高速液体充填適性に優れ、液体調味料、ス−プ、果汁飲料、その他等の液状食品に用いられるばかりなく、固形食品、日用品又は香粧品等の充填包装に対しても好適に利用できるものである。
【図面の簡単な説明】
【図1】本発明にかかる積層体10の層構成を示す概略的断面図である。
【図2】本発明にかかる積層体10の層構成を示す概略的断面図である。
【図3】本発明にかかる積層体を使用して製袋ないし製函した包装容器30の構成を示す概略的斜視図である。
【図4】本発明にかかる積層体を使用して製袋ないし製函した包装容器30の構成を示す概略的斜視図である。
【図5】本発明にかかる積層体を使用し、個包装化のために、小袋形態とし、かつ、液状飲食品を充填包装する充填包装装置についてその一例を例示する概略的構成図である。
【符号の説明】
1 基材フィルム
2 支持層
3 シーラント層
4 積層補助剤層
5 シ−ル部
6 開口部
7 内容物
8 上方シ−ル部
9 バリア層
10 積層体
11 巻き取りロ−ル
12 段差ロ−ル
13 ガイドロ−ル
14 ガイド枠
15 縦シ−ル用ロ−ル
16 第1の横シ−ル用ロ−ル
17 充填ノズル
18 第2の横シ−ル用ロ−ル
19 光電管装置
20 カッタ−装置
30 包装容器
40 包装製品
Claims (6)
- 少なくとも、基材フィルムと、支持層と、シーラント層とを順に積層する積層体であって、かつ、前記の支持層が、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂、または、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂からなり、前記のシーラント層が、密度、および/または、メルトフローレ−トの異なる2種以上の樹脂をブレンドする組成物から構成され、かつ、メタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂とを含有することを特徴とする積層体。
- 前記のシーラント層において、前記のメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂が、密度、900kg/m3〜920kg/m3、メルトフローレ−ト2g/10分〜20g/10分であって、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂が、密度、910kg/m3〜930kg/m3、メルトフローレ−ト、2/10分〜20g/10分であることを特徴とする請求項1に記載の積層体。
- 前記のシーラント層において、前記のブレンド組成物を構成するメタロセン系シングルサイト触媒を使用して重合した直鎖状低密度ポリエチレン樹脂と、チーグラーナッタ系触媒を使用して重合した直鎖状低密度ポリエチレン樹脂のブレンド比が、95/5〜65/35(重量比)であることを特徴とする請求項1〜2のいずれかに記載の積層体。
- 前記の支持層とシーラント層との少なくとも2層の共押出しによる多層フィルムからなることを特徴とする請求項1〜3のいずれかに記載の積層体。
- 上記のシーラント層を内側として対向させて重ね合わせその外周周辺の端部をヒ−トシ−ルして設けるヒ−トシ−ル部の接着強度が、95℃の温度領域で0N/15mm〜5N/15mm、かつ、100℃の温度領域で29N/15mm〜100N/15mmであることを特徴とする請求項1〜4のいずれかに記載の積層体。
- 請求項1〜5のいずれかに記載の積層体を用いて、シーラント層を内側として対向させて重ね合わせその外周周辺の端部をヒ−トシ−ルしてヒ−トシ−ル部を設けることを特徴とする包装容器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003010612A JP2004223728A (ja) | 2003-01-20 | 2003-01-20 | 積層体およびそれを用いた包装容器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003010612A JP2004223728A (ja) | 2003-01-20 | 2003-01-20 | 積層体およびそれを用いた包装容器 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004223728A true JP2004223728A (ja) | 2004-08-12 |
Family
ID=32899758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003010612A Withdrawn JP2004223728A (ja) | 2003-01-20 | 2003-01-20 | 積層体およびそれを用いた包装容器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004223728A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007276350A (ja) * | 2006-04-10 | 2007-10-25 | Dainippon Printing Co Ltd | 積層シートおよびそれを用いた包装袋 |
| JP2013151623A (ja) * | 2012-01-26 | 2013-08-08 | Dainippon Printing Co Ltd | 植物由来ポリエチレン系樹脂を用いたフィルムおよび包装袋 |
| JP2014108829A (ja) * | 2012-12-04 | 2014-06-12 | Wacker Chemie Ag | ポリシリコンの包装 |
| JP2019038603A (ja) * | 2017-08-29 | 2019-03-14 | 株式会社悠心 | 液中シール用ラミネートフィルムおよび液中シール方法 |
| JP2020059535A (ja) * | 2018-10-11 | 2020-04-16 | 共同印刷株式会社 | ガセット袋 |
-
2003
- 2003-01-20 JP JP2003010612A patent/JP2004223728A/ja not_active Withdrawn
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007276350A (ja) * | 2006-04-10 | 2007-10-25 | Dainippon Printing Co Ltd | 積層シートおよびそれを用いた包装袋 |
| JP2013151623A (ja) * | 2012-01-26 | 2013-08-08 | Dainippon Printing Co Ltd | 植物由来ポリエチレン系樹脂を用いたフィルムおよび包装袋 |
| JP2014108829A (ja) * | 2012-12-04 | 2014-06-12 | Wacker Chemie Ag | ポリシリコンの包装 |
| US9725212B2 (en) | 2012-12-04 | 2017-08-08 | Wacker Chemie Ag | Packing of polysilicon |
| JP2019038603A (ja) * | 2017-08-29 | 2019-03-14 | 株式会社悠心 | 液中シール用ラミネートフィルムおよび液中シール方法 |
| JP2021178971A (ja) * | 2017-08-29 | 2021-11-18 | 株式会社悠心 | 液中シール用ラミネートフィルム |
| JP7181648B2 (ja) | 2017-08-29 | 2022-12-01 | 株式会社悠心 | 液中シール用ラミネートフィルム |
| JP2020059535A (ja) * | 2018-10-11 | 2020-04-16 | 共同印刷株式会社 | ガセット袋 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7140105B2 (ja) | 積層フィルム及び食品包装袋 | |
| JP4184768B2 (ja) | 積層体およびそれを用いた包装容器 | |
| TWI755577B (zh) | 積層薄膜及食品包裝袋 | |
| US10099817B2 (en) | Flexible container and process for producing same | |
| CN101443187B (zh) | 可密封及可剥离的膜 | |
| CN105324314A (zh) | 自成形容器 | |
| US8133560B2 (en) | Multilayer heat sealant structures, packages and methods of making the same | |
| JP3515194B2 (ja) | バッグインボックス用包装材料 | |
| JP2004223728A (ja) | 積層体およびそれを用いた包装容器 | |
| JP3853417B2 (ja) | レトルトパウチ | |
| JPH09216640A (ja) | レトルトパウチ | |
| JPH09221176A (ja) | レトルトパウチ | |
| JP3815634B2 (ja) | 高速ヒートシール性に優れた包装材料の製造方法 | |
| US11535439B2 (en) | Pasteurization pouch with barrier | |
| JP7353029B2 (ja) | 自立型包装袋、スパウト付自立型包装袋、内容物入り自立型包装袋及び内容物入りスパウト付自立型包装袋 | |
| JPH09216664A (ja) | レトルトパウチ | |
| JP4459652B2 (ja) | チャックテープ付き自立袋、及びそれを使用した粉体と液体の混合方法 | |
| JP2001079991A (ja) | 積層材およびそれを使用した包装用容器 | |
| JP2004284126A (ja) | 積層体およびそれを用いた包装容器 | |
| JP2008302977A (ja) | 耐熱性およびヒートシール性にすぐれる包装用フィルム | |
| CN204979606U (zh) | 可重复热封的易开启保鲜膜卷或保鲜袋 | |
| JP2004217803A (ja) | バリア性フィルムおよびその製造法 | |
| JP2002002722A (ja) | パウチ | |
| JP4498785B2 (ja) | 液体充填小袋用積層体の製造方法および液体充填用小袋 | |
| JPH09301446A (ja) | レトルトパウチ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20060404 |