JP2004211262A - 耐摩耗性の良好な皮革様シート - Google Patents
耐摩耗性の良好な皮革様シート Download PDFInfo
- Publication number
- JP2004211262A JP2004211262A JP2003001968A JP2003001968A JP2004211262A JP 2004211262 A JP2004211262 A JP 2004211262A JP 2003001968 A JP2003001968 A JP 2003001968A JP 2003001968 A JP2003001968 A JP 2003001968A JP 2004211262 A JP2004211262 A JP 2004211262A
- Authority
- JP
- Japan
- Prior art keywords
- polyurethane
- sheet
- leather
- porous layer
- layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Abstract
【解決手段】ポリウレタン樹脂が含浸された繊維質基体上にポリウレタン多孔質層および架橋型非多孔質層が順次積層されてなる凹凸模様が賦形された皮革様シートにおいて、ポリウレタン多孔質層と架橋型非多孔質層が一体化して賦形されていることを特徴とする皮革様シート。
【選択図】なし
Description
【発明の属する技術分野】
本発明は、凹凸模様の賦形された耐摩耗性、耐傷性、耐擦過性および折れしわに優れ、さらに風合いの良好な皮革様シートに関する。
【0002】
【従来の技術】
従来、凹凸模様が賦形され、立体感のある合成皮革の製造方法としては、模様のある離型紙上にポリウレタン溶液を塗布し、乾燥してフィルムを形成したあと、該フィルムを基体の表面に接着剤で貼り合せ、離型紙を剥離する方法(乾式法)、あるいは、繊維質基体の表面に、ポリウレタン溶液を塗布し、湿式凝固又は乾式凝固方法にて多孔質のポリウレタン層を形成し、そのうえに着色剤を含む樹脂溶液を塗布、乾燥して着色層を形成した後、エンボスロールで凹凸模様を形成する方法(型押し法)が広く一般に用いられている。乾式法において、離型紙を用いてシートに凹凸模様を賦形する場合は、凸部の造面層の厚さが厚いため折れ皺が粗くまた風合いの硬いシートとなるとともに、凹部の造面層の厚さが薄いために耐摩耗性が低いという問題点がある。型押し法においては、風合い、折れ皺には優れているが、耐傷性、耐摩耗性が低いという問題点がある。(例えば、特許文献1参照。)。
凹凸模様のある繊維質シートの表面強度の向上に関しては、様々なものが提供されている。たとえば、コート層の最表面を、100%モジュラスが150kg/cm2以上である1液型ウレタンで形成した皮革様シート、あるいは基体層上に弾性重合体のコート層を付与した皮革様シートにおいて、該コート層の最表面をシリコン変性ウレタン層として、表面を滑らせることによって耐傷性の向上を目的として形成された皮革様シートなども知られている。この物は耐傷性がかなり向上するものの、瞬間的な擦過傷にはほとんど効果が認められなく、風合いが硬いという欠点を有している。(例えば、特許文献2参照。)。
また、耐傷性の向上を目的として、最表面にブリネル硬さ20〜100の微粒子を含有するポリウレタンからなるコート層を形成したシートにエンボスする方法が記載されているが、微粒子を添加することにより艶感に悪影響を及ぼしやすく、耐傷性に関しては微粒子が表面に露出した場合には、むしろ傷の促進につながるといった欠点があった。(例えば、特許文献3参照。)。
【0003】
さらに、繊維集合体に弾性重合体を主体とした重合体を含有した基体層(A)上に、ポリウレタン樹脂を主体とする樹脂からなる接着剤層(B)を介して、数平均分子量が2〜10万の2液型ポリウレタン樹脂(a)と数平均分子量が13〜28万の2液型ポリウレタン樹脂(b)と、ポリイソシアネート系硬化剤により架橋された樹脂からなる層(C)を積層することにより、耐屈曲性を低下することなく耐傷性を向上させた皮革様シートもある(例えば、特許文献4参照。)。
また、風合いの良好な耐傷性皮革様シートとして、ポリイソシアネート系硬化剤により架橋されたシリコン変性ポリウレタン樹脂層をポリウレタン樹脂を主体とする非架橋型の樹脂からなる接着剤によりポリウレタン樹脂が含浸された繊維集合体に接着されている物もある。しかしながら、上記のシートに凹凸模様を賦形するに際して、離型紙を用いた乾式造面法により付与する場合は、凸部の造面層の厚さが厚いため折れ皺が粗くまた風合いの硬いシートとなるとともに、凹部の造面層の厚さが薄いために耐摩耗性が低いという問題点があった。(例えば、特許文献5参照。)。
上記のように、硬化剤により架橋された樹脂からなる層を最表面に有する皮革様シートに凹凸模様を賦形する方法としては、離型紙を用いた乾式造面法が一般的であり、型押し法により凹凸模様を賦形することは、架橋により樹脂の軟化点が高くなるため困難であり、従来、型押し法による架橋された樹脂からなる層への凹凸模様の賦形は実施されていない。
【0004】
【特許文献1】
特開平11−93081号公報(第2頁)
【特許文献2】
特開2000−248472号公報(第2頁)
【特許文献3】
特開平4−333674号公報(第1頁)
【特許文献4】
特開平10−226970号公報(第1頁)
【特許文献5】
特開2000−248472号公報(第2頁)
【0005】
【発明が解決しようとする課題】
本発明は、上記従来技術ではなし得なかった、耐摩耗性、耐傷性、耐擦過性といった表面強度に優れ、かつ天然皮革に匹敵する細かい折れしわ、柔軟な風合いといった感性面の良好な、凹凸模様のある被覆層が繊維質基体に積層された皮革様シートを提供することを目的とする。
【0006】
【課題を解決するための手段】
すなわち本発明は、弾性重合体が含浸された繊維質基体上にポリウレタン多孔質層および最表層に架橋型非多孔質層が積層されてなる凹凸模様が賦形された皮革様シートにおいて、ポリウレタン多孔質層と架橋型非多孔質層が一体化して賦形されていることを特徴とする皮革様シートである。そして、好ましくは該架橋型非多孔質層が、ポリイソシアネート系硬化剤により架橋されたシリコン変性ポリウレタン樹脂からなり、該シリコン変性ポリウレタン樹脂の100%モジュラスが20〜150kg/cm2であるか、または架橋型非多孔質層が数平均分子量2〜10万の2液型ポリウレタン樹脂(a)と数平均分子量が13〜28万の2液型ポリウレタン樹脂(b)が、ポリイソシアネート系硬化剤により架橋された樹脂からなる層であることを特徴とする皮革様シートである。
【0007】
【発明の実施の形態】
以下、次に本発明について詳述する。まず本発明の繊維質基体を構成する繊維としては、通常の繊維、例えば、ポリエステル、ポリアミド、ポリアクリロニトリル、ポリオレフィン、ポリビニルアルコールなどの合成樹脂からなる繊維、再生セルローズなどの化学繊維、コットン、麻、ウール等の天然繊維等が挙げられる。合成繊維の場合には、単独ポリマーからなる繊維はもちろんのこと、2種以上のポリマーを混合紡糸あるいは複合紡糸した繊維でもよい。混合紡糸した繊維や複合紡糸した繊維を用いた場合には、該繊維を構成している複合のポリマーのうちから、少なくともひとつのポリマーを皮革様シートを製造する任意の段階で抽出除去または分解除去する方法を採用して、抽出除去または分解除去されるポリマーの比率が15%以上、かつ少なくともひとつのポリマーを抽出除去または分解除去繊維した後の平均繊度が0.5デシテックス以下程度の極細繊維の集束体、あるいは内部に多数の中空を有し、中空率が15%以上であって、中空部を除いた平均繊度が1〜3デシテックス程度の多孔繊維にするのが皮革様シートとしての風合いおよび凹凸模様を賦形する際の型押し性の点で好ましい。
【0008】
これらの繊維をウェッブとし、ニードルパンチや高速流体流により絡合処理して不織布とする。また編織物とすることもできる。さらに不織布と編織物の積層物とすることもできる。これら不織布や織編物やこれらの積層布帛(以下これらをまとめて繊維集合体と称す)には、弾性重合体の溶液または分散液が含浸されるが、弾性重合体液を含浸処理するに先立って、必要に応じて繊維集合体を熱プレスなどの方法により表面の平滑化処理をする。またその後に行われる弾性重合体液の含浸・凝固や繊維構成ポリマーの抽出の際に生じ易い繊維集合体の形態破壊を防ぐために、繊維集合体表面を加熱プレスして、構成繊維間を一部融着させる方法や、あるいはポリビニルアルコールで代表される水溶性樹脂を繊維集合体に含浸・乾燥させて繊維間を糊付固定する方法を用いても良い。繊維集合体の厚さとしては1.0〜3.0mmが好ましい。
【0009】
本発明の繊維集合体に含浸される弾性重合体としては、ポリウレタン、アクリル系重合体、アクリロニトリル・ブタジエン共重合体、スチレン・ブタジェン共重合体などの弾性重合体の群から選ばれた少なくとも1種類の弾性重合体を挙げることができる。皮革様シート製品としての風合いやポリウレタン多孔質層との接着性等の点から特にポリウレタンが好ましい。ポリウレタンとしては、数平均分子量500〜2500のポリマージオール、例えばポリエステルジオール、ポリエーテルジオール、ポリエステル・エーテルジオール、ポリカプロラクトンジオール、ポリカーボネートジオールなどの中から選ばれた少なくとも1種類のジオールと、有機ポリイソシアネート、例えば、芳香族ジイソシアネート、芳香族トリイソシアネート、脂環族ジイソシアネート、環状基を有する脂肪族ジイソシアネート、トリフェニルメタンー4,4,4,−トリイソシアネートなどの群から選ばれた少なくとも1種類の有機ポリイソシアネートと、活性水素原子を少なくとも2個有する分子量300以下の低分子化合物、例えば低分子ジオール、低分子ジアミン、ヒドラジンやジカルボン酸ジヒドラジド等の活性水素原子含有低分子化合物を鎖伸長剤として反応させて得たポリウレタンエラストマーである。
【0010】
これらのポリウレタンの原料組成は該皮革様シートの指向する用途分野に応じて、風合い、耐劣化性、耐黄変性、染色性等の各種物性を満足するものの中から適宜選ぶことができる。これら弾性重合体には必要により他の重合体や各種安定剤、着色剤、凝固調節剤等が添加される。弾性体は、前記したように、溶液又は分散液の状態で繊維集合体に含浸され、凝固される。凝固方法としては、風合いの点で湿式凝固法が好ましい。湿式凝固方法を用いることにより、弾性重合体が多孔質状態で繊維集合体に含有された繊維質基体となり、天然皮革調の風合いが得られる。繊維集合体に含浸させる樹脂の量としては、固形分にして繊維集合体100質量部に対して10〜60質量部である。
【0011】
繊維集合体が2種以上のポリマーからなる混合紡糸繊維あるいは複合紡糸繊維から構成されている場合には、繊維集合体に弾性重合体を含浸する前又は後で、繊維を構成しているポリマーの内の少なくとも1成分を溶解または分解除去し、少なくとも1成分を残す方法が用いるのが好ましい。例えば、混合紡糸繊維あるいは複合紡糸繊維が海島構造の断面を有する繊維である場合、海成分ポリマーを溶解または分解除去すると、島成分ポリマーが残り、繊維は極細繊維束となり、一方島成分ポリマーを溶解除去すると、海成分が残り繊維中に中空部を多数有する多孔繊維となる。また繊維が複数のポリマーを長さ方向に貼り合わせたような複合紡糸繊維である場合には、該繊維を物理的処理や化学的処理によりポリマー間を剥離して繊維を極細繊維束とする方法を用いてもよい。
【0012】
本発明においては、このようにして得られる繊維基体(以下略して基体と称することもある)の少なくとも片面にポリウレタン多孔質層を形成させる。該ポリウレタンは、繊維集合体に含有させたポリウレタンと同一であってもよく、また異なっていてもよいが、絡合不織布に含有させたポリウレタンと同系統のポリウレタンを用いることで、皮革様シートの一体感が向上することから好ましく用いることができる。発泡は、湿式凝固、乾式発泡、機械発泡のいずれかの方法により形成されることが好ましい。
【0013】
それぞれの手法については、湿式凝固法に関しては、多孔質層を形成するポリウレタン溶液をジメチルホルムアミド(以下DMFと略すことがある)水溶液または水のみからなる凝固槽に浸漬し凝固させる方法、乾式発泡に関しては、公知の乾式造面方法に用いる樹脂に、例えば発泡剤をブレンドして造面する方法、機械発泡に関しては、乾式造面方法に用いる樹脂を機械的に攪拌して空気を噛み込ませて造面する方法である。
【0014】
湿式凝固法においては、ポリウレタン溶液の濃度、凝固液中のDMF濃度および凝固液温度といった凝固条件や、ポリウレタン溶液に添加する界面活性剤等によって発泡倍率や発泡状態が調節可能であり、発泡層の見掛け比重を0.7以下にしないと凹凸模様を賦形することが困難となる。発泡層の見掛け比重が0.7より大きき場合は、ウレタン多孔質層を構成するポリウレタンが不均一な構造となり、発泡皮膜の厚さにばらつきが生じるためポリウレタン多孔質層と架橋型非多孔質層を一体化して凹凸模様を賦形することが困難となる。
乾式発泡については、使用する樹脂に発泡剤を添加して発泡させるが、発泡倍率が低いとポリウレタン多孔質層を構成するポリウレタンが均一な構造となりにくく、発泡皮膜の厚さにばらつきが生じるためポリウレタン多孔質層と架橋型非多孔質層を一体化して凹凸模様を賦形することが困難となる。したがって、発泡倍率は好ましくは1.5倍以上である。ここでいう発泡倍率は、発泡剤を含有する樹脂溶液をそのまま熱風乾燥した時に、得られる発泡体のみかけ体積が、発泡剤を含有しない同質量の樹脂体積の何倍であるかを意味する。
機械発泡についても、発泡倍率が低いとポリウレタン多孔質層と架橋型非多孔質層を一体化して凹凸模様を賦形することが困難となるため発泡倍率は好ましくは1.5倍以上である。ここでいう発泡倍率も、樹脂溶液を機械発泡後に乾燥させた体積と機械発泡させていない同質量の樹脂体積の何倍であるかを意味する。
【0015】
また、該ポリウレタン多孔質層の厚みは50μm〜400μmの範囲が基体層とのバランスの点から好ましい。50μm未満であれば基体層の凹凸の影響を受け易く平滑性が低下する傾向があり、ポリウレタン多孔質層と架橋型非多孔質層を一体化して賦形することが困難となる。400μmを越えると本発明の皮革様シートの構成バランスが変わることによって皮革様の充実感が損なわれる傾向がある。また、70μm〜300μmの範囲であることが得られる皮革様シートの風合いの一体感および充実感に優れることからより好ましい。
【0016】
繊維集合体に弾性重合体を含浸してポリウレタン多孔質層を付与した後、その表面に弾性重合体からなる架橋型非多孔質層を形成する。本発明に於いて架橋型非多孔質層とは少なくとも最表面側の弾性重合体が、ポリイソシアネート系硬化剤により架橋されていることが重要である。架橋型非多孔質層を形成する弾性重合体としては公知の弾性重合体が用いられるが、架橋剤(硬化剤)との反応後の風合い及び物性を考慮するとポリウレタン系樹脂が好ましく用いられる。そして該ポリウレタン系樹脂が、表面強度の点でより好ましく用いられるシリコン変性ポリウレタン樹脂よりなる場合は架橋型非多孔質層の表面層を構成するシリコン変性ポリウレタン樹脂の種類としては特に限定するものでなく、ポリエステル系、ポリエーテル系、ポリカーボネート系等があるが、耐久性や物性等を考慮するとポリエーテル系またはポリカーボネート系が好ましい。シリコン変性ポリウレタン樹脂としては、ジメチルシロキサン単位をポリウレタンの主鎖や側鎖に導入することにより変性したポリウレタンである。シリコン変性の程度としては、ポリウレタン中に5〜50質量%のジメチルシロキサン単位が存在しているのが好ましい。特にシリコン変性ポリウレタン樹脂の100%モジュラスが20〜150kg/cm2である樹脂が好ましい。100%モジュラスが20kg/cm2未満の場合には、タック性が非常に有り、表面強度が弱くなる。また100%モジュラスが150kg/cm2を越える場合には、表面層が硬くなり、耐屈曲性が悪くなる。好ましくは30〜100kg/cm2である。
【0017】
さらに上記架橋型非多孔質層を形成する弾性重合体がポリウレタン系樹脂である場合には、該ポリウレタンに添加するポリイソシアネート硬化剤としては、トリメチロールプロパン(TMP)とトリレンジイソシアネート(TDI)のアダクト体、TMPと4,4‘−メチレンビス(シクロヘキシルイソシアネート)(HMDI)のアダクト体、TMPとヘキサメチレンジイソシアネート(HDI)のアダクト体、TMPとイソホロンジイソシアネート(IPDI)のアダクト体、HMDIの三量体等の有機ポリイソシアネートが挙げられる。本発明に用いられる有機ポリイソシアネートは2種以上の異なる有機ポリイソシアネートを併用しても良く、とくに脂肪族系または脂環系ポリイソシアネートに芳香族ポリイソシアネートを併用しても良い。
添加量は、ポリウレタン樹脂溶液の樹脂固形分に対して5〜50質量%が好ましく、ポリイソシアネート硬化剤の添加量が5質量%より少ない場合には、耐擦過性および耐摩耗性が悪くなり、50質量%を越えると屈曲性が悪く、風合いが硬くなる。より好ましくは8〜30質量%の範囲である。また必要に応じて硬化剤の反応を阻害しない範囲で酸化防止剤、紫外線吸収剤、顔料、染料、界面活性剤、帯電防止剤、難燃剤、充填剤等の各種添加剤やコラーゲン粉末等を添加することもできる。
【0018】
ポリウレタン樹脂溶液にポリイソシアネート硬化剤を添加し、フィルム状に引き延ばし、40〜130℃に加熱することにより、ポリウレタンは架橋される。前記したように、架橋型非多孔質層の少なくとも表面側がポリイソシアネート系硬化剤により架橋されたポリウレタン樹脂より形成されていることが必要である。架橋型非多孔質層は、表面層がポリイソシアネート系硬化剤により架橋されたポリウレタン樹脂よりなり、本発明の効果を損なわない限りその下にそれ以外の弾性重合体層が存在していてもよい。
【0019】
また、本発明に於いて、架橋型非多孔質層の少なくとも表面側に、数平均分子量が2〜10万の2液型ポリウレタン樹脂(a)と数平均分子量が13〜28万の2液型ポリウレタン樹脂(b)が、ポリイソシアネート系硬化剤により架橋された樹脂を用いる場合、架橋型弾性重合体樹脂を構成するポリウレタンの種類は特に限定されず、例えばポリエステル系、ポリエーテル系、ポリカーボネート系あるいはそれらのブレンドまたはその変性体等が挙げられるが、耐久性や物性等を考慮するとポリエーテル系またはポリカーボネート系が好ましい。
【0020】
ポリウレタン(a)とポリウレタン(b)のブレンド質量比率(a)/(b)は0.05〜4が好ましく、0.05未満の場合には耐擦過傷性、耐摩耗性および滑り性は良いが耐屈曲性が低下しやすくなる。(a)/(b)が4を越える場合には最表面のタックが生じやすくなり滑り性が低下する傾向にある。また表面粘着性が大きいためブロッキングが発生しやすい傾向がある。
【0021】
さらに数平均分子量が10万よりも小さいポリウレタン樹脂単品で使用すると造面後のタックがかなりあるため縫製その他の工程通過性に問題があり、数平均分子量13万以上のポリウレタン樹脂単品で使用すると造面後のタックは良好であるが、耐擦過傷性、耐屈曲性が落ちる傾向がある。また、数平均分子量10〜13万のポリウレタン樹脂単品で使用すると耐擦過傷性が低下する傾向があり、かつタックが出やすくなるため縫製その他の工程通過性に問題が生じることもある。
【0022】
また数平均分子量10〜13万のポリウレタン樹脂と数平均分子量2〜10万のポリウレタン樹脂のブレンドの場合、タックが残るといった傾向があり、数平均分子量10〜13万のポリウレタン樹脂と数平均分子量13〜28万のポリウレタン樹脂のブレンドの場合、耐屈曲性が低下するといった傾向がある。また、数平均分子量が2万よりも小さいポリウレタン樹脂と数平均分子量13〜28万のポリウレタン樹脂のブレンドの場合もタックが残ってしまう傾向があり、数平均分子量が28万よりも大きいポリウレタン樹脂のブレンドの場合にも耐屈曲性が低下する傾向がある。よってブレンドするポリウレタン樹脂は数平均分子量が2万〜10万の2液型ポリウレタン樹脂と数平均分子量が13万〜28万の2液型ポリウレタン樹脂であり、さらに該ポリウレタンのブレンド樹脂比率(質量)(a)/(b)は0.05〜4の範囲が好ましく、より好ましくは(a)/(b)が0.2〜2の割合でブレンドされたものである。なお、該ブレンド樹脂はクレームの範囲外の分子量分布をもつ樹脂、例えばポリウレタン系の顔料インク等が樹脂全体の20質量%以内で添加されても効果において左右されるものではない。
【0023】
添加するポリイソシアネート硬化剤としては、トリメチロールプロパン(TMP)とトリレンジイソシアネート(TDI)のアダクト体、TMPと4,4’−メチレンビス(シクロヘキシルイソシアネート)(HMDI)のアダクト体、TMPとHDIのアダクト体、TMPとIPDIのアダクト体、HMDIの三量体等の有機ポリイソシアネートが挙げられる。本発明に用いられる有機ポリイソシアネートは2種以上の異なる有機ポリイソシアネートを併用しても良く、特に脂肪族系または脂環系ポリイソシアネートに芳香族系ポリイソシアネートを併用しても良い。添加量はポリウレタン樹脂溶液に対しポリイソシアネート硬化剤を固形分質量比で10%より少ないと耐擦過傷性および耐摩耗性が悪くなり、75%を超えると耐屈曲性が悪くなるため、10〜75%の範囲が良い。さらに好ましくは、20〜50%の範囲である。また必要に応じて硬化剤の反応を阻害しない範囲で酸化防止剤、紫外線吸収剤、顔料、染料、界面活性剤、帯電防止剤、難燃剤、粘着防止剤、充填剤等の各種添加剤やコラーゲン粉末等を添加することもできる。
【0024】
架橋型非多孔質層を成形するための方法として、ポリウレタン多孔質層表面に直接、架橋型非多孔質層を構成するポリウレタン樹脂を塗布して乾燥させる方法または、離型紙上に被覆層用のポリウレタン樹脂を塗布し、乾燥させた後、接着剤用ポリウレタン樹脂溶液をその上に塗布し、乾燥せずに繊維集合体に重ね合わせて一体化した後、離型紙を剥離する方法が挙げられる。架橋型非多孔質層の厚さとしては、固形分で5〜150μmが好ましく、より好ましくは10〜100μmである。5μm未満の場合には、耐摩耗性が悪くなり、また150μmを越えると風合いが悪くなる。また、乾燥後の架橋型非多孔質層と接着層のトータル厚さとしては20〜200μm、好ましくは50〜150μmである。塗布方法としてはポリウレタン多孔質上または離型紙上にナイフコーター、コンマコーター、ロールコーター、リバースコーター、等の手段によって塗布される。
【0025】
また離型紙を用いる場合の接着剤を構成するポリウレタン樹脂の種類としてはポリエステル系、ポリエーテル系、ポリカーボネート系あるいはそのブレンドまたは変性体等があるが、皮革様シートの指向する用途分野に応じて適宜選択することができるが、特に風合い、耐劣化性、耐黄変性、コスト等の点でポリエーテル系ポリウレタンが好ましい。接着剤は1液型および2液型のいずれのポリウレタンでも良いが、風合い、折れシワの点で1液型のポリウレタンが好ましい。
なお100%モジュラスは、100%伸長時の引張強度により測定される。
また、本発明における架橋型非多孔質層とは、前述の様に架橋剤をポリウレタン樹脂に添加することで形成されるが、架橋の効果の確認方法としては、皮革様シートの最表面に、ポリウレタンの良溶媒であるジメチルホルムアミド(DMF)を滴下し10秒間放置し、滴下したDMFを除去した後に表面層の厚さ変化が3μm以下であることが必要である。表面層の厚さ変化が3μm以下であれば、最表面の艶感にはわずかな変化が認められるが、表面の凹凸模様および耐摩耗性には実質的には変化が無い。
【0026】
以上のように繊維質基体上にポリウレタン多孔質層および最表層に架橋型非多孔質層が積層された積層物は、彫刻模様を有するロールを用いて加熱・加圧処理することで凹凸模様を賦形することで、ポリウレタン多孔質層と架橋型非多孔質層が実質的に一体化して賦形されている皮革様シートが得られる。その方法としてはエンボスによる加熱プレスが好ましく用いられる。
彫刻模様を有するロールを用いて加熱プレスすることにより、ポリウレタン多孔質層を彫刻模様の凸部で加圧し、熱により圧着することで高比重化し、凹凸模様を賦形することが可能となる。加熱プレスする条件は、ポリウレタン多孔質層を構成するポリウレタンの軟化点より40℃低い温度以上で、かつ架橋型非多孔質層の軟化点より40℃低い温度以下または変質する温度以下であることが好ましい。架橋型非多孔質層を構成する樹脂は加熱プレスする温度で60%以上、好ましくは、100%以上の破断伸度を有していないとエンボスロールの凸部により破断を生じポリウレタン多孔質層が表面に露出する現象が生じる。架橋型非多孔質層は、実質的にポリウレタン多孔質層と一体化しているためポリウレタン多孔質層が加熱・加圧処理により型押しされれば、架橋型非多孔質層もポリウレタン多孔質層に追随して成型される。
なお本発明において、軟化点は融点測定装置(YANACO MP−500V)を用いて、目視にて溶融し始めたと判断した温度をその樹脂の軟化点とした。
【0027】
本発明で得られる凹凸模様の賦形された皮革様シートは、耐摩耗性、耐傷性、耐擦過性および折れしわに優れ、さらに風合いの良好なものである。これらの皮革様シートは、ボール、鞄、袋物、スポーツシューズ、一般靴等の用途に非常に適している。
【0028】
【実施例】
次に本発明を具体的に実施例で説明するが、本発明はこれらの実施例に限定されるものではない。なお、実施例中の部及び%はことわりのない限り質量に関するものである。また以下の実施例及び比較例において、耐擦過傷性、耐摩耗性の測定または評価は以下の方法に従って行った。
【0029】
〔耐擦過傷性〕耐擦過傷性は、実施例および比較例で得られた皮革様シートに対し、爪で約2kgの荷重が掛かるように調整して時速約30〜50kmのスピードでこすった後の白化傷の状態を判定した。白化傷の状態評価は次に示す通りである。
○:白化傷無し。△:白化傷薄く見える。×:白化傷目立つ。
【0030】
〔耐摩耗減量〕耐摩耗減量はテーバー磨耗試験(JIS K7204)に従って測定した。すなわち、実施例および比較例で得られた皮革様シートより直径12cmの円形の試験片を切り出した。この円形試験片の造面側に摩耗輪(H−22)を当て、荷重1kgfで円形の試験片を1000回転させて摩耗試験を行い、摩耗試験の前の試験片の質量から摩耗試験後の試験片の質量を差し引いて、テーバー摩耗量(摩耗によって減少した質量)mgを求め、摩耗状態を下記の基準で判定した。
○:変化無し、○△:表皮層に傷、△:多孔質層が露出、△×:基体層が一部露出、×:基体層が露出。
【0031】
実施例1
6−ナイロン60部(島成分)と高流動性低密度ポリエチレン(海成分)からなる海島型複合繊維を溶融紡糸により得、これを70℃の温水中で2.5倍に延伸し、繊維油剤を付与し、機械捲縮をかけて乾燥後、51mmにカットして4dtexのステープルとし、クロスラップ法で目付500g/m2のウェッブを形成し、ついで両面から交互に合わせて約500パンチ/cm2のニードルパンチングを行い、さらに120℃加熱し、カレンダーロールでプレスすることで表面の平滑な絡合不織布をつくった。この絡合不織布の目付は340g/m2、見かけ比重は0.3であった。この絡合不織布に、ポリテトラメチレンエーテル系ポリウレタンを主体とする13%濃度のポリウレタンのジメチルホルムアミド(DMF)溶液を含浸し、DMF/水=15/85の混合液の中に浸してポリウレタンを多孔質状に湿式凝固した後、熱トルエン中で複合繊維中の海成分を溶出除去して極細繊維(平均繊維太さ0.001dtex)を発現させ、繊維質基体を得た。得られた繊維質基体は厚さが1.0mmで、ポリウレタンの量は120g/m2あった。該基体層に含浸したポリウレタン樹脂の濃度17%ジメチルホルムアミド溶液を、コンマコーターを用いてウエットで50g/m2塗布した後、DMF濃度40%水溶液に温度40℃で湿式凝固させて、ポリウレタン多孔層を基体層上に形成した。
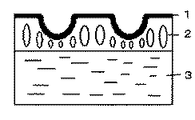
さらに、該ポリウレタン多孔層の上に表皮層としてシリコン変性ポリエーテル系ポリウレタン(セイコー化成製US−938、100%モジュラス60%、固形分30%)100部、トリメチロールプロパンポリイソシアネート硬化剤5部(大日精化製NE架橋剤固形分80%)、レザミンDUT4093白(大日製化製固形分50%)30部、DMF30部、メチルエチルケトン30部のポリウレタン樹脂溶液をドライベースで50μmになる様に塗布し、100℃で5分間加熱し、表皮層を得た。さらに、このシートに160℃に昇温したエンボスロールでプレス圧4kg/cm2の圧力にて深さ500μmのシュリンク皺模様の型押しを行い、図1に示すようなポリウレタン多孔質層と架橋型非多孔質層が一体化して凹凸模様が賦形されている銀付皮革様シートを得た。得られた皮革様シートは耐傷性が良く、且つ折れしわが細かく、ソフトな風合いのものであった。これはスポーツ靴用素材としては好適なものであった。
【0032】
実施例2
黒系顔料を練り込んだ6−ナイロン50部を分散成分、ポリエチレン50部を分散媒成分とする多成分繊維の絡合不織布を実施例1と同様の方法により作製した。目付450g/m2、見かけ比重0.26であった。黒系着色剤を含むポリエチレンアジペート/ポリエチレングリコール共重合系ポリウレタンの18%ジメチルホルムアミド(DMF)溶液を含浸し、その表面に同種の溶液を80g/m2ナイフコートし、25%DMF水溶液中で湿式凝固した後、多成分繊維中のポリエチレンを溶解除去して、0.002dtexの極細繊維からなる繊維質基体を得た。得られた繊維質基体は目付500g/2で厚さが1.3mmであった。また樹脂含浸量は120g/m2であった。一方、マット調のフラット離型紙の上に、ポリカーボネート系シリコン変性ポリウレタン樹脂クリスボンNY324(大日本インキ製、100%モジュラス40kg/cm2、固形分30%)100部、DMF30部、メチルエチルケトン(MEK)30部、顔料黒10部、ポリイソシアネート硬化剤DN−950(大日本インキ製固形分80%)10部からなるポリウレタン樹脂溶液を固形分で60g/m2になる様に塗布した。そして、その上に表皮層と同じ樹脂NY324(大日本インキ製ポリカーボネート型シリコン変性ポリウレタン樹脂固形分30%)100部、DMF10部、MEK10%の1液型ポリウレタン樹脂溶液をウエットで120g/m2になる様に塗布し、前記の繊維質シート基体層とを貼り合わせ、100℃で2分間乾燥し、その後、40℃、1日間放置した後、離型紙を剥離した。さらに、160℃に昇温したエンボスロールでプレス圧4kg/cm2の圧力にて深さ500μmのシュリンク皺模様の型押しを行い、図1に示すようなポリウレタン多孔質層と架橋型非多孔質層が一体化して凹凸模様が賦形されている銀付皮革様シートを得た。得られた皮革様シートは耐摩耗性にすぐれ、折れしわ、風合い共に良好であり、袋物、鞄用素材として好適なものであった。
【0033】
実施例3
6−ナイロンを100部とポリエチレン100部を混合紡糸した後、延伸、捲縮及びカットして、6−ナイロンが島成分となっている4dtexの原綿を作製した。この原綿からランダムウエーバーによってウエブを作り、ニードルパンチを行い430g/m2の絡合不織布を作った。ついでポリビニルアルコール水溶液に浸漬し、乾燥後更に135℃で熱処理をし、海成分であるポリエチレンを融着せしめ硬いシートを作った。その後、ポリエチレン・プロピレンアジペートグリコール/4、4−ジフェニルメタンジイソシアネート/エチレングリコールを当量比で1/5/4で重合したポリウレタンエラストマーの13%のDMF溶液を含浸し水70部及びDMF30部よりなる30℃の凝固浴中に浸漬して湿式凝固した。引き続きこのシートをパークレン中に浸漬して海成分のポリエチレンを抽出し、6−ナイロンの極細繊維束(単繊維の平均繊度、0.01dtex)の絡合内部に多孔質ポリウレタンエラストマーを有する基体を得た。該基体は目付370g/m2、見掛け密度0.35g/cm3、厚み1mmであった。
【0034】
該基体に含浸したポリウレタン樹脂の濃度17%ジメチルホルムアミド溶液を、コンマコーターを用いてウエットで50g/m2塗布した後、DMF濃度40%水溶液に温度40℃で湿式凝固させて、ポリウレタン多孔層を基体層上に形成した。さらに、該ポリウレタン多孔層の上に次に乾式造面を行うが、表面層を構成するポリウレタン樹脂溶液を下記の要領にて作製した。2液型ポリウレタン(a)(ポリオール成分として1,6−ヘキサンポリカーボネートポリオールと、ジイソシアネート化合物としてトリレンジイソシアネート(TDI)と、鎖伸長剤としてエチレングリコールから重合した固形分濃度70%のジメチルホルムアミド(DMF)溶液、数平均分子量:7万)を10部と2液型ポリウレタン(b)(ポリオール成分として1,6−ヘキサンポリカーボネートポリオールと、ジイソシアネート化合物としてトリレンジイソシアネート(TDI)と、鎖伸長剤としてエチレングリコールから重合した固形分濃度が30%のDMF溶液、数平均分子量17万)90部をブレンドした。このブレンドもののブレンド比率は(a)/(b)が0.26であった。このブレンド樹脂(c)100部に対し、顔料として酸化チタン粉末を6部、ポリイソシアネート硬化剤(d)(TMPとHDIのアダクト体で固形分濃度75%酢酸エチル溶液)を15部(ポリウレタン樹脂に対する硬化剤の固形分比率33%)、硬化促進剤としてアミン系触媒(e)(固形分4%)5部、希釈溶剤としてDMF40部、メチルエチルケトン(MEK)40部添加し、均一に混合してコーティング液を調整し、マット調のフラット離型紙(表面がポリオレフィン系樹脂によりコーティングしたもの)上にコンマコーターにて100g/m2の塗布量で均一に塗布し、100〜130℃の乾燥炉で1分間乾燥して皮膜を得た。そしてその上に接着層として2液型ポリウレタン(a)を100部、酸化チタン粉末を6部、ポリイソシアネート硬化剤(d)を8部、アミン系触媒(e)を5部、DMFを15部、MEKを15部添加し均一に混合して更に表面層上にコンマコーターにて100g/m2の塗布量で均一に塗布し、70℃の乾燥炉で1分間乾燥し皮膜を得た。そして、乾燥直後のまだ粘着性を有する状態で該シート上にドライラミネートにて前記基体層をプレスして貼り合わせた。その後60℃で48時間放置してから離型紙をはがしシートを得た。さらに、このシートに160℃に昇温したエンボスロールでプレス圧4kg/cm2の圧力にて深さ500μmのシュリンク皺模様の型押しを行い、図1に示すようなポリウレタン多孔質層と架橋型非多孔質層が一体化して凹凸模様が賦形されている銀付皮革様シートを得た。得られた皮革様シートは耐傷性が良く、且つ折れしわが細かく、ソフトな風合いのものであった。これはスポーツ靴用素材としては好適なものであった。
【0035】
実施例4
6−ナイロン50部を分散媒成分、低流動性ポリスチレン50部を分散成分とする海島型複合繊維を溶融紡糸により得、これを170℃で4倍に延伸し、繊維油剤を付与し、機械捲縮をかけて乾燥後、51mmにカットして4dtexのステープルとし、クロスラップ法で目付500g/m2のウェッブを形成し、ついで両面から交互に合わせて約500パンチ/cm2のニードルパンチングを行い、さらにポリビニルアルコールの10%溶液を含浸後、160℃で加熱し、カレンダーロールでプレスすることで表面の平滑な絡合不織布をつくった。この絡合不織布の目付320g/m2、見かけ比重0.21であった。黒系着色剤を含むポリエチレンアジペート/ポリエチレングリコール共重合系ポリウレタンの13%ジメチルホルムアミド(DMF)溶液を含浸し、その表面に同種の溶液を80g/m2ナイフコートし、25%DMF水溶液中で湿式凝固した後、多成分繊維中のポリエチレンを溶解除去して、2dtexの多孔中空繊維からなる繊維質基体を得た。得られた繊維質基体は目付380g/2で厚さが1.2mmであった。また樹脂含浸量は110g/m2であった。
【0036】
一方、マット調のフラット離型紙の上に、ポリカーボネート系シリコン変性ポリウレタン樹脂クリスボンNY324(大日本インキ製、100%モジュラス40kg/cm2、固形分30%)100部、DMF30部、メチルエチルケトン(MEK)30部、顔料黒10部、ポリイソシアネート硬化剤DN−950(大日本インキ製固形分80%)10部からなるポリウレタン樹脂溶液を固形分で60g/m2になる様に塗布した。そして、その上に表皮層と同じ樹脂NY324(大日本インキ製ポリカーボネート型シリコン変性ポリウレタン樹脂固形分30%)100部、DMF10部、MEK10%の1液型ポリウレタン樹脂溶液をウエットで120g/m2になる様に塗布し、前記の繊維質基体とを貼り合わせ、100℃で2分間乾燥し、その後、40℃、1日間放置した後、離型紙を剥離した。さらに、このシートに160℃に昇温したエンボスロールでプレス圧4kg/cm2の圧力にて深さ500μmのシュリンク皺模様の型押しを行い銀付皮革様シートを得た。得られた皮革様シートは耐摩耗性にすぐれ、折れしわ、風合い共に良好であり、袋物、鞄用素材として好適なものであった。
【0037】
比較例1
実施例1の表皮層において、樹脂溶液のポリイソシアネート硬化剤を添加しない以外は実施例1と全く同じ方法により皮革様シートを得た。このものをスポーツ靴用原反としたところ、折れしわが細かく、ソフトな風合いのものであったが、耐傷性、耐擦過性が劣り、スポーツ靴用素材としては問題のあるものであった。
【0038】
比較例2
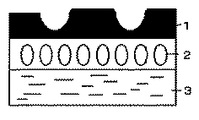
実施例1において、マット調のフラット離型紙の替わりに深さ500μmのシュリンク皺調の離型紙を用いて、エンボス処理を実施しない以外は、実施例1と全く同じ条件で皮革様シートを得た。得られた皮革様シートは、図2に示すような架橋型非多孔質層のみが凹凸模様に賦形されておりポリウレタン多孔質層は賦形されておらず、それらは一体化して凹凸模様が賦形されているものではなく、耐傷性、耐擦過性は良好であったが、折れしわが悪く、風合いも硬く、鞄用素材としては問題のあるものであった。
【0039】
実施例、比較例で得られた皮革様シートの評価結果を表1に示す。
【0040】
【表1】

【発明の効果】
本発明で得た皮革様シートは凹凸模様の賦形された耐摩耗性、耐傷性、耐擦過性、および折れしわにすぐれ、風合いの良好な皮革様シートである。これらの皮革様シートはボール、鞄、袋物、スポーツ靴、一般靴等、の用途に非常に適している。
【図面の簡単な説明】
【図1】本発明により得られる皮革様シートの断面図
【図2】比較例2により得られる皮革様シートの断面図
【符号の説明】
1 架橋型非多孔質層
2 多孔質層
3 繊維質基体
Claims (3)
- 弾性重合体が含浸された繊維質基体上にポリウレタン多孔質層および最表層に架橋型非多孔質層が積層され表面に凹凸模様が賦形された皮革様シートにおいて、ポリウレタン多孔質層と架橋型非多孔質層が実質的に一体化して賦形されていることを特徴とする皮革様シート。
- 架橋型非多孔質層が、ポリイソシアネート系硬化剤により架橋されたシリコン変性ポリウレタン樹脂からなり、該シリコン変性ポリウレタン樹脂の100%モジュラスが20〜150kg/cm2である請求項1に記載の皮革様シート。
- 架橋型非多孔質層が、数平均分子量が2〜10万の2液型ポリウレタン樹脂(a)と数平均分子量が13〜28万の2液型ポリウレタン樹脂(b)が、ポリイソシアネート系硬化剤により架橋された樹脂からなることを特徴とする請求項1または2に記載の皮革様シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003001968A JP2004211262A (ja) | 2003-01-08 | 2003-01-08 | 耐摩耗性の良好な皮革様シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003001968A JP2004211262A (ja) | 2003-01-08 | 2003-01-08 | 耐摩耗性の良好な皮革様シート |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004211262A true JP2004211262A (ja) | 2004-07-29 |
| JP2004211262A5 JP2004211262A5 (ja) | 2005-09-08 |
Family
ID=32819847
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003001968A Pending JP2004211262A (ja) | 2003-01-08 | 2003-01-08 | 耐摩耗性の良好な皮革様シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004211262A (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011058854A1 (ja) | 2009-11-11 | 2011-05-19 | 三菱電機株式会社 | 全熱交換器及びそれに用いる仕切板の製造方法 |
| JP2011214191A (ja) * | 2010-03-31 | 2011-10-27 | Honda Motor Co Ltd | 合成樹脂レザー及びその製造方法 |
| JP2014012914A (ja) * | 2012-06-06 | 2014-01-23 | Seiren Co Ltd | 表皮材 |
| CN108265523A (zh) * | 2017-12-29 | 2018-07-10 | 合肥市安山涂层织物有限公司 | 一种耐磨人造革的制备方法 |
| CN109267367A (zh) * | 2018-08-17 | 2019-01-25 | 广州市艾丝妮迪皮具有限公司 | 一种耐磨皮革及其制备方法和应用 |
| CN109585288A (zh) * | 2013-09-26 | 2019-04-05 | 意法半导体(图尔)公司 | 具有温度稳定特性的scr部件 |
| CN113544325A (zh) * | 2019-04-05 | 2021-10-22 | 株式会社可乐丽 | 粒面皮革状片 |
| WO2023122928A1 (en) * | 2021-12-28 | 2023-07-06 | Dow Global Technologies Llc | Silicone leather |
| WO2023189269A1 (ja) * | 2022-03-28 | 2023-10-05 | 東レ株式会社 | 人工皮革およびその製造方法、複合人工皮革 |
-
2003
- 2003-01-08 JP JP2003001968A patent/JP2004211262A/ja active Pending
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011058854A1 (ja) | 2009-11-11 | 2011-05-19 | 三菱電機株式会社 | 全熱交換器及びそれに用いる仕切板の製造方法 |
| CN102597683A (zh) * | 2009-11-11 | 2012-07-18 | 三菱电机株式会社 | 全热交换器及用于该全热交换器的隔板的制造方法 |
| JP2011214191A (ja) * | 2010-03-31 | 2011-10-27 | Honda Motor Co Ltd | 合成樹脂レザー及びその製造方法 |
| JP2014012914A (ja) * | 2012-06-06 | 2014-01-23 | Seiren Co Ltd | 表皮材 |
| CN109585288A (zh) * | 2013-09-26 | 2019-04-05 | 意法半导体(图尔)公司 | 具有温度稳定特性的scr部件 |
| CN109585288B (zh) * | 2013-09-26 | 2022-01-07 | 意法半导体(图尔)公司 | 具有温度稳定特性的scr部件及其制作方法 |
| CN108265523A (zh) * | 2017-12-29 | 2018-07-10 | 合肥市安山涂层织物有限公司 | 一种耐磨人造革的制备方法 |
| CN109267367A (zh) * | 2018-08-17 | 2019-01-25 | 广州市艾丝妮迪皮具有限公司 | 一种耐磨皮革及其制备方法和应用 |
| CN113544325A (zh) * | 2019-04-05 | 2021-10-22 | 株式会社可乐丽 | 粒面皮革状片 |
| WO2023122928A1 (en) * | 2021-12-28 | 2023-07-06 | Dow Global Technologies Llc | Silicone leather |
| WO2023189269A1 (ja) * | 2022-03-28 | 2023-10-05 | 東レ株式会社 | 人工皮革およびその製造方法、複合人工皮革 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7820574B2 (en) | Grain leather-like sheet having excellent scratch resistance and abrasion resistance | |
| JP4464119B2 (ja) | 人工皮革用基材、これをベースとする各種人工皮革、および人工皮革用基材の製造方法 | |
| KR20030004110A (ko) | 피혁형 시트 | |
| TWI312021B (ja) | ||
| JP2004143654A (ja) | スエード調人工皮革およびその製造方法 | |
| KR101166273B1 (ko) | 은 부조 인공 피혁 | |
| WO2016052189A1 (ja) | シート状物の製造方法 | |
| EP1445371B1 (en) | Stretchable leather-like sheet substrate and process for producing same | |
| JP2004211262A (ja) | 耐摩耗性の良好な皮革様シート | |
| EP1167619B1 (en) | Leather-like sheety product and production method therefor | |
| JP4012332B2 (ja) | 耐摩耗性の良好な皮革様シート | |
| JP2012031538A (ja) | 皮革様シート | |
| JP2007046183A (ja) | 皮革様シート状物、その製造方法ならびにそれを用いてなる内装材および衣料資材。 | |
| JP3967486B2 (ja) | ランドセル用に適した人工皮革 | |
| JP2012017541A (ja) | 銀付調人工皮革 | |
| JP2003138488A (ja) | 皮革様シート | |
| JP3516845B2 (ja) | 表面物性に優れた立体感のある合成皮革 | |
| JP2007002342A (ja) | 機能性皮革様シート | |
| JP2002088661A (ja) | 抗菌性を有する皮革様シート | |
| JP3973783B2 (ja) | 皮革様シート | |
| JP4104752B2 (ja) | 皮革様シートおよびその製造方法 | |
| JP2003155672A (ja) | 銀付人工皮革およびその製造方法 | |
| JPH06330474A (ja) | 柔軟性に優れた皮革様シート状物およびその製造方法 | |
| JP2001098468A (ja) | 抗菌性を有する皮革様シート | |
| JP2003293270A (ja) | 皮革様シート |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Effective date: 20050322 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A621 | Written request for application examination |
Effective date: 20050322 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20070522 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070529 |
|
| A02 | Decision of refusal |
Effective date: 20071002 Free format text: JAPANESE INTERMEDIATE CODE: A02 |