JP2004189455A - シート状体整列搬出装置 - Google Patents
シート状体整列搬出装置 Download PDFInfo
- Publication number
- JP2004189455A JP2004189455A JP2002362114A JP2002362114A JP2004189455A JP 2004189455 A JP2004189455 A JP 2004189455A JP 2002362114 A JP2002362114 A JP 2002362114A JP 2002362114 A JP2002362114 A JP 2002362114A JP 2004189455 A JP2004189455 A JP 2004189455A
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- conveyor belt
- members
- aligning
- unloading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Abstract
【課題】コンベアベルト上に集積されたシート状体の整列状態を維持しながら搬出できるようにすることにある。
【解決手段】長尺シート状体Sを水平方向に速度V1 でフィードするフィード部Aと、フィードされた長尺シート状体Sの前端部を導入して前記速度V1 より僅かに速い回転速度V2 で回転して該シート状体Sを張設し且つ張設した該シート状体Sをカッター刃4にてカッティング後の枚葉シート状体S1 を前方に送り出すシート張設送出部Bと、送り出された枚葉シート状体S1 を積載し且つ送行搬出する搬出コンベア部Cとを備え、枚葉シート状体S1 の前端部を突き揃える突揃板12と、該コンベアベルト21の送行搬出方向に等間隔に複数の第1仕切板22とを設け、前記突揃板12を枚葉シート状体S1 の積載位置の送行方向前側の第1仕切板22の送行方向後側に昇降動作可能に設けた。
【選択図】図1
【解決手段】長尺シート状体Sを水平方向に速度V1 でフィードするフィード部Aと、フィードされた長尺シート状体Sの前端部を導入して前記速度V1 より僅かに速い回転速度V2 で回転して該シート状体Sを張設し且つ張設した該シート状体Sをカッター刃4にてカッティング後の枚葉シート状体S1 を前方に送り出すシート張設送出部Bと、送り出された枚葉シート状体S1 を積載し且つ送行搬出する搬出コンベア部Cとを備え、枚葉シート状体S1 の前端部を突き揃える突揃板12と、該コンベアベルト21の送行搬出方向に等間隔に複数の第1仕切板22とを設け、前記突揃板12を枚葉シート状体S1 の積載位置の送行方向前側の第1仕切板22の送行方向後側に昇降動作可能に設けた。
【選択図】図1
Description
【0001】
【発明の属する技術分野】
本発明は、製袋された偏平シート状パウチや印刷シートなど長尺状のシート状体を一定の枚葉シート状に断裁し、整列状態にしてブロック状に積み重ねて搬出するためのシート状体整列搬出装置に関する。
【0002】
【従来の技術】
製袋された偏平シート状パウチを整列搬出するための従来のシート状体整列搬出装置は、図4に示すように、長尺状のシート状体Sをフィード部Aの対向して一定回転速度V1 で回転するニップロール1、2にて水平方向にフィードしながらカッティングプレート3とカッター刃4との間に送り込み、さらに対向するシート張設部Bの対向して前記速度V1 より僅かに速い回転速度V2 で回転するニップロール5、6の間に導入して、フィード部Aとシート張設部Bとの間の長尺状のシート状体Sを弛みの無い状態に張設した後、該ニップロール1、2とニップロール5、6の回転の一旦停止により長尺状のシート状体Sの送行を停止させて、張設状態の長尺状のシート状体Sをカッター刃4にてカッティングする。
【0003】
カッティング後は、直ちにニップロール1、2とニップロール5、6が回転して、長尺状のシート状体Sがフィードされ、その前端部がガイドプレート10上面に沿って移動してニップロール5、6間に導入されると共に、カッティングされた枚葉状のシート状体S1 はニップロール5、6により前方に送り出され、自然落下状態で、搬出コンベア部Cの一旦送行停止中のコンベアベルト21上に、その前端部をコンベア送行方向前方にある支軸9aに自重にて垂直状態に吊下された突揃板9に突き当てられて水平に載置される。
【0004】
上記動作を繰り返すことにより、一定長さにカッティングされた枚葉状のシート状体S1 が、順次、ニップロール5、6にて送り出され、計数器(投光器7と反射板8)にて通過を検知されて枚数カウントされ、一旦送行停止中のコンベアベルト21上に突揃板9に突き当てられて整列状態で所定枚数(例えば50枚程度)積み重ねられ集積される。
【0005】
集積された枚葉状のシート状体S1 は、所定枚数を検知した計数器からの信号指示により、搬出コンベア部Cのコンベアベルト21が送行を開始して、突揃板9を押し開きながら前方に搬出され、その突揃板9の下端が集積シート状体S1 の上面を通過して突揃板9の姿勢が垂直状態に戻った時点でコンベアベルト21は一旦停止し、次の枚葉状のシート状体S1 の集積が開始され、上記動作を繰り返すことにより、順次、コンベアベルト21上に枚葉状のシート状体S1 が所定枚数集積されて搬出される。
【0006】
【発明が解決しようとする課題】
ところで、上記シート状体整列搬出装置は、コンベアベルト21上に集積された枚葉状のシート状体S1 が、コンベアベルト21の送行動作によって、その集積された枚葉状のシート状体S1 の前端部と上面部が突揃板9を押し開きながら前方に搬出される際に、集積されたシート状体S1 の整列状態が崩れ易く、シート状体S1 表面が滑り易い面の場合には、特にその傾向が強いものであり、搬出後の取り分け操作や仕分け操作、梱包操作等の能率を低下させる原因となる。
【0007】
本発明の課題は、上記不都合を解消することにあり、コンベアベルト上に集積されたシート状体の整列状態を維持しながら搬出できるようにすることにある。
【0008】
【課題を解決するための手段】
本発明の請求項1に係る発明は、長尺シート状体Sを水平方向に速度V1 でフィードするフィード部Aと、フィードされた長尺シート状体Sの前端部を導入して前記速度V1 より僅かに速い回転速度V2 で回転して該シート状体Sを張設し且つ張設した該シート状体Sをカッター刃4にてカッティング後の枚葉シート状体S1 を前方に送り出すシート張設送出部Bと、送り出された枚葉シート状体S1 を積載し且つ送行搬出する搬出コンベア部Cとを備えたシート状体整列搬出装置において、搬出コンベア部Cのコンベアベルト21上方に枚葉シート状体S1 の前端部を突き揃える突揃板12と、該コンベアベルト21の送行搬出方向に等間隔に複数の第1仕切板22を設け、前記突揃板12を枚葉シート状体S1 が送り出されて積載されるコンベアベルト21の積載位置の送行方向前側の第1仕切板22の送行方向後側にて昇降動作するように設けたことを特徴とするシート状体整列搬出装置である。
【0009】
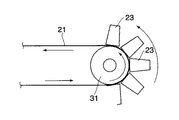
本発明の請求項2に係る発明は、上記請求項1に係るシート状体整列搬出装置において、前記コンベアベルト21の幅方向中央部に、送行方向に沿って連続的に複数の第2仕切板23を設けたことを特徴とするシート状体整列搬出装置である。
【0010】
【発明の実施の形態】
本発明のシート状体整列搬出装置の実施の形態を以下に詳細に説明すれば、図1は、本発明のシート状体整列搬出装置の側面図であり、フィード部Aと、シート張設送出部Bと、搬出コンベア部Cとを備える。
【0011】
フィード部Aは、対向回転するニップロール1、2により構成され、長尺シート状体Sを水平方向にフィード速度V1 で、カッティングプレート3とカッター刃4との間にフィードする。
【0012】
シート張設送出部Bは、離反乃至接触可能な対向回転するニップロール5、6により構成され、速度V1 でカッティングプレート3とカッター刃4との間にフィードされた長尺シート状体Sの前端部を導入して、前記フィード速度V1 より僅かに速い回転速度V2 で回転して、該シート状体Sを張設し、張設した該シート状体Sを、カッター刃4にてカッティングした後の枚葉シート状体S1 を前方に送り出すものである。
【0013】
搬出コンベア部Cは、両端の回転体32、33(プーリー)に巻回した無端状のコンベアベルト21を備え、いずれか一方の回転体に駆動回転機構を備えて回転送行するものであり、前記ニップロール5、6により送り出された枚葉シート状体S1 を、一旦回転送行を停止中のコンベアベルト21上に自然落下的に所定枚数(例えば50枚〜100枚)積載した後に、送行し搬出するものである。
【0014】
搬出コンベア部Cのコンベアベルト21上方には、ニップロール5、6により送り出された枚葉シート状体S1 の前端部を突き揃える突揃板12を備え、突き揃える際には、該突揃板12は、一旦送行停止状態のコンベアベルト21の突揃板12下端がベルト上面に接触する程度に下降動作し、コンベアベルト21の送行による搬出の際には、集積した枚葉シート状体S1 の上面より上方に上昇動作するものであり、昇降動作には昇降用アクチュエータ11(例えばエアシリンダ)が使用される。
【0015】
また、搬出コンベア部Cのコンベアベルト21には、図1の側面図及び図3のベルト平面図に示すように、そのベルト送行搬出方向に等間隔に複数の第1仕切板22が設けられていて、コンベアベルト21上に積載した枚葉シート状体S1 の後端部を押しながら搬出させることができる。
【0016】
そして、前記突揃板12は、図1に示すように、一旦送行を停止した状態のコンベアベルト21におけるニップロール5、6により送り出されて枚葉シート状体S1 が集積される位置のベルト21上面の送行方向前後側にある2つの第1仕切板22、22のうち、送行方向前側の第1仕切板22の内側にて昇降動作するように設けられている。
【0017】
また本発明のシート状体整列搬出装置には、図2の部分側面図及び図3に示すように、コンベアベルト21の幅方向中央部に、送行方向に沿って連続的に、複数の第2仕切板23が設けられている。
【0018】
本発明のシート状体整列搬出装置の動作を以下に説明すれば、図1、製袋された多数の偏平シート状パウチが連続して配列して連なる長尺状のパウチシート、又は長尺状の印刷シートなど長尺シート状体Sを、フィード部Aの対向して一定のフィード速度V1 で回転するニップロール1、2にて水平方向にフィードしながら、カッティングプレート3とカッター刃4との間に送り込む。
【0019】
さらに、送り込まれた長尺シート状体Sの前端部をシート張設部Bの対向して前記速度V1 より僅かに速い回転速度V2 で回転するニップロール5、6の間に導入して、フィード部Aとシート張設部Bとの間の長尺シート状体Sを弛みの無い状態に張設する。
【0020】
その後、直ちに、該ニップロール1、2とニップロール5、6の一旦回転停止動作により、長尺シート状体Sの送行を停止させて、張設状態の長尺シート状体Sをカッター刃4にてカッティングする。
【0021】
カッティング後は、直ちにニップロール1、2とニップロール5、6が回転動作して、長尺シート状体Sがカッティングプレート3とカッター刃4との間にフィードされ、その長尺シート状体S前端部が、ガイドプレート10の上面に沿ってガイドされながら移動してニップロール5、6間に導入されると共に、カッティングされた枚葉シート状体S1 はニップロール5、6により前方に送り出される。
【0022】
そして、ニップロール5、6により前方に送り出された枚葉シート状体S1 は自然落下状態で、搬出コンベア部Cの一旦送行停止中のコンベアベルト21上面に、その枚葉シート状体S1 前端部をコンベア送行方向前方にある第1仕切板22の後側にて降下動作している突揃板12に突き当てられて水平に載置される。
【0023】
上記動作を繰り返すことにより、一定長さにカッティングされた枚葉シート状体S1 が、順次、ニップロール5、6にて送り出され、計数器にて送り出し枚数をカウントされ、一旦送行停止中のコンベアベルト21上に突揃板12に突き当てられて、整列状態で所定枚数(例えば50枚程度)積み重ねられ集積される。
【0024】
なお、枚葉シート状体S1 の送り出し枚数を計数する計数器は、対向配置した投光器7と反射板8との間を通過する枚葉シート状体S1 の通過を検知する通過検知器と、その通過検知信号によりカウント動作するカウンターとにより構成したものでもよいが、例えば、長尺シート状体Sを枚葉シート状体S1 にカッティングするカッター刃4の昇降動作用の駆動回転系統に接続したロータリーエンコーダ又はその駆動回転系統の回転コロやカムなどに周接して設けたリミットスイッチによるカッター刃4の昇降動作サイクル検知器と、その検知器からの1サイクル信号毎にカウントするカウンターとにより構成したものでもよい。
【0025】
所定枚数を検知した計数器からの信号指示により、ニップロール1、2、5、6の回転が一旦停止し、昇降用アクチュエータ11(例えばエアシリンダ)が動作して突揃板12がベルト21上方に上昇動作し、搬出コンベア部Cのコンベアベルト21が送行を開始して、送行方向前側と後側のそれぞれ第1仕切板22、22の間に突揃板12により突き揃えられて集積された枚葉シート状体S1 は、後側の第1仕切板22により押し送りされて前方に搬出される。
【0026】
そして、上方に待機中の突揃板12下端の直下に後側の第1仕切板22近傍の後側が到達した時点で、コンベアベルト21は一旦停止し、突揃板12が下降動作した後に、次の枚葉シート状体S1 の集積が開始され、上記動作を繰り返すことにより、順次、コンベアベルト21上に枚葉シート状体S1 が所定枚数集積されて搬出される。
【0027】
なお、本発明のシート状体整列搬出装置の搬送コンベアCのコンベアベルト21の幅方向の中央部に第2仕切板23を設けた場合には、それに対応して、フィード部Aとシート張設送出部Bとを二列に配置し、コンベアベルト21の幅方向両側に第2仕切板23を挟んで、それぞれ一列ずつ二列に集積して、送行し搬出するものである。
【0028】
【発明の効果】
本発明のシート状体整列搬出装置は、コンベアベルト上に集積された枚葉シート状体が、その前端部を突揃板により良好に突き揃えられ、コンベアベルトの送行時には、突揃板が真上に回避動作し、集積枚葉シート状体の送行方向後側の第1仕切板によって押し送りされるので、たとえ枚葉シート状体S1 の表面が滑り易い材質面であっても、集積された枚葉シート状体S1 の整列状態がコンベアベルトの送行搬出動作によっては崩れることがなく良好な集積と搬出ができる。
【0029】
また、本発明のシート状体整列搬出装置は、コンベアベルトの中央部に沿って設けた第2仕切板により、一列集積方式だけでなく、二列集積方式においても、幅方向に隣接する二列の集積枚葉シート状体S1 が互いに滑って崩れて混じり合うことがなく、二列の仕分け搬出操作と、搬出後の取り分け操作や仕分け操作、梱包操作等の能率の低下を防ぐ効果がある。
【図面の簡単な説明】
【図1】本発明のシート状体整列搬出装置の全体側面図。
【図2】本発明のシート状体整列搬出装置の部分側面図。
【図3】本発明のシート状体整列搬出装置のコンベアベルトの部分平面図。
【図4】従来のシート状体整列搬出装置の全体側面図。
【符号の説明】
A…フィード部 B…シート張設部 C…搬送コンベア
S…長尺シート状体 S1 …枚葉シート状体
1、2…ニップロール 3…カッティングプレート 4…カッター刃
5、6…ニップロール 7…投光器 8…反射板 9a…支軸 9…突揃板
10…ガイドプレート 11…昇降用アクチュエータ 12…突揃板
21…コンベアベルト 22…第1仕切板 23…第2仕切板
31、32…回転体(プーリー)
【発明の属する技術分野】
本発明は、製袋された偏平シート状パウチや印刷シートなど長尺状のシート状体を一定の枚葉シート状に断裁し、整列状態にしてブロック状に積み重ねて搬出するためのシート状体整列搬出装置に関する。
【0002】
【従来の技術】
製袋された偏平シート状パウチを整列搬出するための従来のシート状体整列搬出装置は、図4に示すように、長尺状のシート状体Sをフィード部Aの対向して一定回転速度V1 で回転するニップロール1、2にて水平方向にフィードしながらカッティングプレート3とカッター刃4との間に送り込み、さらに対向するシート張設部Bの対向して前記速度V1 より僅かに速い回転速度V2 で回転するニップロール5、6の間に導入して、フィード部Aとシート張設部Bとの間の長尺状のシート状体Sを弛みの無い状態に張設した後、該ニップロール1、2とニップロール5、6の回転の一旦停止により長尺状のシート状体Sの送行を停止させて、張設状態の長尺状のシート状体Sをカッター刃4にてカッティングする。
【0003】
カッティング後は、直ちにニップロール1、2とニップロール5、6が回転して、長尺状のシート状体Sがフィードされ、その前端部がガイドプレート10上面に沿って移動してニップロール5、6間に導入されると共に、カッティングされた枚葉状のシート状体S1 はニップロール5、6により前方に送り出され、自然落下状態で、搬出コンベア部Cの一旦送行停止中のコンベアベルト21上に、その前端部をコンベア送行方向前方にある支軸9aに自重にて垂直状態に吊下された突揃板9に突き当てられて水平に載置される。
【0004】
上記動作を繰り返すことにより、一定長さにカッティングされた枚葉状のシート状体S1 が、順次、ニップロール5、6にて送り出され、計数器(投光器7と反射板8)にて通過を検知されて枚数カウントされ、一旦送行停止中のコンベアベルト21上に突揃板9に突き当てられて整列状態で所定枚数(例えば50枚程度)積み重ねられ集積される。
【0005】
集積された枚葉状のシート状体S1 は、所定枚数を検知した計数器からの信号指示により、搬出コンベア部Cのコンベアベルト21が送行を開始して、突揃板9を押し開きながら前方に搬出され、その突揃板9の下端が集積シート状体S1 の上面を通過して突揃板9の姿勢が垂直状態に戻った時点でコンベアベルト21は一旦停止し、次の枚葉状のシート状体S1 の集積が開始され、上記動作を繰り返すことにより、順次、コンベアベルト21上に枚葉状のシート状体S1 が所定枚数集積されて搬出される。
【0006】
【発明が解決しようとする課題】
ところで、上記シート状体整列搬出装置は、コンベアベルト21上に集積された枚葉状のシート状体S1 が、コンベアベルト21の送行動作によって、その集積された枚葉状のシート状体S1 の前端部と上面部が突揃板9を押し開きながら前方に搬出される際に、集積されたシート状体S1 の整列状態が崩れ易く、シート状体S1 表面が滑り易い面の場合には、特にその傾向が強いものであり、搬出後の取り分け操作や仕分け操作、梱包操作等の能率を低下させる原因となる。
【0007】
本発明の課題は、上記不都合を解消することにあり、コンベアベルト上に集積されたシート状体の整列状態を維持しながら搬出できるようにすることにある。
【0008】
【課題を解決するための手段】
本発明の請求項1に係る発明は、長尺シート状体Sを水平方向に速度V1 でフィードするフィード部Aと、フィードされた長尺シート状体Sの前端部を導入して前記速度V1 より僅かに速い回転速度V2 で回転して該シート状体Sを張設し且つ張設した該シート状体Sをカッター刃4にてカッティング後の枚葉シート状体S1 を前方に送り出すシート張設送出部Bと、送り出された枚葉シート状体S1 を積載し且つ送行搬出する搬出コンベア部Cとを備えたシート状体整列搬出装置において、搬出コンベア部Cのコンベアベルト21上方に枚葉シート状体S1 の前端部を突き揃える突揃板12と、該コンベアベルト21の送行搬出方向に等間隔に複数の第1仕切板22を設け、前記突揃板12を枚葉シート状体S1 が送り出されて積載されるコンベアベルト21の積載位置の送行方向前側の第1仕切板22の送行方向後側にて昇降動作するように設けたことを特徴とするシート状体整列搬出装置である。
【0009】
本発明の請求項2に係る発明は、上記請求項1に係るシート状体整列搬出装置において、前記コンベアベルト21の幅方向中央部に、送行方向に沿って連続的に複数の第2仕切板23を設けたことを特徴とするシート状体整列搬出装置である。
【0010】
【発明の実施の形態】
本発明のシート状体整列搬出装置の実施の形態を以下に詳細に説明すれば、図1は、本発明のシート状体整列搬出装置の側面図であり、フィード部Aと、シート張設送出部Bと、搬出コンベア部Cとを備える。
【0011】
フィード部Aは、対向回転するニップロール1、2により構成され、長尺シート状体Sを水平方向にフィード速度V1 で、カッティングプレート3とカッター刃4との間にフィードする。
【0012】
シート張設送出部Bは、離反乃至接触可能な対向回転するニップロール5、6により構成され、速度V1 でカッティングプレート3とカッター刃4との間にフィードされた長尺シート状体Sの前端部を導入して、前記フィード速度V1 より僅かに速い回転速度V2 で回転して、該シート状体Sを張設し、張設した該シート状体Sを、カッター刃4にてカッティングした後の枚葉シート状体S1 を前方に送り出すものである。
【0013】
搬出コンベア部Cは、両端の回転体32、33(プーリー)に巻回した無端状のコンベアベルト21を備え、いずれか一方の回転体に駆動回転機構を備えて回転送行するものであり、前記ニップロール5、6により送り出された枚葉シート状体S1 を、一旦回転送行を停止中のコンベアベルト21上に自然落下的に所定枚数(例えば50枚〜100枚)積載した後に、送行し搬出するものである。
【0014】
搬出コンベア部Cのコンベアベルト21上方には、ニップロール5、6により送り出された枚葉シート状体S1 の前端部を突き揃える突揃板12を備え、突き揃える際には、該突揃板12は、一旦送行停止状態のコンベアベルト21の突揃板12下端がベルト上面に接触する程度に下降動作し、コンベアベルト21の送行による搬出の際には、集積した枚葉シート状体S1 の上面より上方に上昇動作するものであり、昇降動作には昇降用アクチュエータ11(例えばエアシリンダ)が使用される。
【0015】
また、搬出コンベア部Cのコンベアベルト21には、図1の側面図及び図3のベルト平面図に示すように、そのベルト送行搬出方向に等間隔に複数の第1仕切板22が設けられていて、コンベアベルト21上に積載した枚葉シート状体S1 の後端部を押しながら搬出させることができる。
【0016】
そして、前記突揃板12は、図1に示すように、一旦送行を停止した状態のコンベアベルト21におけるニップロール5、6により送り出されて枚葉シート状体S1 が集積される位置のベルト21上面の送行方向前後側にある2つの第1仕切板22、22のうち、送行方向前側の第1仕切板22の内側にて昇降動作するように設けられている。
【0017】
また本発明のシート状体整列搬出装置には、図2の部分側面図及び図3に示すように、コンベアベルト21の幅方向中央部に、送行方向に沿って連続的に、複数の第2仕切板23が設けられている。
【0018】
本発明のシート状体整列搬出装置の動作を以下に説明すれば、図1、製袋された多数の偏平シート状パウチが連続して配列して連なる長尺状のパウチシート、又は長尺状の印刷シートなど長尺シート状体Sを、フィード部Aの対向して一定のフィード速度V1 で回転するニップロール1、2にて水平方向にフィードしながら、カッティングプレート3とカッター刃4との間に送り込む。
【0019】
さらに、送り込まれた長尺シート状体Sの前端部をシート張設部Bの対向して前記速度V1 より僅かに速い回転速度V2 で回転するニップロール5、6の間に導入して、フィード部Aとシート張設部Bとの間の長尺シート状体Sを弛みの無い状態に張設する。
【0020】
その後、直ちに、該ニップロール1、2とニップロール5、6の一旦回転停止動作により、長尺シート状体Sの送行を停止させて、張設状態の長尺シート状体Sをカッター刃4にてカッティングする。
【0021】
カッティング後は、直ちにニップロール1、2とニップロール5、6が回転動作して、長尺シート状体Sがカッティングプレート3とカッター刃4との間にフィードされ、その長尺シート状体S前端部が、ガイドプレート10の上面に沿ってガイドされながら移動してニップロール5、6間に導入されると共に、カッティングされた枚葉シート状体S1 はニップロール5、6により前方に送り出される。
【0022】
そして、ニップロール5、6により前方に送り出された枚葉シート状体S1 は自然落下状態で、搬出コンベア部Cの一旦送行停止中のコンベアベルト21上面に、その枚葉シート状体S1 前端部をコンベア送行方向前方にある第1仕切板22の後側にて降下動作している突揃板12に突き当てられて水平に載置される。
【0023】
上記動作を繰り返すことにより、一定長さにカッティングされた枚葉シート状体S1 が、順次、ニップロール5、6にて送り出され、計数器にて送り出し枚数をカウントされ、一旦送行停止中のコンベアベルト21上に突揃板12に突き当てられて、整列状態で所定枚数(例えば50枚程度)積み重ねられ集積される。
【0024】
なお、枚葉シート状体S1 の送り出し枚数を計数する計数器は、対向配置した投光器7と反射板8との間を通過する枚葉シート状体S1 の通過を検知する通過検知器と、その通過検知信号によりカウント動作するカウンターとにより構成したものでもよいが、例えば、長尺シート状体Sを枚葉シート状体S1 にカッティングするカッター刃4の昇降動作用の駆動回転系統に接続したロータリーエンコーダ又はその駆動回転系統の回転コロやカムなどに周接して設けたリミットスイッチによるカッター刃4の昇降動作サイクル検知器と、その検知器からの1サイクル信号毎にカウントするカウンターとにより構成したものでもよい。
【0025】
所定枚数を検知した計数器からの信号指示により、ニップロール1、2、5、6の回転が一旦停止し、昇降用アクチュエータ11(例えばエアシリンダ)が動作して突揃板12がベルト21上方に上昇動作し、搬出コンベア部Cのコンベアベルト21が送行を開始して、送行方向前側と後側のそれぞれ第1仕切板22、22の間に突揃板12により突き揃えられて集積された枚葉シート状体S1 は、後側の第1仕切板22により押し送りされて前方に搬出される。
【0026】
そして、上方に待機中の突揃板12下端の直下に後側の第1仕切板22近傍の後側が到達した時点で、コンベアベルト21は一旦停止し、突揃板12が下降動作した後に、次の枚葉シート状体S1 の集積が開始され、上記動作を繰り返すことにより、順次、コンベアベルト21上に枚葉シート状体S1 が所定枚数集積されて搬出される。
【0027】
なお、本発明のシート状体整列搬出装置の搬送コンベアCのコンベアベルト21の幅方向の中央部に第2仕切板23を設けた場合には、それに対応して、フィード部Aとシート張設送出部Bとを二列に配置し、コンベアベルト21の幅方向両側に第2仕切板23を挟んで、それぞれ一列ずつ二列に集積して、送行し搬出するものである。
【0028】
【発明の効果】
本発明のシート状体整列搬出装置は、コンベアベルト上に集積された枚葉シート状体が、その前端部を突揃板により良好に突き揃えられ、コンベアベルトの送行時には、突揃板が真上に回避動作し、集積枚葉シート状体の送行方向後側の第1仕切板によって押し送りされるので、たとえ枚葉シート状体S1 の表面が滑り易い材質面であっても、集積された枚葉シート状体S1 の整列状態がコンベアベルトの送行搬出動作によっては崩れることがなく良好な集積と搬出ができる。
【0029】
また、本発明のシート状体整列搬出装置は、コンベアベルトの中央部に沿って設けた第2仕切板により、一列集積方式だけでなく、二列集積方式においても、幅方向に隣接する二列の集積枚葉シート状体S1 が互いに滑って崩れて混じり合うことがなく、二列の仕分け搬出操作と、搬出後の取り分け操作や仕分け操作、梱包操作等の能率の低下を防ぐ効果がある。
【図面の簡単な説明】
【図1】本発明のシート状体整列搬出装置の全体側面図。
【図2】本発明のシート状体整列搬出装置の部分側面図。
【図3】本発明のシート状体整列搬出装置のコンベアベルトの部分平面図。
【図4】従来のシート状体整列搬出装置の全体側面図。
【符号の説明】
A…フィード部 B…シート張設部 C…搬送コンベア
S…長尺シート状体 S1 …枚葉シート状体
1、2…ニップロール 3…カッティングプレート 4…カッター刃
5、6…ニップロール 7…投光器 8…反射板 9a…支軸 9…突揃板
10…ガイドプレート 11…昇降用アクチュエータ 12…突揃板
21…コンベアベルト 22…第1仕切板 23…第2仕切板
31、32…回転体(プーリー)
Claims (2)
- 長尺シート状体Sを水平方向に速度V1 でフィードするフィード部Aと、フィードされた長尺シート状体Sの前端部を導入して前記速度V1 より僅かに速い回転速度V2 で回転して該シート状体Sを張設し且つ張設した該シート状体Sをカッター刃4にてカッティング後の枚葉シート状体S1 を前方に送り出すシート張設送出部Bと、送り出された枚葉シート状体S1 を積載し且つ送行搬出する搬出コンベア部Cとを備えたシート状体整列搬出装置において、搬出コンベア部Cのコンベアベルト21上方に枚葉シート状体S1 の前端部を突き揃える突揃板12と、該コンベアベルト21の送行搬出方向に等間隔に複数の第1仕切板22を設け、前記突揃板12を枚葉シート状体S1 が送り出されて積載されるコンベアベルト21の積載位置の送行方向前側の第1仕切板22の送行方向後側にて昇降動作するように設けたことを特徴とするシート状体整列搬出装置。
- 前記コンベアベルト21の幅方向中央部に、送行方向に沿って連続的に複数の第2仕切板23を設けたことを特徴とする請求項1記載のシート状体整列搬出装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002362114A JP2004189455A (ja) | 2002-12-13 | 2002-12-13 | シート状体整列搬出装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002362114A JP2004189455A (ja) | 2002-12-13 | 2002-12-13 | シート状体整列搬出装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004189455A true JP2004189455A (ja) | 2004-07-08 |
Family
ID=32760656
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002362114A Withdrawn JP2004189455A (ja) | 2002-12-13 | 2002-12-13 | シート状体整列搬出装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004189455A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2759505A1 (en) | 2013-01-24 | 2014-07-30 | Totani Corporation | Sheet products stacking and feeding apparatus |
-
2002
- 2002-12-13 JP JP2002362114A patent/JP2004189455A/ja not_active Withdrawn
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2759505A1 (en) | 2013-01-24 | 2014-07-30 | Totani Corporation | Sheet products stacking and feeding apparatus |
| US8910935B2 (en) | 2013-01-24 | 2014-12-16 | Totani Corporation | Sheet products stacking and feeding apparatus |
| RU2553836C1 (ru) * | 2013-01-24 | 2015-06-20 | Тотани Корпорейшн | Устройство для укладки и подачи листовых изделий |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009526720A (ja) | パレット載置可能な製品を集合化する方法および装置 | |
| US3212774A (en) | Stacking apparatus | |
| US3713650A (en) | Stacking of sheets | |
| JP2001122502A (ja) | 用紙の搬送方法およびこの方法を実施する装置 | |
| JPS6160560A (ja) | シ−トスタツカ | |
| JPH01156262A (ja) | 台上を水平方向に送られる物品を包装するためロール巻き包装材料の所定長を切り取る装置 | |
| US3622150A (en) | Sheet conveying and stacking apparatus | |
| JP3254495B2 (ja) | 短冊状板材の反転集積装置 | |
| JP2004189455A (ja) | シート状体整列搬出装置 | |
| US10351380B2 (en) | Diverter conveyor | |
| JPH04266358A (ja) | カットシート積層体をユーザ装置に自動供給する装置 | |
| EP0033799A1 (en) | Conveying apparatus for sheet-like articles | |
| JP2872608B2 (ja) | 搬送シートの積載装置 | |
| JPS6175752A (ja) | シ−ト状物の供給装置 | |
| JPS61155120A (ja) | コンベヤ | |
| US4330064A (en) | Broken package culling system | |
| JPH0629063B2 (ja) | 果実のパック詰め装置 | |
| JP6910233B2 (ja) | シート状搬送物の搬送装置 | |
| JP2679842B2 (ja) | 青果物選別機の供給装置 | |
| JPH0532298B2 (ja) | ||
| JPH0729092Y2 (ja) | 自動板材集積装置 | |
| JP3291243B2 (ja) | シート搬送集積装置 | |
| JPS6313896B2 (ja) | ||
| JPH07246075A (ja) | 海苔反転装置 | |
| JPH0649558Y2 (ja) | 商品の多段積み搬送装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20050926 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A761 | Written withdrawal of application |
Effective date: 20070806 Free format text: JAPANESE INTERMEDIATE CODE: A761 |