JP2004134113A - 絶縁平角電線およびその製造方法 - Google Patents
絶縁平角電線およびその製造方法 Download PDFInfo
- Publication number
- JP2004134113A JP2004134113A JP2002294890A JP2002294890A JP2004134113A JP 2004134113 A JP2004134113 A JP 2004134113A JP 2002294890 A JP2002294890 A JP 2002294890A JP 2002294890 A JP2002294890 A JP 2002294890A JP 2004134113 A JP2004134113 A JP 2004134113A
- Authority
- JP
- Japan
- Prior art keywords
- rectangular
- polygonal
- conductor
- electric wire
- insulated
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Insulated Conductors (AREA)
- Processes Specially Adapted For Manufacturing Cables (AREA)
Abstract
【課題】平角導体の角部が絶縁皮膜から露出したり、平角導体角部の絶縁皮膜厚が平坦部より薄くなったりしない電気絶縁性の良い絶縁平角電線およびその製造方法を提供する。
【解決手段】平角導体として、平角導体の角部を多角形状角部(4)とし、また多角形状角部の角数が全周で8以上であり、また多角形状角部(4)をなすそれぞれの角部角度(α)が120度以上である断面多角形状平角導体(2)を用い、この外周に絶縁塗料を塗布,焼付して絶縁皮膜(3)を形成し、角部が絶縁皮膜から露出することを防止した絶縁平角電線(1)とする。
【選択図】 図1
【解決手段】平角導体として、平角導体の角部を多角形状角部(4)とし、また多角形状角部の角数が全周で8以上であり、また多角形状角部(4)をなすそれぞれの角部角度(α)が120度以上である断面多角形状平角導体(2)を用い、この外周に絶縁塗料を塗布,焼付して絶縁皮膜(3)を形成し、角部が絶縁皮膜から露出することを防止した絶縁平角電線(1)とする。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、断面形状が平角形状である平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を成形して成る絶縁平角電線およびその製造方法に関するものである。
【0002】
【従来の技術】
従来、絶縁平角電線は、導体として、四隅の角部のそれぞれが略直角であり断面形状が長方形(平角)状の平角導体(以下、長方形状平角導体と略記する)の外周に絶縁塗料を塗布,焼付して絶縁皮膜を形成して製造している。前記長方形状平角導体としては、断面丸形状の導体を圧延により長方形状に加工したもの、或は金属箔をスリット加工することにより長方形状に加工したものが用いられている。
【0003】
【発明が解決しようとする課題】
従来の絶縁平角電線では、前記長方形状平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を設ける際、塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となるため長方形状平角導体の角部が絶縁皮膜から露出してしまったり、平角導体角部の絶縁皮膜厚が平坦部(平角導体の幅方向面)より薄くなったりすることから、絶縁平角電線の電気絶縁性が著しく劣ってしまうという問題点があった。そのため、絶縁平角電線をコイル加工するとコイル内で電気ショート事故が起こってしまうという問題があるため、平角導体角部の絶縁皮膜厚の厚膜化による絶縁性向上が要求されていたが、なかなか良い方法が見つからなかった。
【0004】
本発明は、上記従来技術が有する各種問題点を解決するためになされたものであり、平角導体の角部が絶縁皮膜から露出したり、平角導体角部の絶縁皮膜厚が平坦部より薄くなったりしない絶縁平角電線、すなわち平角導体角部の絶縁皮膜厚が厚く、電気絶縁性の良い絶縁平角電線およびその製造方法を提供することを目的とする。
【0005】
【課題を解決するための手段】
第1の観点として本発明は、断面形状が平角形状の平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を形成した絶縁平角電線において、前記平角導体として、平角導体の角部を多角形状角部とした断面多角形状平角導体(以下、多角形状平角導体と略記する)を用い、平角導体角部が絶縁皮膜から露出することを防止したことを特徴とする絶縁平角電線を提供する。
上記第1観点による絶縁平角電線では、平角導体の角部を多角形状角部とした多角形状平角導体を用いることで、絶縁塗料の塗布,焼付の際、絶縁塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となっても、平角導体角部が絶縁皮膜から露出することを防ぎ、十分な電気絶縁性を保有させることができる。
【0006】
第2の観点として本発明は、前記多角形状平角導体の多角形状角部の角数が全周で8以上であることを特徴とする絶縁平角電線を提供する。
上記第2観点の絶縁平角電線では、多角形状角部の角数を8以上とすることで、それぞれの角部の角度(以下、角部角度と略記する)がより鈍角化するため、絶縁塗料の塗布,焼付の際、絶縁塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となっても、多角形状角部のそれぞれの角部が絶縁皮膜から露出しにくくなり、十分な電気絶縁性を保有させることができる。ちなみに、多角形状角部の角数が8未満であると、角部角度の鈍角化が小さくなるので、それぞれの角部が絶縁被覆から露出し易くなり、十分な電気絶縁性が得られなくなるので好ましくない。
【0007】
第3の観点として本発明は、前記多角形状平角導体の多角形状角部をなすそれぞれの角部の角度が120度以上であることを特徴とする絶縁平角電線を提供する。
上記第3観点の絶縁平角電線では、多角形状角部をなすそれぞれの角部の角度を120度以上とすることで、角部角度がより鈍角化し、またそれぞれの角部の頂点を結んだ線が円形に近くなるため、絶縁塗料の塗布,焼付により絶縁皮膜を設けた場合、塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となっても多角形状角部のそれぞれの角部が絶縁皮膜から露出しにくくなり、十分な電気絶縁性を保有させることができる。ちなみに、多角形状角部の角部角度が120度未満であると、角部角度の鈍角化が小さいため、それぞれの角部が絶縁被覆から露出しやすくなり、十分な電気絶縁性が得られなくなる。
【0008】
第4の観点として本発明は、断面形状が長方形状の平角導体(以下、長方形状平角導体と略記する)を、段差を設けた2個以上の丸線用の伸線ダイス若しくは皮剥きダイスへ張力を加えながら通過させることにより、該長方形状平角導体の四隅の角部をダイス穴角部により連続的に切削し、多角形状角部の角数が全周で8以上、叉は/及び多角形状角部をなすそれぞれの角部角度が120度以上である多角形状角部を形成して断面多角形状平角導体(以下、多角形状平角導体と略記する)とする平角導体角部切削工程;と、前記断面多角形状平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を設ける塗料塗布焼付工程;と、により前記各観点に記載の絶縁平角電線を製造することを特徴とする絶縁平角電線の製造方法を提供する。
上記第4観点の絶縁平角電線の製造方法では、先ず、長方形状平角導体の四隅の角部をダイス穴角部により連続的に切削する平角導体角部切削工程により、多角形状角部の角数が全周で8以上、叉は/及び多角形状角部をなすそれぞれの角部角度が120度以上である多角形状角部を形成して多角形状平角導体とすることができる。
次いで塗料塗布焼付工程により、前記多角形状平角導体の外周に絶縁塗料を塗布,焼付して、角部が絶縁皮膜から露出することを防止した絶縁平角電線を製造することができる。
前記塗料塗布焼付工程の際、塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となっても、多角形状角部のそれぞれの角部は絶縁皮膜から露出しないので、得られた絶縁平角電線は十分な電気絶縁性が保有できる。
従って、本観点の絶縁平角電線の製造方法では、上記各観点の絶縁平角電線を好適に製造することができる。
なお、前記ダイス穴角部とは、伸線ダイスもしくは皮剥きダイスの構造として、ダイス穴内に設けられている角状の部分であり、例えばダイヤモンド伸線ダイス穴のバックリリーフとエクジェットの交わる角部である。
【0009】
第5の観点として本発明は、前記丸線用の伸線ダイス若しくは皮剥きダイスの穴径(D)(mm)は、平角導体幅を(W)(mm)、また切削角度を(θ)度としたとき、下記数式2により求めることを特徴とする絶縁平角電線の製造方法を提供する。なお、数式2は数式1と同じものである。
【0010】
【数2】
 【0011】
【0011】
上記第5観点の絶縁平角電線の製造方法では、上記数式2(数式1)により、平角導体幅(W)と、希望する切削角度(θ)からダイス穴径(D)が容易に求められる。従って、平角導体角部を設計通りの多角形状角度に切削できるダイス配列が容易に得られるので、均一な角度の多角形状角部を有する多角形状平角導体を容易に製造することができ、上記観点の絶縁平角電線の製造方法として更に好適となる。
【0012】
【発明の実施の形態】
以下、本発明の内容を、図に示す実施の形態により更に詳細に説明する。なお、これにより本発明が限定されるものではない。
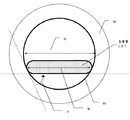
図1は、本発明の絶縁平角電線の1実施形態を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。図2は、本発明の絶縁平角電線の製造方法の実施形態を示すチャート図である。図3は、本発明の絶縁平角電線の製造方法の実施形態を示す略図であり、同図(a)は平角導体の角部を切削し、断面多角形状平角導体とする平角導体角部切削工程、また同図(b)は断面多角形状平角導体に絶縁塗料を塗布,焼付けする塗料塗布焼付工程である。図4は、本発明の平角導体角部切削工程において、丸線用伸線ダイス若しくは皮剥きダイスを通過中で角部を切削中の平角導体を示し、またダイス穴径(D)、平角導体幅(W)および平角導体角部の切削角度(θ)の関係を表した図である。図5は、平角導体幅(W)と切削角度(θ)からダイス穴径(D)を求める方法を説明するための略図である。図6は、一般の長方形状平角導体を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。(本発明の絶縁平角電線の製造に使用する母線となる平角導体も示す。)また図7は、一般の長方形状平角導体へ塗料塗布焼付方式により絶縁皮膜を設けた従来の絶縁平角電線を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。
【0013】
これらの図において、1は絶縁平角電線、 2は断面多角形状平角導体、3は絶縁皮膜、 4は多角形状角部(角部)、 51は供線リール、 52は丸線用伸線ダイスもしくは皮剥きダイス、 53はダイス角部、 54は冷却液タンク、 55はポンプ、 56は冷却液、 57は切削屑除去フェルト、 58はエアワイパー、 59はキャプスタン、 60は巻き取り用リール、 61は塗料塗布焼付装置、61aは塗料塗布具、61bは焼付炉、62は完成品巻き取りリール、 101は従来の絶縁平角電線、 102は長方形状平角導体、 103は絶縁皮膜、104は長方形状平角導体角部、Dはダイス穴径、 Wは平角導体幅、αは角部角度、またθは切削角度である。
【0014】
−第1の実施の形態−
本発明の絶縁平角電線の1実施形態について図1を用いて説明する。
本発明の絶縁平角電線(1)は、平角導体の角部を多角形状角部(4)とし、また該多角形状角部(4)の角数を全周で8以上(図1では12)とし、更に多角形状角部(4)のそれぞれの角部角度αを120度以上(図1では約150度)としている断面多角形状平角導体(2)を用い、その外周に絶縁塗料を塗布,焼付して絶縁皮膜(3)を形成したものである。
前記多角形状平角導体(2)の多角形状角部(4)の頂点を結んだ線は略円形状になるので、該平角導体(2)の外周に絶縁塗料を塗布,焼付して絶縁皮膜(3)を形成した場合、多角形状角部(4) への皮膜厚が十分得られ、それぞれの角部が絶縁皮膜(3)から露出することを防ぎ、十分な電気絶縁性が得られる。
また前記多角形状平角導体(2)は、例えば導体が銅で、厚みが0.2mm、幅が1.0mmである。また前記絶縁皮膜(3)としては、各種のエナメル皮膜、例えばポリウレタン皮膜、ポリエステル皮膜、ポリエステルイミド皮膜等が用いられる。
【0015】
−第2の実施の形態−
本発明の絶縁平角電線の製造方法の1実施形態について図2に沿って説明する。
本発明の絶縁平角電線の製造方法は、断面形状が長方形状の平角導体を、段差を設けた2個以上の丸線用の伸線ダイス若しくは皮剥きダイスへ張力を加えながら通過させることにより、該長方形状平角導体の四隅の角部を連続的に切削し、多角形状角部の角数が全周で8以上、叉は/及び多角形状角部をなすそれぞれの角部角度が120度以上である多角形状角部を形成して断面多角形状平角導体とする平角導体角部切削工程f1;と、前記断面多角形状平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を設ける塗料塗布焼付工程f2;と、により製造することができる。
【0016】
−第3の実施の形態−
本発明の絶縁平角電線の製造方法の他の実施形態について図3、図4および図5に沿って説明する。
先ず本発明の絶縁平角電線に用いる多角形状平角導体(2)の製造について説明する。
前記多角形状平角導体(2)の母線に用いる平角導体は、図6に示したような一般の長方形状平角導体(102)で、断面丸形状の導体、例えば丸銅線を圧延により長方形状に加工したものであり、例えば厚みが0.2mm、幅が1.0mmである。
続いて、図3(a)に示すように、前記長方形状平角導体(102)が巻かれた供線リール(51)から張力1000gの一定張力を加えながら長方形状平角導体(102)を繰り出し、間隔40mm、段差10mmに設定した8個の皮剥きダイス(52)へ線速40m/minで通過させる。この際、図4に示すように、皮剥きダイス穴角部(53)と長方形状平角導体の角部が切削角度(θ)(度)で接触することで長方形状平角導体角部、または切削により順次形成された角部が皮剥きダイス穴角部(53)により連続的に切削され、最終的には、図1に示すように、四隅の角部のそれぞれが多角形状角部(4)となった多角形状平角導体(2)となる。なお、製造時には、各皮剥きダイス(52)に、冷却液タンク(54)からポンプ(55)により送られた冷却液(56)を吹き付け、皮剥きダイス(52)の磨耗を低減させている。
続いて多角形状平角導体(2)は切削屑除去フェルト(57)を通過し、冷却液を除去するエアワイパー(58)を通って、キャプスタン(59)により引き取り、巻き取り用リール(60)へ巻き取られる。なお平角導体角部の切削の際は、平角導体のサイズ(厚さ)を考慮し、厚いほど張力を大きくし、また多角にするためにはダイスの数も多くする必要がある。
前記8個の皮剥きダイス(52)は、例えば平角導体幅(W)(mm)と切削角度(θ)(度)に適応した下記表1のダイス穴径(D)(mm)のものを使用し、均一な角度の多角形状角部となるような組み合せとした。また平角導体幅(W)と切削角度(θ)に適応したダイス穴径(D)は下記数式3により算出したものである。なお、数式3は数式1と同じものである。また、ここで用いたダイス穴径(D)とはダイス穴角部(53)の穴径である。
【0017】
【表1】
【0018】
【数3】
【0019】
上記数式3(数式1)を導出した経緯、すなわち、平角導体幅(W)と切削角度(θ)からダイス穴径(D)を求める方法について図5を用いて説明する。
ダイス中を通過する導体幅(W)の平角導体角部が、ダイス穴径(D)となるダイス穴角部(53)に接点gで接したと仮定し(実際は対象の位置にも接点がある)、この接点gから求める切削角度(θ)の直線hを引く。次いで接点gから垂直に直線iを引き、次いで平角導体幅(W)の中心点jから垂直に直線kを引き、前記接点gからの垂直線iと交わる点をmとすると、この交点mが求めるダイス穴径(D)の中心点となり、また接点gと交点mの長さがダイス穴径(D)の半分、すなわち、D/2となる。また必然的に垂直線iと垂直線kが交わる角度も前記切削角度(θ)と同じになる。従って、接点g、中心点jおよび交点mからなる三角形より、 W/2÷D/2=sin(θ)の関係が成り立ち、式を変形するとD=W÷sinθとなり、数式3が導出される。
【0020】
また上記表1から明らかなように、平角導体角部の切削の初期段階(切削角度(θ)が小さい段階)のダイス穴径(D)は大きく、終了段階(切削角度(θ)が大きい段階)につれダイス穴径(D)は徐々に小さくなっていることが分かる。また平角導体角部の切削の際は、組ダイスの奇数個目のダイス(奇数ダイスNo)では平角導体の一方の幅面の角部を切削し、また偶数個目のダイス(偶数ダイスNo)では平角導体の他方の幅面の角部を切削している。また例えば1個目(No.1)と2個目(No.2)、3個目(No.3)と4個目(No.4)のようにダイス穴径が同じダイスを用い、角部の切削が対称的に行われるようにしている。従って、組ダイスの個数は偶数が好ましい。また前記8個の皮剥きダイス(52)の間隔および段差は、通常は一定に設定しているが、これらは状況に応じて任意に設定できる。例えば切削中に平角導体にかかるテンションは最後の方が強くなることから、初期段階ではダイスの段差を大きくし、最終段階では小さくすることにより断線が防止できる。また平角導体角部をダイス穴に通過させることにより、張力により塑性変形させて形状を作るという作用も一部行われる。
【0021】
続いて、図3(b)に示すように、巻き取り用リール(60)に貯留された多角形状平角導体(2)を繰り出し、塗料塗布焼付装置(61)の塗料塗布具(61a) により絶縁塗料の塗布を行い、続いて焼付炉(61b)により塗布された塗料の焼付を行い、完成品巻き取りリール(62)に巻き取り、図1に示すように、多角形状角部(4)のそれぞれが絶縁皮膜(3)から露出せず、角部への皮膜厚が十分得られた絶縁平角電線(1)を製造した。
前記塗料塗布具(61a)は、例えば回転するローラにより多角形状平角導体(2)に絶縁塗料を塗布し、フェルトにより塗布量を調整する装置である。前記絶縁塗料は、例えばポリウレタン塗料である。前記焼付炉(61b)は例えば2.5m長の横型式電気炉であり、例えば設定温度が350℃である。また、塗料の焼付速度は、例えば線速50 m/minである。
下記表2に本発明の絶縁平角電線(1)と従来の絶縁平角電線(101)の絶縁破壊電圧測定平均値およびピンホール測定値を記載する。これらの測定値からも明らかなように、本発明の絶縁平角電線(1)は電気絶縁性が優れていることが分かる。
【0022】
【表2】
【0023】
【発明の効果】
本発明の絶縁平角電線およびその製造方法によれば、平角導体角部が絶縁皮膜から露出せず、平角導体角部への絶縁皮膜厚が十分得られ、電気絶縁性に優れた絶縁平角電線であり、また該絶縁平角電線を好適に製造することができる。そのため、絶縁平角電線をコイル加工してもコイル内で電気ショートする事故が低減する。従って、本発明は産業上に寄与する効果が極めて大である。
【図面の簡単な説明】
【図1】本発明の絶縁平角電線の1実施形態を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。
【図2】本発明の絶縁平角電線の製造方法の実施形態を示すチャート図である。
【図3】本発明の絶縁平角電線の製造方法の実施形態を示す略図であり、同図(a)は平角導体の角部を切削し、断面多角形状平角導体とする平角導体角部切削工程、また同図(b)は断面多角形状平角導体に絶縁塗料を塗布,焼付けする塗料塗布焼付工程である。
【図4】本発明の平角導体角部切削工程において、丸線用伸線ダイス若しくは皮剥きダイスを通過中で角部を切削中の平角導体を示し、またダイス穴径(D)、平角導体幅(W)および平角導体角部の切削角度(θ)の関係を表した図である。
【図5】平角導体幅(W)と切削角度(θ)からダイス穴径(D)を求める方法を説明するための略図である。
【図6】一般の長方形状平角導体を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。(本発明の絶縁平角電線の製造に使用する母線となる平角導体も示す。)
【図7】一般の長方形状平角導体へ塗料塗布焼付方式により絶縁皮膜を設けた従来の絶縁平角電線を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。
【符号の説明】
1 絶縁平角電線
2 断面多角形状平角導体
3 絶縁皮膜
4 多角形状角部(角部)
51 供線リール
52 丸線用伸線ダイスもしくは皮剥きダイス
53 ダイス角部
54 冷却液タンク
55 ポンプ
56 冷却液
57 切削屑除去フェルト
58 エアワイパー
59 キャプスタン
60 巻き取り用リール
61 塗料塗布焼付装置
61a 塗料塗布具
61b 焼付炉
62 完成品巻き取りリール
101 従来の絶縁平角電線
102 長方形状平角導体
103 絶縁皮膜
104 長方形状平角導体角部
D ダイス穴径
W 平角導体幅
α 角部角度
θ 切削角度
【発明の属する技術分野】
本発明は、断面形状が平角形状である平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を成形して成る絶縁平角電線およびその製造方法に関するものである。
【0002】
【従来の技術】
従来、絶縁平角電線は、導体として、四隅の角部のそれぞれが略直角であり断面形状が長方形(平角)状の平角導体(以下、長方形状平角導体と略記する)の外周に絶縁塗料を塗布,焼付して絶縁皮膜を形成して製造している。前記長方形状平角導体としては、断面丸形状の導体を圧延により長方形状に加工したもの、或は金属箔をスリット加工することにより長方形状に加工したものが用いられている。
【0003】
【発明が解決しようとする課題】
従来の絶縁平角電線では、前記長方形状平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を設ける際、塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となるため長方形状平角導体の角部が絶縁皮膜から露出してしまったり、平角導体角部の絶縁皮膜厚が平坦部(平角導体の幅方向面)より薄くなったりすることから、絶縁平角電線の電気絶縁性が著しく劣ってしまうという問題点があった。そのため、絶縁平角電線をコイル加工するとコイル内で電気ショート事故が起こってしまうという問題があるため、平角導体角部の絶縁皮膜厚の厚膜化による絶縁性向上が要求されていたが、なかなか良い方法が見つからなかった。
【0004】
本発明は、上記従来技術が有する各種問題点を解決するためになされたものであり、平角導体の角部が絶縁皮膜から露出したり、平角導体角部の絶縁皮膜厚が平坦部より薄くなったりしない絶縁平角電線、すなわち平角導体角部の絶縁皮膜厚が厚く、電気絶縁性の良い絶縁平角電線およびその製造方法を提供することを目的とする。
【0005】
【課題を解決するための手段】
第1の観点として本発明は、断面形状が平角形状の平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を形成した絶縁平角電線において、前記平角導体として、平角導体の角部を多角形状角部とした断面多角形状平角導体(以下、多角形状平角導体と略記する)を用い、平角導体角部が絶縁皮膜から露出することを防止したことを特徴とする絶縁平角電線を提供する。
上記第1観点による絶縁平角電線では、平角導体の角部を多角形状角部とした多角形状平角導体を用いることで、絶縁塗料の塗布,焼付の際、絶縁塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となっても、平角導体角部が絶縁皮膜から露出することを防ぎ、十分な電気絶縁性を保有させることができる。
【0006】
第2の観点として本発明は、前記多角形状平角導体の多角形状角部の角数が全周で8以上であることを特徴とする絶縁平角電線を提供する。
上記第2観点の絶縁平角電線では、多角形状角部の角数を8以上とすることで、それぞれの角部の角度(以下、角部角度と略記する)がより鈍角化するため、絶縁塗料の塗布,焼付の際、絶縁塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となっても、多角形状角部のそれぞれの角部が絶縁皮膜から露出しにくくなり、十分な電気絶縁性を保有させることができる。ちなみに、多角形状角部の角数が8未満であると、角部角度の鈍角化が小さくなるので、それぞれの角部が絶縁被覆から露出し易くなり、十分な電気絶縁性が得られなくなるので好ましくない。
【0007】
第3の観点として本発明は、前記多角形状平角導体の多角形状角部をなすそれぞれの角部の角度が120度以上であることを特徴とする絶縁平角電線を提供する。
上記第3観点の絶縁平角電線では、多角形状角部をなすそれぞれの角部の角度を120度以上とすることで、角部角度がより鈍角化し、またそれぞれの角部の頂点を結んだ線が円形に近くなるため、絶縁塗料の塗布,焼付により絶縁皮膜を設けた場合、塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となっても多角形状角部のそれぞれの角部が絶縁皮膜から露出しにくくなり、十分な電気絶縁性を保有させることができる。ちなみに、多角形状角部の角部角度が120度未満であると、角部角度の鈍角化が小さいため、それぞれの角部が絶縁被覆から露出しやすくなり、十分な電気絶縁性が得られなくなる。
【0008】
第4の観点として本発明は、断面形状が長方形状の平角導体(以下、長方形状平角導体と略記する)を、段差を設けた2個以上の丸線用の伸線ダイス若しくは皮剥きダイスへ張力を加えながら通過させることにより、該長方形状平角導体の四隅の角部をダイス穴角部により連続的に切削し、多角形状角部の角数が全周で8以上、叉は/及び多角形状角部をなすそれぞれの角部角度が120度以上である多角形状角部を形成して断面多角形状平角導体(以下、多角形状平角導体と略記する)とする平角導体角部切削工程;と、前記断面多角形状平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を設ける塗料塗布焼付工程;と、により前記各観点に記載の絶縁平角電線を製造することを特徴とする絶縁平角電線の製造方法を提供する。
上記第4観点の絶縁平角電線の製造方法では、先ず、長方形状平角導体の四隅の角部をダイス穴角部により連続的に切削する平角導体角部切削工程により、多角形状角部の角数が全周で8以上、叉は/及び多角形状角部をなすそれぞれの角部角度が120度以上である多角形状角部を形成して多角形状平角導体とすることができる。
次いで塗料塗布焼付工程により、前記多角形状平角導体の外周に絶縁塗料を塗布,焼付して、角部が絶縁皮膜から露出することを防止した絶縁平角電線を製造することができる。
前記塗料塗布焼付工程の際、塗料の表面張力により絶縁皮膜外周の断面形状が楕円形状となっても、多角形状角部のそれぞれの角部は絶縁皮膜から露出しないので、得られた絶縁平角電線は十分な電気絶縁性が保有できる。
従って、本観点の絶縁平角電線の製造方法では、上記各観点の絶縁平角電線を好適に製造することができる。
なお、前記ダイス穴角部とは、伸線ダイスもしくは皮剥きダイスの構造として、ダイス穴内に設けられている角状の部分であり、例えばダイヤモンド伸線ダイス穴のバックリリーフとエクジェットの交わる角部である。
【0009】
第5の観点として本発明は、前記丸線用の伸線ダイス若しくは皮剥きダイスの穴径(D)(mm)は、平角導体幅を(W)(mm)、また切削角度を(θ)度としたとき、下記数式2により求めることを特徴とする絶縁平角電線の製造方法を提供する。なお、数式2は数式1と同じものである。
【0010】
【数2】
上記第5観点の絶縁平角電線の製造方法では、上記数式2(数式1)により、平角導体幅(W)と、希望する切削角度(θ)からダイス穴径(D)が容易に求められる。従って、平角導体角部を設計通りの多角形状角度に切削できるダイス配列が容易に得られるので、均一な角度の多角形状角部を有する多角形状平角導体を容易に製造することができ、上記観点の絶縁平角電線の製造方法として更に好適となる。
【0012】
【発明の実施の形態】
以下、本発明の内容を、図に示す実施の形態により更に詳細に説明する。なお、これにより本発明が限定されるものではない。
図1は、本発明の絶縁平角電線の1実施形態を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。図2は、本発明の絶縁平角電線の製造方法の実施形態を示すチャート図である。図3は、本発明の絶縁平角電線の製造方法の実施形態を示す略図であり、同図(a)は平角導体の角部を切削し、断面多角形状平角導体とする平角導体角部切削工程、また同図(b)は断面多角形状平角導体に絶縁塗料を塗布,焼付けする塗料塗布焼付工程である。図4は、本発明の平角導体角部切削工程において、丸線用伸線ダイス若しくは皮剥きダイスを通過中で角部を切削中の平角導体を示し、またダイス穴径(D)、平角導体幅(W)および平角導体角部の切削角度(θ)の関係を表した図である。図5は、平角導体幅(W)と切削角度(θ)からダイス穴径(D)を求める方法を説明するための略図である。図6は、一般の長方形状平角導体を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。(本発明の絶縁平角電線の製造に使用する母線となる平角導体も示す。)また図7は、一般の長方形状平角導体へ塗料塗布焼付方式により絶縁皮膜を設けた従来の絶縁平角電線を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。
【0013】
これらの図において、1は絶縁平角電線、 2は断面多角形状平角導体、3は絶縁皮膜、 4は多角形状角部(角部)、 51は供線リール、 52は丸線用伸線ダイスもしくは皮剥きダイス、 53はダイス角部、 54は冷却液タンク、 55はポンプ、 56は冷却液、 57は切削屑除去フェルト、 58はエアワイパー、 59はキャプスタン、 60は巻き取り用リール、 61は塗料塗布焼付装置、61aは塗料塗布具、61bは焼付炉、62は完成品巻き取りリール、 101は従来の絶縁平角電線、 102は長方形状平角導体、 103は絶縁皮膜、104は長方形状平角導体角部、Dはダイス穴径、 Wは平角導体幅、αは角部角度、またθは切削角度である。
【0014】
−第1の実施の形態−
本発明の絶縁平角電線の1実施形態について図1を用いて説明する。
本発明の絶縁平角電線(1)は、平角導体の角部を多角形状角部(4)とし、また該多角形状角部(4)の角数を全周で8以上(図1では12)とし、更に多角形状角部(4)のそれぞれの角部角度αを120度以上(図1では約150度)としている断面多角形状平角導体(2)を用い、その外周に絶縁塗料を塗布,焼付して絶縁皮膜(3)を形成したものである。
前記多角形状平角導体(2)の多角形状角部(4)の頂点を結んだ線は略円形状になるので、該平角導体(2)の外周に絶縁塗料を塗布,焼付して絶縁皮膜(3)を形成した場合、多角形状角部(4) への皮膜厚が十分得られ、それぞれの角部が絶縁皮膜(3)から露出することを防ぎ、十分な電気絶縁性が得られる。
また前記多角形状平角導体(2)は、例えば導体が銅で、厚みが0.2mm、幅が1.0mmである。また前記絶縁皮膜(3)としては、各種のエナメル皮膜、例えばポリウレタン皮膜、ポリエステル皮膜、ポリエステルイミド皮膜等が用いられる。
【0015】
−第2の実施の形態−
本発明の絶縁平角電線の製造方法の1実施形態について図2に沿って説明する。
本発明の絶縁平角電線の製造方法は、断面形状が長方形状の平角導体を、段差を設けた2個以上の丸線用の伸線ダイス若しくは皮剥きダイスへ張力を加えながら通過させることにより、該長方形状平角導体の四隅の角部を連続的に切削し、多角形状角部の角数が全周で8以上、叉は/及び多角形状角部をなすそれぞれの角部角度が120度以上である多角形状角部を形成して断面多角形状平角導体とする平角導体角部切削工程f1;と、前記断面多角形状平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を設ける塗料塗布焼付工程f2;と、により製造することができる。
【0016】
−第3の実施の形態−
本発明の絶縁平角電線の製造方法の他の実施形態について図3、図4および図5に沿って説明する。
先ず本発明の絶縁平角電線に用いる多角形状平角導体(2)の製造について説明する。
前記多角形状平角導体(2)の母線に用いる平角導体は、図6に示したような一般の長方形状平角導体(102)で、断面丸形状の導体、例えば丸銅線を圧延により長方形状に加工したものであり、例えば厚みが0.2mm、幅が1.0mmである。
続いて、図3(a)に示すように、前記長方形状平角導体(102)が巻かれた供線リール(51)から張力1000gの一定張力を加えながら長方形状平角導体(102)を繰り出し、間隔40mm、段差10mmに設定した8個の皮剥きダイス(52)へ線速40m/minで通過させる。この際、図4に示すように、皮剥きダイス穴角部(53)と長方形状平角導体の角部が切削角度(θ)(度)で接触することで長方形状平角導体角部、または切削により順次形成された角部が皮剥きダイス穴角部(53)により連続的に切削され、最終的には、図1に示すように、四隅の角部のそれぞれが多角形状角部(4)となった多角形状平角導体(2)となる。なお、製造時には、各皮剥きダイス(52)に、冷却液タンク(54)からポンプ(55)により送られた冷却液(56)を吹き付け、皮剥きダイス(52)の磨耗を低減させている。
続いて多角形状平角導体(2)は切削屑除去フェルト(57)を通過し、冷却液を除去するエアワイパー(58)を通って、キャプスタン(59)により引き取り、巻き取り用リール(60)へ巻き取られる。なお平角導体角部の切削の際は、平角導体のサイズ(厚さ)を考慮し、厚いほど張力を大きくし、また多角にするためにはダイスの数も多くする必要がある。
前記8個の皮剥きダイス(52)は、例えば平角導体幅(W)(mm)と切削角度(θ)(度)に適応した下記表1のダイス穴径(D)(mm)のものを使用し、均一な角度の多角形状角部となるような組み合せとした。また平角導体幅(W)と切削角度(θ)に適応したダイス穴径(D)は下記数式3により算出したものである。なお、数式3は数式1と同じものである。また、ここで用いたダイス穴径(D)とはダイス穴角部(53)の穴径である。
【0017】
【表1】
【数3】
上記数式3(数式1)を導出した経緯、すなわち、平角導体幅(W)と切削角度(θ)からダイス穴径(D)を求める方法について図5を用いて説明する。
ダイス中を通過する導体幅(W)の平角導体角部が、ダイス穴径(D)となるダイス穴角部(53)に接点gで接したと仮定し(実際は対象の位置にも接点がある)、この接点gから求める切削角度(θ)の直線hを引く。次いで接点gから垂直に直線iを引き、次いで平角導体幅(W)の中心点jから垂直に直線kを引き、前記接点gからの垂直線iと交わる点をmとすると、この交点mが求めるダイス穴径(D)の中心点となり、また接点gと交点mの長さがダイス穴径(D)の半分、すなわち、D/2となる。また必然的に垂直線iと垂直線kが交わる角度も前記切削角度(θ)と同じになる。従って、接点g、中心点jおよび交点mからなる三角形より、 W/2÷D/2=sin(θ)の関係が成り立ち、式を変形するとD=W÷sinθとなり、数式3が導出される。
【0020】
また上記表1から明らかなように、平角導体角部の切削の初期段階(切削角度(θ)が小さい段階)のダイス穴径(D)は大きく、終了段階(切削角度(θ)が大きい段階)につれダイス穴径(D)は徐々に小さくなっていることが分かる。また平角導体角部の切削の際は、組ダイスの奇数個目のダイス(奇数ダイスNo)では平角導体の一方の幅面の角部を切削し、また偶数個目のダイス(偶数ダイスNo)では平角導体の他方の幅面の角部を切削している。また例えば1個目(No.1)と2個目(No.2)、3個目(No.3)と4個目(No.4)のようにダイス穴径が同じダイスを用い、角部の切削が対称的に行われるようにしている。従って、組ダイスの個数は偶数が好ましい。また前記8個の皮剥きダイス(52)の間隔および段差は、通常は一定に設定しているが、これらは状況に応じて任意に設定できる。例えば切削中に平角導体にかかるテンションは最後の方が強くなることから、初期段階ではダイスの段差を大きくし、最終段階では小さくすることにより断線が防止できる。また平角導体角部をダイス穴に通過させることにより、張力により塑性変形させて形状を作るという作用も一部行われる。
【0021】
続いて、図3(b)に示すように、巻き取り用リール(60)に貯留された多角形状平角導体(2)を繰り出し、塗料塗布焼付装置(61)の塗料塗布具(61a) により絶縁塗料の塗布を行い、続いて焼付炉(61b)により塗布された塗料の焼付を行い、完成品巻き取りリール(62)に巻き取り、図1に示すように、多角形状角部(4)のそれぞれが絶縁皮膜(3)から露出せず、角部への皮膜厚が十分得られた絶縁平角電線(1)を製造した。
前記塗料塗布具(61a)は、例えば回転するローラにより多角形状平角導体(2)に絶縁塗料を塗布し、フェルトにより塗布量を調整する装置である。前記絶縁塗料は、例えばポリウレタン塗料である。前記焼付炉(61b)は例えば2.5m長の横型式電気炉であり、例えば設定温度が350℃である。また、塗料の焼付速度は、例えば線速50 m/minである。
下記表2に本発明の絶縁平角電線(1)と従来の絶縁平角電線(101)の絶縁破壊電圧測定平均値およびピンホール測定値を記載する。これらの測定値からも明らかなように、本発明の絶縁平角電線(1)は電気絶縁性が優れていることが分かる。
【0022】
【表2】
【発明の効果】
本発明の絶縁平角電線およびその製造方法によれば、平角導体角部が絶縁皮膜から露出せず、平角導体角部への絶縁皮膜厚が十分得られ、電気絶縁性に優れた絶縁平角電線であり、また該絶縁平角電線を好適に製造することができる。そのため、絶縁平角電線をコイル加工してもコイル内で電気ショートする事故が低減する。従って、本発明は産業上に寄与する効果が極めて大である。
【図面の簡単な説明】
【図1】本発明の絶縁平角電線の1実施形態を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。
【図2】本発明の絶縁平角電線の製造方法の実施形態を示すチャート図である。
【図3】本発明の絶縁平角電線の製造方法の実施形態を示す略図であり、同図(a)は平角導体の角部を切削し、断面多角形状平角導体とする平角導体角部切削工程、また同図(b)は断面多角形状平角導体に絶縁塗料を塗布,焼付けする塗料塗布焼付工程である。
【図4】本発明の平角導体角部切削工程において、丸線用伸線ダイス若しくは皮剥きダイスを通過中で角部を切削中の平角導体を示し、またダイス穴径(D)、平角導体幅(W)および平角導体角部の切削角度(θ)の関係を表した図である。
【図5】平角導体幅(W)と切削角度(θ)からダイス穴径(D)を求める方法を説明するための略図である。
【図6】一般の長方形状平角導体を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。(本発明の絶縁平角電線の製造に使用する母線となる平角導体も示す。)
【図7】一般の長方形状平角導体へ塗料塗布焼付方式により絶縁皮膜を設けた従来の絶縁平角電線を示す略図であり、同図(a)は断面図、また同図(b)は同図(a)の点線部の断面写真である。
【符号の説明】
1 絶縁平角電線
2 断面多角形状平角導体
3 絶縁皮膜
4 多角形状角部(角部)
51 供線リール
52 丸線用伸線ダイスもしくは皮剥きダイス
53 ダイス角部
54 冷却液タンク
55 ポンプ
56 冷却液
57 切削屑除去フェルト
58 エアワイパー
59 キャプスタン
60 巻き取り用リール
61 塗料塗布焼付装置
61a 塗料塗布具
61b 焼付炉
62 完成品巻き取りリール
101 従来の絶縁平角電線
102 長方形状平角導体
103 絶縁皮膜
104 長方形状平角導体角部
D ダイス穴径
W 平角導体幅
α 角部角度
θ 切削角度
Claims (5)
- 断面形状が平角形状の平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を形成した絶縁平角電線において、前記平角導体として、平角導体の角部を多角形状角部とした断面多角形状平角導体を用い、平角導体角部が絶縁皮膜から露出することを防止したことを特徴とする絶縁平角電線。
- 前記断面多角形状平角導体の多角形状角部の角数が全周で8以上であることを特徴とする請求項1に記載の絶縁平角電線。
- 前記断面多角形状平角導体の多角形状角部をなすそれぞれの角部の角度(α)が120度以上であることを特徴とする請求項1または2に記載の絶縁平角電線。
- 断面形状が長方形状の平角導体を、段差を設けた2個以上の丸線用の伸線ダイス若しくは皮剥きダイスへ張力を加えながら通過させることにより、該長方形状平角導体の四隅の角部をダイス穴角部により連続的に切削し、多角形状角部の角数が全周で8以上、叉は/及び多角形状角部をなすそれぞれの角部角度が120度以上である多角形状角部を形成して断面多角形状平角導体とする平角導体角部切削工程;と、前記断面多角形状平角導体の外周に絶縁塗料を塗布,焼付して絶縁皮膜を設ける塗料塗布焼付工程;と、により請求項1、2または3に記載の絶縁平角電線を製造することを特徴とする絶縁平角電線の製造方法。
- 前記丸線用の伸線ダイス若しくは皮剥きダイスの穴径(D)(mm)は、平角導体幅を(W)(mm)、また切削角度を(θ)(度)としたとき、下記数式1により求めることを特徴とする請求項4記載の絶縁平角電線の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002294890A JP2004134113A (ja) | 2002-10-08 | 2002-10-08 | 絶縁平角電線およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002294890A JP2004134113A (ja) | 2002-10-08 | 2002-10-08 | 絶縁平角電線およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004134113A true JP2004134113A (ja) | 2004-04-30 |
Family
ID=32285302
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002294890A Pending JP2004134113A (ja) | 2002-10-08 | 2002-10-08 | 絶縁平角電線およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004134113A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102122550A (zh) * | 2010-01-08 | 2011-07-13 | 日立卷线株式会社 | 扁平漆包线用涂装模具以及扁平漆包线的制造方法 |
-
2002
- 2002-10-08 JP JP2002294890A patent/JP2004134113A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102122550A (zh) * | 2010-01-08 | 2011-07-13 | 日立卷线株式会社 | 扁平漆包线用涂装模具以及扁平漆包线的制造方法 |
| US8677926B2 (en) | 2010-01-08 | 2014-03-25 | Hitachi Magnet Wire Corp. | Die for flat wire coating and manufacturing method of enameled flat wire |
| US20140202731A1 (en) * | 2010-01-08 | 2014-07-24 | Hitachi Metals, Ltd. | Enameled flat wire |
| US9111664B2 (en) | 2010-01-08 | 2015-08-18 | Hitachi Metals, Ltd. | Manufacturing method of enameled flat wire using die for flat wire coating |
| US9330817B2 (en) * | 2010-01-08 | 2016-05-03 | Hitachi Metals, Ltd. | Enameled flat wire |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7356911B2 (en) | Method for producing an insulated wire | |
| JP3999031B2 (ja) | 角形断面マグネットワイヤの製造方法 | |
| JP2003036740A (ja) | 2重横巻2心平行極細同軸ケーブル | |
| JP5367291B2 (ja) | 平角電線及びその製造方法 | |
| JP4954570B2 (ja) | 真四角絶縁電線の製造方法およびそれによって製造された真四角絶縁電線とその用途 | |
| JP4481664B2 (ja) | 平角絶縁導線の製造方法 | |
| JP5585544B2 (ja) | 平角エナメル線の製造方法 | |
| JP2007317477A (ja) | 撚線導体 | |
| JP2012195212A (ja) | コイル用平角絶縁導線素材とその製造方法 | |
| JP2013012401A (ja) | 平角電線 | |
| JP2015185504A (ja) | エナメル線の製造方法 | |
| JP2004134113A (ja) | 絶縁平角電線およびその製造方法 | |
| JP5440951B2 (ja) | 平角エナメル線の製造方法、及び平角エナメル線 | |
| JP2007115596A (ja) | 絶縁被覆導線及びその製造方法 | |
| JP2002343152A (ja) | 角状絶縁電線の製造方法および角状絶縁電線 | |
| JP2002163946A (ja) | 平角絶縁電線の製造方法 | |
| JP2017195045A (ja) | 絶縁電線及びその製造方法並びにコイル | |
| JP7011773B2 (ja) | エナメル線およびエナメル線の製造方法 | |
| JP7301930B2 (ja) | エナメル線 | |
| TWI664647B (zh) | 絕緣電線與其製造方法 | |
| JP2649979B2 (ja) | 平角状絶縁電線の製法 | |
| US7125604B2 (en) | Insulated magnet wire | |
| US3333999A (en) | Method of making an insulated strip conductor | |
| JPS5832881B2 (ja) | 平角絶縁電線の製造方法 | |
| JPH1131427A (ja) | 低圧延損失高圧延比平角絶縁電線の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20050907 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070525 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070925 |