JP2004090366A - タイヤ成形用金型の製造方法 - Google Patents
タイヤ成形用金型の製造方法 Download PDFInfo
- Publication number
- JP2004090366A JP2004090366A JP2002253926A JP2002253926A JP2004090366A JP 2004090366 A JP2004090366 A JP 2004090366A JP 2002253926 A JP2002253926 A JP 2002253926A JP 2002253926 A JP2002253926 A JP 2002253926A JP 2004090366 A JP2004090366 A JP 2004090366A
- Authority
- JP
- Japan
- Prior art keywords
- casting
- radius
- tire
- peripheral surface
- shape
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D30/00—Producing pneumatic or solid tyres or parts thereof
- B29D30/06—Pneumatic tyres or parts thereof (e.g. produced by casting, moulding, compression moulding, injection moulding, centrifugal casting)
- B29D30/0601—Vulcanising tyres; Vulcanising presses for tyres
- B29D30/0606—Vulcanising moulds not integral with vulcanising presses
- B29D30/0629—Vulcanising moulds not integral with vulcanising presses with radially movable sectors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2030/00—Pneumatic or solid tyres or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/757—Moulds, cores, dies
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
【解決手段】鋳造により得られたリング鋳物4の外周面を、所望の形状(曲面Y)となるように機械加工し、外周面を機械加工したリング鋳物4を、その外周面がリング鋳物4より熱膨張率が小さくかつ降伏強度が高い材料からなる拘束リング21の内周面に接するように、嵌め込み、100〜400℃で加熱することによって、リング鋳物4の内周面の半径を縮小させるとともに、その真円度特性を向上させることを特徴とするタイヤ成形用金形の製造方法。
【選択図】 図11
Description
【発明の属する技術分野】本発明は、タイヤ成形用金型の製造方法に関する。さらに詳しくは、タイヤの幅方向断面形状であるクラウンR形状を損なうことなく、リング鋳物の半径矯正及び真円度矯正を同時に行うことが可能なタイヤ成形用金型の製造方法に関する。
【0002】
【従来の技術】タイヤ成形用金型は、タイヤのデザイン(表面形状)がシャープなコーナー部やブレードと称する薄肉の突起物を数多く有する複雑な形状であることに対応して、複雑な形状の形成に適した鋳造によって製造される場合が多い。
【0003】このような鋳造によって製造されるタイヤ成形用金型は、通常、部分金型に分割され、タイヤ成形時にこれらの部分金型を全体的に組み合わせて全体金型として用いられている。このような金型の分割方法としては、中心軸方向に2個の部分金型に分割する方法(2Pモールド)、及び円周に沿って、7〜11個の部分金型に分割する方法(セクショナルモールド)があるが、製造条件等に応じて適宜選択することができる。
【0004】例えば、石膏鋳造法を用いて2Pモールドのタイヤ成形用金型を製造する場合は、図27(a)〜(h)に示すように、タイヤの表面形状の一部を構成する形状をその表面形状として有するマスターモデル101を機械加工等によって形成し(図27(a))、このマスターモデル101の反転形状であるゴム型102を形成し(図27(b))、ゴム型102を用いて、その反転形状である部分鋳型103を必要個数形成し(図27(c))、各部分鋳型103を乾燥(焼成)させ、これを組み立てることができるように端面を切断する角度加工を行い(図27(d))、各部分鋳型103を組み立てることで1リング分の全体鋳型104を形成する(図27(e))。このようにして形成された全体鋳型104を、定盤108上に設置し、鋳枠105で囲い、全体鋳型104と鋳枠105との間隙に合金溶湯106を流し込み、合金溶湯106を硬化させることによって(図27(f)及び(g))、所望のタイヤ形状の反転形状を有するタイヤ成形用金型107を製造していた(図27(h))。
【0005】また、石膏鋳造法を用いてセクショナルモールドのタイヤ成形用金型を製造する場合は、図28(a)〜(j)に示すように、所望のタイヤ形状を円周方向に数分割した大きさの基本形状であるマスターモデル111を機械加工等によって形成し(図28(a))、このマスターモデル111の反転形状であるゴム型112を形成し、ゴム型112を用いて、その反転形状である部分鋳型113を必要個数形成し(図28(b)及び(c))、各部分鋳型113を乾燥(焼成)させ、これを組み立てることができるように端面を切断する角度加工を行い(図28(d))、各部分鋳型113を組み立てることで1リング分の全体鋳型114を形成する(図28(e))。この際、反転形状の鋳物116に対応する各部分金型(セクター)118の端面(セクター端面)に加工代119を確保することができるように、部分鋳型113の両端部にも加工代をつけておき、必要に応じてダミー鋳型115を組み込むことで所定のリング直径に全体鋳型114を組み立てる。このようにして形成された全体鋳型114を、定盤120上に設置し、鋳枠121で囲い、全体鋳型114と鋳枠121との間隙に合金溶湯122を流し込み、合金溶湯122を硬化させる(図28(f)及び(g))。このようにして得られた鋳物116から全体鋳型114を取り外し(図28(h))、各セクター118に分割し、底面部をフライス加工して倒れ補正を行い、端面部をフライス加工し、外周面を旋盤(ターニング)加工して(図28(i))、タイヤ成形用金型123を製造していた(図28(j))。
【0006】また、セクショナルモールドのタイヤ成形用金型を製造する方法には、図28(g)に示したような、セクター118端面に加工代119を確保した状態で鋳造する方法(端面余肉設定法)以外に次のような方法がある。まず、上述した方法によって部分鋳型124を形成し、部分鋳型124を全体鋳型125に組み合わせる工程において加工代119を確保することなく、即ち、セクター端面に余剰部分が形成されない状態で組み合わせ、このように構成された全体鋳型125を定盤126上に設置し、鋳枠127で囲い、全体鋳型125と鋳枠127との間隙に合金溶湯128を流し込み(図29(a)及び(b))、所望の形状の鋳物129を鋳造する(図29(c))。このようにして得られた鋳物129を型バラシし、鋳物129の背面の余剰部分を機械加工し(図29(d))、ワイヤ放電加工機等を用いて部分金型(セクター)130に分割し(図29(e)及び(f))、得られた部分金型(セクター)130を型合わせしてタイヤ成形用金型131を製造する(図29(g))。
【0007】上述した2Pモールドタイプのタイヤ成形用金型は、金型分割数が少なく、型構造が簡易なため、金型コストは安価に済むという利点があるが、成形後のタイヤを金型から脱型する際に、金型内周面(意匠面)の突起形状(骨やサイプブレード)でアンダーカットを形成し易く、複雑なデザインについては脱型困難となるという不都合がある。また、セクショナルモールドタイプのタイヤ成形用金型は、この様なアンダーカットを回避しやすく寸法精度面での優位性があるという利点があるが、金型コストが高くなるという不都合がある。
【0008】また、一般的な鋳造製法としては、上述した石膏鋳造法の他に、セラミックモールド法やダイキャスト法等の鋳造方法があるが、用いられる鋳型が崩壊性を有し、アンダーカット形状対応の自由度が高く、鋳型での組み立て加工が簡易に行え、金型分割形状分をほぼ一体形状で鋳造でき、かつ、寸法精度が高い上、鋳型コストが低いことから、タイヤ成形用金型の製造方法においては石膏鋳造法が主に用いられている。
【0009】図27(a)〜(h)、図28(a)〜(j)、及び図29(a)〜(g)に示すようなタイヤ成形用金型の製造方法によれば、得られる鋳物がリング状態で鋳造されることから、アルミ合金溶湯の凝固・冷却収縮時に、リング状態の中心軸に対して不均一な歪みを発生させてしまうことが多く、これに起因して鋳放し鋳物(リング鋳物)の内周面(意匠面)の真円度(基準真円からの振れ値幅)特性が悪化することがある。
【0010】また、鋳造の際に、鋳物の収縮バラツキも発生し易く、これに起因して、リング鋳物の内径も、狙いとするものから許容公差を逸脱して外れてしまうことがある。
【0011】タイヤ成形用金型における各部の半径と真円度は、金型成形したタイヤの性能を決定づける重要な管理項目である。各タイヤメーカーによって様々であるが、年々、その要求精度は高くなっており、鋳造法による製作限界に近づきつつある。現状の要求精度は、通常の精度仕様の場合は、許容公差数値が、直径で±0.2mm程度、真円度で0.25mm程度であり、高精度仕様の場合は、直径で±0.1〜0.15mm、真円度で0.1〜0.15mmであり、殆ど機械加工スペックに近いものとなってきている。
【0012】図28(a)〜(j)に示したような、セクターブロック単位で真円の鋳物を製作することを狙い、端面余肉を付与した花びら形態のリング鋳物を製作するセクショナルモールド製法(以下、「端面余肉設定法」ということがある)は、現在行われている石膏鋳造法の中では最も効果的に、上述した要求精度を満足しうるタイヤ成形用金型を製造することができる。
【0013】上述した端面余肉設定法は、リング状態で鋳造した鋳物を、円周方向にセクター分割した後に、分割した鋳物を所定位置に設置することができるように調整した後、セクター上下面加工、端面加工、及び外周加工を行うことができる。
【0014】また、連続したリング状態(鋳放し状態)では真円度特性が悪くても、セクター分割して、再度組み立て直す工程を経ることができる、即ち、セクター分割面の両端部をゼロ位置に持ってきて、端面角度加工が可能となることから、リング状態(鋳放し状態)と比較して、真円度特性を向上させることができる。
【0015】具体的には、端面余肉設定法によるセクショナルモールドタイプのタイヤ成形用金型の製造方法における真円度特性を向上させる方法は、図30(a)に示すように、リング鋳物の状態の内面形状201の半径が狙いとする内面形状202から外れ、真円度特性がよくない場合は、リング鋳物をピース鋳物204にセクター分割後、図30(b)〜(e)に示すように、分割したピース鋳物204の円周方向Pf面両端部を正規半径206の位置とし、上下型間でも正規半径206となるよう、セクターの位置調整をして外周加工を行う。この工程を、各ピース鋳物204に対して同様に行う。
【0016】このように構成することによって、図30(f)に示すように、ピース鋳物を組み合わせた全体金型において、半径、及び真円度特性がリング状態時より向上したタイヤ成形用金型を製造することができる。図30(f)において、符号207は調整加工後の内面形状、符号208はリング状態での内面形状を示している。
【0017】このようなことから、寸法精度が高いタイヤ成形用金型の製造方法として、上述した端面余肉設定法が用いられることが多いが、この端面余肉設定法は、他のタイヤ成形用金型の製造方法と比較して、鋳物の外周加工工数が多いために、製造コストが高くなる不都合がある。また、ピース鋳物のセクター分割面を機械加工することから、セクター分割面(両端面)にタイヤデザインのズレ・歪みを発生させることがあるという不都合がある。
【0018】一方で、端面余肉設定法以外の他の製造方法、例えば、図27(a)〜(h)、又は図29(a)〜(g)に示した製造方法においては、リング鋳物の状態での半径や真円度が所定の数値に入らない場合には、リング鋳物の状態のままで半径矯正や真円度補正を行っている。
【0019】例えば、図31に示すように、リング鋳物210の形状が、狙いの半径よりも小さく形成された場合は、カム式エキスパンダーを用い、リング鋳物210の内周面の半径を拡大させる。具体的には、図32(a)に示すように、リング鋳物210の内周面の上下各々に扇形スライド駒211を配設し、カム式エキスパンダー212を用い、扇形スライド駒211を一定量張り出すようにして、リング鋳物210の半径を拡大させつつ真円度補正を行う。このように補正することによって、図32(b)に示すように、補正前のリング鋳物の内周面に比べて、その半径が拡大し、さらに真円度特性も向上する。図示中、符号221は補正前のセンターライン部の内周面の形状、符号222は補正前のショルダー部の内周面の形状、符号223は補正後のセンターライン部の内周面の形状、符号224は補正後のショルダー部の内周面の形状を示している。
【0020】しかしながら、図32(c)に示すように、リング鋳物210の内周面の上下部分近傍のみの半径が拡張されるために、内周面の中央部は、ほとんど半径が拡張されず、所謂、サバ折れ状態となっている。
【0021】また、図33(a)に示すように、リング鋳物210の内周面の下側に扇形スライド駒211を配設し、カム式エキスパンダー212を用いて補正した場合、図33(b)及び(c)に示すように、リング鋳物210の内周面の下側部分の半径が拡張されると同時に、その反作用で内周面の上側の半径が若干縮小する。
【0022】また、図34(a)に示すように、リング鋳物210の内周面の上側に扇形スライド駒211を配設し、カム式エキスパンダー212を用いて補正した場合、図34(b)及び(c)に示すように、リング鋳物210の内周面の上側部分の半径が拡張されると同時に、その反作用で内周面の下側の半径が若干縮小する。
【0023】上述したカム式エキスパンダーによりリング鋳物の内周面の半径を拡張させる方法は、内周面と真円度傾向の相関性が高い上下基準径部(鋳放し面部)を、扇形スライド駒で真円に張り出していくことから、曲率の小さい所(即ち、半径が大きくなっている所)が、リング鋳物において、より大きな矯正歪みを受けることになる。これに加え、半径張り出しによる全体的な引張り歪みを受けることで、張り出し矯正を受けた部分の近傍は、半径が拡張されると同時に、鋳放し状態より真円度特性も向上する(バウシンガー効果による真円度改善)。しかしながら、これらの方法では、クラウンR形状(タイヤ幅方向断面形状)にサバ折れ現象が起こりやすい。クラウンR形状は、近年重要視されてきているタイヤ成形用金型の管理項目であり、タイヤ性能を極限まで向上させるために必要不可欠な管理項目になりつつある。
【0024】また、図35に示すように、リング鋳物210の形状が、狙いの半径よりも大きく形成された場合は、リング鋳物の外周面を拘束リングで覆い、熱処理することで、リング鋳物210の内周面の半径を縮小させる。
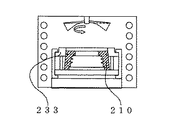
【0025】具体的には、図36に示すように、リング鋳物210の外周面の形状と同じ形状(テ−パ形状)を内面に有する拘束リング233を設置して熱処理する方法、図37に示すように、リング鋳物210の外周面の下側にのみ拘束リング233を設置して熱処理する方法、また、図38に示すように、リング鋳物210の外周面の上側にのみ拘束リング233を設置して熱処理する方法等がある。
【0026】上述した拘束リングによるリング鋳物の内周面の半径を縮小させる方法は、精度よく半径を縮小させることができるが、リング鋳物の外周面を真円となるように機械加工した後に縮小矯正を行うことから、基本的にリング鋳物の真円度特性が向上することはない。
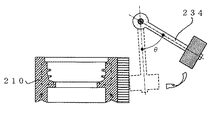
【0027】また、図39に示すように、振り子型ハンマー234による打撃法を用い、リング鋳物210の半径を局部的に縮小させつつ真円度矯正補正する方法もある。この方法によれば、振り子型ハンマー234の質量と振り下ろし角度とによって打撃エネルギーを制御できるため、0.1mm単位での半径縮小矯正が可能となる。
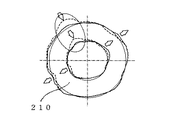
【0028】この場合、図40に示すように、リング鋳物210の外周面の打撃部位の半径が優先的に縮小するが、その両側に90°ずれた部位の半径は若干拡大する。全体として、矯正前後で平均半径に殆ど差はなくなるのが一般的である。
【0029】また、図41に示すように、落下衝撃法を用い、リング鋳物210の半径を局部的に拡大させて真円度特性を向上させる方法もある。具体的には、固定ハンマー225毎、リング鋳物210を架台226に落下させる。リング鋳物210の自重と、落下の落差で衝撃エネルギーを制御できるため、0.1mm単位での半径縮小が可能となる。
【0030】この場合、図42に示すように、リング鋳物210の打撃部位の半径が優先的に拡大するが、その両側に90°ずれた部位の半径は若干縮小する。全体として、矯正前後で平均半径に殆ど差はなくなるのが一般的である。
【0031】図39及び図41に示した、振り子型ハンマー234による打撃法及び落下衝撃法においては、打撃負荷がリング鋳物210のタイヤ幅方向に渡って全面に均一に作用すれば、クラウンR形状は殆ど変化しないといえるが、タイヤ幅方向に均一な衝撃負荷を与えることは極めて困難であり、実際には、リング鋳物210のクラウンR形状にサバ折れが生じてしまう。
【0032】このように、従来の技術では、クラウンR形状を損なうことなく、リング鋳物の半径矯正及び真円度矯正を同時に行うことができないという問題があった。
【0033】
【発明が解決しようとする課題】本発明は、上述の問題に鑑みてなされたものであり、タイヤの幅方向断面形状であるクラウンR形状を損なうことなく、リング鋳物の半径矯正及び真円度矯正を同時に行うことが可能なタイヤ成形用金型の製造方法を提供することを目的とする。
【0034】
【課題を解決するための手段】上述の目的を達成するため、本発明は、以下のタイヤ成形用金型を提供するものである。
【0035】
[1] タイヤの表面形状の一部を構成する形状をその表面形状として有する複数の部分鋳型を形成し、複数の前記部分鋳型を前記タイヤの形状となるように組み合わせて全体鋳型を形成し、前記全体鋳型を鋳枠で囲い前記全体鋳型と前記鋳枠との間隙に溶湯を流し込み硬化させて鋳物を鋳造して前記タイヤの反転型であるタイヤ成形用金型を製造する方法であって、前記鋳物を、その内周面を構成する円の半径が、狙いとする半径(Rn)よりも所定分大きくなるように鋳造し、前記鋳物の外周面の形状を、下記で定義される曲面Xに機械加工し、機械加工した前記鋳物を、その外周面が前記鋳物より熱膨張率が小さくかつ降伏強度が高い材料からなる拘束リングの内周面に接するように、嵌め込み、100〜400℃で加熱することによって、前記鋳物の前記内周面の半径を縮小させるとともに、その真円度特性を向上させることを特徴とするタイヤ成形用金形の製造方法(以下、「第一の発明」ということがある)。
【0036】曲面X:実測半径(Rj)から平均半径(Ra)を差し引いた値をn倍(nは1以上の実数)した値(n((Rj)−(Ra)))と前記平均半径(Ra)から前記狙いとする半径(Rn)を引いた値((Ra)−(Rn))との合計値(n((Rj)−(Ra))+(Ra)−(Rn))を、タイヤ中心軸から、前記実測半径(Rj)をそれぞれ含む直線が2〜30mmの加工代を有する外周形状となるように想定した前記タイヤ中心軸を中心とする想定回転体の曲面Yと交差する第2の定点までの距離(D)に加えた長さ((D)+n((Rj)−(Ra))+(Ra)−(Rn))をそれぞれの半径として構成された曲面(ここで、実測半径(Rj):前記円の中心を含む軸(タイヤ中心軸)からそれぞれ前記タイヤ中心軸に垂直で相互間で所定間隔を保持するように想定した所定数の想定平面がそれぞれ前記鋳物の内周面と交差する曲線上の所定数の第1の定点までの最短距離として測定されるそれぞれの長さ、平均半径(Ra):前記実測半径(Rj)を加算平均することによって算出される長さ)。
【0037】
[2] タイヤの表面形状の一部を構成する形状をその表面形状として有する複数の部分鋳型を形成し、複数の前記部分鋳型を前記タイヤの形状となるように組み合わせて全体鋳型を形成し、前記全体鋳型を鋳枠で囲い前記全体鋳型と前記鋳枠との間隙に溶湯を流し込み硬化させて鋳物を鋳造して前記タイヤの反転型であるタイヤ成形用金型を製造する方法であって、前記鋳物を、その内周面を構成する円の半径が、狙いとする半径(Rn)よりも所定分大きくなるように鋳造し、前記鋳物の前記内周面を8〜72等分に区画した各部において、実測半径(Rj)を測定し、前記鋳物の外周面の形状を、所望のタイヤ形状に対し2〜30mmの加工代を有する外周形状となるように機械加工し、機械加工した前記鋳物の、前記実測半径(Rj)を測定した各部に対応する前記外周面に、下記で定義される厚さZの金属板を貼り付け、前記金属板を貼り付けた前記鋳物を、その外周面が前記鋳物より熱膨張率が小さくかつ降伏強度が高い材料からなる拘束リングの内周面に接するように、嵌め込み、100〜400℃で加熱することによって、前記鋳物の前記内周面の半径を縮小させるとともに、その真円度特性を向上させることを特徴とするタイヤ成形用金型の製造方法(以下、「第二の発明」ということがある)。
【0038】厚さZ:前記実測半径(Rj)から前記鋳物の前記内周面での内接円の半径(Rs)を差し引いた値をn倍(nは1以上の実数)した値(n((Rj)−(Rs)))と前記内接円の半径(Rs)から前記狙いとする半径(Rn)を引いた値((Rs)−(Rn))との合計値(n((Rj)−(Rs))+(Rs)−(Rn))に相当する厚さ(ここで、実測半径(Rj):前記円の中心を含む軸(タイヤ中心軸)からそれぞれ前記タイヤ中心軸に垂直で相互間で所定間隔を保持するように想定した所定数の想定平面がそれぞれ前記鋳物の内周面と交差する曲線上の所定数の第1の定点までの最短距離として測定されるそれぞれの長さ)。
【0039】
[3] 機械加工した前記鋳物の外周面に、前記タイヤ中心軸方向に延びる溝部を形成する前記[1]又は[2]に記載のタイヤ成形用金形の製造方法。
【0040】
【発明の実施の形態】以下、本発明(第一の発明及び第二の発明)のタイヤ成形用金型の製造方法の実施の形態を、図面を参照しつつ具体的に説明するが、本発明は、以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、適宜、設計の変更、改良等が加えられることが理解されるべきである。
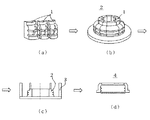
【0041】本発明(第一の発明)のタイヤ成形用金型の製造方法の一の実施の形態は、まず、図1(a)に示すように、タイヤの表面形状の一部を構成する形状をその表面形状として有する複数の部分鋳型1を形成し、図1(b)に示すように、複数の部分鋳型1をタイヤの形状となるように組み合わせてリング状の全体鋳型2を形成し、図1(c)に示すように、リング状の全体鋳型2を鋳枠3で囲い、この全体鋳型2と鋳枠3との間隙に溶湯を流し込み硬化させて、図1(d)に示すような、リング鋳物4を鋳造する。この際、図2に示すように、リング鋳物4の内周面を構成する円の半径が、狙いとする半径(Rn)よりも所定分、例えば、0.05〜0.15%大きくなるように鋳造する。リング鋳物4を大きく鋳造する方法としては、部分鋳型1(図1(a)参照)を0.05〜0.15%大きくなるように形成し、上述した工程を経てリング鋳物4を鋳造してもよく、また、通常の大きさの部分鋳型1(図1(a)参照)を形成し、この部分鋳型1(図1(a)参照)を全体鋳型(図1(b)参照)に組み立てる際に調整してもよい。
【0042】図1(a)〜(d)の工程においては、リング鋳物4の内周面を構成する円の半径を大きく鋳造する以外は、従来の石膏鋳造法やセラミックモールド法と略同一の方法にて鋳造を行うことができる。また、本実施の形態に用いられる溶湯としては、アルミニウム合金や各種鋼材等を好適例としてあげることができる。
【0043】また、本実施の形態においては、リング鋳物4の外周面側に、2〜30mm以上の仕上げ加工代が付与された状態となるように鋳造する。これは、鋳枠3(図1(c)参照)を、従来鋳造に用いられる鋳枠3より大きいものを用いることで容易に実現することができる。
【0044】次に、図3に示すように、リング鋳物4の押湯部分5を、旋盤等を用いて切断、除去する。この工程では、基本的に外周面の機械加工は行わない。
【0045】次に、図4(a)及び(b)に示すように、リング鋳物4の内周面を構成する円の半径、正確には、リング鋳物4の内周面を構成する円の中心を含む軸(タイヤ中心軸)から、それぞれタイヤ中心軸31に垂直で相互間で所定間隔を保持するように想定した所定数の想定平面A,B,C,Dがそれぞれリング鋳物4の内周面と交差する曲線上の所定数の第1の定点までの最短距離として測定されるそれぞれの長さ(以下、「実測半径(Rj)」ということがある)を可能な限り多く測定する。リング鋳物4の大きさによっても、実測半径(Rj)を測定する数は異なるが、例えば、リング鋳物4の内周面を構成する一つの円に対して、実測半径(Rj)を24〜720箇所測定することが好ましい。また、図4(a)においては図面の都合上、想定平面A,B,C,Dのように4つの想定平面を想定しているが、想定平面はタイヤ中心軸31に垂直な平面は可能な限り多いことが好ましく、例えば、タイヤ中心軸31方向に垂直に10〜50mmの間隔で想定平面を想定することが好ましい。また実測半径(Rj)は、必ずしも等しい間隔で測定する必要はなく、例えば、測定開始地点からの角度等により実測半径(Rj)を測定した位置を特定することができればよい。また、実測半径(Rj)は、レーザー測定等によって測定することができる。
【0046】ここで、図5(a)〜(d)に、図4(a)における想定平面A,B,C,Dの実測半径(Rj)の測定結果を元に得られたレーダーチャートを示す。図5(a)は想定平面A、図5(b)は想定平面B、図5(c)は想定平面C、図5(d)は想定平面Dを示している。また、各図における円Sは、各想定平面における、狙いとする半径(Rn)から構成される円を示している。
【0047】また、この実測半径(Rj)の測定は、図3に示した押湯部分5を切削、除去する前に行ってもよい。
【0048】次に、リング鋳物4(図4(a)参照)の外周面を、実測半径(Rj)から平均半径(Ra)を差し引いた値をn倍(nは1以上の実数)した値(n((Rj)−(Ra)))と平均半径(Ra)から狙いとする半径(Rn)を引いた値((Ra)−(Rn))との合計値(n((Rj)−(Ra))+(Ra)−(Rn))を、タイヤ中心軸31から、実測半径(Rj)をそれぞれ含む直線が2〜30mmの加工代を有する外周形状となるように想定したタイヤ中心軸31を中心とする想定回転体の曲面(以下「曲面Y」ということがある)と交差する第2の定点までの距離(D)に加えた長さ((D)+n((Rj)−(Ra))+(Ra)−(Rn))をそれぞれの半径として構成された曲面(以下「曲面X」ということがある)に機械加工する。ここで、平均半径(Ra)とは、実測半径(Rj)を加算平均することによって算出される長さをいう。
【0049】具体的には、図6に示すように、例えば、想定平面Aにおいて、10°間隔で36箇所の実測半径(Rj(0°),Rj(10°),…Rj(350°))を測定した場合、これらの各実測半径(Rj(0°),Rj(10°),…Rj(350°))から平均半径(Ra)を下記式(1)に従い算出する。
【0050】
【数1】
Ra=((Rj(0°)+Rj(10°)+…+Rj(350°))/36…(1)
【0051】次に、角度0°における実測半径(Rj(0°))を例として説明すると、実測半径(Rj(0°))から平均半径(Ra)を差し引いた値をn倍(nは1以上の実数)した値(n((Rj(0°))−(Ra)))と平均半径(Ra)から狙いとする半径(Rn)を引いた値((Ra)−(Rn))との合計値、例えば、実測半径(Rj(0°))の場合は(n((Rj(0°))−(Ra))+(Ra)−(Rn))を算出する。これを、各実測半径(Rj(0°),Rj(10°),…Rj(350°))についても合計値を同様にして算出し、さらに、全ての想定平面、例えば、想定平面B,C,D(図4参照)についても上述した合計値を算出する。
【0052】実測半径(Rj)から平均半径(Ra)を差し引いた値をn倍(nは1以上の実数)する理由は、後の工程で、リング鋳物4(図4(a)参照)の外周面を機械加工し、機械加工したリング鋳物4(図4(a)参照)の外周面を拘束リングで拘束した状態で加熱して、リング鋳物4(図4(a)参照)の外周面を真円に近い状態に矯正した後に拘束リングから脱型した際に、除荷により発生するスプリングバック発生を見越して対処するためである。したがって、実測半径(Rj)から平均半径(Ra)を差し引いた値をn倍する際は、一つのリング鋳物4(図4(a)参照)内では同一の数値であることが必要である。上述した実測半径(Rj)から平均半径(Ra)を差し引いた値の倍率nは、リング鋳物4(図4(a)参照)が降伏強度の高い材質から形成されている場合は、比較的大きい値、例えば、n=2〜3に設定し、リング鋳物4(図4(a)参照)が降伏強度の低い材質から形成されている場合は、比較的小さい値、例えば、n=1〜2に設定することが好ましい。本実施の形態においては、特に限定されることはないが、n=1〜3の範囲内の数値を用いている。
【0053】次に、上述した曲面Yの形状を決定する。この曲面Yとは、リング鋳物4(図4(a)参照)のタイヤ中心軸31(図4(a)参照)から、2〜30mmの加工代を有する外周形状となるように想定したタイヤ中心軸31(図4(a)参照)を中心とする想定回転体の曲面をいうことから、例えば、図7(a)〜(d)に示すような形状とすることができる。図7(a)〜(d)は、リング鋳物4のタイヤ中心軸31を含む平面での断面図を示し、図7(a)は曲面Yが円筒、図7(b)は曲面Yが段差を有する円筒、図7(c)及び(d)は曲面Yがテーパ状の円錐台の場合を示している。
【0054】上述した加工代が2mm未満であると、加工代が狭すぎて実際の機械加工において作業性が悪くなることがあり、また、加工代が30mmを超えると、材料ロスが多く、コスト高になることがある。
【0055】また、本実施の形態における曲面Yの形状は、図7(a)〜(d)に示した形状に限定されることはないが、後述する拘束リングをリング鋳物4に嵌め込む際に、拘束リングの着脱の容易なことや、拘束リングが様々な半径のリング鋳物4に共用することができることから、図7(c)に示したような、曲面Yがテーパ状の円錐台であることが好ましい。
【0056】次に、図8(a)及び(b)に示すように、各実測半径(Rj(0°)〜Rj(350°))毎に算出した合計値、例えば、実測半径(Rj(0°))の場合は(n((Rj(0°))−(Ra))+(Ra)−(Rn))に、タイヤ中心軸31から、各実測半径(Rj(0°)〜Rj(350°))をそれぞれ含む直線が上述した曲面Yと交差する第2の定点までの距離(D)に加えた長さ、例えば、実測半径(Rj(0°))の場合は((D)+n((Rj(0°))−(Ra))+(Ra)−(Rn))、実測半径(Rj(10°))の場合は((D)+n((Rj(10°))−(Ra))+(Ra)−(Rn))を、それぞれの半径として構成された曲面Xとなるように、リング鋳物4の外周面を機械加工する。
【0057】上述した曲面Xは、図9(a)及び(b)に示すように、このように算出された各ポイントデータ20をつなぎ合わせることによって構成されている。各ポイントデータ20をつなぎ合わせる方法としては、図9(a)に示すように、各ポイントデータ20を直線でつなぎ合わせるのではなく、図9(b)に示すように、各ポイントデータ20を2次曲線や3次曲線、又は楕円関数等のなだらかな曲線でつなぎ合わせることが好ましい。この工程は市販の製図ソフト等を用いてコンピュータにより容易に実現することができる。この際、ポイントデータ20が多ければ曲面Xの精度が高くなるが、実際は、リング鋳物4の寸法精度により、適宜その数を増減することができる。例えば、曲面Xにおける半径の変化がなだらかな場合は、ポイントデータ20の数を減らし、逆に、急激に変化するような場合は、可能な限りポイントデータ20の数を増やすことが好ましい。
【0058】図10(a)に示すように、本実施の形態におけるリング鋳物4の外周面の機械加工は、曲面Xのタイヤ中心軸31方向における切断面の形状が基本的に曲線となるため、NCエンドミル加工32を行うことが好ましい。しかし、図10(b)に示すように、曲面Xのタイヤ中心軸31方向における切断面の形状が、直線、又は必要とされる寸法精度特性を満たす範囲内で直線に近似できる場合は、ワイヤ放電加工33を行ってもよい。
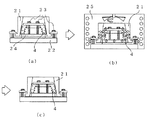
【0059】次に、図11(a)〜(c)に示すように、外周面を機械加工したリング鋳物4を、その外周面がリング鋳物4より熱膨張率が小さくかつ降伏強度が高い材料からなる拘束リング21の内周面に接するように、嵌め込む。拘束リング21の材料としては、例えば、リング鋳物4がアルミ合金からなる場合は、鋼材等を好適に用いることができる。
【0060】拘束リング21をリング鋳物4に嵌め込む際には、リング鋳物4と拘束リング21の中心軸34の方向が同じになるようにする。また、図12(a)に示すように、定盤22上にボルト23より熱膨張率の大きい材質、例えば、銅合金やアルミ合金製の緩衝盤24や緩衝材(図示せず)を配設することにより、加熱時にリング鋳物4が拘束リング21のより深い位置、図12(a)においては、より高い位置に自動的にシフトしようとするスラスト荷重が発生し、リング鋳物4により大きな半径縮小負荷が作用し、熱間矯正効果を高めることができる。また、このような緩衝盤24を配設しなくとも、リング鋳物4の熱膨張の方が大きいため、加熱時の半径縮小負荷は発生する。
【0061】次に、図12(b)に示すように、リング鋳物4と拘束リング21を、熱処理炉25に投入し、100〜400℃の範囲で加熱し、一定時間保持する。加熱温度が100℃未満であると、リング鋳物4と拘束リング21との熱膨張量の差が小さすぎ充分な縮小矯正を行えないことがあり、加熱温度が400℃を超えると、矯正後のリング鋳物4の強度特性が低くなったり、その顕微鏡組織が変化して、結晶構造変化による寸法変化等を引き起こすことがあり、また拘束リング21が酸化し易くなり、その寿命が短くなることがある。
【0062】また、加熱温度及び加熱時間は、必要とされるリング鋳物4の半径縮小量毎によって決定されるため、条件毎に異なる。
【0063】加熱温度の設定方法としては、例えば、リング鋳物4と拘束リング21の線膨張係数がそれぞれ、24×10−6、11×10−6で、リング鋳物4の外周面の代表直径がφ620mmで、このリング鋳物4の内周面の直径を1mm縮めるとする場合、それに必要な最低加熱温度は、以下のようにして算出することができる。まず、単位温度当りのリング鋳物4と拘束リング21との熱膨張量差を下記式(2)より算出する。
【0064】
【数2】
(24×10−6−11×10−6)×620=8.06×10−3…(2)
【0065】上記式(2)より、単位温度当りのリング鋳物4と拘束リング21との熱膨張量差は8.06×10−3(mm/℃)となる。次に、得られた熱膨張量差から、理論加熱温度(必要最低加熱温度)Tを下記式(3)より算出する。
【0066】
【数3】
(8.06×10−3)×(T−25)=1…(3)
【0067】上記式(3)より、理論加熱温度(必要最低加熱温度)Tは、約149℃となる。このことから、149℃まで加熱すれば、理論上はリング鋳物4の内周面を1mm縮めることができるが、実際には、リング鋳物4と拘束リング21との間に生じる隙間等により、熱膨張量差分の全てがリング鋳物4の円周方向の圧縮塑性変形に変換されるわけではないことから、短時間で内周面を1mm縮めるためには、算出した温度(149℃)より高い温度、例えば、1.5〜3倍に設定することが好ましい。
【0068】このようにして加熱温度を設定して加熱処理を行った後、リング鋳物4の内周面の半径を実際に測定し、内周面が所望の大きさまで縮小されていない場合には、再度、上述した加熱処理の工程を繰り返す。このように、加熱処理は複数回行ってもよい。
【0069】リング鋳物4は拘束リング21により外周面が覆われているために、外周面の隙間を埋めるように膨脹し、それ以上の熱膨脹はリング鋳物4の内周半径を小さくするように作用する。これにより、拘束リング21の内周面の形状になじむようにリング鋳物4の外周面の真円度が矯正されると同時に、リング鋳物4の内周面もこれに倣って真円に近づくように矯正され、内径も狙い寸法に近づき小さくなる。
【0070】所望の形状に矯正されたリング鋳物4を熱処理炉25から取り出し、空冷した後に、図12(c)に示すように、リング鋳物4から拘束リング21を取り外す。拘束リング21をリング鋳物4に嵌め込む際に、拘束リング21の内面やリング鋳物4の外周面にボロンナイトライドやカーボン系の離型剤を塗布しておくと、拘束リング21の取り外しが容易になる。
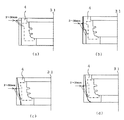
【0071】ここで、これまでに説明したリング鋳物4の真円度特性を向上させる過程を、図13及び図14を用いて具体的に説明する。図13に示すように、リング鋳物4の直径を所定量大きくなるように形成し、このリング鋳物4の外周面を、狙いの内周面のからの歪み傾向と同じか、その歪み傾向を一定量拡大した曲面Xとなるように機械加工し、機械加工したリング鋳物4を、曲面Yと略相似形の内周面をもつ拘束リングで押え込みながら加熱することで、図14に示すように、リング鋳物4の半径縮小矯正を行うと同時に、真円度特性も拘束リングの内周面の形状になじませ、従来法では対応困難であったクラウンR形状までを含めた高い寸法精度のリング鋳物4を得ることができる。図13及び14において、符号35は狙いの内周面の形状、符号36は鋳放し状態の内周面の形状、符号37は矯正後の内周面の形状を示す。
【0072】このようにして得られたリング鋳物4を、バックモールドに設置してタイヤ成形用金型を製造する。
【0073】このように構成することによって、タイヤの幅方向断面形状であるクラウンR形状を損なうことなく、リング鋳物の半径矯正及び真円度矯正を同時に行うことができ、高い寸法精度のタイヤ成形用金型を製造することができる。
【0074】また、本実施の形態においては、図15に示すように、機械加工したリング鋳物4の外周面に、タイヤ中心軸31方向に延びる溝部29を形成してもよい。
【0075】このように構成することによって、加熱処理時における、リング鋳物4の円周方向圧縮歪みが、溝部29の底面部に集中して作用し、その部位での圧縮歪みが、リング鋳物4の圧縮降伏歪み限界を超えやすくなり、結果的に、半径、真円度、及びクラウンR形状の矯正効果を高めることができる。また、溝部29による矯正効果をより高めるためには、溝部29の深さが、リング鋳物4の製品部に可能な限り近い位置まで達していることが好ましい。また、溝部29は、応力や歪みが集中し易い形状、例えば、幅が狭く、コーナー部がシャープな形状が好ましい。
【0076】また、溝部29の数が多くなりすぎると、リング鋳物4に掛かる応力や歪みが分散してしまうことから、その数は2〜36個程度であることが好ましい。また、溝部29を形成する方法としては、ノコギリ刃、例えば、バンドソーやコンターマシン等によって加工する方法、鋳出しによる形状付けの方法、又は鋳造時に該当部分に鋼板等を鋳包ませた後リング鋳物4から抜き取ることで形成する方法等を好適に用いることができる。
【0077】次に、本発明(第二の発明)のタイヤ成形用金型の製造方法の一の実施の形態について説明する。本実施の形態のタイヤ成形用金型の製造方法は、まず、図1(a)〜(d)に示した工程と同様にして、タイヤの表面形状の一部を構成する形状をその表面形状として有する複数の部分鋳型1を形成し、複数の部分鋳型1をタイヤの形状となるように組み合わせて全体鋳型2を形成し、全体鋳型2を鋳枠3で囲い全体鋳型2と鋳枠3との間隙に溶湯を流し込み硬化させてリング鋳物4を鋳造する。この際、第一の発明の一の実施の形態と同様に、リング鋳物4の内周面を構成する円の半径が、狙いとする半径(Rn)よりも所定分、例えば、0.05〜0.15%大きくなるように鋳造する。
【0078】次に、図16に示すように、得られたリング鋳物4の内周面を8〜72等分に区画した各部において、実測半径(Rj)を測定する。具体的には、リング鋳物4の内周面を構成する円の円周方向で、20〜30mm間隔以上で測定することが好ましく、また、タイヤ中心軸方向の測定も、20〜30mm間隔以上で行うことが好ましい。また、実測半径(Rj)を測定する方法としては、上述した第一の発明の一の実施の形態と同様の方法を用いることができるが、本実施の形態における実測半径(Rj)の測定は、上述した第一の発明の一の実施の形態における実測半径(Rj)の測定のような細かい測定を行わなくてもよい。
【0079】次に、リング鋳物4の外周面の形状を、所望のタイヤ形状に対し2〜30mmの加工代を有する外周形状となるように機械加工する。機械加工する外周面の形状としては、例えば、図17(a)〜(d)に示すような形状とすることができる。図17(a)〜(d)は、リング鋳物4のタイヤ中心軸31を含む平面での断面図を示し、図17(a)は円筒、図17(b)は段差を有する円筒、図17(c)及び(d)はテーパ状の円錐台の場合を示している。また、本実施の形態においては、後述する拘束リングをリング鋳物4に嵌め込む際に、拘束リングの着脱の容易なことや、拘束リングが様々な直径のリング鋳物4に共用することができることから、図17(c)に示したような、リング鋳物4の外周面の形状がテーパ状の円錐台となるように機械加工することが好ましい。また、本実施の形態においては、機械加工する外周面の形状が比較的複雑でないことから、機械加工はNC加工でなくともよく、ワイヤ放電加工等によって行うことができる。
【0080】次に、図18に示すように、機械加工したリング鋳物4の、前述した実測半径(Rj)を測定した各部に対応する外周面に、実測半径(Rj)からリング鋳物4の内周面での内接円の半径(Rs)を差し引いた値をn倍(nは1以上の実数)した値(n((Rj)−(Rs)))と内接円の半径(Rs)から狙いとする半径(Rn)を引いた値((Rs)−(Rn))との合計値(n((Rj)−(Rs))+(Rs)−(Rn))に相当する厚さ(以下、厚さZということがある)の金属板30を、耐熱接着剤や抵抗溶接等により貼り付ける。金属板30の材質は、金属であれば特に限定されることはない。これは、リング鋳物4の材質より低い降伏強度の材質の金属板30であっても、後述する拘束リングでの締め付けで作用負荷の何%かは確実にリング鋳物4に伝わることになるからである。
【0081】また、金属板30の大きさは、例えば、面積が100〜2500mm2の、四角形、円、楕円等の形状のものを好適に用いることができる。金属板30の面積が2500mm2を超えると、リング鋳物4の内周面の局部歪み矯正を充分に行うことが困難になることがあり、また、金属板30の面積が100mm2以下であると、矯正時に金属板30がリング鋳物4の外周面にめり込んでしまうことがある。また、各金属板30を貼り付ける間隔は、20〜100mmであることが好ましい。しかしながら、この各金属板30を貼り付ける間隔は、リング鋳物4の内周面の真円度特性に大きく依存するものであるために、リング鋳物4の内周面の形状に局部変形箇所の数が多い場合は金属板30の貼り付け間隔を小さくし、局部変形箇所の数が少ない場合は金属板30の貼り付け間隔を大きくするといった具合に、適宜変化させてもよい。
【0082】次に、図19(a)〜(b)に示すように、金属板30を貼り付けたリング鋳物4を、その外周面がリング鋳物4より熱膨張率が小さくかつ降伏強度が高い材料からなる拘束リング21の内周面に接するように、嵌め込む。拘束リング21の材料としては、例えば、リング鋳物4がアルミ合金からなる場合は、鋼材等を好適に用いることができる。
【0083】拘束リング21をリング鋳物4に嵌め込む際には、リング鋳物4と拘束リング21の中心軸34の方向が同じになるようにする。また、図19(c)に示すように、定盤22上にボルト23より熱膨張率の大きい材質、例えば、銅合金やアルミ合金製の緩衝盤24や緩衝材(図示せず)を配設することにより、加熱時にリング鋳物4が拘束リング21のより深い位置、図19(c)においては、より高い位置に自動的にシフトしようとするスラスト荷重が発生し、リング鋳物4により大きな半径縮小負荷が作用し、熱間矯正効果を高めることができる。また、このような緩衝盤24を配設しなくとも、リング鋳物4の熱膨張の方が大きいため、加熱時の半径縮小負荷は発生する。
【0084】次に、図19(d)に示すように、リング鋳物4と拘束リング21とを、熱処理炉25に投入し、100〜400℃の範囲で加熱し、一定時間保持する。このリング鋳物4を加熱する工程は、前述した第一の発明の一の実施の形態と略同一にして行うことができる。
【0085】本実施の形態においては、この加熱処理を、リング鋳物4の内周面の形状が所望の大きさになるまで繰り返し、リング鋳物4の内周面の形状が所望の大きさに達した時点で、熱処理炉25からリング鋳物4と拘束リング21とを取り出し、空冷した後に、図20(a)に示すように、拘束リング21をリング鋳物4から外し、図21(a)及び(b)に示すように、リング鋳物4の外周面に貼り付けた金属板30を除去する。これによりリング鋳物4の半径縮小矯正を行うと同時に、真円度特性も拘束リングの内周面の形状になじませ、従来の製造方法では製作困難であったクラウンR形状までを含めた高い寸法精度のリング鋳物4を得ることができる。
【0086】この後に、図示は省略するが、リング鋳物4の外周面を機械加工し、バックモールド等に設置してタイヤ成形用金型を製造する。
【0087】このように構成することによって、タイヤの幅方向断面形状であるクラウンR形状を損なうことなく、リング鋳物の半径矯正及び真円度矯正を同時に行うことができ、高い寸法精度のタイヤ成形用金型を製造することができる。また、本実施の形態においては、NCエンドミル加工等のNC加工を必要とせず、全ての機械加工が汎用旋盤等を用いて行うことができる。
【0088】また、本実施の形態においては、図15に示すように、機械加工したリング鋳物4の外周面に、タイヤ中心軸31方向に延びる溝部29を形成してもよい。このように構成することによって、前述した第一の発明の一の実施の形態と同様の効果を得ることができる。
【0089】
【実施例】以下、本発明を実施例によってさらに具体的に説明するが、本発明はこれらの実施例によっていかなる制限を受けるものではない。
【0090】全実施例を通じて、図22に示すような形状の、タイヤサイズが205/65R15の2Pモールドタイプのタイヤ成形用金型10を製造した。基本ピッチ種類はS、M、Lの3種類からなり、ピース数は、Sが11ヶ、Mが13ヶ、Lが12ヶである。また、サイプブレード等の鋳包みは行わなかった。
【0091】また、タイヤ成形用金型の基本製法としては石膏鋳造法を用い、設定収縮率を11/1000〜15/1000とし、各部位によって多少変化させた。石膏鋳型の材料は、USG社製のハイドロパーム発泡石膏を、混水率を70重量%、発泡増量を60%で調合したものを用いた。鋳造用合金は、AC4C合金(7%Si、1%Cu、0.5%Fe、0.4%Mg、残Al)を用い、鋳込み方法は、重力鋳造(流し込み方式)とした。
【0092】(実施例1)
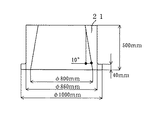
まず、図23(a)に示すような、その内周面を構成する円の直径が、0.5mm(0.7/1000)ほど大きくなるようにリング鋳物4を製作した。このリング鋳物4の押湯5部分を切削、除去し、図23(b)に示すようなリング鋳物4の鋳放し状態での内周面の実測半径を、タイヤ幅方向で4箇所、円周方向で72箇所、計288箇所について測定した。測定結果を表1に示す。
【0093】
【表1】

【0095】機械加工したリング鋳物4を、図24に示すような形状の拘束リング21(S50C製)内に嵌め込み、図12(b)に示した方法と同様にして、250℃で4時間の加熱を行った後、空冷した。加熱処理後、リング鋳物4を拘束リング21から取り外し、リング鋳物4の内周面の半径を測定した。結果を表2に示す。
【0096】
【表2】
【0098】(実施例2)
まず、図23に示すような、実施例1において製作したリング鋳物4と同一形状のリング鋳物4を製作した。このリング鋳物4の鋳放し状態での内周面の実測半径を、タイヤ幅方向で3箇所、円周方向で24箇所、計72箇所について測定した。測定結果を表3に示す。
【0099】
【表3】
【0101】次に、機械加工したリング鋳物4の、実測半径(Rj)を測定した各部に対応する外周面に、実測半径(Rj)からリング鋳物4の内周面での内接円の半径(Rs)を差し引いた値を1.5倍した値(1.5((Rj)−(Rs)))と内接円の半径(Rs)から狙いとする半径(Rn)を引いた値((Rs)−(Rn))との合計値(1.5((Rj)−(Rs))+(Rs)−(Rn))に相当する厚さで、大きさが10×10mmのベリリウム銅薄板(BeA25)からなる金属板を、パーカッション溶接にて貼り付けた。
【0102】このように構成されたリング鋳物4を、図24に示すような形状の拘束リング21(S50C製)内に嵌め込み、図19(d)に示した方法と同様にして、250℃で4時間の加熱を行った後、空冷した。加熱処理後、リング鋳物4を拘束リング21から取り外し、リング鋳物4の内周面の半径を測定した。結果を表4に示す。
【0103】
【表4】
【0105】(実施例3)
まず、図25に示すような、その内周面を構成する円の直径が、0.5mm(0.7/1000)ほど大きくなるようにリング鋳物4を製作した。このリング鋳物4の鋳放し状態での内周面の実測半径を、タイヤ幅方向で4箇所、円周方向で72箇所、計288箇所について測定した。測定結果を表5に示す。
【0106】
【表5】
【0108】
【表6】
【0110】
【発明の効果】以上説明したように、本発明によって、タイヤの幅方向断面形状であるクラウンR形状を損なうことなく、リング鋳物の半径矯正及び真円度矯正を同時に行うことが可能なタイヤ成形用金型の製造方法を提供することができる。
【図面の簡単な説明】
【図1】図1(a)〜(d)は、本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法における工程の一部を工程順に示す説明図である。
【図2】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物を模式的に示す断面図である。
【図3】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の押湯部分を切断、除去する工程を模式的に示す断面図である。
【図4】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の実測半径を測定する工程を模式的に示す説明図であり、(a)はタイヤ中心軸を含む平面における断面図、(b)はタイヤ中心軸に垂直な平面における断面図である。
【図5】図5(a)〜(d)は、本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物のタイヤ中心軸に垂直な平面における断面図である。
【図6】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の形状を模式的に示すタイヤ中心軸に垂直な平面における断面図である。
【図7】図7(a)〜(d)は、本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法における曲面Yを示すリング鋳物のタイヤ中心軸を含む平面における断面図である。
【図8】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の形状を模式的に示す説明図であり、(a)はタイヤ中心軸に垂直な平面における断面図、(b)はタイヤ中心軸を含む平面における断面図である。
【図9】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるポイントデータをつなぎ合わせる工程を模式的に示す説明図であり、(a)はポイントデータを直線でつなぎ合わせる工程を示し、(b)はなだらかな曲線でつなぎ合わせる工程を示す。
【図10】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の外周面を機械加工する工程を示す斜視図であり、(a)はNCエンドミル加工を示し、(b)はワイヤ放電加工を示している。
【図11】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法における拘束リングに嵌め込まれたリング鋳物を模式的に示す説明図であり、(a)は断面図、(b)及び(c)は斜視図である。
【図12】図12(a)〜(c)は、本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の加熱処理の工程を工程順に示す断面図である。
【図13】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法における加熱処理工程前のリング鋳物を示す断面図である。
【図14】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法における加熱処理工程後のリング鋳物を示す断面図である。
【図15】本発明(第一の発明)の一の実施の形態のタイヤ成形用金型の製造方法における溝部が形成されたリング鋳物を示す斜視図である。
【図16】本発明(第二の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の内周面の形状を模式的に示すタイヤ中心軸に垂直な平面における断面図である。
【図17】図17(a)〜(d)は、本発明(第二の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の外周面を機械加工する形状を示すリング鋳物のタイヤ中心軸を含む平面における断面図である。
【図18】本発明(第二の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の形状を模式的に示す説明図であり、(a)はタイヤ中心軸を含む平面における断面図、(b)は斜視図である。
【図19】図19(a)〜(d)は、本発明(第二の発明)の一の実施の形態のタイヤ成形用金型の製造方法におけるリング鋳物の加熱処理の工程を工程順に示す断面図又は斜視図である。
【図20】本発明(第二の発明)の一の実施の形態のタイヤ成形用金型の製造方法における加熱処理により得られたリング鋳物を示す断面図である。
【図21】本発明(第二の発明)の一の実施の形態のタイヤ成形用金型の製造方法における加熱処理により得られたリング鋳物を示す斜視図であり、(a)は金属板が貼り付けられたリング鋳物を示し、(b)は金属板を剥がした後のリング鋳物を示す。
【図22】本発明の実施例において製造されたタイヤ成形用金型を模式的に断面図である。
【図23】本発明の実施例1に用いられるリング鋳物を模式的に示す断面図であり、(a)は鋳放し状態のリング鋳物、(b)は押湯部分を除去したリング鋳物を示す。
【図24】本発明の実施例1に用いられる拘束リングを模式的に示す断面図である。
【図25】本発明の実施例3に用いられるリング鋳物を模式的に示す断面図である。
【図26】本発明の実施例3に用いられる溝部が形成されたリング鋳物を模式的に示す断面図である。
【図27】図27(a)〜(h)は、従来のタイヤ成形用金型の製造方法における工程を工程順に示す説明図である。
【図28】図28(a)〜(j)は、従来のタイヤ成形用金型の製造方法における工程を工程順に示す説明図である。
【図29】図29(a)〜(g)は、従来のタイヤ成形用金型の製造方法における工程を工程順に示す説明図である。
【図30】図30(a)〜(f)は、従来のタイヤ成形用金型の製造方法における工程を工程順に示す説明図である。
【図31】従来のタイヤ成形用金型の製造方法に用いられるリング鋳物を示す断面図である。
【図32】従来のタイヤ成形用金型の製造方法にカム式エキスパンダーを用いてリング鋳物の直径を拡張する工程を示す説明図であり、(a)はタイヤ中心軸を含む平面における断面図、(b)はタイヤ中心軸に垂直な平面における断面図、(c)は拡張後のタイヤ中心軸を含む平面における断面図である。
【図33】従来のタイヤ成形用金型の製造方法にカム式エキスパンダーを用いてリング鋳物の直径を拡張する工程を示す説明図であり、(a)はタイヤ中心軸を含む平面における断面図、(b)はタイヤ中心軸に垂直な平面における断面図、(c)は拡張後のタイヤ中心軸を含む平面における断面図である。
【図34】従来のタイヤ成形用金型の製造方法にカム式エキスパンダーを用いてリング鋳物の直径を拡張する工程を示す説明図であり、(a)はタイヤ中心軸を含む平面における断面図、(b)はタイヤ中心軸に垂直な平面における断面図、(c)は拡張後のタイヤ中心軸を含む平面における断面図である。
【図35】従来のタイヤ成形用金型の製造方法に用いられるリング鋳物を示す断面図である。
【図36】従来のタイヤ成形用金型の製造方法における拘束リングを設置して熱処理する工程を模式的に示す断面図である。
【図37】従来のタイヤ成形用金型の製造方法における拘束リングを設置して熱処理する工程を模式的に示す断面図である。
【図38】従来のタイヤ成形用金型の製造方法における拘束リングを設置して熱処理する工程を模式的に示す断面図である。
【図39】従来のタイヤ成形用金型の製造方法における振り子型ハンマーによる打撃法を模式的に示す断面図である。
【図40】従来のタイヤ成形用金型の製造方法における振り子型ハンマーによる打撃法による矯正を行ったリング鋳物を模式的に示す断面図である。
【図41】従来のタイヤ成形用金型の製造方法における落下衝撃法を模式的に示す断面図である。
【図42】従来のタイヤ成形用金型の製造方法における落下衝撃法による矯正を行ったリング鋳物を模式的に示す断面図である。
【符号の説明】
1…部分鋳型、2…全体鋳型、3…鋳枠、4…リング鋳物、5…押湯、10…タイヤ成形用金型、20…各ポイントデータ、21…拘束リング、22…定盤、23…ボルト、24…緩衝盤、25…熱処理炉、29…溝部、30…金属板、31…タイヤ中心軸、32…NCエンドミル加工、33…ワイヤ放電加工、34…拘束リングの中心軸、35…狙いの内周面の形状、36…鋳放し状態の内周面の形状、37…矯正後の内周面の形状、101…マスターモデル、102…ゴム型、103…部分鋳型、104…全体鋳型、105…鋳枠、106…合金溶湯、108…定盤、107…タイヤ成形用金型、111…マスターモデル、112…ゴム型、113…部分鋳型、114…全体鋳型、115…ダミー鋳型、116…鋳物、118…部分金型(セクター)、119…加工代、120…定盤、121…鋳枠、122…合金溶湯、123…タイヤ成形用金型、124…部分鋳型、125…全体鋳型、126…定盤、127…鋳枠、128…合金溶湯、129…鋳物、130…部分金型(セクター)、131…タイヤ成形用金型、201…リング鋳物状態での内面形状、202…狙いとする内面形状、204…ピース鋳物(セクターブロック)、205…セクター端面加工代、206…正規半径、207…調整加工後の内面形状、208…リング鋳物状態での内面形状、210…リング鋳物、211…扇形スライド駒、212…カム式エキスパンダー、221…補正前のセンターライン部の内周面の形状、222…補正前のショルダー部の内周面の形状、223…補正後のセンターライン部の内周面の形状、224…補正後のショルダー部の内周面の形状、225…固定ハンマー、226…架台、233…拘束リング、234…振り子型ハンマー。
Claims (3)
- タイヤの表面形状の一部を構成する形状をその表面形状として有する複数の部分鋳型を形成し、複数の前記部分鋳型を前記タイヤの形状となるように組み合わせて全体鋳型を形成し、前記全体鋳型を鋳枠で囲い前記全体鋳型と前記鋳枠との間隙に溶湯を流し込み硬化させて鋳物を鋳造して前記タイヤの反転型であるタイヤ成形用金型を製造する方法であって、
前記鋳物を、その内周面を構成する円の半径が、狙いとする半径(Rn)よりも所定分大きくなるように鋳造し、
前記鋳物の外周面の形状を、下記で定義される曲面Xに機械加工し、
機械加工した前記鋳物を、その外周面が前記鋳物より熱膨張率が小さくかつ降伏強度が高い材料からなる拘束リングの内周面に接するように、嵌め込み、100〜400℃で加熱することによって、前記鋳物の前記内周面の半径を縮小させるとともに、その真円度特性を向上させることを特徴とするタイヤ成形用金形の製造方法。
曲面X:実測半径(Rj)から平均半径(Ra)を差し引いた値をn倍(nは1以上の実数)した値(n((Rj)−(Ra)))と前記平均半径(Ra)から前記狙いとする半径(Rn)を引いた値((Ra)−(Rn))との合計値(n((Rj)−(Ra))+(Ra)−(Rn))を、タイヤ中心軸から、前記実測半径(Rj)をそれぞれ含む直線が2〜30mmの加工代を有する外周形状となるように想定した前記タイヤ中心軸を中心とする想定回転体の曲面Yと交差する第2の定点までの距離(D)に加えた長さ((D)+n((Rj)−(Ra))+(Ra)−(Rn))をそれぞれの半径として構成された曲面。
(ここで、実測半径(Rj):前記円の中心を含む軸(タイヤ中心軸)からそれぞれ前記タイヤ中心軸に垂直で相互間で所定間隔を保持するように想定した所定数の想定平面がそれぞれ前記鋳物の内周面と交差する曲線上の所定数の第1の定点までの最短距離として測定されるそれぞれの長さ、平均半径(Ra):前記実測半径(Rj)を加算平均することによって算出される長さ) - タイヤの表面形状の一部を構成する形状をその表面形状として有する複数の部分鋳型を形成し、複数の前記部分鋳型を前記タイヤの形状となるように組み合わせて全体鋳型を形成し、前記全体鋳型を鋳枠で囲い前記全体鋳型と前記鋳枠との間隙に溶湯を流し込み硬化させて鋳物を鋳造して前記タイヤの反転型であるタイヤ成形用金型を製造する方法であって、
前記鋳物を、その内周面を構成する円の半径が、狙いとする半径(Rn)よりも所定分大きくなるように鋳造し、
前記鋳物の前記内周面を8〜72等分に区画した各部において、実測半径(Rj)を測定し、
前記鋳物の外周面の形状を、所望のタイヤ形状に対し2〜30mmの加工代を有する外周形状となるように機械加工し、
機械加工した前記鋳物の、前記実測半径(Rj)を測定した各部に対応する前記外周面に、下記で定義される厚さZの金属板を貼り付け、
前記金属板を貼り付けた前記鋳物を、その外周面が前記鋳物より熱膨張率が小さくかつ降伏強度が高い材料からなる拘束リングの内周面に接するように、嵌め込み、100〜400℃で加熱することによって、前記鋳物の前記内周面の半径を縮小させるとともに、その真円度特性を向上させることを特徴とするタイヤ成形用金型の製造方法。
厚さZ:前記実測半径(Rj)から前記鋳物の前記内周面での内接円の半径(Rs)を差し引いた値をn倍(nは1以上の実数)した値(n((Rj)−(Rs)))と前記内接円の半径(Rs)から前記狙いとする半径(Rn)を引いた値((Rs)−(Rn))との合計値(n((Rj)−(Rs))+(Rs)−(Rn))に相当する厚さ。
(ここで、実測半径(Rj):前記円の中心を含む軸(タイヤ中心軸)からそれぞれ前記タイヤ中心軸に垂直で相互間で所定間隔を保持するように想定した所定数の想定平面がそれぞれ前記鋳物の内周面と交差する曲線上の所定数の第1の定点までの最短距離として測定されるそれぞれの長さ) - 機械加工した前記鋳物の外周面に、前記タイヤ中心軸方向に延びる溝部を形成する請求項1又は2に記載のタイヤ成形用金形の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002253926A JP3667723B2 (ja) | 2002-08-30 | 2002-08-30 | タイヤ成形用金型の製造方法 |
| EP20030019393 EP1393849B1 (en) | 2002-08-30 | 2003-08-27 | Method for producing a mold for molding a tire |
| CNB03155623XA CN100556645C (zh) | 2002-08-30 | 2003-08-29 | 轮胎成形用金属模的制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002253926A JP3667723B2 (ja) | 2002-08-30 | 2002-08-30 | タイヤ成形用金型の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004090366A true JP2004090366A (ja) | 2004-03-25 |
| JP3667723B2 JP3667723B2 (ja) | 2005-07-06 |
Family
ID=31492655
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002253926A Expired - Fee Related JP3667723B2 (ja) | 2002-08-30 | 2002-08-30 | タイヤ成形用金型の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP1393849B1 (ja) |
| JP (1) | JP3667723B2 (ja) |
| CN (1) | CN100556645C (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009248376A (ja) * | 2008-04-02 | 2009-10-29 | Yokohama Rubber Co Ltd:The | タイヤモールドの製造方法 |
| JP2010221245A (ja) * | 2009-03-23 | 2010-10-07 | Bridgestone Corp | タイヤ成型用金型の製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103128386B (zh) * | 2011-11-24 | 2015-07-15 | 深圳市兆威机电有限公司 | 一种镜筒内壁模具加工的方法 |
| FR3024391B1 (fr) | 2014-07-30 | 2017-03-03 | Michelin & Cie | Matrice avec inserts textures pour fabrication d'un moule texture pour moulage et vulcanisation de pneumatiques |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB748818A (en) * | 1953-10-14 | 1956-05-09 | James C Heintz Company | Improvements in or relating to the casting of tyre moulds with sipes |
| DE1936612U (de) * | 1966-02-16 | 1966-04-14 | Aribert Pukropski | Elektrischer heissluftkohlenanzuender. |
| DE1936612A1 (de) * | 1969-07-18 | 1971-01-28 | Petit Robert | Verfahren zur Herstellung einer Form zum Vulkanisieren von Fahrzeugreifen |
| US4405497A (en) * | 1979-09-18 | 1983-09-20 | Minnesota Mining And Manufacturing Company | Catalyst system containing a fluorinated acid and a polyvalent tin compound |
| EP0816042A1 (en) * | 1996-07-03 | 1998-01-07 | GUIDO BAGGIOLI S.N.C. DI BAGGIOLI GIUSEPPE & PELLEGRINI CLEMENTINA | A process for manufacturing alloy castings |
| CN1231957A (zh) * | 1998-04-15 | 1999-10-20 | 刘志华 | 轮胎扇形钢花纹圈模具的制造方法 |
| CN1297810A (zh) * | 2001-01-05 | 2001-06-06 | 宁新华 | 子午线轮胎活络模具精确制造方法 |
-
2002
- 2002-08-30 JP JP2002253926A patent/JP3667723B2/ja not_active Expired - Fee Related
-
2003
- 2003-08-27 EP EP20030019393 patent/EP1393849B1/en not_active Expired - Fee Related
- 2003-08-29 CN CNB03155623XA patent/CN100556645C/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009248376A (ja) * | 2008-04-02 | 2009-10-29 | Yokohama Rubber Co Ltd:The | タイヤモールドの製造方法 |
| JP2010221245A (ja) * | 2009-03-23 | 2010-10-07 | Bridgestone Corp | タイヤ成型用金型の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1393849B1 (en) | 2011-03-30 |
| CN100556645C (zh) | 2009-11-04 |
| JP3667723B2 (ja) | 2005-07-06 |
| CN1490140A (zh) | 2004-04-21 |
| EP1393849A2 (en) | 2004-03-03 |
| EP1393849A3 (en) | 2004-12-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1380398B1 (en) | Method of manufacturing tire mold | |
| JP2005319518A (ja) | インベストメント鋳造品内でのコア生成特徴形状部の位置を決定するための方法及び装置 | |
| JP6321670B2 (ja) | タービン翼を製造するための方法及び装置 | |
| JP2009269245A (ja) | タイヤ用モールド | |
| JP5361483B2 (ja) | タイヤ成型用金型の製造方法 | |
| JPH0847744A (ja) | 鍛造金属部品の製造方法及び装置 | |
| JP3667723B2 (ja) | タイヤ成形用金型の製造方法 | |
| EP3002070B1 (en) | Casting of engine parts | |
| CN113118416A (zh) | 一种防花纹形变的轮胎模具低压铸造工艺 | |
| JP2003019542A (ja) | 鋳造用鋳型の製造方法 | |
| JP4301510B2 (ja) | タイヤ成形用金型の製造方法 | |
| JP4268024B2 (ja) | タイヤ成形用金型の製造方法およびタイヤ成形用金型 | |
| CN112281156B (zh) | 一种随形模激光熔铸修复方法 | |
| JP2007015152A (ja) | ピース組み立て方式のタイヤ成形用金型の製造方法 | |
| JP2006263980A (ja) | タイヤ加硫成型用金型の成形型、この成形型を使用したタイヤ加硫成型用金型の製造方法及びこのタイヤ加硫成型用金型を用いて製造したタイヤ | |
| JP2018187864A (ja) | タイヤ用モールドの製造方法 | |
| KR100491297B1 (ko) | 로터의 단조용 금형, 그 단조생산시스템, 그 단조방법 및로터 | |
| JP2015091597A (ja) | 熱間鍛造用金型 | |
| JP4373772B2 (ja) | タイヤ成形用金型の鋳造方法およびタイヤ成形用金型 | |
| JP3895309B2 (ja) | タイヤ成形用金型の製造方法およびその製造方法で製造されるタイヤ成形用金型 | |
| JPH1029032A (ja) | クランク軸鍛造用金型及びクランク軸の製造方法 | |
| JP5499619B2 (ja) | 砥石コアの製造方法及び砥石の製造方法 | |
| JP2008080512A (ja) | タイヤ成形金型用リング鋳物の真円度矯正方法 | |
| JP3943486B2 (ja) | タイヤ金型の製造方法 | |
| JP2004042079A (ja) | サスペンション部品およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040405 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050207 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20050405 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20050406 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090415 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100415 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100415 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110415 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110415 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120415 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |