JP2004034452A - 基板位置決め方法及びその装置 - Google Patents
基板位置決め方法及びその装置 Download PDFInfo
- Publication number
- JP2004034452A JP2004034452A JP2002193522A JP2002193522A JP2004034452A JP 2004034452 A JP2004034452 A JP 2004034452A JP 2002193522 A JP2002193522 A JP 2002193522A JP 2002193522 A JP2002193522 A JP 2002193522A JP 2004034452 A JP2004034452 A JP 2004034452A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- positioning
- stage
- surface plate
- platen
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images





Landscapes
- Screen Printers (AREA)
- Liquid Crystal (AREA)
- Container, Conveyance, Adherence, Positioning, Of Wafer (AREA)
Abstract
【解決手段】ガラス基板1を載置する定盤ステージ2と、この定盤ステージ2にはL字状の固定突起部3より上方に基板1を浮き上がらせて前工程側及び後工程へ搬送する上下動自在及び駆動回動する内蔵する複数の搬送ローラ5を備えて、定盤ステージ2の固定突起部3と対向した位置に内蔵する昇降および平行移動駆動する基板の高さと同じ高さの第1の当て板6a及び第2の当て板6b〜6dを有する位置決め機構6とが配置され、この位置決め機構6の当て板6a〜6dにて基板を固定突起部3にそれぞれ突き当てて定盤ステージ2上に位置決めする。これにより、多品種のガラス基板サイズに対応できるので、定盤ステージ2の取り替えが不要で段取り変え作業時間の短縮化ができる。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、たとえばガラス基板などの基板の処理工程に際し、基板を位置決めする方法及びその装置に関する。
【0002】
【従来の技術】
たとえばインク、ペースト等を板状の被印刷物面にスキージにてスクリーン版上から印刷する装置に用いられる従来のスクリーン印刷装置の一例を、特開平11−138744号公報の図4及至図7に基づいて説明する。
【0003】
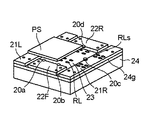
スクリーン印刷を開始するには、先ず、図4に示すように、搬送機構の位置決めピン20a〜20eを外側位置に退避させると共に、左右前後の調整板21L,21R及び22F,22Rを夫々外側位置に退避させた状態で、搬送機構のフレームをエアシリンダのピストンロッドを伸長させることにより上昇させて、搬送ローラRLの外周縁は印刷テーブル24の上板部24g及び左右調整板21L,21Rと前後調整板22F,22Rとに設けられた透孔25を通じて各調整板21L,21R及び22F,22Rの上面より上方に突出させた状態とする。
【0004】
この状態で、電動モータを回転駆動することにより、板状の被印刷物PSを印刷テーブル24上の載置部23の上面まで搬送し、この載置部23に達したときに電動モータの回転駆動を停止させて、被印刷物PSの搬送を停止させる。これと同時、エアシリンダのピストンロッドを収縮させることにより、フレームを下降させて搬送ローラRLを上板部24gより下降させ、これによって被印刷物PSを図5に示すように載置部23に下降させて載置させる。
【0005】
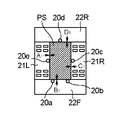
次いで、位置決めピン20a〜20eを内側に移動させて、これらによって被印刷物PSの周囲を挟持することにより位置決めを行い、次いで図示しない真空吸着機構で真空吸着して固定してから各調整板21L,21R及び22F,22Rを内側に移動させて、それらの内周縁を図6及び図7に示すように被印刷物PSの周囲にA1 ,B1 , C1 及びD1 で示す隙間が零となるように密着させる。
【0006】
従って、この状態で印刷ヘッドを下降させて版を被印刷物PSに接触させてからスキージを後方に摺動させることにより、被印刷物PSと各調整板21L,21R及び22F,22Rの上面とに隙間を生じることがなく、平坦面として版の損傷を防止でき、特に版をメタルマスク以外のメッシュ(織物)の版を使用した場合に、周辺部のパターン伸びが生じることを防止することができ、高精度のスクリーン印刷を行うことができるスクリーン印刷装置が開示されている。
【0007】
【発明が解決しようとする課題】
このように、前述した従来のスクリーン印刷装置の印刷テーブル上の搬送ローラで被印刷物を搬送する手段及び位置決めピンによる位置決め手段は、搬送ローラの外周縁は印刷テーブルの上板部及び左右調整板と前後調整板とに設けられた透孔を通じて各調整板の上面より上方に突出して被印刷物を搬送する構成であり、また、基板位置決めピンは内外方向に進退自在で且つ少なくとも被印刷物の搬送路に対する位置決めビンが上下に進退自在に構成し被印刷物を位置決めした後、更に被印刷物の四囲を調整板を内外方向に進退自在に配設して隙間をなくし平坦化する構成のため、この構造・動作が複雑化し高価であると共に、この構成により多品種の被印刷物サイズが制限され、このサイズ対応が必要となり段取り変え、或いは調整の作業時間が増大する問題があった。
【0008】
本発明は、このような問題点を解決しようとするもので、基板の位置決めの方法・構造を単純化し、且つ基板面に傷をつけることなく、多品種のガラス基板サイズに対応できる位置決め機構を含む定盤ステージの取り替えが不要で段取り変え作業時間の短縮化できる。即ち、安価及び取り替えが不要を兼ね備えて正確に位置決めできる基板位置決め方法及びその装置を提供することを目的とするものである。
【0009】
【課題を解決するための手段】
前記課題を解決するために提供する本願第1の発明に係る請求項1に記載の基板位置決め方法は、基板を載置する定盤ステージと、定盤ステージに内蔵した上下動自在の搬送ローラと、基板を機械的に位置決めする位置決め機構とを備えた基板位置決め装置を用いて、搬送ローラを上昇及び駆動回動させ、基板を定盤ステージより上方に浮き上がらせた状態で前工程側より搬送させて、基板を定盤ステージ上内に収まる位置で搬送ローラを下降し載置した後、基板の上面高さと同じ高さの第1及び第2の当て板を有する昇降及び平行移動駆動する位置決め機構により、前記基板を定盤ステージ上に位置決めすることを特徴とする。
【0010】
また、前記課題を解決するために提供する本願第2の発明に係る請求項2に記載の基板位置決め方法は、前記搬送ローラは基板を定盤ステージ上に位置決めされスクリーン印刷作業等が終了した後、前記当て板より開放した基板を前記定盤ステージ上の当て板より上方に浮き上がらせて後工程側へ搬送することを特徴とする。
【0011】
更に、前記課題を解決するために提供する本願第3の発明に係る請求項3に記載の基板位置決め方法は、前記位置決め機構の第1及び第2の当て板は定盤ステージの隣接する2辺部にそれぞれ独立して駆動し、第2の当て板が少なくとも一つ以上に分割され、基板サイズに応じて個別に平行移動駆動して、基板を定盤ステージ上に位置決めすることを特徴とする。
【0012】
更に、前記課題を解決するために提供する本願第4の発明に係る請求項4に記載の基板位置決め方法は、前記位置決め機構の当て板は一つのL字状の形状を成して基板の対角線上の角部を対角線上に平行移動駆動して、基板を定盤ステージ上に位置決めすることを特徴とする。
【0013】
更に、前記課題を解決するために提供する本願第5の発明に係る請求項5に記載の基板位置決め方法は、前記基板が定盤ステージ上に位置決め保持された状態で、定盤ステージ上に複数設けられた真空吸着ノズルにて吸着固定することを特徴とする。
【0014】
更に、前記課題を解決するために提供する本願第6の発明に係る請求項6に記載の基板位置決め方法は、前記基板を定盤ステージに位置決め載置した状態でスキージを摺動させるスクリーン印刷に用いることを特徴とする。
【0015】
更に、前記課題を解決するために提供する本願第7の発明に係る請求項7に記載の基板位置決め装置は、 前記基板を載置する定盤ステージと、基板を機械的に位置決めする位置決め機構とを備えた基板位置決め装置において、前記定盤ステージには、前記定盤ステージより上方に基板を浮き上がらせて前工程側より搬送する上下動自在及び駆動回動する内蔵した搬送ローラを備え、且つ、基板の上面高さと同一高さの第1及び第2の当て板を有する昇降及び平行移動駆動する内蔵した位置決め機構を配置することを特徴とする。
【0016】
更に、前記課題を解決するために提供する本願第8の発明に係る請求項8に記載の基板位置決め装置は、前記第1及び第2の当て板を有する位置決め機構は、定盤ステージの隣接する2辺部にそれぞれ個別に駆動する昇降及び平行移動駆動機構を備え、第2の当て板が少なくとも一つ以上に分割されて基板サイズに応じて個別に平行移動駆動して、前記基板を定盤ステージ上に位置決めすることを特徴とする。
【0017】
更に、前記課題を解決するために提供する本願第9の発明に係る請求項9に記載の基板位置決め装置は、前記位置決め機構の当て板は、一つのL字状の形状を成して昇降及び平行移動駆動機構を備え、基板の対角線上の角部を対角線上に平行移動駆動して、前記基板を定盤ステージ上に位置決めすることを特徴とする。
【0018】
更に、前記課題を解決するために提供する本願第10の発明に係る請求項10に記載の基板位置決め装置は、前記定盤ステージに複数の真空吸着ノズルを備えたことを特徴とする。
【0019】
更に、前記課題を解決するために提供する本願第11の発明に係る請求項11に記載の基板位置決め装置は、前記基板を定盤ステージ上に位置決め載置した状態でスキージを摺動させるスクリーン印刷に用いることを特徴とする。
【0020】
【作用】
本発明の基板位置決め方法及びその装置では、基板を載置する定盤ステージと、定盤ステージに内蔵した上下動自在の搬送ローラと、基板を機械的に位置決めする位置決め機構とを備えた基板位置決め装置を用いて、搬送ローラを上昇及び駆動回転させ、基板を定盤ステージより上方に浮き上がらせた状態で前工程側より搬送させて、基板を定盤ステージ上内に収まる位置で搬送ローラを下降し載置した後、基板の上面高さと同じ高さの第1及び第2の当て板を有する昇降及び平行移動駆動する位置決め機構により、基板の位置決めの方法・構造を単純化でき、且つ搬送ローラは、昇降及び駆動回動させて定盤ステージ上の当て板より上方に浮き上がらせた状態で基板を前工程及び後工程側へ搬送するので、搬送・位置決め或いはスクリーン印刷等する際に、基板面に傷をつけることなく、且つ、発塵等の問題も生じされることがない。また、第1及び第2の当て板は、定盤ステージの隣接する2辺部にそれぞれ独立して駆動し、第2の当て板が少なくとも一つ以上に分割され基板サイズに応じて個別に平行移動駆動し位置決めする。また、他の位置決め機構の当て板は、一つのL字状の形状を成して基板の対角線上の角部を対角線上に平行移動駆動して、基板を定盤ステージ上に位置決めするので、多品種のガラス基板サイズに対応でき定盤ステージの取り替えが不要で段取り変え作業時間の短縮化できる。即ち、安価及び取り替え不要を兼ね備えて正確に位置決めできる。
【0021】
【発明の実施の形態】
以下、本発明の一実施例を図1及び図2並びに図3(a)〜図3(c)を参照して説明する。
【0022】
まず、基板位置決め装置の構成を説明する。なお、この実施例の装置は、印刷装置に応用されたものである。
【0023】
基板位置決め装置は、供給された矩形状のガラス基板1を上面に受ける金属製の定盤ステージ2と、定盤ステージ2上面には基板1を固定する複数の真空吸着ノズル4を備え、更に定盤ステージ2の2辺部には基板の上面高さと同じ高さのL字状の固定突起部3を設け、また、この定盤ステージ2にはL字状の固定突起部3より上方に基板1を浮き上がらせて前工程側及び後工程へ搬送する上下動自在及び駆動回動する内蔵する複数の搬送ローラ5を備えて、定盤ステージ2の固定突起部3と対向した位置に内蔵する昇降および平行移動駆動する基板の高さと同じ高さの第1の当て板6a及び第2の当て板6b〜6dを有する位置決め機構6が配置され、この位置決め機構6の当て板6a〜6dにて基板を固定突起部3にそれぞれ突き当てて定盤ステージ2上に位置決めする構成である。
【0024】
図3(a)〜図3(c)に示すように、定盤ステージ2に内蔵されている位置決め機構6は、定盤ステージ2の固定突起部3と対向した位置の2辺部に切り欠き部12が設けられそれぞれ内蔵している。基板の上面高さと同じ高さの第1の当て板6a及び第2の当て板6b〜6dを有する昇降及び平行移動駆動する位置決め機構6は、それぞれ、モーター、シリンダーなどのアクチュエータによりシリンダーピン8を介して上下方向へ駆動される昇降移動機構9と、モーター、シリンダーなどのアクチュエータにより水平方向で矢印X,Yに示す方向および反対方向へLMガイド11を介して駆動する平行移動機構10とからなっており、このLMガイド11上に平行移動機構10及び昇降移動機構9と位置決め用の当て板が軸着された構造になっている。なお、位置決め機構6の当て板は第1及び第2の当て板6a〜6dを有する位置決め機構6で、定盤ステージ2の隣接する2辺部にそれぞれ個別に駆動する昇降及び平行動機構9、10を備え、第2の当て板6b〜6dが少なくとも一つ以上に分割されて基板サイズに応じて個別に平行移動駆動して、互いに直交する方向に移動する。そして、定盤ステージ2の2辺部に形成された切り欠き部12内に平行移動機構10及び昇降移動機構9とLMガイド11および位置決め用当て板とがそれぞれ位置しており、これら位置決め当て板6a〜6dは、切り欠き部12より定盤ステージ2上へ突出して位置決めする。
【0025】
そしてこの動作を説明すると、まず搬送ローラ5を上昇及び駆動回動させ、基板1を定盤ステージ2の固定突起部3より上方に浮き上がらせた状態で前工程側より搬送させて、基板1を定盤ステージ2上内に収まる位置で搬送ローラ5の駆動回動を停止させて下降し載置した後、定盤ステージ2上にガラス基板1が置かれると定盤ステージ2より突出した位置決めの第1の当て板6aと第2の当て板6b〜6dとが、それぞれ、アクチュエータの駆動により矢印X,Y方向へ基板サイズに応じて移動し、ガラス基板1の2辺をL字状の固定突起部3にそれぞれ突き当てて位置決めする。この位置決めが完了した状態で、ガラス基板1が定盤ステージ2上に複数の吸着ノズル4を介して真空吸着等により固定され、ガラス基板1にスクリーン版(図示省略)を介して印刷スキージ等(図示省略)により印刷がなわれる。
【0026】
また、図2に示すように当て板の他の実施例としての位置決め機構7の当て板7aは、基板の上面高さと同じ高さの一つのL字状の形状を成して昇降及び平行移動駆動機構9、10を備え、基板の対角線上の角部を対角線上の矢印Zに示す方向に平行移動駆動して、ガラス基板1を定盤ステージ2上に位置決めする構成であってもよい。
【0027】
つぎに、前述した装置を用いて基板位置決め方法について図3(a)、 図3(b)、 図3(c)に基づいて説明する。
【0028】
定盤ステージ2へガラス基板1が供給される前は図3(a)に示すように、定盤ステージ2の状態は上下動自在及び駆動回動の搬送ローラ5及び位置決め機構6の第1の当て板6a及び第2の当て板6b〜6d又は他の実施例である位置決め機構7の当て板7aが定盤ステージ2と平面状態に内蔵されている。この状態より先ず図3(b)に示すように搬送ローラ5をL字状の固定突起部3の高さより上方に上昇させ、且つこのローラも駆動回動させてガラス基板1が前工程側より浮き上がらせ状態で搬送供給される。そして、ガラス基板1を定盤ステージ2上内に収まる位置で搬送ローラ5の駆動回動を停止させて下降し載置させる。その後、位置決め機構6の昇降機構9を駆動させシリンダーピン8を介して切り欠き部12に内蔵されていた第1の当て板6a及び第2の当て板6b〜6dをそれぞれ上昇させる。次に、図3(c)に示すようにアクチュエータにより水平方向で矢印X,Yに示す方向へLMガイド11を介して駆動する平行移動機構10を駆動させて第1の当て板6a及び第2の当て板6b〜6dにてガラス基板1の2辺をL字状の固定突起部3にそれぞれ突き当てて位置決めする。そして、この位置決めが完了した状態で、ガラス基板1が定盤ステージ2上に真空吸着等により固定され、ガラス基板1にスクリーン版(図示省略)を介して印刷スキージ等(図示省略)により印刷が行われる。そして、印刷作業完了後は平行移動機構10を駆動させて第1の当て板6a及び第2の当て板6b〜6dを矢印X,Yに示す方向と反対方向に移動させ図3(b)に示すように開放させて図3(a)に示すように定盤ステージ2内に収める。この後に搬送ローラ5を上昇させ、このローラを駆動回動させて基板1を定盤ステージ2上の固定突起部3の高さより上方に浮き上がらせて後工程側へ搬送し搬出する。
【0029】
本発明の位置決め方法及びその装置における定盤ステージ2上には、従来のスクリーン印刷装置にあるような位置決めビンが上下に進退自在に構成し被印刷物を位置決めした後、更に被印刷物の四囲を調整板を内外方向に進退自在に配設するような複雑な構造・動作でないので、ガラス基板1の位置決めの方法・構造が単純化でき、且つ搬送ローラは、昇降及び駆動回動させて定盤ステージ上の当て板より上方に浮き上がらせた状態であり、また当て板を含む位置決め機構は定盤ステージの切り欠き部内に収められた状態で基板を前工程及び後工程側へ搬送するので、搬送・位置決め或いはスクリーン印刷等する際に、ガラス基板1の表面と他のものとの接触が少なく基板面に傷をつけることなく、且つ、発塵等の問題も生じされることがない。
【0030】
また、基板の上面高さと同じ高さの第1及び第2の当て板は、定盤ステージの隣接する2辺部にそれぞれ独立して駆動し、第2の当て板が少なくとも一つ以上に分割され基板サイズに応じて個別に平行移動駆動し位置決めする。また、他の実施例の位置決め機構の当て板は、基板の上面高さと同じ高さの一つのL字状の形状を成して基板の対角線上の角部を対角線上に平行移動駆動して、基板を定盤ステージ上に位置決めするので、多品種のガラス基板サイズに対応でき定盤ステージの取り替えが不要で段取り変え作業時間の短縮化できる。即ち、安価及び取り替え不要を兼ね備えて正確に位置決めできる。
【0031】
更にまた、基板の上面高さと同じ高さの第1及び第2の当て板を有する位置決め機構なので、スキージにてスクリーン版上からペーストを印刷する際に、載置された基板と定盤ステージ上の当て板とに段差がなく平滑面となりスクリーン版の損傷、破損がない。
【0032】
なお、位置決め機構の当て板の材質はもちろん金属でもよいが、ガラス基板1と接触する当て板の先端部もしくは当て板全体を樹脂等の比較的柔らかい材質からなるものとすることにより、より大きな効果を得ることができ、定盤ステージ上で正確に位置決めされる。
【0033】
なお、前記実施例では、印刷装置に応用した例について説明してきたが、もちろんこれに限るものではなく、印刷以外の他の処理工程にも本発明を応用することができる。そして、印刷以外の処理工程でも、ガラス基板の下面全体を均一な定盤ステージの上面が受けることにより、ガラス基板の状態が均一になり、したがって、処理条件も均一化されるので、ガラス基板の全に均一に処理を行なうことができ、歩留り、品質の向上を実現できる。
【0034】
さらに、前記実施例では、ガラス基板1の位置決めについて説明したが、ガラス以外のプリント配線基板、半導体分野のウェハー等の基板への応用も可能である。
【0035】
【発明の効果】
以上のように、本発明によれば、搬送ローラは、昇降及び駆動回動させて定盤ステージ上の当て板より上方に浮き上がらせた状態で基板を前工程及び後工程側へ供給・搬出することにより、搬送・位置決め或いはスクリーン印刷等する際に、基板面を傷をつけることなく、且つ、発塵等の問題も生じされることがない。また、基板の上面高さと同じ高さの第1及び第2の当て板を有する位置決め機構により、スキージにてスクリーン版上からペーストを印刷する際に、載置された基板と定盤ステージ上の当て板とに段差がなく平滑面であるので、スクリーン版の損傷、破損がなく、また、基板を正確に位置決めできるので、歩留り、品質の向上が実現できる。更に、第1及び第2の当て板は、定盤ステージの隣接する2辺部にそれぞれ独立して駆動し、 第2の当て板が少なくとも一つ以上に分割され、基板サイズに応じて個別に平行移動駆動し位置決めすることにより、多品種のガラス基板サイズに対応できるので、当て板の取り替えが不要で段取り変え作業時間の短縮化ができる。
【図面の簡単な説明】
【図1】本発明の基板位置決め方法の一実施例に用いる基板位置決め装置を示す平面図である。
【図2】図1と同様の平面図で、当て板の他の実施例の基板位置決め装置を示す平面図である。
【図3】基板位置決め方法の一実施例に用いる基板位置決め装置を示す図1のA−A断面図である。
【図4】従来例におけるスクリーン印刷装置の被印刷物の搬入状態を示す模式的な斜視図。
【図5】従来例におけるスクリーン印刷装置の被印刷物の位置決め状態を示す模式的な斜視図。
【図6】従来例におけるスクリーン印刷装置の被印刷物の狭持状態を示す模式的な斜視図。
【図7】従来例におけるであるスクリーン印刷装置の図6の平面図。
【符号の説明】
1 基板
2 定盤ステージ
3 突起部
4 吸着ノズル
5 搬送ローラ
6 位置決め機構
7 他の位置決め機構
8 シリンダーピン
9 昇降機構
10 平行移動機構
11 LMガイド
12 切り欠き部
Claims (11)
- 基板を載置する定盤ステージと、前記定盤ステージに内蔵した上下動自在の搬送ローラと、前記基板を機械的に位置決めする位置決め機構とを備えた基板位置決め装置を用いて、
前記搬送ローラを上昇及び駆動回動させて、前記基板を定盤ステージより上方に浮き上がらせた状態で前工程側より搬送させ、基板を定盤ステージ上内に収まる位置で搬送ローラを下降し載置した後、基板の上面高さと同じ高さの第1及び第2の当て板を有する昇降及び平行移動駆動する位置決め機構により、基板を定盤ステージ上に位置決めすることを特徴とする基板位置決め方法。 - 前記搬送ローラは、基板を前記定盤ステージ上に位置決めされスクリーン印刷作業等が終了した後、前記当て板より開放した基板を定盤ステージ上の当て板より上方に浮き上がらせて後工程側へ搬送することを特徴とする請求項1記載の基板位置決め方法。
- 前記位置決め機構の第1及び第2の当て板は、前記定盤ステージの隣接する2辺部にそれぞれ独立して駆動し、第2の当て板が少なくとも一つ以上に分割され、基板サイズに応じて個別に平行移動駆動して、基板を定盤ステージ上に位置決めすることを特徴とする請求項1記載の基板位置決め方法。
- 前記位置決め機構の当て板は、一つのL字状の形状を成して基板の対角線上の角部を対角線上に平行移動駆動して、基板を定盤ステージ上に位置決めすることを特徴とする請求項1記載の基板位置決め方法。
- 前記基板が定盤ステージ上に位置決め保持された状態で、定盤ステージ上に複数設けられた真空吸着ノズルにて吸着固定することを特徴とする請求項1乃至請求項4のいずれいか一に記載の基板位置決め方法。
- 前記基板を定盤ステージに位置決め載置した状態でスキージを摺動させるスクリーン印刷に用いることを特徴とする請求項1乃至請求項5のいずれいか一に記載の基板位置決め方法。
- 基板を載置する定盤ステージと、前記基板を機械的に位置決めする位置決め機構とを備えた基板位置決め装置において、
前記定盤ステージには、定盤ステージより上方に基板を浮き上がらせて前工程側より搬送する上下動自在及び駆動回動る内蔵した搬送ローラを備え、且つ、基板の上面高さと同じ高さの第1及び第2の当て板を有する昇降及び平行移動駆動する内蔵した位置決め機構を配置することを特徴とする基板位置決め装置。 - 前記第1及び第2の当て板を有する位置決め機構は、定盤ステージの隣接する2辺部にそれぞれ個別に駆動する昇降及び平行移動駆動機構を備え、第2の当て板が少なくとも一つ以上に分割されて基板サイズに応じて個別に平行移動駆動して、基板を定盤ステージ上に位置決めすることを特徴とする請求項7記載の基板位置決め装置。
- 前記位置決め機構の当て板は、一つのL字状の形状を成して昇降及び平行移動駆動機構を備え、基板の対角線上の角部を対角線上に平行移動駆動して、基板を定盤ステージ上に位置決めすることを特徴とする請求項7記載の基板位置決め装置。
- 前記定盤ステージに複数の真空吸着ノズルを備えたことを特徴とする請求項7乃至請求項9のいずれいか一に記載の基板位置決め装置。
- 前記基板を定盤ステージ上に位置決め載置した状態でスキージを摺動させるスクリーン印刷に用いることを特徴とする請求項7乃至請求項10のいずれいか一に記載の基板位置決め装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002193522A JP2004034452A (ja) | 2002-07-02 | 2002-07-02 | 基板位置決め方法及びその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002193522A JP2004034452A (ja) | 2002-07-02 | 2002-07-02 | 基板位置決め方法及びその装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004034452A true JP2004034452A (ja) | 2004-02-05 |
Family
ID=31702466
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002193522A Abandoned JP2004034452A (ja) | 2002-07-02 | 2002-07-02 | 基板位置決め方法及びその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004034452A (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5931248B1 (ja) * | 2015-05-12 | 2016-06-08 | 株式会社Pfu | 検査システム及び検査方法 |
| CN107554091A (zh) * | 2017-10-12 | 2018-01-09 | 山东丽鹏股份有限公司 | 铝板连续喷码的定位机构 |
| CN110341299A (zh) * | 2019-07-01 | 2019-10-18 | 深圳市领创精密机械有限公司 | 一种丝网印刷机中的片料定位装置 |
| CN113246592A (zh) * | 2021-04-08 | 2021-08-13 | 安徽世林玻璃器皿有限公司 | 一种化妆品瓶批量丝印装置 |
| CN114261767A (zh) * | 2021-11-11 | 2022-04-01 | 郑州旭飞光电科技有限公司 | 平板显示玻璃的传送装置 |
| CN117260145A (zh) * | 2023-11-24 | 2023-12-22 | 福建力霸机械科技股份有限公司 | 一种标准节工装及组装方法 |
-
2002
- 2002-07-02 JP JP2002193522A patent/JP2004034452A/ja not_active Abandoned
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5931248B1 (ja) * | 2015-05-12 | 2016-06-08 | 株式会社Pfu | 検査システム及び検査方法 |
| CN107554091A (zh) * | 2017-10-12 | 2018-01-09 | 山东丽鹏股份有限公司 | 铝板连续喷码的定位机构 |
| CN110341299A (zh) * | 2019-07-01 | 2019-10-18 | 深圳市领创精密机械有限公司 | 一种丝网印刷机中的片料定位装置 |
| CN110341299B (zh) * | 2019-07-01 | 2024-02-27 | 深圳市领创精密机械有限公司 | 一种丝网印刷机中的片料定位装置 |
| CN113246592A (zh) * | 2021-04-08 | 2021-08-13 | 安徽世林玻璃器皿有限公司 | 一种化妆品瓶批量丝印装置 |
| CN114261767A (zh) * | 2021-11-11 | 2022-04-01 | 郑州旭飞光电科技有限公司 | 平板显示玻璃的传送装置 |
| CN117260145A (zh) * | 2023-11-24 | 2023-12-22 | 福建力霸机械科技股份有限公司 | 一种标准节工装及组装方法 |
| CN117260145B (zh) * | 2023-11-24 | 2024-03-08 | 福建力霸机械科技股份有限公司 | 一种标准节工装及组装方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109803829B (zh) | 丝网印刷机 | |
| JPH04347637A (ja) | スクリーン印刷機 | |
| WO2011016185A1 (ja) | スクリーン印刷装置およびスクリーン印刷方法 | |
| JPH06328659A (ja) | 印刷装置および印刷方法 | |
| JPH08241918A (ja) | 基板処理装置 | |
| JPH0697269A (ja) | 基板処理装置 | |
| JP5553803B2 (ja) | パネルの印刷装置 | |
| JP2004034452A (ja) | 基板位置決め方法及びその装置 | |
| JP7196222B2 (ja) | 露光方法 | |
| KR20130044172A (ko) | 도포 처리 장치 | |
| TWI427426B (zh) | Drawing device | |
| JP4064795B2 (ja) | 電子部品実装装置 | |
| JP2008142949A (ja) | スクリーン印刷装置およびスクリーン印刷方法 | |
| JP2614973B2 (ja) | スクリーン印刷機 | |
| JP2000250227A (ja) | 露光装置 | |
| JP2941505B2 (ja) | 基板位置決め方法 | |
| JP3991795B2 (ja) | スクリーン印刷機 | |
| JP4858520B2 (ja) | スクリーン印刷機及びスクリーン印刷方法 | |
| JP5099318B2 (ja) | 露光装置及び露光方法 | |
| JP4636742B2 (ja) | クリーム半田印刷機 | |
| JP2006103073A (ja) | スクリーン印刷機 | |
| JP2005014470A (ja) | スクリーン印刷機及びスクリーン印刷方法 | |
| JP2002251017A (ja) | 露光装置 | |
| JP4037527B2 (ja) | スクリーン印刷装置 | |
| JP2004050434A (ja) | 印刷装置および印刷方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20040903 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20041019 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20050113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050209 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20050428 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20050328 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050609 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070316 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20070802 |