JP2004018949A - めっき用陰極ロールおよびめっき被膜付きフィルムの製造方法 - Google Patents
めっき用陰極ロールおよびめっき被膜付きフィルムの製造方法 Download PDFInfo
- Publication number
- JP2004018949A JP2004018949A JP2002175949A JP2002175949A JP2004018949A JP 2004018949 A JP2004018949 A JP 2004018949A JP 2002175949 A JP2002175949 A JP 2002175949A JP 2002175949 A JP2002175949 A JP 2002175949A JP 2004018949 A JP2004018949 A JP 2004018949A
- Authority
- JP
- Japan
- Prior art keywords
- film
- plating
- roll
- cathode roll
- cathode
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images











Landscapes
- Manufacturing Of Printed Wiring (AREA)
- Electroplating Methods And Accessories (AREA)
- Coating By Spraying Or Casting (AREA)
Abstract
【解決手段】導電面を有するフィルムを搬送しながら、フィルム導電面を陰極ロールに接触させ、その前または/および後でめっき浴にてめっき被膜つきフィルムを製造するときに使用する陰極ロールであって、表面粗さRmaxが1μm以下、表面のビッカース硬度が200以上であることを特徴とするめっき用陰極ロール、およびそれを用いためっき被膜付きフィルムの製造方法。
【選択図】 図1
Description
【発明の属する技術分野】
本発明は、フィルムを搬送しながら、フィルムにめっき被膜を形成してめっき被膜付きフィルムを製造するめっき装置の陰極ロールに関し、特に樹脂フィルムへのめっきに用いて好適なめっき用陰極ロールに関する。中でも、本発明に係る陰極ロールは、フィルムにめっき被膜を形成したフレキシブル回路基板の製造に好適なもので、このめっき用陰極ロールは、フィルムに金属を蒸着した後、めっき被膜を形成する金属蒸着被膜/金属めっき被膜の積層フィルムを製造する際や、フィルムに無電解めっきを施した後、電気めっき被膜を形成する無電解めっき/電気めっき被膜の積層フィルムを製造する際に用いられる。このめっき用陰極ロールを用いて製造されるものは、電子機器、部品の小型化、軽量化、低コスト化を担う接着剤レス2層フレキシブルプリント配線基板、さらに詳しくは、半導体パッケージングにおけるTAB、COF、PGA等で利用される前記フレキシブルプリント配線用基板の製造に好適に用いられる。
【0002】
【従来の技術】
フィルムを搬送しながら連続的にめっき被膜を形成する方法は、特開平7−22473号公報や特開2000−192793号公報等に記載されている様に、フィルムの導電面または金属フィルムを陰極ロールに接触させ、その前または後に陽極の投入しためっき浴を配し、該めっき浴にてめっき被膜を形成する方法が知られている。この様な方法でフィルムに連続的にめっき被膜を形成すれば、陰極−陽極を配置したユニットを繰り返し通すことで、容易にフィルム上に厚膜化した所望厚みのめっき被膜を形成することが可能である。
【0003】
近年、電子機器、電子部品、半導体パッケージ等で利用される様になってきたフレキシブル回路用基板として、ポリイミドフィルムあるいはポリエステルフィルムと銅箔とを合わせた形態の配線基板が注目されている。この基板には、フィルムに接着剤を介して銅箔を貼り合わせた通称”3層型”と呼ばれるものと、フィルムに接着剤を介さないで金属被膜をめっき等で形成する通称”2層型”と呼ばれるフレキシブル回路用基板がある。これらのうち、後者の2層型の方が、回路の配線ピッチの微細化の進行に伴ってより注目されている。
【0004】
これらフレキシブル回路用基板に関する現状は、以下のようになっている。3層型プリント回路用基板は、接着剤にエポキシ系樹脂あるいはアクリル系樹脂が用いられているため、それに含まれる不純物イオンにより電気特性が劣化するという欠点を有しており、また、接着剤の耐熱温度が高々100℃〜150℃であるため、ベースフィルム材質としてポリイミドを使用したとしても、その高耐熱性(300℃以上)が十分に生かされないので、高温実装を必要とするICチップのワイヤーボンディングなどにおいては、加熱温度のスペックダウンを余儀なくされている。また、3層型プリント回路用基板では、銅箔の一般的な膜厚が18μmあるいは35μmであるため、80μmピッチ(銅配線40μm、ギャップ40μm)以下のパターンニングを行うには銅が厚すぎてエッチング率が著しく低下し、銅箔の表面側の回路幅と接着剤面側の回路幅が著しく異なり、あるいはエッチングで全体が著しく細り、目標とする回路パターンが得られないという欠点もある。
【0005】
近年、上記のような3層型における問題点を解決するために、フィルム上に接着剤を介さないで各種蒸着法、例えば真空蒸着法、スパッタリング法あるいは各種イオンプレーティング法などのPVD法、金属を含む薬品を気化し蒸着させるいわゆるCVD法等で、まずフィルムに各種金属を蒸着した後に、または無電解めっき法で各種金属をめっきした後に、電解銅めっきすることにより得られる、通称”2層型”の基板が提案されている。この2層型基板は、電解銅めっきで銅膜厚を自由に変化させることができ、例えば8μmの銅膜厚とすれば、60μmピッチの回路パターンが簡単に作成できるようになり、かつ、各種フィルムの耐熱温度をそのまま反映できるという特徴を持つ。
【0006】
以上の様な状況から、めっき被膜付きフィルムの需要が高まりつつある。しかし、このようにフィルム状体にめっきを施す場合、そのフィルムの剛性からそれ程大きな張力をかけて搬送することができず、上記のような方法に係る装置での搬送は、ある程度の張力下で搬送を行う必要があり、まためっき被膜と陰極ロールの間にある程度すべりがないと、フィルムがグリップされ、フィルム幅方向の搬送張力のアンバランスにより、フィルムにシワが発生し、搬送状態を悪化させるばかりか、フィルムが折れる、いわゆる折れシワが発生したりするという問題があった。このような問題を解消するためには、ある程度の液体潤滑が必要になるが、従来は、装置構成からわかるように、フィルムが、めっき浴からめっき液を随伴させ、陰極ロール上に液膜を形成することにより、フィルムと陰極ロールの間にある程度のすべりを生じさせ、フィルム幅方向におけるグリップの不安定さを抑制しながら、搬送状態が悪化するのを抑制するようにしていた。しかし、特開2000−192793号公報などに示されている様に、搬送フィルムが銅箔の様な金属泊であれば、フィルムの搬送張力を大きくでき、かつ表面抵抗値も小さく、陰極ロールとの完全導通が得られ問題は生じなかったが、特開平7−22473号公報などに示されている様に、厚さ50μmのポリイミドフィルムを搬送しようとすると、フィルムのヤング率や強度等の関係から、フィルムが破断するおそれがあるとか、被膜しようとするめっき被膜に内部応力を生じさせてしまうという問題がある。従って、大きな張力を付与することができず、比較的低いフィルム張力下でバランスさせながらめっき被膜を形成する方式を採ってきた。つまり、陰極ロールとフィルムの導電面との間に、ある程度のめっき液を含む液膜を介在させることで、陰極ロールとフィルムとの間に適度なすべりを生じさせ、搬送を安定化させるようにしていた。
【0007】
しかしながら、上記のような方法においては、陰極ロールはFe系材質が用いられるが、めっき液が硫酸を主体とし、また、その中に塩酸を入れてあることが多いので、非常に腐蝕しやすく、材料選択を行いにくいという問題があった。そこで、現在分かっている、これらめっき液に耐性のある材料としてSUS316が好適に用いられてきた。ところが、このSUS316であっても、しばらく使用していると粒界腐蝕を起こす問題が発生している。また、陰極ロールは、フィルムを搬送するロールとしての役割もあるので、フィルムによって擦れ、徐々にキズがついてくるという問題があった。従って、しばらく生産に使用していると、陰極ロールが傷つき、この傷により、フィルムとの摩擦力が増し、フィルムをグリップするようになって、フィルムに張りや撓みが発生し、搬送が蛇行したり、シワが発生したり、ひどい場合には折れシワになってしまうことも多々あった。
【0008】
また、場合によっては、陰極ロールに銅が析出することがあり、これを除去しようと研磨材入りのスポンジで銅を掻き取ると、これと一緒にSUS316材質までも傷をつけてしまうことがしばしばあった。また、この傷は、フレキシブル回路基板の銅表面に転写し、いわゆるヘアーラインという表面品位欠陥を引き起こす。こうしたヘアーラインはキズ状に凹みを生じており、回路配線をつくる際のエッチング工程や、回路実装工程におけるICチップなどのボンディング時に断線などが発生し、回路保証ができなくなるおそれがあった。
【0009】
こうした問題を解決するために、特許第3135176号では、フレキシブル回路基板の製品になる銅面にロールを接触させなくする、いわゆる非接触搬送の検討がなされ、現在使用されている。この手法は、図13に示す様に、搬送ロール52、53、54の両側部分に大径のディスク52a、52b、53a、53b、54a、54b(搬送ロールの接触部)を取付け、これにフィルム50を、とくにフィルム50の両側部分51a、51bをガイドさせ搬送する手法で(フィルム全幅:W、非接触分の幅:Wa)、搬送時には、搬送ロール53aの内側から外側に向かって液体を流して外側に付勢力を働かせる手法である。液体は、流体源55から流量調整ユニット56を介して供給され、ノズル管57の各ノズル孔58から噴出される。
【0010】
しかしながら、このような手法で搬送すると、ロール内側から付勢力を働かせている液体が不安定になり、搬送ロール大径部分からフィルムが外れ連続生産をうまく行うことができなかった。また、このロールが陰極である場合には、両側からの給電では面積が小さく、給電が不安定になりやすく、これは、めっき膜厚にムラを生じさせたりしていた。従って、めっき用陰極ロールの消耗が激しく、連続生産している場合には、2週間から約1ヶ月で、ロールを再研磨するために交換するという、非常に費用がかかる、また、メンテナンスに手間がかかるものとなり、生産性を落とすばかりか、コストアップさせる要因となっていた。
【0011】
【発明が解決しようとする課題】
本発明者らは、上記の問題点を解決するために鋭意検討した結果、以下に述べる本発明に到達した。すなわち本発明の課題は、ヘアーライン状の傷や異常突起(凸型)粒状物や、凹み状欠陥の少ないめっき被膜付きフィルムの製造を連続的に行うことができ、安定した生産を維持することができる、めっき用陰極ロールおよびめっき被膜付きフィルムの製造方法を提供することにある。
【0012】
また、本発明の陰極ロールによれば、一つのロールで2つ以上のフィルムを同時に搬送することも可能になり、非常に生産性の高いめっき装置を提供することもできる。
【0013】
また近年、電気・電子機器のIC化及び高密度・高集積化が急速に進み、それに伴いフレキシブルプリント回路基板のパターン幅も150〜200μmピッチから80〜150μmピッチへとファインピッチ化が進み、さらに現在では30〜80μmピッチ対応が要求されているが、本発明の課題は、このような80μm以下の超微細回路パターンを高収率で得られる2層型プリント配線基板を得ることを可能とし、さらに回路にした時の信頼性に優れた2層型プリント配線基板を得ることを可能とする、めっき用陰極ロールおよびめっき被膜付きフィルムの製造方法を提供することにある。
【0014】
【課題を解決するための手段】
上記課題を解決するために、本発明に係るめっき用陰極ロールは、導電面を有するフィルムを搬送しながらフィルム導電面を陰極ロールに接触させ、その前または/および後に配置されためっき浴にてフィルム導電面にめっき被膜を施すめっき被膜付きフィルムの製造に使用する陰極ロールであって、表面粗さRmaxが1μm以下であることを特徴とするものからなる。
【0015】
また、本発明に係るめっき用陰極ロールは、導電面を有するフィルムを搬送しながらフィルム導電面を陰極ロールに接触させ、その前または/および後に配置されためっき浴にてフィルム導電面にめっき被膜を施すめっき被膜付きフィルムの製造に使用する陰極ロールであって、表面のビッカース硬度が200以上であることを特徴とするものからなる。
【0016】
このような本発明に係るめっき用陰極ロールにおいては、タングステンを主体とする表面層が設けられていることが好ましい。たとえば、タングステンを50%以上含有し、その他に、クロム、ニッケル、炭素から選ばれる元素を少なくとも1種類以上を含む表面層が設けられていることが好ましい。とくに、タングステンを60〜80%、クロムを15〜25%、ニッケルを1〜10%、炭素を1〜10%を含有する表面層が設けられていることが好ましい。
【0017】
また、めっき用陰極ロールの表面は、溶射法により表面処理されていることが好ましく、中でも、爆発溶射法により表面処理されていることが好ましい。溶射膜としては、気孔率が2%以下のものが好ましい。
【0018】
本発明に係るめっき被膜付きフィルムの製造方法は、上記のようなめっき用陰極ロールを用いることを特徴とする方法からなる。この方法においては、複数のフィルムを同時に搬送することもできる。
【0019】
本発明に係る回路基板の製造方法は、このようなめっき被膜付きフィルムの製造方法により製造したフィルムに回路パターンを形成する方法からなる。
【0020】
【発明の実施の形態】
以下に、本発明について、望ましい実施の形態とともに、図面を参照しながら詳細に説明する。
本発明は、導電面を有するフィルムを搬送しながら、フィルム導電面を陰極ロールに接触させ、その前または/および後に配置されためっき浴にてフィルム導電面にめっき被膜を施すめっき被膜付きフィルムの製造に使用する陰極ロールであって、表面粗さRmaxが1μm以下であることを特徴とするめっき用陰極ロールである。また、同じくめっき被膜付きフィルムの製造に使用する陰極ロールであって、表面のビッカース硬度が200以上であることを特徴とするめっき用陰極ロールである。
【0021】
これらのめっき用陰極ロールを使用した例として、フレキシブル回路基板用のめっき被膜付きフィルムの製造にこれらのめっき用陰極ロールを用いたので、この装置を使ったフレキシブル回路基板の製造を例にとって説明する。
【0022】
図1に本発明を適用しためっき装置の一例の概略縦断面図を示す。
図1は、長尺フィルムをロール状態から巻き出し、めっきし、巻き取る連続式の電気めっき装置を示している。主たる工程は、ロール状フィルム306を巻き出す巻出部301、フィルムの導電面に酸処理、脱脂処理、水洗等の処理を施す前処理部302、電気めっき部303、めっき液を除去したり、洗い流したり、防錆処理、さらにこれを洗い流す処理、さらに、乾燥などを行う後処理部304、めっき被膜付きフィルムをロール状フィルム324に巻き取る巻取り部305からなっている。尚、電気めっき被処理部である導電面が清浄な場合は、前処理を省略しても構わないし、また、必要に応じて後処理工程を省略しても構わない。
【0023】
図1において、ロール状フィルム306から巻き出されたフィルムは、アキュムレータ307を通して、またバランスロール部308を経て、張力調整された後、速度制御ロール部309で速度を実質的に一定にされて、酸、脱脂処理部310、水洗部312を経て、めっき液7を収容しためっき槽6からなるめっき浴へ入る。
【0024】
図1のめっき浴部を拡大して、図2に示すが、陰極ロール1aに導電面を接触させた後、めっき浴槽の中を液中のフィルム搬送ロール101aを介して、陰極ロール1bへ接触させる。銅ボールを積層、充填したケース102aと102bを陽極にして、陰極を陰極ロール101aと102bとして、整流器3aにより給電し、フィルムにめっき被膜を形成する。以下、陰極ロール1bと陰極ロール1cを陰極にして、ケース102cと102dを陽極となし、整流器3bより給電し、フィルムにめっき被膜を形成する。以下、この繰り返しで、各陰極ロールを陰極とし、各ケース102e〜を陽極として、めっき被膜を形成する。1ユニットは一点鎖線で示すユニットとし、この繰り返しとなる。電流条件はフィルムに対して、0.2〜10A/dm2の電流密度となるようにして、フィルムにめっき被膜を形成する。その後、この繰り返しで、めっき被膜を順次形成させ、トータルでフィルムの導電面に1〜30μmの厚みのめっき被膜を形成する。
【0025】
尚、めっきの均一性を保つために、空気導入口(エアー攪拌用ノズル)330a〜330dよりフレッシュエアー(攪拌用エアー)331a〜331dを導入して、めっき槽内の液を十分撹拌する。これは、めっき被膜部に目がけて行うのが効果的で、形成されためっき被膜の極表面付近のめっき被膜金属イオンの濃度を大きくするなどのために行なう。また、図示しないが、めっき液は、フィルターを通して汚れを取り除き、常に循環している。
【0026】
次いで、フィルム張力を検出できる張力検出ロール325を介して、めっき液を除去するための水洗部314、めっき膜を保護する防錆処理液317の入った防錆処理部316を経て、過剰な防錆処理液を除去する水洗部318を経て、水分を除去する乾燥炉をもつ乾燥工程部320を経て、速度調整部321を経て、さらにバランスロール部322を経て、張力調整された後、アキュムレータ323を通してロール状フィルム325とする。こうしてめっき被膜付きフィルムが得られる。
【0027】
このようなめっき被膜付きフィルムの基材フィルムの材質としては、ポリイミド樹脂、ポリエステル樹脂が好ましく用いられる。電子回路材料等で使用する銅付きフィルムを形成する場合には、汎用的なポリエステル樹脂が好ましく用いられ、回路IC等の実装でのハンダ耐熱性の関係でポリイミド樹脂が好ましく用いられる。
【0028】
本発明で用いる基材フィルムの材質をより具体的に例示すると、ポリエチレンテレフタレート、ポリエチレン−2,6−ナフタレート、ポリエチレン−α,β−ビス(2−クロルフェノキシエタン−4,4’−ジカルボキシレート)などのポリエステル、ポリエーテルエーテルケトン、芳香族ポリアミド、ポリアリレート、ポリイミド、ポリアミドイミド、ポリエーテルイミド、ポリパラジン酸、ポリオキサジアゾールおよびこれらのハロゲン基あるいはメチル基置換体などが挙げられる。また、これらの共重合体や、他の有機重合体を含有するのものであってもよい。これらの樹脂に公知の添加剤、例えば、滑剤、可塑剤などが添加されていてもよい。
【0029】
上記樹脂の中、下記化1の繰り返し単位を85モル%以上含むポリマーを溶融押出して得られる未延伸フィルムを、二軸方向に延伸配向して機械特性を向上せしめたフィルムが特に好ましく使用される。
【0030】
【化1】

また、下記化2の繰り返し単位を50モル%以上含むポリマーからなり、湿式あるいは乾式製膜したフィルム、あるいは該フィルムを二軸延伸および/または熱処理せしめたフィルムも好ましく使用される。
【0032】
【化2】
フレキシブル回路用の場合、基材であるプラスチックフィルムの厚さは6〜125μm程度のものが多用され、中でも12〜50μmの厚さのものが好適に用いられる。
【0034】
さて、このような薄いフィルムを、広幅にて液中を搬送することは、非常に難しい。そこで、フィルムと陰極ロールの間に液膜を介在させ、潤滑をしながら搬送することになるが、陰極ロールの表面粗さRmaxが1μmを超えると、搬送張力を上げたときに、介在されている液膜の厚さよりもフィルムへ食い込む表面突起の方が大きくなり、フィルムがグリップされてしまい、局所的な張りが発生し、またこれに応じて局所的な弛みも発生する。このような状態になると、フィルムの導電面、めっきしたてのめっき被膜面にキズをつけ、また、陰極ロールの表面粗さをそのまま転写してしまう問題も発生する。そこで、本発明では、陰極ロールの表面粗さをRmaxにて1μm以下とすることにより、非常に液膜潤滑がスムーズになり、フィルムとロールがいわゆる滑る条件となって搬送を非常に安定させることに成功した。この状態であると、非常に表面品位の素晴らしい、フレキシブル回路基板の銅膜が形成できた。
【0035】
しかしながら、通常のSUS316を使用していると、粒界腐蝕が少しずつ進行し、また表面硬度がビッカース硬度Hvで70位であるので、フィルムとの摩擦により徐々に摩耗しキズ状の欠点がでてくる。こうなると表面粗さRmaxを1μm以下に維持できなくなり、表面品位を悪化させてしまう。そこで、めっき被膜金属よりも硬度が高い材料にすることで、この摩耗による表面粗さRmaxの上昇を抑制することが可能となる。従って、この場合の銅の例のように、銅がビッカース硬度で約170であるので、これ以上の表面硬さをもつものであれば、陰極ロールの表面形態を維持できることになる。
【0036】
上記のような表面硬度を達成するために、本発明者らは、種々の表面処理を検討した結果、タングステンを主体とする表面処理が非常に良いことを見出した。さらにタングステンを50%以上含有し、その他、クロム、ニッケル、炭素から選ばれる元素を少なくとも1種類以上を含むものがより好ましく、さらにタングステンを60〜80%、クロムを15〜25%、ニッケルを1〜10%、炭素を1〜10%を含有する表面処理がより好ましい。こうした材料であると、硫酸を主体とした塩酸等が添加されためっき液に対しても耐性があり、非常に好ましい。
【0037】
表面処理方法としては、真空蒸着法やスパッタ法を含むPVD法、CVD法、溶射法、イオン注入法、めっき法などが挙げられるが、中でも溶射法による表面処理が簡便かつ非常に硬い膜が簡単に製造できるので好ましく、また溶射法であれば厚膜化が容易であるため表面処理後、ダイヤモンド砥材により表面粗さを容易に調整できるので非常に好ましい。
【0038】
溶射法としては、ガス式溶射、電気式溶射が挙げられ、フレーム溶射の中では粉末式、溶線式、溶棒式のフレーム溶射法、爆発溶射法、アーク溶射法、プラズマ溶射法などが挙げられるが、緻密な膜でかつタングステンカーバイド系の膜を形成できる爆発溶射法が非常に好ましく用いられる。
【0039】
また、めっき液の浸食が母材まで到達しないように、膜厚としては30μm以上が好ましく、さらに耐久性の面で100μm以上施すことがより好ましい。さらにめっき液が溶射膜内部に浸食しないように気孔率は2%以下の溶射膜とすることが好ましい。
【0040】
このようなめっき用陰極ロールを用いることにより、表面に傷がつかないためにフィルムに不自然なグリップ力が生じることがなく、搬送が安定し良好なめっき被膜を形成できる。また、めっき液等の持ち込みにより、または別の手段により液体潤滑させて搬送を安定化させることもあるが、こうした場合でもキズがあると局所的な張りと弛みが発生して搬送不具合が発生するおそれがあるが、上記陰極ロールを使用した場合には、このような問題も発生しなくなり、良好な搬送が行える。また、複数のフィルムをかけ、上記陰極ロールを共用ロールとして同時に搬送したとしても、複数のフィルムのランダムな張力駆け引きが起こらないために良好な搬送が維持される。また、陰極ロールと液中ロールのターン数の多い長尺連続ラインにおいては、その効果が非常に良く確認できる。これにより、省スペースで大量のめっき被膜付きフィルムが生産でき、効率のよい生産が可能となる。
【0041】
【実施例】
めっき液に対して耐性のある材料の選定として、以下の材料の耐めっき液性を調査した。その結果、導電性と耐めっき液性の両方を合わせ持つ材料を見つけることは非常に困難であった。表1に示すめっき液をスポイドで数ml滴下し、1日毎に、滴下しためっき液を拭き取り耐性を目視で確認した。耐性のないものは表面が変色した。約2週間この作業を続けた結果。表3に示す結果となった。検討した材料と合わせてその特性を示す。図3に示すように、タングステンを主体とするもの、中でも前述のようにクロム等が所定割合で含有されているものが、優れた耐めっき液性を示した。
【0042】
次に、このロールを用いてフレキシブル回路基板の銅めっきを行ったので、その一例を示す。なお、以下に、フレキシブル回路基板の製造にあたって用いた各特性値の測定法を示す。
【0043】
(1)プラスチックフィルムの表面張力
JIS K6766−1977(ポリエチレン及びポリプロピレンの濡れ試験方法)に準じ、表面張力56dyne/cm以下はホルムアミド/エチレングリコールモノエチルエーテル混合溶液を、標準液として表面張力を求めた。また、表面張力57〜73dyne/cmの範囲は、水(72.8dyne/cm)/エチレングリコール(47.7dyne/cm)の混合液を標準液として、表面張力を求めた。
【0044】
(2)接触角
協和界面科学(株)製のFACE接触角計を用い、液滴法によって求めた。
【0045】
(3)スパッタ膜の膜厚
触針式表面粗さ計を用いて、評価した。尚、試料はスパッタ膜形成前に溶剤で除去可能なインクを一部分に塗布しておいてスパッタ膜を形成し、ついで成膜後にインク塗布部分を除去して測定した。
【0046】
(4)めっき膜の膜厚
めっき被膜の一部分をエッチング液により除去し、キーエンス(株)製のレーザ顕微鏡を用いて、その段差を測定して求めた。
【0047】
(5)表面粗さ
触針式三次元表面粗さ計を用いて測定した。
【0048】
(6)搬送張力
搬送陰極ロールの両側にロードセルの方式のセンサーを取付け測定した。センサーは、ミネベア(株)製の”C2G1−25K”型を用いた。測定範囲は0〜250Nの測定が可能なスペックである。ロール重さとフィルム搬送の抱き角から厳密に張力値を換算して校正したものの値を張力値とした。
【0049】
また、めっき生産中の搬送張力は簡便な方法として、図4に示す測定方法で測定した。フィルム4を陰極ロール61a、搬送ロール62、陰極ロール61b上にかけ渡して搬送した。スライドガイド64に取り付けられたスライドユニット65上にプッシュプルゲージ63を配置し、フィルム押しつけロール68をフィルムに押しつけ、15mm押し込んだところでスライドがストップするようにストッパー66を配置した。フィルムのパス途中にロールを15mm押しつた状態にして、この時の搬送フィルムから受ける力をプッシュプルゲージで測定した。この時使用したプッシュプルゲージは、アイコーエンジニアリング(株)製の”MODEL−9550”を用いた。
【0050】
実施例1
銅付きフィルムをフレキシブル回路基板に応用した例を示す。
(1)導電面付きフィルムの製作
減圧装置の中で、ロール状に巻き取ったフィルムを巻き出しながら、処理し、その後フィルムを巻き取りロール状にする装置で、プラズマ処理、ニッケル−クロム層成膜、銅層成膜を行った。
【0051】
厚さ25μm、幅520mm、長さ12500mのポリイミドフィルム”カプトン”1(米国デュポン社の登録商標)のロール状体を用意した。上記フィルムの片面に、2m/分の速度でアルゴンガスのグロー放電プラズマ処理を実施した。処理は高電圧を印加した棒状の電極に対して2cmの距離でフィルムを搬送し、かつ接地電極となっている電極対をもつ内部電極方式のプラズマ装置を使用した。アルゴンガス圧力は2.5Pa、1次出力電圧2kV、高周波電源周波数110kHzの条件でフィルムを2m/分の速度で処理し、グロー放電プラズマ層を形成した。なお、処理されたフィルムの表面張力は、70dyne/cm以上で、接触角は43度であった。
【0052】
次いで、アルゴンガス圧2.6×10−2Paにて、クロム20%、ニッケル80%のターゲットを用いて30nmのニッケルクロム層をDCマグネトロンスパッタ法を適用して形成した。その後、純度99.99%の銅をターゲットとして用い、100nmの銅層をDCマグネトロンスパッタ法を適用して形成した。
【0053】
上記フィルムは、スパッタ膜形成のための条件出しやリード部分を除いて、12000mのスパッタ膜付きフィルムとして製造した。
【0054】
(2)めっき被膜の形成
上記(1)で得られたロール状のスパッタ膜付きフィルム12000mを、3000mのロール状体に4分割して、520mm×3000mのロール状体の導電膜付きフィルムを4本準備し、そのうち2本を次に示すめっき装置に通してめっき被膜を形成した。
【0055】
めっき装置として、図1に示す装置を用いて、陽極に銅を用いて、銅のめっき被膜を8μmの厚さに形成した。図2において、一点鎖線内のユニットを16ユニットとしてめっき回路およびめっき装置を構成した。
【0056】
陰極ロールは、直径210mm、長さ1500mm、肉厚10mmのSUS316の円管に表面処理8(表3)を用いてこれに給電するものとした。膜厚は200μm、表面粗さは、Rmaxで0.4μmまで精密研磨により仕上げた。なお、ロールの真円度は0.05mm以下、円筒度0.08mm以下、ロールの円周方向の振れは0.08mm以下のスペックにて製作した。この表面硬度はビッカース硬度でHv=1000であった。陰極ロール1aから液中ロール101aを介して陰極ロール1bまで、フィルムをパスさせたときのフィルムパス長は4mの装置を用いた。なおパス長は陰極ロールの頂点から頂点までをいう。従って、めっき部の全パス長は64mである。
【0057】
フィルムの前処理条件、めっき条件、防錆処理条件は、表1に示す条件で行った。なお、銅めっきは、陰極ロールと液中ロールのパスの繰り返し数が進むつれて徐々に電流密度が上昇するように設定した。第1から第16ユニットの整流器毎の電流設定条件は、表2に示す通りである。
【0058】
【表1】
【表2】
【表3】
フィルム張力設定は、図1に示すS字ラップの速度制御ロール部309によって適度に張力をカットし、その後、順次ロールの回転速度にドローをかける方式で張力を設定した。張力は陰極ロール(張力検出ロール)325部でロードセルによって自動で圧力検出を行い、張力が240N/mになるように321部の駆動モータの速度でフィードバック制御した。
【0062】
各陰極ロール上の搬送張力は、図4に示す簡易的な張力測定器によって張力を測定した。なお、図4の測定器は幅520mmのフィルムにかかる張力を測定するものである。
【0063】
搬送速度は1m/分、陰極ロール1a〜1qまでの陰極ロールのモータ駆動設定に段階的にドロー比率設定を行い順次速度を上げ、張力を徐々に上げる方式とした。
【0064】
2本のフィルム搬送を陰極ロールを共用として搬送したが、非常に安定した搬送ができた。
【0065】
3000m分のフィルムを搬送させ、180分後の搬送位置ををプロットした図を図5に示す。なお、図1のめっき槽部303を拡大して上から見た図を図3として示した。図3に示す通り、座標系を入れ寸法取りを行った。図3において搬送フィルムをAライン、Bラインとし、A:u、A:vは、Aライン側のフィルム端部の走行位置を示し、B:u、B:vは、Bライン側のフィルム端部の走行位置を示す。フィルム搬送位置は図5に示す位置で非常に安定していた。また、2本のフィルムが搬送中重なることもなく、非常に安定した搬送を実現できた。
【0066】
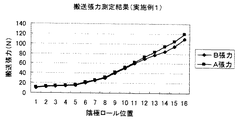
搬送張力を図4に示す測定方法により測定した結果を図9に示す。図9からも判るように、2本のフィルムに対して張力伝搬がスムーズにできていることが判る。
【0067】
その後、検査で、めっき銅表面を観察したところ、めっき表面の異常な突起や凹みが少なく表面品位の優れた銅付きフィルムを得た。異常な突起や凹みの個数は、表4に示す結果となった。キズも観察されず、めっき表面の表面粗さはRmaxで1μmと非常に表面粗さの小さい表面ができた。
【0068】
(3)回路パターンの形成
感光性液体レジストとコーティングし、60μmピッチ、すなわち、銅導体線幅30μm、導体線間30μmの回路パターン1024本のマスクを使い紫外線露光と現像を行い、塩化第二鉄エッチング液で回路パターンを形成した。その回路パターン50枚を150倍の実態顕微鏡で観察し、欠け(10μm以上の欠けは不合格で、それが1024本中に1本以上あればその回路パターンを不合格とする。)および断線によるパターンの良否を判定した結果を表5に示す。これにより100%収率の回路パターンが得られた。
【0069】
【表4】
【表5】
実施例2
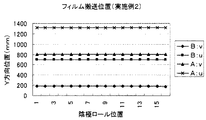
一年経過後、これと全く同じ生産を行ったが、図6、図10、表4、表5に示すように、ほぼ実施例1と同じ結果が得られた。
【0072】
比較例1
銅付きフィルムをフレキシブル回路基板に応用した例を示す。
(1)導電面つきフィルムの製作
実施例1と全く同様の導電面つきフィルムを作成した。
【0073】
(2)めっき被膜の形成
上記(1)で得られたロール状のスパッタ膜つきフィルム12000mを、3000mのロール状体に4分割して、520mm×3000mのロール状体の導電膜つきフィルムを4本準備し、そのうち2本を次に示すめっき装置に通してめっき被膜を形成した。
【0074】
めっき装置として、図1に示す装置を用いて、陽極に銅を用いて、銅のめっき被膜を8μm形成した。図2において、一点鎖線内のユニットを16ユニットとしてめっき回路およびめっき装置を構成した。
【0075】
陰極ロールは、直径210mm、長さ1500mm、肉厚10mmのSUS316の円管にSUS316を用いてこれに給電するものとした。表面粗さは研磨によってRmaxで0.6μmまで仕上げたロールを使用した。なお、ロールの真円度は0.05mm以下、円筒度0.08mm以下、ロールの円周方向の振れは0.08mm以下のスペックにて製作した。この表面硬度はビッカース硬度でHv=70であった。陰極ロール1aから液中ロール101aを介して陰極ロール1bまで、フィルムをパスさせたときのフィルムパス長は4mの装置を用いた。なおパス長は陰極ロールの頂点から頂点までをいう。従って、めっき部の全パス長は64mである。
【0076】
フィルムの前処理条件、めっき条件、防錆処理条件は、表1に示す条件で行った。なお、銅めっきは、陰極ロールと液中ロールのパスの繰り返し数が進むつれて徐々に電流密度が上昇するように設定した。第1から第16ユニットの整流器毎の電流設定条件は、表2に示す通りである。
【0077】
フィルム張力設定は、図1に示すS字ラップの速度制御ロール部309によって適度に張力をカットし、その後、順次ロールの回転速度にドローをかける方式で張力を設定した。張力は陰極ロール(張力検出ロール)325部でロードセルによって自動で圧力検出を行い、張力が240N/mになるように321部の駆動モータの速度でフィードバック制御した。
【0078】
各陰極ロール上の搬送張力は、陰極ロールの両側にロードセル式のセンサーを設置し測定した。
【0079】
搬送速度は1m/分、陰極ロール1a〜1qまでの陰極ロールのモータ駆動設定に段階的にドロー比率設定を行い順次速度を上げ、張力を徐々に上げる方式とした。使い初めて、1週間は、うまく運転できたが、徐々にロールに傷が現れ、これは目視でも判る程度であったが、フィルムがグリップされ、張りと撓みが発生し、液中の撹拌エアーのあおりを受けてフィルムが蛇行し始め、陰極ロール上でシワが発生し、また、銅付きフィルムの剛性が大きいために折れシワの発生もあった。
【0080】
3000m分のフィルムを搬送させ、180分後の搬送位置ををプロットした図を図6に示す。なお、図1のめっき槽部303を拡大して上から見た図を図3として示した。図3に示す通り、座標系を入れ寸法取りを行った。フィルム搬送位置は図7に示す位置で、2本のフィルムの搬送位置は、非常に不安定で、蛇行を繰り返していた。
【0081】
搬送張力を図4に示す測定方法により測定した結果を図11に示す。図11からも判るように、2本のフィルムに対して張力がランダムに変動していることが判る。
【0082】
その後、検査で、めっき銅表面を観察したところ、フィルムの折れシワで製品にならなく、一部シワのない場所でも、フィルム搬送方向に点々と長径100μm、高さ60μm大の以上突起がたくさん発生していた。異常な突起や凹みの個数は、表4に示す結果となった。また、表面品位を観察すると、ロールのキズと同様のキズが観察され、表面粗さもRmaxで20μmと非常に大きい表面粗さとなった。これは、キズの凹凸を一部反映しているためである。
【0083】
(3)回路パターンの形成
感光性液体レジストとコーティングし、60μmピッチ、すなわち、銅導体線幅30μm、導体線間30μmの回路パターン1024本のマスクを使い紫外線露光と現像を行い、塩化第二鉄エッチング液で回路パターンを形成した。その回路パターン50枚を150倍の実態顕微鏡で観察し、欠け(10μm以上の欠けは不合格で、それが1024本中に1本以上あればその回路パターンを不合格とする。)および断線によるパターンの良否を判定した結果を表5に示す。収率4%でほとんど正常な回路パターンは得られなかった。
【0084】
比較例2
銅付きフィルムをフレキシブル回路基板に応用した例を示す。
比較例1に続いて、まったく同じ条件で、このまま3ヶ月の生産運転を繰り返し実施後、以下の現象が現れた。
【0085】
2本のフィルムが蛇行しお互いが重なり合い、シワや折れシワが発生し、ほとんど生産ができる状況ではなかった。
【0086】
3000m分のフィルムを搬送させ、70分後の搬送位置ををプロットした図を図6に示す。なお、図1のめっき槽部303を拡大して上から見た図を図3として示した。図3に示す通り、座標系を入れ寸法取りを行った。フィルム搬送位置は図8に示す位置で、2本のフィルムは個別に蛇行を繰り返し、2本のフィルムが重なってしまった。
【0087】
搬送張力を図4に示す測定方法により測定した結果を図12に示す。図12からも判るように、2本のフィルムの張力が非常にランダムであることがわかる。また、この時、陰極ロールを調査すると、0.5mmの深さのキズが無数に入っていた。
【0088】
以上表5に示した特性から明らかなように、本発明の製造方法で作成したフレキシブル回路基板は、ファインピッチにも対応した非常に優れた外観品位をもつ銅付きフィルムを得ることができたと言える。また、非常に生産性も良く生産できた。
【0089】
【発明の効果】
本発明のめっき用陰極ロールを使用することにより、表面品位の優れためっき被膜を形成できる。特にフレキシブル回路基板用の銅付きフィルムにおいて、非常に優れた品質の製品を提供できる。銅表面に突起や凹み欠点が非常に少ないために、回路ピッチとしてのファインピッチ化に有効であり、特に60μm以下のピッチに対応できる。
【0090】
また、本発明よれば、生産工程のめっき工程においてトラブルを防止し、特に搬送を安定化し、複数のフィルムを共用の陰極ロールで搬送したとしても、蛇行を防止でき、安定した張力伝搬で搬送を実現することができる。
【図面の簡単な説明】
【図1】本発明の一実施態様に係るめっき用陰極ロールを用いためっき装置の全体の概略縦断面図である。
【図2】図1の装置の一部を拡大した図で、給電方法を示すの一部の一例を示す概略図である。
【図3】実施例における搬送位置の座標系を示す図である。
【図4】実施例における張力測定方法を示す概略斜視図である。
【図5】実施例1におけるフィルム搬送位置を示す図である。
【図6】実施例2におけるフィルム搬送位置を示す図である。
【図7】比較例1におけるフィルム搬送位置を示す図である。
【図8】比較例2におけるフィルム搬送位置を示す図である。
【図9】実施例1における張力測定結果を示す図である。
【図10】実施例2における張力測定結果を示す図である。
【図11】比較例1における張力測定結果を示す図である。
【図12】比較例2における張力測定結果を示す図である。
【図13】従来例の特許第3135176号公報における非接触搬送を示す概略斜視図である。
【符号の説明】
1 陰極ロール
1a、1b、1c 陰極ロール
2 陽極
3a、3b 整流器
4 フィルム
6 めっき槽
7 めっき液
50 フィルム
51a、51b フィルムの両側部分
52 搬送ロール
52a、52b 搬送ロールの接触部(大径のディスク)
53 搬送ロール
53a、53b 搬送ロールの接触部(大径のディスク)
54 搬送ロール
54a、54b 搬送ロールの接触部(大径のディスク)
55 流体源
56 流量調整ユニット
57 ノズル管
58 ノズル孔
61a、61b 陰極ロール
62 搬送ロール
63 プッシュプルゲージ
64 スライドガイド
65 スライドユニット
66 ストッパー
67 押しつけロール固定ブラケット
68 フィルム押し付けロール
101a、101b 液中のフィルム搬送ロール
102a、102b、102c、102d、102e 陽極(ケース)
106a、106b、106c 遮蔽板
301 巻出し部
302 前処理部
303 電気めっき部
304 後処理部
305 巻取り部
306 めっき前のロール状フィルム
307 アキュムレータ
308 バランスロール部
309 速度制御ロール部
310 酸、脱脂処理部
311 酸、脱脂処理液
312 水洗部
313 水洗液
314 水洗部
315 水洗液
316 防錆処理部
317 防錆液
318 水洗部
319 水洗液
320 乾燥工程部
321 速度調整部
322 バランスロール部
323 アキュムレータ
324 めっき被膜付きフィルムのロール状体
325 張力検出ロール
330a、330b、330c、330d エアー撹拌用ノズル
331a、331b、331c、331d 撹拌用エアー
Claims (11)
- 導電面を有するフィルムを搬送しながらフィルム導電面を陰極ロールに接触させ、その前または/および後に配置されためっき浴にてフィルム導電面にめっき被膜を施すめっき被膜付きフィルムの製造に使用する陰極ロールであって、表面粗さRmaxが1μm以下であることを特徴とするめっき用陰極ロール。
- 導電面を有するフィルムを搬送しながらフィルム導電面を陰極ロールに接触させ、その前または/および後に配置されためっき浴にてフィルム導電面にめっき被膜を施すめっき被膜付きフィルムの製造に使用する陰極ロールであって、表面のビッカース硬度が200以上であることを特徴とするめっき用陰極ロール。
- タングステンを主体とする表面層が設けられている、請求項1または2に記載のめっき用陰極ロール。
- タングステンを50%以上含有し、その他に、クロム、ニッケル、炭素から選ばれる元素を少なくとも1種類以上を含む表面層が設けられている、請求項3に記載のめっき用陰極ロール。
- タングステンを60〜80%、クロムを15〜25%、ニッケルを1〜10%、炭素を1〜10%を含有する表面層が設けられている、請求項4に記載のめっき用陰極ロール。
- 溶射法により表面処理されている、請求項1〜5のいずれかに記載のめっき用陰極ロール。
- 爆発溶射法により表面処理されている、請求項6に記載のめっき用陰極ロール。
- 気孔率が2%以下の溶射膜が設けられている、請求項6または7に記載のめっき用陰極ロール。
- 請求項1〜8のいずれかに記載のめっき用陰極ロールを用いることを特徴とする、めっき被膜付きフィルムの製造方法。
- 複数のフィルムを同時に搬送する、請求項9に記載のめっき被膜付きフィルムの製造方法。
- 請求項9または10に記載のめっき被膜付きフィルムの製造方法により製造したフィルムに回路パターンを形成する回路基板の製造方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002175949A JP2004018949A (ja) | 2002-06-17 | 2002-06-17 | めっき用陰極ロールおよびめっき被膜付きフィルムの製造方法 |
| PCT/JP2003/007537 WO2003106740A1 (ja) | 2002-06-17 | 2003-06-13 | めっき被膜付きフィルムの製造方法、めっき用 陰極ロール、ならびに、回路基板の製造方法 |
| EP03733418A EP1514957B1 (en) | 2002-06-17 | 2003-06-13 | Method for manufacturing plated resin film |
| US10/518,194 US7618526B2 (en) | 2002-06-17 | 2003-06-13 | Method for manufacturing plated film, cathode roll for plating, and method for manufacturing circuit board |
| DE60328985T DE60328985D1 (de) | 2002-06-17 | 2003-06-13 | Verfahren zur herstellung einer beschichteten kunstharzfolie |
| KR1020047020662A KR100996599B1 (ko) | 2002-06-17 | 2003-06-13 | 도금 필름의 제조방법, 도금용 음극 롤, 및 회로기판의제조방법 |
| CNB038195410A CN100564612C (zh) | 2002-06-17 | 2003-06-13 | 镀膜的制备方法、电镀用阴极辊和制造电路板的方法 |
| TW092116248A TWI333513B (en) | 2002-06-17 | 2003-06-16 | Method for producing film having plated coat and cathode roll for plating |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002175949A JP2004018949A (ja) | 2002-06-17 | 2002-06-17 | めっき用陰極ロールおよびめっき被膜付きフィルムの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004018949A true JP2004018949A (ja) | 2004-01-22 |
Family
ID=31174456
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002175949A Pending JP2004018949A (ja) | 2002-06-17 | 2002-06-17 | めっき用陰極ロールおよびめっき被膜付きフィルムの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004018949A (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006245253A (ja) * | 2005-03-03 | 2006-09-14 | Nippon Steel Chem Co Ltd | フレキシブル銅張積層板 |
| JP2006307338A (ja) * | 2005-03-30 | 2006-11-09 | Toray Ind Inc | 給電ローラならびにめっき被膜付きフィルムの製造装置および方法 |
| JP2007246962A (ja) * | 2006-03-15 | 2007-09-27 | Toray Advanced Film Co Ltd | めっき法2層回路基材の製造方法およびめっき装置 |
| JP2008007797A (ja) * | 2006-06-27 | 2008-01-17 | Fujifilm Corp | 搬送装置及びめっき被膜付きフィルムの製造装置 |
| JP2010186874A (ja) * | 2009-02-12 | 2010-08-26 | Kaneka Corp | フレキシブルプリント配線基板材料の製造方法 |
| JP2010242142A (ja) * | 2009-04-02 | 2010-10-28 | Nippon Steel Engineering Co Ltd | 金属箔用通電ロール |
| CN101928977A (zh) * | 2010-09-09 | 2010-12-29 | 西安航天动力机械厂 | 一种阴极辊的制备方法及电沉积铜的电沉积溶液 |
| JP2011246754A (ja) * | 2010-05-26 | 2011-12-08 | Sumitomo Metal Mining Co Ltd | 金属化樹脂フィルム基板の製造方法 |
| JP2012001793A (ja) * | 2010-06-21 | 2012-01-05 | Sumitomo Metal Mining Co Ltd | 金属化樹脂フィルムの製造方法及び製造装置 |
| JP2013540197A (ja) * | 2010-09-30 | 2013-10-31 | 珠海市創元電子有限公司 | フレキシブル銅張積層板の連続生産方法 |
| JP2022100710A (ja) * | 2020-12-24 | 2022-07-06 | 住友金属鉱山株式会社 | 銅張積層板および銅張積層板の製造方法 |
-
2002
- 2002-06-17 JP JP2002175949A patent/JP2004018949A/ja active Pending
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006245253A (ja) * | 2005-03-03 | 2006-09-14 | Nippon Steel Chem Co Ltd | フレキシブル銅張積層板 |
| JP2006307338A (ja) * | 2005-03-30 | 2006-11-09 | Toray Ind Inc | 給電ローラならびにめっき被膜付きフィルムの製造装置および方法 |
| JP2007246962A (ja) * | 2006-03-15 | 2007-09-27 | Toray Advanced Film Co Ltd | めっき法2層回路基材の製造方法およびめっき装置 |
| JP2008007797A (ja) * | 2006-06-27 | 2008-01-17 | Fujifilm Corp | 搬送装置及びめっき被膜付きフィルムの製造装置 |
| JP2010186874A (ja) * | 2009-02-12 | 2010-08-26 | Kaneka Corp | フレキシブルプリント配線基板材料の製造方法 |
| JP2010242142A (ja) * | 2009-04-02 | 2010-10-28 | Nippon Steel Engineering Co Ltd | 金属箔用通電ロール |
| JP2011246754A (ja) * | 2010-05-26 | 2011-12-08 | Sumitomo Metal Mining Co Ltd | 金属化樹脂フィルム基板の製造方法 |
| JP2012001793A (ja) * | 2010-06-21 | 2012-01-05 | Sumitomo Metal Mining Co Ltd | 金属化樹脂フィルムの製造方法及び製造装置 |
| CN101928977A (zh) * | 2010-09-09 | 2010-12-29 | 西安航天动力机械厂 | 一种阴极辊的制备方法及电沉积铜的电沉积溶液 |
| CN101928977B (zh) * | 2010-09-09 | 2012-07-25 | 西安航天动力机械厂 | 一种阴极辊的制备方法 |
| JP2013540197A (ja) * | 2010-09-30 | 2013-10-31 | 珠海市創元電子有限公司 | フレキシブル銅張積層板の連続生産方法 |
| JP2022100710A (ja) * | 2020-12-24 | 2022-07-06 | 住友金属鉱山株式会社 | 銅張積層板および銅張積層板の製造方法 |
| JP7151758B2 (ja) | 2020-12-24 | 2022-10-12 | 住友金属鉱山株式会社 | 銅張積層板および銅張積層板の製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI333513B (en) | Method for producing film having plated coat and cathode roll for plating | |
| US8398827B2 (en) | Power feeding method, continuous electrolytic plating apparatus for web and method for manufacturing plastic film with plated coating film | |
| JP2004018949A (ja) | めっき用陰極ロールおよびめっき被膜付きフィルムの製造方法 | |
| EP0773710A1 (en) | Flexible printed wiring board | |
| KR101414105B1 (ko) | 웹의 압접 방법, 압접 장치, 급전 방법, 급전 장치, 연속 전해 도금 장치 및 도금막 부착 웹의 제조 방법 | |
| JP4886333B2 (ja) | 給電ローラならびにめっき被膜付きフィルムの製造装置および方法 | |
| JP2020012156A (ja) | 銅張積層板の製造方法 | |
| JP2003531301A (ja) | 弾性接触要素 | |
| TWI448582B (zh) | 金屬被覆聚醯亞胺膜及其製法 | |
| JP4793720B2 (ja) | めっき法2層回路基材の製造方法 | |
| JP4862513B2 (ja) | 給電用ローラならびに電解めっき被膜付きフィルムの製造装置および方法 | |
| KR100665481B1 (ko) | 필름 연속 도금 장치 및 방법 | |
| JP2020011441A (ja) | 銅張積層板 | |
| JP2004263215A (ja) | シートの搬送方法と製造方法および装置 | |
| JP5214898B2 (ja) | 給電方法、ウェブの連続電解めっき装置およびめっき膜付きプラスチックフィルムの製造方法 | |
| JPH05259596A (ja) | フレキシブルプリント配線用基板 | |
| JP2015016688A (ja) | キャリア付銅箔、銅張積層板、プリント配線板、電子機器、及び、プリント配線板の製造方法 | |
| JP2008050638A (ja) | 金属化プラスチックフィルム基材の製造方法および真空成膜装置 | |
| JP2005041049A (ja) | 広幅銅張り積層基板 | |
| JP2001518562A (ja) | 銅箔製造のための簡易化方法および装置 | |
| JP6953698B2 (ja) | 被成膜物の搬送方法および乾式成膜装置ならびに該搬送方法を用いた被成膜物の成膜方法 | |
| JP4098567B2 (ja) | めっき被膜付きフィルムの製造方法 | |
| JP6880810B2 (ja) | 樹脂フィルムの表面処理法及びこれを有する銅張積層基板の製造方法 | |
| JP2020066762A (ja) | 金属膜付き樹脂フィルムの製造装置と製造方法 | |
| JP2008075113A (ja) | めっき装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20050301 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A131 | Notification of reasons for refusal |
Effective date: 20070522 Free format text: JAPANESE INTERMEDIATE CODE: A131 |
|
| A521 | Written amendment |
Effective date: 20070720 Free format text: JAPANESE INTERMEDIATE CODE: A523 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071026 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071220 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20090116 |