JP2004017585A - 射出成形方法 - Google Patents
射出成形方法 Download PDFInfo
- Publication number
- JP2004017585A JP2004017585A JP2002178757A JP2002178757A JP2004017585A JP 2004017585 A JP2004017585 A JP 2004017585A JP 2002178757 A JP2002178757 A JP 2002178757A JP 2002178757 A JP2002178757 A JP 2002178757A JP 2004017585 A JP2004017585 A JP 2004017585A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- bobbin
- winding
- groove
- terminal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】ボビン巻線を有する部品をインサート成形する場合に、端子部分に樹脂が回りこむことを防止できるようにする。
【解決手段】コイル3が巻かれたボビン4のつば部4aを延長し、つば部の端部に接続端子6を設け、接続端子にボビンから引き出された巻き線5の端部を接続したインサート部材の周囲に樹脂材料を射出して、樹脂材料によりコイルの周囲を覆うための射出成形方法であって、ボビンのつば部面上に配置された巻き線に対応する金型面に、巻線の線径+0.02mm以下の深さの溝28を形成した金型20,21を用いて成形を行う。
【選択図】 図4
【解決手段】コイル3が巻かれたボビン4のつば部4aを延長し、つば部の端部に接続端子6を設け、接続端子にボビンから引き出された巻き線5の端部を接続したインサート部材の周囲に樹脂材料を射出して、樹脂材料によりコイルの周囲を覆うための射出成形方法であって、ボビンのつば部面上に配置された巻き線に対応する金型面に、巻線の線径+0.02mm以下の深さの溝28を形成した金型20,21を用いて成形を行う。
【選択図】 図4
Description
【0001】
【発明の属する技術分野】
本発明は、小型の概略円筒状でくし歯構造を持つモーターのヨーク部、端子を持ったボビン巻線部を組んだ状態のインサート部品を射出成形用金型内に挿入し、封止成形するための射出成形方法に関するものである。
【0002】
【従来の技術】
端子部を持ったボビン巻線を内包するインサート部品を封止成形する方法としては、ボビン巻線を射出成形時の溶融樹脂の流れ込みで断線しないように、出来るだけ低い射出圧力で成形できる流動性に優れる成形材料を選定するのが普通であるが、樹脂の流動性が優れるため端子部への樹脂漏れによる付着が大きな問題となる。端子部に樹脂が付着した場合、樹脂を取り除く必要があるが、手作業で行なうとリード線を断線させたり、端子部を曲げたりする等のトラブルが発生するとともに当然コストも上がる原因となってしまう。
【0003】
端子部への樹脂付着の対策としては、特開平7−142278号公報に開示されている様に、リード線を被覆材によって被覆し、被覆部を金型でクランプすることにより溶融樹脂がもれることを防止する方法が知られているが、リード線径が0.08mm以下の細線では充分な肉厚の被覆は難しく、この技術を適用することは困難である。
【0004】
また、図6に示すようにリード線部を弾性体33で押さえることにより溶融樹脂の漏れを防止する方法も用いられているが、溶融樹脂の流れを弾性体で直接受けるため、高い射出圧力と高温により弾性体が徐々に破断され、溶融樹脂が端子部にもれることを長期間にわたり防止するのは難しい。またあまり硬い弾性体ではリード線を押しつぶし変形させることもあり、使用できる硬さには限界がある。
【0005】
その他の方法としては、リード線部をエポキシやシリコンーン樹脂で成形前に固める方法もあるが、工程が増えるためコストアップになる。また樹脂を塗布する時に端子部にも付着する危険性がある。
【0006】
【発明が解決しようとする課題】
以上説明したように、ボビン巻線を内包するインサート部品を封止成形する方法において、端子部へ溶融樹脂が漏れることを防止するために、リード線部を弾性体で押さえると、リード線の変形、断線が発生しやすい。また弾性体が溶融樹脂により徐々に破断され、長時間の連続ショットにおいては頻繁に弾性体の交換が必要となる。また破断された弾性体のカスが成形品に混ざり込んでしまうこともある。
【0007】
また、リード線部にシリコーン樹脂などを塗布する方法では工数が増えコストアップになり、また端子部に樹脂が付着するなどの問題がある。
【0008】
従って、本発明は上述した課題に鑑みてなされたものであり、その目的は、ボビン巻線を有する部品をインサート成形する場合に、端子部分に樹脂が回りこむことを防止できるようにすることである。
【0009】
【課題を解決するための手段】
上述した課題を解決し、目的を達成するために、本発明に係わる射出成形方法は、コイルが巻かれたボビンのつば部を延長し、該つば部の端部に接続端子を設け、該接続端子に前記ボビンから引き出された巻き線の端部を接続したインサート部材の周囲に樹脂材料を射出して、該樹脂材料により前記コイルの周囲を覆うための射出成形方法であって、前記ボビンのつば部面上に配置された前記巻き線に対応する金型面に、前記巻線の線径+0.02mm以下の深さの溝を形成した金型を用いて成形を行うことを特徴としている。
【0010】
また、この発明に係わる射出成形方法において、前記金型の前記溝の先端部分の位置に、射出された樹脂材料が前記接続端子に付着するのを防止するための樹脂溜りを形成することを特徴としている。
【0011】
また、この発明に係わる射出成形方法において、前記樹脂溜り内の樹脂材料が前記接続端子に付着するのを防止するために、前記樹脂溜りに隣接した位置で、前記接続端子を挟み込む弾性部材を前記金型に設けることを特徴としている。
【0012】
また、本発明に係わる射出成形方法は、コイルが巻かれたボビンのつば部を延長し、該つば部の端部に接続端子を設け、該接続端子に前記ボビンから引き出された巻き線の端部を接続したインサート部材の周囲に樹脂材料を射出して、該樹脂材料により前記コイルの周囲を覆うための射出成形方法であって、前記ボビンのつば部面上に、前記巻き線を収容するための、前記巻線の線径+0.02mm以下の深さの溝を形成することを特徴としている。
【0013】
【発明の実施の形態】
以下、本発明の好適な一実施形態について説明する。
【0014】
まず、一実施形態の概要について説明する。
【0015】
本実施形態では、ボビン巻線部つば形状の延長上に端子圧入部が形成されたコイルボビンにおいて、巻線部から端子部に接続されたリード線が平面状に形成されたつば面を引き回されている場合、リード線部に相対する金型面にリード線径+0.02mm以下でリード線を潰さない深さ寸法で溝を構成する。このとき、リード線径は0.08mm以下であり、溝深さは0.1mm以下とし、その溝長さはモータ外形寸法部から端子圧入面近傍まで設ける。これにより溶融樹脂は0.1mm以下の溝部に進入しにくくなる。また溝の長さによっては溶融樹脂は溝部の外まで出てこない。また溝部が短く溶融樹脂が漏れてくる場合においては、端子部の圧入部面から端子のプリント基板等の接合部などに、必要個所の下まで漏れてきた溶融樹脂の樹脂溜り空間を形成し、端子必要個所は耐熱性のある弾性材で型締め力を利用して圧縮変形させ保持する。これによりリード線部を直接弾性体で押さえないことによりリード線のつぶれ断線をなくすことが出来る。また溝部から漏れてきた溶融樹脂も樹脂溜り部で樹脂圧が低下し、樹脂温度も下がるため、端子部を保持した弾性体に与えるダメージを最小限にすることが出来る。またリード線が引き回される溝部を金型側でなくボビンつば部側に設けてもよい。
【0016】
以下、一実施形態について具体的に説明する。
【0017】
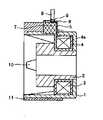
図1は、本発明の一実施形態に係わる封止成形後のコイルを内包したインサート部品の断面図である。
【0018】
図1において、1はくし歯形状10を持つ外側磁極であり、コイル3を挟み込むように内側磁極2が外側磁極1に固定されている。コイル3はボビン4に巻かれておりボビンつば部4aから端子圧入部7が形成されている。リード線5はコイル3からボビンつば部4aの延長上の、端子圧入部7の平面部上面を引き回され端子6の根元に巻き付けられリード線部巻き付け部9を形成している。11は封止樹脂を示す。8は端子6の根元部に設けられた樹脂溜り部に成形時に漏れた樹脂を示す。
【0019】
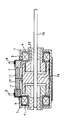
図2は図1に示されるインサート部品をモーターとして組んだ状態を示す図である。
【0020】
図2において、12は軸受け部、13はシャフト、14はマグネットを示す。
【0021】
図3は、図1に示されるインサート部品を成形するための射出成形用金型の一部を示す断面図である。
【0022】
図3において、20は固定側型板を示し、21は可動側型板を示す。射出成形機から射出された溶融樹脂は一次スプール25、ランナー26を介しゲート27を通過してインサート部品が挿入されているキャビティ内に高温、高圧で注入される。19はランナーを突出すエジェクターピンである。22はインサート部品の内側磁極2の内径部をガイドするセンターピンである。23はインサート部品を突出すためのスリーブ、24はくし歯10の内径寸法を決めるための内周駒である。
【0023】
図4は、図3の端子6の近傍を拡大した図である。
【0024】
図4において、コイル3より引き出されたリード線5はボビン4のつば面4aから端子圧入部7の平面上を引き回され、端子圧入部7に圧入された端子6の根元に巻き付けられ、9で示す形状でハンダ付けされている。このとき、固定側型板20のリード線5に相対する部分に溝28が設けられている。
【0025】
本実施形態では、線径0.06mmであり、溝の深さは、線径+0.01mmの0.07mmとした。
【0026】
このとき、封止樹脂(射出される樹脂)としては、成形時の圧力で線径0.06mmのリード線が断線しないように非常に流動性に優れた液晶ポリマーを使用した。実験型に深さ0.07mm、幅0.3mmの溝を設け、この材料で射出圧力50MPa(樹脂圧換算)で成形したところ、流動長は2mmとなった。また0.1mmの溝深さでは流動長は10mmを超えた。
【0027】
本実施形態では、先に述べたように、溝深さ0.07mm、溝幅0.3mm、溝長さは0.5mmであり、溶融樹脂が溝を通過し端子部にまで漏れてくることが予想された。
【0028】
そのため、本実施形態では端子部6の巻線が巻き付けられた根元部9に、体積として0.2mm3の樹脂溜り部8を設けた。この樹脂溜り部8の体積によれば、溝断面積0.07mm×0.3mm=0.021mm2で計算すると、流動長約10mmに相当する樹脂が溜められる。このとき、端子部6を断熱性のある可動側弾性体29、固定側弾性体30で型締めを利用して締め付けることにより、基板などの接合に使う部分への樹脂付着を防止することができる。当然樹脂溜り部8で溶融樹脂圧は低下し、また樹脂温度も低下するため、弾性体29,30へのダメージは極めて小さく抑えられる。。
【0029】
また0.1mmより大きい溝深さでは、溶融樹脂は多量に溝を通過するため、樹脂溜りの容量を越えてしまう危険性がある。
【0030】
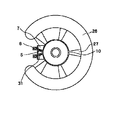
図5は他の実施形態の金型を上面から見た図である。ランナー26を通過した溶融樹脂は、くし歯10に対向する位置に設けられたゲート27を介してキャビティに注入される。7は端子圧入部であり、5はリード線、6は端子である。この実施形態では、リード線5に相対する金型面を平面として、端子圧入部7に溝31を設けてリード線5を引き回している。
【0031】
以上説明したように、上記の実施形態では、ボビンつば部からの延長上に端子圧入部、端子を持ったボビン巻線を内包するモーター用インサート部品を射出成形金型内で封止成形する方法において、端子部に射出時に溶融樹脂が付着することを防止するために、ボビンつば部、端子圧入部リード線引き回し部を平面とし、リード線部に対向する金型面にリード線径+0.02mm以下の深さの溝部を設ける。このとき、封止樹脂(射出される樹脂)としてリード線の断線を防止するために流動性に優れた液晶ポリマーなどの材料を選定する必要があるため、溝深さは0.1mmが限界であり、線径としては0.08mm以下の場合に適用される。
【0032】
またその溝幅は、巻線時のバラツキを考慮して決定する。この非常に浅い溝の働きにより射出成形時に溶融樹脂は溝に進入しにくくなり、かつ進入しても急激に冷却されるためその流動長はごくわずかになる。
【0033】
使用樹脂材料、溝の長さによっては溝を通過し端子部まで溶融樹脂が進入することがある。この場合には、端子部の使用しない巻線巻き付け部近傍に進入してくる樹脂材料の量を上回る樹脂溜り部を設け、さらに端子の基板等との接合部に樹脂が付着しないように、耐熱性のある弾性体を用いて、端子使用部を型締め力により弾性体を圧縮変形させて覆い、溶融樹脂の侵入を防ぐ。樹脂溜り部を設けることにより樹脂の圧力は低下し、樹脂温度も下がるために、端子を覆った弾性体を押しのけて溶融樹脂が進入してくることはない。
【0034】
これにより弾性体の溶融樹脂によるダメージを最小にでき、成形ショット数を大幅に伸ばすことが出来る。
【0035】
またリード線部を直接弾性体で押さえることが無いため、リード線のつぶれ、断線をなくすことが出来る。
【0036】
さらに端子圧入部に封止樹脂層が形成されることにより、端子の抜け強度の向上がはかれる。
【0037】
また、他の実施形態では、金型面を平面にし、ボビン側にリード線が引き回される溝形状を設けることにより、同様の効果が得られる。
【0038】
【発明の効果】
以上説明したように、本発明によれば、ボビン巻線を有する部品をインサート成形する場合に、端子部分に樹脂が回りこむことを防止できる。
【図面の簡単な説明】
【図1】本発明の一実施形態に係わる封止成形後のコイルを内包したインサート部品の断面図である。
【図2】図1に示されるインサート部品をモーターに組んだ状態を示す図である。
【図3】図1に示されるインサート部品を成形するための射出成形用金型の一部を示す断面図である。
【図4】図3の端子の近傍を拡大した図である。
【図5】他の実施形態の金型を上面から見た図である。
【図6】従来の金型の断面図である。
【符号の説明】
1 外側磁極
2 内側磁極
3 コイル
4 ボビン
4a ボビンつば部
5 リード線
6 端子
7 端子圧入部
8 樹脂溜り部
9 リード線巻き付け部
10 くし歯
11 封止樹脂
12 軸受け
13 シャフト
14 マグネット
19 エジェクターピン
20 固定側型板
21 可動側型板
22 センターピン
23 スリーブ
24 内周駒
25 スプール
26 ランナー
27 ゲート
28 金型溝
29 可動側弾性体
30 固定側弾性体
31 リード線用溝
32 端子部空間
【発明の属する技術分野】
本発明は、小型の概略円筒状でくし歯構造を持つモーターのヨーク部、端子を持ったボビン巻線部を組んだ状態のインサート部品を射出成形用金型内に挿入し、封止成形するための射出成形方法に関するものである。
【0002】
【従来の技術】
端子部を持ったボビン巻線を内包するインサート部品を封止成形する方法としては、ボビン巻線を射出成形時の溶融樹脂の流れ込みで断線しないように、出来るだけ低い射出圧力で成形できる流動性に優れる成形材料を選定するのが普通であるが、樹脂の流動性が優れるため端子部への樹脂漏れによる付着が大きな問題となる。端子部に樹脂が付着した場合、樹脂を取り除く必要があるが、手作業で行なうとリード線を断線させたり、端子部を曲げたりする等のトラブルが発生するとともに当然コストも上がる原因となってしまう。
【0003】
端子部への樹脂付着の対策としては、特開平7−142278号公報に開示されている様に、リード線を被覆材によって被覆し、被覆部を金型でクランプすることにより溶融樹脂がもれることを防止する方法が知られているが、リード線径が0.08mm以下の細線では充分な肉厚の被覆は難しく、この技術を適用することは困難である。
【0004】
また、図6に示すようにリード線部を弾性体33で押さえることにより溶融樹脂の漏れを防止する方法も用いられているが、溶融樹脂の流れを弾性体で直接受けるため、高い射出圧力と高温により弾性体が徐々に破断され、溶融樹脂が端子部にもれることを長期間にわたり防止するのは難しい。またあまり硬い弾性体ではリード線を押しつぶし変形させることもあり、使用できる硬さには限界がある。
【0005】
その他の方法としては、リード線部をエポキシやシリコンーン樹脂で成形前に固める方法もあるが、工程が増えるためコストアップになる。また樹脂を塗布する時に端子部にも付着する危険性がある。
【0006】
【発明が解決しようとする課題】
以上説明したように、ボビン巻線を内包するインサート部品を封止成形する方法において、端子部へ溶融樹脂が漏れることを防止するために、リード線部を弾性体で押さえると、リード線の変形、断線が発生しやすい。また弾性体が溶融樹脂により徐々に破断され、長時間の連続ショットにおいては頻繁に弾性体の交換が必要となる。また破断された弾性体のカスが成形品に混ざり込んでしまうこともある。
【0007】
また、リード線部にシリコーン樹脂などを塗布する方法では工数が増えコストアップになり、また端子部に樹脂が付着するなどの問題がある。
【0008】
従って、本発明は上述した課題に鑑みてなされたものであり、その目的は、ボビン巻線を有する部品をインサート成形する場合に、端子部分に樹脂が回りこむことを防止できるようにすることである。
【0009】
【課題を解決するための手段】
上述した課題を解決し、目的を達成するために、本発明に係わる射出成形方法は、コイルが巻かれたボビンのつば部を延長し、該つば部の端部に接続端子を設け、該接続端子に前記ボビンから引き出された巻き線の端部を接続したインサート部材の周囲に樹脂材料を射出して、該樹脂材料により前記コイルの周囲を覆うための射出成形方法であって、前記ボビンのつば部面上に配置された前記巻き線に対応する金型面に、前記巻線の線径+0.02mm以下の深さの溝を形成した金型を用いて成形を行うことを特徴としている。
【0010】
また、この発明に係わる射出成形方法において、前記金型の前記溝の先端部分の位置に、射出された樹脂材料が前記接続端子に付着するのを防止するための樹脂溜りを形成することを特徴としている。
【0011】
また、この発明に係わる射出成形方法において、前記樹脂溜り内の樹脂材料が前記接続端子に付着するのを防止するために、前記樹脂溜りに隣接した位置で、前記接続端子を挟み込む弾性部材を前記金型に設けることを特徴としている。
【0012】
また、本発明に係わる射出成形方法は、コイルが巻かれたボビンのつば部を延長し、該つば部の端部に接続端子を設け、該接続端子に前記ボビンから引き出された巻き線の端部を接続したインサート部材の周囲に樹脂材料を射出して、該樹脂材料により前記コイルの周囲を覆うための射出成形方法であって、前記ボビンのつば部面上に、前記巻き線を収容するための、前記巻線の線径+0.02mm以下の深さの溝を形成することを特徴としている。
【0013】
【発明の実施の形態】
以下、本発明の好適な一実施形態について説明する。
【0014】
まず、一実施形態の概要について説明する。
【0015】
本実施形態では、ボビン巻線部つば形状の延長上に端子圧入部が形成されたコイルボビンにおいて、巻線部から端子部に接続されたリード線が平面状に形成されたつば面を引き回されている場合、リード線部に相対する金型面にリード線径+0.02mm以下でリード線を潰さない深さ寸法で溝を構成する。このとき、リード線径は0.08mm以下であり、溝深さは0.1mm以下とし、その溝長さはモータ外形寸法部から端子圧入面近傍まで設ける。これにより溶融樹脂は0.1mm以下の溝部に進入しにくくなる。また溝の長さによっては溶融樹脂は溝部の外まで出てこない。また溝部が短く溶融樹脂が漏れてくる場合においては、端子部の圧入部面から端子のプリント基板等の接合部などに、必要個所の下まで漏れてきた溶融樹脂の樹脂溜り空間を形成し、端子必要個所は耐熱性のある弾性材で型締め力を利用して圧縮変形させ保持する。これによりリード線部を直接弾性体で押さえないことによりリード線のつぶれ断線をなくすことが出来る。また溝部から漏れてきた溶融樹脂も樹脂溜り部で樹脂圧が低下し、樹脂温度も下がるため、端子部を保持した弾性体に与えるダメージを最小限にすることが出来る。またリード線が引き回される溝部を金型側でなくボビンつば部側に設けてもよい。
【0016】
以下、一実施形態について具体的に説明する。
【0017】
図1は、本発明の一実施形態に係わる封止成形後のコイルを内包したインサート部品の断面図である。
【0018】
図1において、1はくし歯形状10を持つ外側磁極であり、コイル3を挟み込むように内側磁極2が外側磁極1に固定されている。コイル3はボビン4に巻かれておりボビンつば部4aから端子圧入部7が形成されている。リード線5はコイル3からボビンつば部4aの延長上の、端子圧入部7の平面部上面を引き回され端子6の根元に巻き付けられリード線部巻き付け部9を形成している。11は封止樹脂を示す。8は端子6の根元部に設けられた樹脂溜り部に成形時に漏れた樹脂を示す。
【0019】
図2は図1に示されるインサート部品をモーターとして組んだ状態を示す図である。
【0020】
図2において、12は軸受け部、13はシャフト、14はマグネットを示す。
【0021】
図3は、図1に示されるインサート部品を成形するための射出成形用金型の一部を示す断面図である。
【0022】
図3において、20は固定側型板を示し、21は可動側型板を示す。射出成形機から射出された溶融樹脂は一次スプール25、ランナー26を介しゲート27を通過してインサート部品が挿入されているキャビティ内に高温、高圧で注入される。19はランナーを突出すエジェクターピンである。22はインサート部品の内側磁極2の内径部をガイドするセンターピンである。23はインサート部品を突出すためのスリーブ、24はくし歯10の内径寸法を決めるための内周駒である。
【0023】
図4は、図3の端子6の近傍を拡大した図である。
【0024】
図4において、コイル3より引き出されたリード線5はボビン4のつば面4aから端子圧入部7の平面上を引き回され、端子圧入部7に圧入された端子6の根元に巻き付けられ、9で示す形状でハンダ付けされている。このとき、固定側型板20のリード線5に相対する部分に溝28が設けられている。
【0025】
本実施形態では、線径0.06mmであり、溝の深さは、線径+0.01mmの0.07mmとした。
【0026】
このとき、封止樹脂(射出される樹脂)としては、成形時の圧力で線径0.06mmのリード線が断線しないように非常に流動性に優れた液晶ポリマーを使用した。実験型に深さ0.07mm、幅0.3mmの溝を設け、この材料で射出圧力50MPa(樹脂圧換算)で成形したところ、流動長は2mmとなった。また0.1mmの溝深さでは流動長は10mmを超えた。
【0027】
本実施形態では、先に述べたように、溝深さ0.07mm、溝幅0.3mm、溝長さは0.5mmであり、溶融樹脂が溝を通過し端子部にまで漏れてくることが予想された。
【0028】
そのため、本実施形態では端子部6の巻線が巻き付けられた根元部9に、体積として0.2mm3の樹脂溜り部8を設けた。この樹脂溜り部8の体積によれば、溝断面積0.07mm×0.3mm=0.021mm2で計算すると、流動長約10mmに相当する樹脂が溜められる。このとき、端子部6を断熱性のある可動側弾性体29、固定側弾性体30で型締めを利用して締め付けることにより、基板などの接合に使う部分への樹脂付着を防止することができる。当然樹脂溜り部8で溶融樹脂圧は低下し、また樹脂温度も低下するため、弾性体29,30へのダメージは極めて小さく抑えられる。。
【0029】
また0.1mmより大きい溝深さでは、溶融樹脂は多量に溝を通過するため、樹脂溜りの容量を越えてしまう危険性がある。
【0030】
図5は他の実施形態の金型を上面から見た図である。ランナー26を通過した溶融樹脂は、くし歯10に対向する位置に設けられたゲート27を介してキャビティに注入される。7は端子圧入部であり、5はリード線、6は端子である。この実施形態では、リード線5に相対する金型面を平面として、端子圧入部7に溝31を設けてリード線5を引き回している。
【0031】
以上説明したように、上記の実施形態では、ボビンつば部からの延長上に端子圧入部、端子を持ったボビン巻線を内包するモーター用インサート部品を射出成形金型内で封止成形する方法において、端子部に射出時に溶融樹脂が付着することを防止するために、ボビンつば部、端子圧入部リード線引き回し部を平面とし、リード線部に対向する金型面にリード線径+0.02mm以下の深さの溝部を設ける。このとき、封止樹脂(射出される樹脂)としてリード線の断線を防止するために流動性に優れた液晶ポリマーなどの材料を選定する必要があるため、溝深さは0.1mmが限界であり、線径としては0.08mm以下の場合に適用される。
【0032】
またその溝幅は、巻線時のバラツキを考慮して決定する。この非常に浅い溝の働きにより射出成形時に溶融樹脂は溝に進入しにくくなり、かつ進入しても急激に冷却されるためその流動長はごくわずかになる。
【0033】
使用樹脂材料、溝の長さによっては溝を通過し端子部まで溶融樹脂が進入することがある。この場合には、端子部の使用しない巻線巻き付け部近傍に進入してくる樹脂材料の量を上回る樹脂溜り部を設け、さらに端子の基板等との接合部に樹脂が付着しないように、耐熱性のある弾性体を用いて、端子使用部を型締め力により弾性体を圧縮変形させて覆い、溶融樹脂の侵入を防ぐ。樹脂溜り部を設けることにより樹脂の圧力は低下し、樹脂温度も下がるために、端子を覆った弾性体を押しのけて溶融樹脂が進入してくることはない。
【0034】
これにより弾性体の溶融樹脂によるダメージを最小にでき、成形ショット数を大幅に伸ばすことが出来る。
【0035】
またリード線部を直接弾性体で押さえることが無いため、リード線のつぶれ、断線をなくすことが出来る。
【0036】
さらに端子圧入部に封止樹脂層が形成されることにより、端子の抜け強度の向上がはかれる。
【0037】
また、他の実施形態では、金型面を平面にし、ボビン側にリード線が引き回される溝形状を設けることにより、同様の効果が得られる。
【0038】
【発明の効果】
以上説明したように、本発明によれば、ボビン巻線を有する部品をインサート成形する場合に、端子部分に樹脂が回りこむことを防止できる。
【図面の簡単な説明】
【図1】本発明の一実施形態に係わる封止成形後のコイルを内包したインサート部品の断面図である。
【図2】図1に示されるインサート部品をモーターに組んだ状態を示す図である。
【図3】図1に示されるインサート部品を成形するための射出成形用金型の一部を示す断面図である。
【図4】図3の端子の近傍を拡大した図である。
【図5】他の実施形態の金型を上面から見た図である。
【図6】従来の金型の断面図である。
【符号の説明】
1 外側磁極
2 内側磁極
3 コイル
4 ボビン
4a ボビンつば部
5 リード線
6 端子
7 端子圧入部
8 樹脂溜り部
9 リード線巻き付け部
10 くし歯
11 封止樹脂
12 軸受け
13 シャフト
14 マグネット
19 エジェクターピン
20 固定側型板
21 可動側型板
22 センターピン
23 スリーブ
24 内周駒
25 スプール
26 ランナー
27 ゲート
28 金型溝
29 可動側弾性体
30 固定側弾性体
31 リード線用溝
32 端子部空間
Claims (4)
- コイルが巻かれたボビンのつば部を延長し、該つば部の端部に接続端子を設け、該接続端子に前記ボビンから引き出された巻き線の端部を接続したインサート部材の周囲に樹脂材料を射出して、該樹脂材料により前記コイルの周囲を覆うための射出成形方法であって、
前記ボビンのつば部面上に配置された前記巻き線に対応する金型面に、前記巻線の線径+0.02mm以下の深さの溝を形成した金型を用いて成形を行うことを特徴とする射出成形方法。 - 前記金型の前記溝の先端部分の位置に、射出された樹脂材料が前記接続端子に付着するのを防止するための樹脂溜りを形成することを特徴とする請求項1に記載の射出成形方法。
- 前記樹脂溜り内の樹脂材料が前記接続端子に付着するのを防止するために、前記樹脂溜りに隣接した位置で、前記接続端子を挟み込む弾性部材を前記金型に設けることを特徴とする請求項2に記載の射出成形方法。
- コイルが巻かれたボビンのつば部を延長し、該つば部の端部に接続端子を設け、該接続端子に前記ボビンから引き出された巻き線の端部を接続したインサート部材の周囲に樹脂材料を射出して、該樹脂材料により前記コイルの周囲を覆うための射出成形方法であって、
前記ボビンのつば部面上に、前記巻き線を収容するための、前記巻線の線径+0.02mm以下の深さの溝を形成することを特徴とする射出成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002178757A JP2004017585A (ja) | 2002-06-19 | 2002-06-19 | 射出成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002178757A JP2004017585A (ja) | 2002-06-19 | 2002-06-19 | 射出成形方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004017585A true JP2004017585A (ja) | 2004-01-22 |
Family
ID=31176386
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002178757A Withdrawn JP2004017585A (ja) | 2002-06-19 | 2002-06-19 | 射出成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004017585A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009090482A (ja) * | 2007-10-04 | 2009-04-30 | Keihin Corp | ソレノイドの樹脂成形方法及び樹脂成形体 |
| CN105033934A (zh) * | 2015-09-14 | 2015-11-11 | 王振晓 | 一种主油压电磁阀维修工装及其使用方法 |
-
2002
- 2002-06-19 JP JP2002178757A patent/JP2004017585A/ja not_active Withdrawn
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009090482A (ja) * | 2007-10-04 | 2009-04-30 | Keihin Corp | ソレノイドの樹脂成形方法及び樹脂成形体 |
| CN105033934A (zh) * | 2015-09-14 | 2015-11-11 | 王振晓 | 一种主油压电磁阀维修工装及其使用方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4404145B2 (ja) | 分割固定子製造方法 | |
| JP6032224B2 (ja) | 電気コネクタおよびその製造方法 | |
| CN102386110B (zh) | 树脂密封成形品的制造方法和树脂密封成形品的制造装置 | |
| JP2007315873A (ja) | 電気装置およびその製造方法 | |
| JP5385886B2 (ja) | 電気回路部品の樹脂封止成形方法及び装置 | |
| JP3585854B2 (ja) | 射出成形方法 | |
| JP2001162647A (ja) | 被覆電線端末接続部の防水処理装置 | |
| US6225953B1 (en) | Method of manufacturing an antenna device for portable telephone | |
| JP5768287B2 (ja) | 車載用電子モジュールの樹脂モールド方法 | |
| JP2004017585A (ja) | 射出成形方法 | |
| JP2011187819A (ja) | 樹脂封止型パワーモジュールおよびその製造方法 | |
| JPS58161312A (ja) | モ−ルドコイルの製造方法 | |
| JP3951656B2 (ja) | 注入成形金型及びこの金型を用いる成形品の製造法 | |
| JP4359814B2 (ja) | ロータ構造 | |
| JPH07142278A (ja) | 内包ボビンの封止成形方法及び内包ボビンの封止成形部品を形成する封止成形用金型 | |
| JP4055988B2 (ja) | チップインダクタの製造方法及び装置 | |
| JP2003179093A (ja) | 半導体モジュールの製造方法および半導体モジュール | |
| CN215911644U (zh) | 一种器件接口 | |
| KR19980057959U (ko) | 차량용 센서의 케이블 구조 | |
| JPH1034701A (ja) | 樹脂被覆直線エレメントの製造方法 | |
| JP2723086B2 (ja) | 半導体装置封止用樹脂タブレット | |
| JPS6020142A (ja) | Isfetセンサ−の実装方法 | |
| CN117073854A (zh) | 温度传感器和温度传感器的制造方法 | |
| JPH11162762A (ja) | リード線部の樹脂モールド方法及びその成形型 | |
| JPS61262057A (ja) | 永久磁石付回転子の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20050906 |