EP4447077A2 - Spule und verfahren zur herstellung der spule - Google Patents
Spule und verfahren zur herstellung der spule Download PDFInfo
- Publication number
- EP4447077A2 EP4447077A2 EP24197845.1A EP24197845A EP4447077A2 EP 4447077 A2 EP4447077 A2 EP 4447077A2 EP 24197845 A EP24197845 A EP 24197845A EP 4447077 A2 EP4447077 A2 EP 4447077A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- coil
- tube
- inductive
- sections
- section
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/29—Terminals; Tapping arrangements for signal inductances
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/04—Fixed inductances of the signal type with magnetic core
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/02—Casings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/08—Cooling; Ventilating
- H01F27/22—Cooling by heat conduction through solid or powdered fillings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F27/00—Details of transformers or inductances, in general
- H01F27/28—Coils; Windings; Conductive connections
- H01F27/29—Terminals; Tapping arrangements for signal inductances
- H01F27/292—Surface mounted devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/04—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing coils
- H01F41/10—Connecting leads to windings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F5/00—Coils
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F17/00—Fixed inductances of the signal type
- H01F17/04—Fixed inductances of the signal type with magnetic core
- H01F2017/048—Fixed inductances of the signal type with magnetic core with encapsulating core, e.g. made of resin and magnetic powder
Definitions
- the invention relates to a coil comprising a tube made of conductive material and a method for producing the coil.
- the publication DE 10 2019 103895 A1 describes a coil and a method for its manufacture.
- JP H11 97270 A describes a flat coil and a method for its manufacture.
- a weak point can be the connection of the wire to a contact element that is required for external contact.
- the connection which is usually made with welds or soldering points, can have at least a slightly increased resistance due to the alloy used that contains copper, tin or nickel, or due to contamination with oxygen. If the contact is not made cleanly, the resistance can also be significantly increased. This can result in a high contact resistance, which can lead to high This can also lead to increased thermal stress at this point, which can lead to coil failure in a harmless case or to a fire in a serious case.
- the design of the contact and the supply line of the coil has a serious effect on the electrical properties of the coil.
- the large ratio of the dimensions of the supply lines to the dimensions of the coil has a considerable effect on the properties of the coil as an electronic component.
- the object of the present invention is to provide a coil with improved properties. Furthermore, the object of the present invention is to provide a manufacturing method for a coil.
- the present object is achieved by a coil according to claim 1. Further embodiments of the coil and a method for producing the coil can be found in the further claims.
- a coil which has a tube with a tube wall made of an electrically conductive material, wherein the tube has an inductive section in which a gap is arranged in the tube wall, which forms the tube wall in the inductive section into a coil, and wherein the tube has at least one contact section which has a connection region and at least one connection region, wherein the connection region has the same contour as an adjacent section of the coil, and the connection region has an electrical connection of the coil wherein the connection region electrically connects the connection region with the inductive section.
- a tube can be defined as an elongated hollow body having an opening extending from a first end of the body through the entire body to a second end opposite the first end.
- the tube can be symmetrical about its longitudinal axis, with the longitudinal axis extending from the center of a base at the first end to the center of a base at the second end.
- the tube can have a circular, oval or rectangular cross-section. However, other cross-sections are also possible.
- a helix-shaped structure can be described as a coil.
- the coil can in particular form turns of the coil.
- the tube can in particular have a helical gap in the tube wall, whereby the turns of the coil are formed from the tube.
- the tube is made of a conductive material.
- a conductive material is considered to be a material with a conductivity of more than 10 4 S/m, but in particular materials with a conductivity of more than 10 5 S/m or more than 10 6 S/m. Materials with a very high conductivity, for example metals such as copper, aluminum, silver or gold, can be suitable for this.
- Industrial steels such as carbon steel, stainless steel, alloy steel or tool steel can also be suitable as a starting material for tubes.
- the tube has the inductive section and at least one contact section.
- the inductive section can form an inductance through the coil formed by the gap.
- the inductive section and the contact sections are formed in one piece from a material of the pipe wall. This means that no connecting partners, such as solder, are required to connect the inductive section to the contact section. Instead, the inductive section and the contact section can be formed by appropriate structuring of the pipe wall and remain connected to one another by the pipe material.
- the coil has the advantage that no internal connection points are required to connect an inductance to a connection.
- the inductive area and the contact area can instead be formed integrally.
- the coil has a lower overall resistance than a coil that requires internal connection points to connect an inductance to a connection.
- the absence of internal contacts also eliminates the thermal and mechanical stress that would otherwise occur at the possible internal contacts, which reduces the coil's susceptibility to errors.
- the pipe does not have to be round in cross-section, but can be oval, square, rectangular, polygonal, square with rounded corners, rectangular with rounded corners or polygonal with rounded corners.
- a square cross-section offers the advantage of optimal use of the available installation space for a given height or width.
- the base area of the tube can be flat, i.e. the dimensions of the tube that span the base area can be large compared to the Expansion into a height, and the height can be small. Or the tube can have a small footprint with a considerable height.
- the coil is installed on a circuit board that is mounted in a narrow housing, a flat and planar shape can be advantageous. If, on the other hand, little space can be provided on the circuit board itself, a tube shape that has a small footprint but a considerable height may be advantageous.
- connection area has the same contour as the adjacent area of the coil. Therefore, there is no need for deformation of the connection area, which would be transferred to the directly connected coil. Deformation refers in particular to bends and embossing. Such a force acting on the connection area has a direct effect on the inductive section as a bending moment and leads to deformation of the coil.
- the pitch of the coil which means the regularity of the turns and the gaps in the coil, can deteriorate even if a small force is applied to the connection area. For example, a coil can have a smaller gap width on one side and a larger gap width on the opposite side. A stronger force in the connection area can also easily cause a short circuit in the coil, since coil turns, especially those close to the connection area, can be bent together and then touch each other.
- the contour is understood to be an external shape that the area or section of the helix has, viewed in a direction parallel to the longitudinal axis of the pipe. Is this For example, if the pipe is square and the connection area is on a straight side of the square, the connection area is also straight. If the adjacent section of the coil has a corner, the contour of the corner must also be present in the connection section. In the case of a round pipe, the connection section accordingly has the contour of a circular segment. An adjacent section of the coil and the connection area, which have the same contour, can in particular be arranged parallel to one another.
- a transition from the connection area to the inductive section can be straight in the direction of a longitudinal axis of the pipe.
- a bend or an angle between the connection area and the inductive section a weakening of the material at this point can be avoided, thus preventing breakage.
- a straight transition avoids a change in the path or curvature of a flowing current, thus avoiding unplanned inductances in the coil.
- the inductive region cannot exhibit any deformation. Since the connection region has the same contour as the adjacent section of the coil, deformation of the connection region and thus the application of force to the connection region can be dispensed with. An application of force to the connection region, which also leads to a deformation of the connection region, can easily lead to deformations within the coil. Even a small deformation of the inductive region can lead to changes in the pitch, which characterizes the ratio of coil to gap and the regularity of the coil turns, and to variations in the electrical properties of the coil. which means that they no longer meet the planned requirements. Stronger deformations can compress individual turns of the coil and even lead to a short circuit in the coil. A short circuit between two turns does not necessarily lead to a non-functional coil, but the short-circuited turn would not contribute to the inductance of the coil without a current flowing through it.
- connection area can be formed by deforming the pipe wall. In this way, an integral construction of the coil from the connection area up to and including the inductive section can be realized and a series resistance of the coil can be kept low.
- connection area and the connection area can be in a plane that is perpendicular to a longitudinal axis of the tube.
- Connection areas arranged in this way do not extend the dimensions of the entire coil, since the connection area does not connect to the connection area in the direction of the longitudinal axis of the tube.
- the entire coil length can thus be kept short relative to the helix and a favorable form factor for the coil can be achieved.
- connection area can have a flat surface that forms a solderable connection.
- the coil can be designed in particular to be soldered onto a conductor track, for example a circuit board.
- the inductive section can be spaced from a support surface by part of the connection area. This has the advantage of mechanical and thermal Isolation of the inductive region from a support surface on which the coil is mounted. This inhibits the transmission of vibrations from the coil or heat to a mounting surface, such as a circuit board.
- the magnetic field of the coil is also less influenced by a spaced-apart mounting surface, so that the coil has the expected electrical properties.
- spacing the coil from a support surface ensures that sufficient magnetic material can also be arranged between the coil and the support surface. In this way, the coil can be evenly enveloped by the magnetic material, which can generate a uniform magnetic field around the coil and additionally protects the coil from all sides.
- the inductive section can be spaced apart, for example, using L-shaped connection areas.
- a vertical part of the L-shaped connection area acts as a spacer and a horizontal part can be the flat surface for electrical contact.
- the vertical part of the connection area spaces the inductive section of the coil from a mounting surface, such as a circuit board, to which the coil can be electrically connected via the horizontal part.
- the coil can also have a magnetic core.
- a ferromagnetic core for example, can provide a higher magnetic flux density in the coil and an increased inductance of the coil.
- Suitable materials for the core can be the metals nickel zinc, manganese zinc and cobalt, as well as other alloys.
- the core is limited not only to cores arranged exclusively inside the coil, but also includes cores that form the core integrally as part of a modular coil housing.
- the design of a coil with a modular coil housing can improve the electromagnetic compatibility of the coil. By using an EP core as a housing, for example, the electromagnetic shielding by the housing can be improved, especially in high-frequency applications, and the electromagnetic compatibility can thus be increased.
- the tube can be embedded in a plastic to protect the tube against mechanical influences as well as against temperature and chemicals.
- Epoxy resin, phenyl resin and silicone are suitable plastics.
- the coil component is more suitable for assembly using an automatic assembly machine, for example in a pick-and-place process.
- Powder with magnetic properties such as iron powder, or magnetic nanoparticles can be mixed into the plastic.
- the inductance of the coil can be increased and the electrical properties improved.
- the inductance can be adjusted by the proportion of magnetic particles in the plastic.
- the coil can also have a magnetic core when embedded in a plastic, regardless of whether the plastic contains a proportion of magnetic powder, in order to increase the inductance of the coil.
- the coil can have an outer diameter of 0.2 to 50 mm.
- the outer diameter of the coil can be in the range between 0.5 to 20 mm. This size is particularly suitable for providing coils that are suitable for applications on a printed circuit board.
- the outer diameter should not be smaller than 0.2 mm, preferably not smaller than 0.5 mm, since otherwise such a small coil would be produced that automatic parts handling would be associated with considerable technical difficulties.
- the outer diameter should not be larger than 50 mm, preferably not larger than 20 mm, since otherwise the manufacture of the coil from a tube would appear uneconomical.
- a further aspect of the present application relates to a module that has at least two coils.
- the coils can in particular be the coils described above.
- the at least two coils are arranged in a common housing.
- the housing can be formed by a plastic in which both coils are embedded.
- the two coils can be arranged spatially parallel to one another.
- the coils are arranged in such a way that the coils can be electrically contacted individually and are not interconnected in the module.
- the coils can be electrically interconnected in parallel or in series in order to give the entire module a desired inductance.
- the use of the module can shorten the time required to assemble a circuit board with a large number of coils, thus reducing the cycle time in a manufacturing process.
- By mounting the module instead of a large number of individual coils only one module instead of several individual coils needs to be positioned on the circuit board when assembling the coils, for example with a pick-and-place machine.
- the module can therefore simplify a subsequent process in which the module is installed.
- the arrangement of several coils within a module saves space compared to the arrangement of several individual coils next to each other.
- this space saving can be a significant advantage.
- housing material can be saved by using the module instead of individually embedded coils.
- a further aspect of the present application relates to a method for producing a coil.
- the coil can in particular be the coil described above.
- the inductance of the inductive section can only be created by creating the gap.
- the gap can be a cutting gap that is created with a laser.
- the shape of the contact section can also be created with a laser, in particular in a laser process together with the creation of the gap.
- a laser process is suitable for creating the gap in the inductive sections, but also for creating a recess in the contact sections of the pipe.
- the laser process has the advantage of being flexible and fast.
- the laser process has the advantage of not creating any mechanical stress, as it works without contact and leaves little residue.
- Other alternatives for creating the gap can be, for example, a milling process, a sawing process or water jet cutting.
- step b. can comprise a further sub-step, wherein a recess is formed in the contact section of the tube by removing a region of the tube wall.
- the recess in the contact section of the tube and the gap in the inductive region can be produced together in a single process step.
- the entire step b. can be produced in a single process step, for example by means of laser cutting.
- connection region can be formed by deforming the first part of the contact section in a direction perpendicular to the longitudinal axis of the tube. Since the connection region is not deformed in a direction of the longitudinal axis of the tube, deformation of the connection region in the direction perpendicular to the longitudinal axis does not lengthen the coil. By using a connection region that extends predominantly in a direction perpendicular to the longitudinal axis of a tube, it is possible to avoid increasing the length of the entire coil too much compared to the length of the inductive section or the coil.
- a first part of the contact sections can be formed into a connection area by a stamping process.
- a forming process, such as bending or embossing, using a stamping process is efficient, reliable and reproducible.
- a second part of the contact sections which can become the connection area through the stamping process, can be supported by a counter-stamp or a support surface during the stamping process, so that no bending forces act on the second part during the stamping process.
- the counter-stamp can be adapted to the contour or external shape of the pipe. Since no bending moment acts on the connection section, the connection area retains the contour of the pipe wall from which it is formed and is therefore the same as the contour of the adjacent inductive section. A force acting on the inductive section, which could lead to an undesirable This avoids bending, which would otherwise lead to deformation of the inductive section. Even a slight deformation of the inductive section can lead to a change in the electrical properties of the coil.
- connection area can even lead to a short circuit in the inductive area, with two adjacent windings of the coil touching as a result of the force.
- connection area By eliminating a bending moment in the connection area, the electrical properties of a coil produced using the aforementioned process become more reproducible and predictable.
- a coil strand can first be produced by creating several inductive sections along the pipe, in each of which a gap is created that forms the pipe wall into a spiral in the respective inductive section, and a contact section is formed between two inductive sections.
- a first part of the contact sections can be formed into at least one connection area, and a second part of the contact sections can retain the shape of the pipe wall and form a connection area, wherein the connection area electrically connects the connection area to the inductive section.
- Such a coil strand can be used to optimize the handling of the coils in production. This means that several coils can be processed simultaneously, which in turn can lead to a reduction in cycle times in production. Material can also be saved by creating several inductive sections in one pipe.
- connection area can be formed by deforming the pipe wall in a direction perpendicular to the longitudinal axis of the pipe.
- Deforming the pipe wall to form a connection area in a direction perpendicular to the longitudinal axis of the pipe makes it possible to form a connection area without causing a change in the length of the coil strand, be it stretching or compression. Deformation in a direction parallel to the longitudinal axis would inevitably result in a change in the length of the coil strand. Therefore, a coil strand formed in this way retains its defined overall length despite the forming process for the connection area.
- the handling of the coil strands is improved because the same dimensions and therefore framework conditions can be assumed in different production steps in the process line.
- a constant length of the coil strands throughout the entire production is particularly advantageous in the manufacturing process, since no additional measurements or new input of the framework conditions are necessary in different production steps, such as the separation of the coil strand.
- the coil strand can be separated perpendicular to the longitudinal axis of the pipe between two inductive sections.
- a coil strand can then be split into several coils.
- the coils can be split individually so that only one inductive section with two adjacent contact sections is created.
- coils or coil strands can be embedded in plastic and thus form a package.
- the coils or coil strands can already have a magnetic core at this point. It is advantageous to arrange the coil strands parallel to one another before embedding. By embedding several coil strands at the same time, and not individually, the manufacturing process can be accelerated.
- the plastic protects the coils from mechanical, temperature and chemical influences. Powder with magnetic properties or magnetic nanoparticles can also be mixed into the plastic. By adding magnetic particles to the plastic, the inductance of the coil can be increased and also adjusted by adjusting the proportion of magnetic particles in the plastic.
- arranging the cores in the coil strands before embedding them in a plastic makes it possible to produce coils with a magnetic core that are embedded in a plastic that can also have magnetic components. This can increase the inductance and electromagnetic compatibility of the coils.
- the coils After embedding several parallel coil strands in a package, the coils can be separated transversely and parallel to the longitudinal axis of the coil strands. It is advantageous to lead the separation line through the contact sections of the coils. This separates the package into individual coils. It is possible to first separate the package transversely and to then separate them in parallel and also to separate the package first in parallel and then crosswise.
- Another aspect relates to a method for producing a module.
- the package which has several coil strands arranged in parallel, can be separated transversely to the longitudinal axis of the strands. With this option, it is also advantageous to lead the dividing line through the contact sections of the coils. There is no separation into individual coils parallel to the axis.
- a tube 2 is shown with a round and a rounded square cross-sectional area.
- a tube 2 is an elongated hollow body which has an opening which extends from a first end of the body through the entire body to a second end which is opposite the first end.
- the tube 2 can be symmetrical about its longitudinal axis 3, wherein the longitudinal axis 3 extends from the center of the base area at the first end to the center of the base area of the second end.
- the tube 2 can have a circular, oval, rectangular or polygonal cross-sectional area. Other cross-sections are also possible.
- the tube 2 can have an outer diameter of 0.2 to 50 mm.
- the outer diameter of the tube 2 can be in the range between 0.5 to 20 mm. This size is particularly suitable for producing coils 1 that are suitable for applications on a printed circuit board.
- the tube wall 6, the thickness of which is determined by the distance between the inner radius and the outer radius of the tube 2, can vary greatly depending on the tube 2 used, whereby a thickness of less than 1 mm can be advantageous for processing.
- the jacket surface 5 of the tube 2 runs along the outer radius in the direction of the longitudinal axis 3.
- the tube 2 consists of a primarily electrically conductive material.
- the tube 2 represents a starting material used in the manufacture of a coil 1.
- the Figure 1a The tube 2 shown must first be structured into a coil strand.
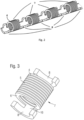
- Figure 2 shows the coil strand.
- the tube 2 can be structured in particular by a laser process in which inductive sections 7 and contact sections 8 are formed in the tube 2. The inductive sections 7 and the contact sections 8 alternate along the tube 2.
- a gap 4 is created in the inductive sections 7, which penetrates a pipe wall 6 and forms the pipe wall 6 into a spiral. This creates an inductance in the inductive sections 7.
- the contact sections 8 are partly formed into a connection area 11 during the manufacturing process, with another part of the contact section becoming a connection area 10.
- a recess is formed in the contact sections 8 when the pipe 2 is structured, with part of the pipe wall 6 being removed.
- the coil strand optimizes the handling of the coils 1 in production. This means that several coils 1 can be handled simultaneously, which leads to a reduction in cycle times in production. In addition, material can be saved by creating several inductive sections 7 in a tube 2.
- the inductive sections 7 are integrally connected to each other by the contact sections 8 and have no unnecessary contact resistances between each other.
- the different inductive sections 7 of the coil strand can have different or identical inductances. It is thus possible to produce different coils 1 from one tube 2, each of which can be varied in inductance, and therefore for The inductances can be varied, for example, by the number of turns formed by the gap 4 or by the distance of the gap 4 in the direction of the longitudinal axis 3 after one revolution around the pipe 2, which corresponds to the width of the turns. In the embodiment from Figure 2 the columns 4 shown are equal and consequently the inductance of the individual inductive sections 7 is also equal.
- FIG 3 a spatial representation of an intermediate product in the manufacture of a coil 1 from the coil strand is shown.
- the coil strand was separated along dividing lines 12 that run transversely to the longitudinal axis 3 of the coil strand.
- the coil 1 has a tube 2 made of electrically conductive material, wherein a gap 4 has been created which runs along a jacket surface 5 and around the longitudinal axis 3 of the tube 2 and thus forms an inductive section 7.
- the entire tube 2 can be structured in such a way that only a single inductive section 7 and two contact sections 8 adjacent to it result. Accordingly, the tube 2 can be used in the Figure 3 shown intermediate product, wherein the tube 2 is cut to a suitable length.
- the contact section 8 and the inductive section 7 are directly connected to each other.
- the contact section 8 and the inductive section 7 are integrally and one-piece formed from the structured tube wall 6.
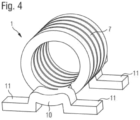
- Figure 4 shows the coil 1 after a first part of the contact sections has been bent into two connection areas 11 using a stamping process, with a non-deformed second part of the contact sections forming the connection area 10.
- the second part of the contact sections was supported by a counter-stamp or a support surface during the stamping process in order to prevent bending forces or moments from acting on the second part during the stamping process.
- the counter-stamp is preferably shaped to match the contour or outer shape of the tube 2. Due to the lack of bending moment on the connection area 10, the connection area 10 remains unchanged and has the same contour of the tube wall 6 as the contour of the adjacent inductive section.
- connection area 10 Since the force of the stamping process in the connection area 10 is neutralized with the help of the counter-stamp when forming the first part of the contact sections to the connection area 11, no bending moment acts on the adjacent coil.
- the coil thus retains its shape and its division and possible short circuits between adjacent turns can also be excluded.
- the connecting region 10 has the shape of a circular segment, since the tube 2 from which the coil 1 is made is circular. In an embodiment in which the tube 2 has a square basic shape, the connecting region 10 could therefore have a straight contour, for example.
- the shape of the connecting region 10 is not limited by this. Rather, the connecting region 10 can have any shape and contour that is similar to that of the tube 2 in an adjacent section.
- connection area 11 in Figure 4 was formed by a deformation of the pipe wall 6 in a direction perpendicular to the longitudinal axis 3 of the pipe 2.
- the deformation to a connection area 11 in a direction perpendicular to the longitudinal axis 3 of the pipe 2 allows the connection area 11 to be formed without causing a change in the length of the coil strand, be it an expansion or compression.
- a deformation in a direction parallel to the longitudinal axis 3 would inevitably result in a change in the length of the coil strand.
- the connection area 11 were to be deformed, for example, in the direction of the longitudinal axis 3 of the pipe 2 (in Figure 4 If the coil strands are formed in a longitudinal direction (i.e.
- a coil strand having several such sections would be shortened due to the deformation. If, however, the connection area 11 is bent perpendicular to the longitudinal axis 3 of the tube 2, a coil strand formed in this way retains its defined overall length despite the forming process for the connection area 11. In this respect, the handling of the coil strands is improved, especially in the manufacturing process, because the same dimensions and the associated framework conditions, such as the position of the inductive sections, can be assumed in the process line in different manufacturing steps. When separating the coil strand, for example, a central cut between two inductive sections can be made automatically and without further measurements.
- connection areas 11 perpendicular to the longitudinal axis 3 of the tube 2 is that the entire coil length can be kept short, especially in comparison to the length of the helix, in order to achieve a better form factor for the coil 1.
- the inductive section which is in Fig. 4 shown embodiment is L-shaped, spaced from the support surface by a part of the connection area 11.
- the inductive section is mechanically and thermally insulated from a support surface. This inhibits the transmission of vibrations of the coil 1 or of heat to a support surface, which can be a circuit board, for example.
- the distance between the inductive section 7 and a support surface ensures that sufficient space is created to completely embed the inductive section in a plastic 9.
- the magnetic field of the coil 1, and the associated inductance is also less influenced by a spaced support surface.
- the L-shaped connection area 11 shown forms a flat surface that forms a solderable connection. Accordingly, it is possible to solder the coil 1 onto a conductor track, for example a circuit board.
- the integral formation of the coil 1 from the tube 2 makes it possible to dispense with additional connection techniques. For this reason, the coil 1 has a lower overall resistance, which in turn leads to a lower power loss.
- the thermal load is also reduced, especially at possible contacts, which reduces the susceptibility of the coil 1 to errors.
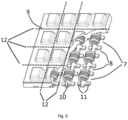
- FIG 5 Four coil strands are embedded in plastic 9, with the longitudinal axes 3 of the coils 1 arranged parallel to each other. Such an arrangement is also called a package.
- the four coil strands each have four inductive sections 7 and four contact sections 8.
- the package shown in Figure 7 only contains This is an example and more coil strands, and in particular more than 20 coil strands, with any other number of inductive sections 7 and contact sections 8 can be used.
- the contact sections 8 are opened by recesses and then stamped to form a non-deformed connection area 10 and two connection areas 11.
- the dashed lines show several possible dividing lines 12 for separation, which run transversely or parallel to the longitudinal axis 3 of the coils 1 and through the contact sections 8.
- the plastic 9 acts as a kind of housing to protect against possible dangers from the immediate environment.
- the protective function of the plastic can be pragmatically expanded by adding particles with desired magnetic properties.
- the inductance can also be adjusted via the amount or concentration of magnetic particles in the plastic.
- a coil 1 could be connected to an EP core, with the EP core also integrally forming a housing.
- the EP core could consist of two halves that can then be glued together.
- the EP core can be used to electromagnetically shield the coil 1, particularly in high-frequency applications, and thus electromagnetic compatibility of the component can be increased.
- a module that has several coils 1 in a housing from a package.
- a package is used as in Fig. 5 shown, separated parallel and/or perpendicular to the longitudinal axis 3 of the pipe 2 as required.
- Fig. 5 The package shown is only an example and much longer coil strands, with more coils 1, and a larger number of coil strands, can be arranged in the package.
- the contact surfaces of a module itself can be contacted from below and, if necessary, from the side and can be contacted, for example, via solder pads or conductor tracks using a soldering or adhesive process.
- the use of a module can lead to a reduction in cycle time when assembling the coils 1.
- a pick-and-place machine By installing a module instead of individual coils 1, a pick-and-place machine, for example, only has to position the component on a circuit board once instead of several times.
- the arrangement of several coils 1 within a module saves space compared to the arrangement of several individual coils 1 next to each other.
- the coils 1 in the module can be designed to be connected in parallel, in series or not at all. In an embodiment in which several coils 1 are arranged next to each other, each coil 1 can be contacted individually. However, if such a module is contacted with two conductor tracks running perpendicular to the longitudinal axis 3, the inductive sections 7 can be electrically connected in parallel to each other. If the conductor track is laid out in a meandering shape under the module, the inductive Sections 7 are connected in series. This means that the coils 1 themselves can be connected in a variety of ways within a module but also within an electronic device.
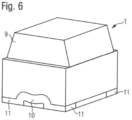
- Figure 6 shows a single coil 1 which has been embedded in plastic 9.
- the contact section is arranged on the front side of the embedded coil 1 and has a circular segment-shaped connection area 10 and two L-shaped connection areas 11.
- the coil 1 can be produced either by separating the coils 1 from a package, or by embedding a single coil 1, as shown in Figure 4 , made of plastic 9.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Coils Or Transformers For Communication (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Particle Accelerators (AREA)
- Manufacture Of Motors, Generators (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
Abstract
Description
- Die Erfindung betrifft eine Spule, aufweisend ein Rohr aus leitfähigem Material, und ein Verfahren zur Herstellung der Spule.
- Die Druckschrift
DE 10 2019 103895 A1 beschreibt eine Spule und ein Verfahren zu dessen Herstellung. - Die Druckschrift
US 5 428 337 A beschreibt eine leitfähige Windung. - Die Druckschrift
JP H11 97270 A - Im Zuge der Miniaturisierung von elektrischen Schaltungen ist es vom hohen Interesse, kleine induktive Bauteile bereitzustellen, die eine geringe Verlustleistung, eine hohe Stromtragfähigkeit sowie eine zuverlässige Langlebigkeit aufweisen.
- Insbesondere bei Drahtspulen kann eine Schwachstelle die Verbindung des Drahtes zu einem Kontaktelement, welches zur äußeren Kontaktierung benötigt wird, sein. Die Verbindung, die meist mit Schweißstellen bzw. Lötstellen realisiert werden, können durch verwendete Legierung, die Kupfer, Zinn oder Nickel enthalten, oder durch Verunreinigungen mit Sauerstoff einen zumindest geringfügig erhöhten Widerstand aufweisen. Bei einer unsauber ausgeführten Kontaktierung kann darüber hinaus der Widerstand erheblich erhöht sein. Dadurch kann ein hoher Übergangswiderstand entstehen, der eine hohe Verlustleistung hervorruft. Dadurch kann an dieser Stelle ebenfalls eine erhöhte thermische Belastung auftreten, die im harmlosen Fall zu einem Versagen der Spule oder im folgenschweren Fall zu einem Brand führen kann.
- Vor allem bei kleinen Spulen wirkt sich die Ausgestaltung der Kontaktierung und der Zuleitung der Spulen gravierend auf die elektrischen Eigenschaften der Spule aus. Das große Verhältnis der Ausmaße der Zuleitungen zu den Ausmaßen der Spule wirkt sich beträchtlich auf Eigenschaften der Spule als elektronisches Bauelement aus.
- Aufgabe der vorliegenden Erfindung ist es, eine Spule mit verbesserten Eigenschaften bereitzustellen. Ferner ist es Aufgabe der vorliegenden Erfindung ein Herstellungsverfahren für eine Spule bereitzustellen.
- Die vorliegende Aufgabe wird durch eine Spule nach Anspruch 1 gelöst. Weitere Ausführungsformen der Spule und ein Verfahren zur Herstellung der Spule sind den weiteren Ansprüchen zu entnehmen.
- Es wird eine Spule vorgeschlagen, die ein Rohr mit einer Rohrwand aus einem elektrisch leitfähigen Material aufweist, wobei das Rohr einen induktiven Abschnitt aufweist, in dem ein Spalt in der Rohrwand angeordnet ist, der die Rohrwand in dem induktiven Abschnitt zu einer Wendel formt, und wobei das Rohr mindestens einen Kontaktabschnitt aufweist, der einen Verbindungsbereich und mindestens einen Anschlussbereich aufweist, wobei der Verbindungsbereich die gleiche Kontur aufweist wie ein angrenzender Abschnitt der Wendel, und der Anschlussbereich einen elektrischen Anschluss der Spule bildet, wobei der Verbindungsbereich den Anschlussbereich mit dem induktiven Abschnitt elektrisch verbindet..
- Als Rohr kann ein länglicher Hohlkörper bezeichnet werden, der eine Öffnung aufweist, die sich von einem ersten Ende des Körpers durch den gesamten Körper bis zu einem zweiten Ende, das dem ersten Ende gegenüberliegt, erstreckt. Das Rohr kann symmetrisch zu seiner Längsachse sein, wobei die Längsachse sich vom Mittelpunkt einer Grundfläche am ersten Ende bis zum Mittelpunkt einer Grundfläche am zweiten Ende erstreckt. In einer Ausführungsform kann das Rohr einen kreisrunden, ovalen oder rechteckigen Querschnitt aufweisen. Es sind jedoch auch andere Querschnitte möglich.
- Als Wendel kann eine helixförmige Struktur bezeichnet werden. Die Wendel kann insbesondere Windungen der Spule ausbilden.
- Das Rohr kann insbesondere einen helixförmigen Spalt in der Rohrwand aufweisen, wodurch die Windungen der Spule aus dem Rohr gebildet werden. Das Rohr besteht aus einem leitfähigen Material. Unter einem leitfähigen Material werden Materialien mit einer Leitfähigkeit von über 104 S/m, jedoch insbesondere Materialien mit einer Leitfähigkeit von über 105 S/m oder über 106 S/m, angesehen. Materialien mit einer sehr hohen Leitfähigkeit, beispielsweise Metalle wie Kupfer, Aluminium, Silber oder Gold können dafür geeignet sein. Ebenfalls geeignet als Ausgangsmaterial für Rohr können industrielle Stähle wie Kohlenstoffstahl, Edelstahl, legierter Stahl oder Werkzeugstahl sein.
- Das Rohr weist den induktiven Abschnitt und zumindest einen Kontaktabschnitt auf. Der induktive Abschnitt kann durch die vom Spalt geformte Wendel eine Induktivität bilden. Der induktive Abschnitt und die Kontaktabschnitte sind einstückig aus einem Material der Rohrwand ausgebildet. Für die Verbindung des induktiven Abschnitts mit dem Kontaktabschnitt sind somit keine Verbindungspartner, wie etwa Lot, erforderlich. Vielmehr können der induktive Abschnitt und der Kontaktabschnitt durch eine entsprechende Strukturierung der Rohrwand gebildet werden und dabei durch das Rohrmaterial miteinander verbunden bleiben.
- Die Spule hat den Vorteil, dass keine internen Verbindungsstellen zur Verbindung einer Induktivität mit einem Anschluss erforderlich sind. Der induktive Bereich und der Kontaktbereich können vielmehr integral ausgebildet sein. Die Spule weist einen geringeren Gesamtwiderstand auf als eine Spule, bei der interne Verbindungsstellen zur Verbindung einer Induktivität mit einem Anschluss erforderlich sind. Darüber hinaus fallen durch den Verzicht auf interne Kontaktierungen auch die thermische sowie die mechanische Belastung weg, die andernfalls an den möglichen internen Kontaktierungen auftreten würden, wodurch die Fehleranfälligkeit der Spule reduziert wird.
- Das Rohr muss dafür im Querschnitt nicht rund sein, sondern kann beispielsweise oval, quadratisch, rechteckig, vieleckig, quadratisch mit abgerundeten Ecken, rechteckig mit abgerundeten Ecken oder vieleckigen mit abgerundeten Ecken sein. Ein quadratischer Querschnitt bietet den Vorteil einer optimalen Ausnutzung eines zur Verfügung stehenden Bauraums bei vorgegebener Höhe bzw. Breite.
- Je nach Anwendungsbestimmung für die Spule kann die Grundfläche des Rohres flächig, d.h. die Ausdehnungen des Rohres, die die Grundfläche aufspannen, groß gegenüber der Ausdehnung in eine Höhe, und die Höhe gering sein. Oder das Rohr kann eine geringe Grundfläche bei einer beträchtlichen Höhe aufweisen. Ist die Spule beispielweise auf einer Leiterplatte verbaut, die in einem schmalen Gehäuse montiert ist, kann eine flächige und flache Form vorteilhaft sein. Falls hingegen wenig Platz auf der Leiterplatte selbst bereitgestellt werden kann, ist möglicherweise eine Rohrform vorteilhaft, die eine geringe Grundfläche, aber dafür eine nennenswerte Höhe aufweist.
- Der Verbindungsbereich weist die gleiche Kontur auf wie der angrenzende Bereich des Wickels. Daher kann auf eine Verformung des Verbindungsbereichs, die sich auf die unmittelbar verbundene Wendel übertragen würde, verzichtet werden. Mit einer Verformung sind insbesondere Biegungen und Prägungen gemeint. Eine solche Krafteinwirkung auf den Verbindungsbereich wirkt sich unmittelbar als Biegemoment auf den induktiven Abschnitt aus und führt zu einer Verformung der Wendel. Die Teilung der Wendel, damit ist die Regelmäßigkeit der Windungen und der Spalte in der Wendel gemeint, kann sich selbst bei einer geringen Krafteinwirkung auf den Verbindungsbereich verschlechtern. Beispielsweise kann eine Wendel hierdurch eine geringere Spaltbreite auf der einen Seite und eine größere Spaltbreite auf der entgegengesetzten Seite aufweisen. Eine stärkere Krafteinwirkung im Verbindungsbereich kann auch leicht einen Kurzschluss in der Wendel bewirken, da Windungen der Wendel, vor allem die dem Verbindungsbereich naheliegenden, zusammengebogen werden können und sich dann berühren.
- Unter der Kontur wird eine äußere Form verstanden, die der Bereich oder Abschnitt der Wendel, in einer Richtung parallel zu der Längsachse des Rohres betrachtet, aufweist. Ist das Rohr beispielsweise viereckig und der Verbindungsbereich befindet sich auf einer geraden Seite des Vierecks, so ist der Verbindungsbereich ebenfalls gerade. Wenn der angrenzende Abschnitt der Wendel eine Ecke aufweist, ist die Kontur der Ecke auch im Verbindungsabschnitt vorhanden sein. Bei einem runden Rohr weist der Verbindungsabschnitt entsprechend die Kontur eines Kreissegments auf. Ein angrenzender Abschnitt der Wendel und der Verbindungsbereich, die die gleiche Kontur aufweisen, können insbesondere parallel zueinander angeordnet sein.
- Ein Übergang vom Verbindungsbereich zum induktiven Abschnitt kann in einer Richtung einer Längsachse des Rohrs gerade sein. Durch den Verzicht auf einen Knick oder einen Winkel zwischen dem Verbindungsbereich und dem induktiven Abschnitt kann eine Schwächung des Materials an dieser Stelle vermieden werden, womit einem Bruch vorgebeugt wird. Weiterhin wird durch einen geraden Übergang eine Wegänderung oder Krümmung eines fließenden Stroms vermieden und somit ungeplante Induktivitäten in der Spule vermieden.
- Bevorzugt kann der induktive Bereich keine Verformung aufweisen. Da der Verbindungsbereich die gleiche Kontur hat wie der angrenzende Abschnitt der Wendel, kann eine Verformung des Verbindungsbereichs und somit auf eine Krafteinwirkung auf den Verbindungsbereich verzichtet werden. Eine Krafteinwirkung auf den Verbindungsbereich, die auch zu einer Verformung des Verbindungsbereichs führt, kann leicht zu Verformungen innerhalb der Wendel zu führen. Bereits eine kleine Verformung des induktiven Bereichs kann zu Änderungen der Teilung, womit das Verhältnis Wendel zu Spalt sowie die Regelmäßigkeit der Windungen der Wendel charakterisiert wird, und zu Variationen der elektrischen Eigenschaften der Spule führen, womit diese nicht mehr den geplanten Anforderungen genügen. Stärkere Verformungen können einzelne Windungen der Wendel zusammendrücken, und so sogar zu einem Kurschluss in der Spule führen. Ein Kurzschluss zwischen zwei Windungen muss nicht zu einer funktionsunfähigen Spule führe, allerdings würde die kurzgeschlossene Windung ohne einen durchfließenden Strom nicht zu der Induktivität der Spule beitragen.
- Weiterhin kann der Anschlussbereich durch eine Verformung der Rohrwand gebildet werden. Auf diese Weise kann eine integrale Bauweise der Spule vom Anschlussbereich bis einschließlich dem induktiven Abschnitt verwirklicht werden und ein serieller Widerstand der Spule gering gehalten werden.
- Der Anschlussbereich und der Verbindungsbereich können in einer Ebene sein, die senkrecht zu einer Längsachse des Rohres steht. So angeordnete Anschlussbereiche verlängern die Ausmaße der gesamten Spule nicht, da der Anschlussbereich nicht in Richtung der Längsachse des Rohres an den Verbindungsbereich anschließt. Die gesamte Spulenlänge kann so relativ zur Wendel kurz gehalten werden und ein günstiger Formfaktor für die Spule erzielt werden.
- Überdies kann der Anschlussbereich eine ebene Fläche aufweisen, die einen lötbaren Anschluss bildet. Dementsprechend kann die Spule insbesondere dazu ausgestaltet sein, auf eine Leiterbahn, zum Beispiel einer Leiterplatte, aufgelötet zu werden.
- Der induktive Abschnitt kann durch einen Teil vom Anschlussbereich von einer Auflagefläche beabstandet sein. Dies hat den Vorteil einer mechanischen und thermischen Isolation des induktiven Bereichs gegenüber einer Auflagefläche, auf der die Spule montiert wird. So werden Übertragungen von Vibrationen der Spule oder von Hitze auf eine Montageoberfläche, wie etwa einer Leiterplatte, gehemmt. Auch das Magnetfeld der Spule wird weniger stark von einer beabstandeten Montageoberfläche beeinflusst, womit die Spule erwartungsgemäße elektrische Eigenschaften aufweist. In einer Ausführungsform, in der die Spule von einem magnetischen Material umgeben oder darin eingebettet sein kann, wird durch die Beabstandung der Spule von einer Auflagefläche sichergestellt, dass auch ausreichend magnetisches Material zwischen Spule und Auflagefläche angeordnet werden kann. Auf diese Weise kann die Spule gleichmäßig vom magnetischen Material eingehüllt werden, womit ein gleichmäßiges Magnetfeld um die Spule herum erzeugt werden kann und die Spule zusätzlich von allen Seiten geschützt wird.
- Eine Beabstandung des induktiven Abschnitts kann beispielsweise durch L-förmige Anschlussbereiche bewerkstelligt werden. Ein senkrechter Teil des L-förmigen Anschlussbereichs wirkt hierbei als Abstandshalter und ein waagerechter Teil kann die ebene Fläche zur elektrischen Kontaktierung sein. Der senkrechte Teil des Anschlussbereichs beabstandet den induktiven Abschnitt der Spule von einer Montageoberfläche, wie einer Leiterplatte, mit der die Spule über den waagerechten Teil elektrisch verbunden sein kann.
- Ferner kann die Spule einen magnetischen Kern aufweisen. Ein Einsatz z.B. eines ferromagnetischer Kerns kann für eine höhere magnetische Flussdichte in der Spule und eine erhöhte Induktivität der Spule sorgen. Geeignete Materialien für den Kern können die Metalle Nickelzink, Manganzink und Kobalt, sowie andere Legierungen sein. Hierbei begrenzt sich der Kern nicht nur auf ausschließlich im Inneren der Spule angeordnete Kerne, sondern schließt auch Kerne mit ein, die den Kern integral als Teil eines modularen Spulen-Gehäuses ausbilden. Die Ausführungsform einer Spule mit einem modularen Spulengehäuse kann die elektromagnetische Verträglichkeit der Spule verbessern. Indem beispielsweise ein EP-Kern als Gehäuse verwendet wird kann die elektromagnetische Abschirmung durch das Gehäuse, vor allem bei hochfrequenten Anwendungen, verbessert werden und die elektromagnetische Verträglichkeit damit erhöht werden.
- Des Weiteren kann das Rohr in einen Kunststoff eingebettet werden, um das Rohr vor allem gegen mechanische aber auch gegen Temperatur- und Chemikalieneinflüssen zu schützen. Als Kunststoff eignen sich Epoxidharz, Phenylharz aber auch Silikone. Indem das Rohr in ein Kunststoff gebettet wird, ist das Spulen-Bauteil geeigneter mit Hilfe eines Bestückungsautomaten, beispielsweise in einem Pick-and-Place-Verfahren, montiert zu werden.
- In den Kunststoff kann Pulver mit magnetischen Eigenschaften, wie Eisenpulver, oder magnetische Nanopartikel gemischt sein. Mit der Zugabe von magnetischen Partikeln in den Kunststoff kann die Induktivität der Spule erhöht werden und die elektrischen Eigenschaften verbessert werden. Über den Anteil der magnetischen Partikel im Kunststoff kann die Induktivität angepasst werden. Die Spule kann weiterhin auch beim Einbetten in einen Kunststoff, unabhängig davon ob dieser einen Anteil an magnetischen Pulver aufweist, einen magnetischen Kern aufweisen, um die Induktivität der Spule zu erhöhen. Durch das Einbetten der Spule in einen Kunststoff, insbesondere in einen Kunststoff, der einen Anteil an einem Pulver mit magnetischen Eigenschaften aufweist, kann die elektromagnetische Abschirmung des Bauteils, vor allem auch bei hochfrequenten Anwendungen, verbessert werden und die elektromagnetische Verträglichkeit erhöht werden.
- Ferner kann die Spule einen Außendurchmesser von 0,2 bis 50 mm aufweisen. Vorzugsweise kann der Außendurchmesser der Spule im Bereich zwischen 0,5 bis 20 mm liegen. Diese Größe ist besonders dafür geeignet Spulen bereitzustellen, die für Anwendungen auf einer Leiterplatte geeignet ist. Der Außendurchmesser sollte nicht kleiner als 0,2 mm, vorzugsweise nicht kleiner als 0,5 mm, sein, da ansonsten eine derart kleine Spule erzeugt würde, dass das automatische Teilehandling mit erheblichen technischen Schwierigkeiten verbunden wäre. Der Außendurchmesser sollte nicht größer als 50 mm, vorzugsweise nicht größer als 20 mm sein, da ansonsten die Herstellung der Spule aus einem Rohr unwirtschaftlich erscheint.
- Ein weiterer Aspekt der vorliegenden Anmeldung betrifft ein Modul, das zumindest zwei Spulen aufweist. Bei den Spulen kann es sich insbesondere um die oben beschriebenen Spulen handeln. Die zumindest zwei Spulen sind in einem gemeinsamen Gehäuse angeordnet. Das Gehäuse kann durch einen Kunststoff gebildet werden, in den beide Spulen eingebettet sind. Die beiden Spulen können dabei räumlich parallel zueinander angeordnet sein.
- Bevorzugter Weise werden die Spulen so angeordnet, dass die Spulen elektrisch einzeln kontaktiert werden können und im Modul nicht miteinander verschaltet sind. In einer alternativen Ausführungsform können die Spulen elektrisch parallel oder seriell untereinander verschaltet werden, um dem gesamten Modul eine gewünschte Induktivität zu verleihen.
- Auf diese Weise ist es möglich, aus mehreren Spulen ein Modul so zusammenzusetzen, dass das gesamte Modul eine höhere oder niedrigere Induktivität als die einzelnen Spulen aufweist.
- Der Gebrauch des Moduls kann eine Bestückung einer Leiterplatte mit einer Vielzahl von Spulen verkürzen und so zu einer Taktzeitverkürzung bei einem Herstellungsverfahren führen. Indem das Modul, statt einer Vielzahl an einzelnen Spulen montiert wird, muss bei der Montage der Spulen, beispielsweise mit einem Pick-and-Place-Automat, nur ein Modul, statt mehrerer einzelner Spulen auf der Leiterplatte positioniert werden. Das Modul kann somit einen Folgeprozess, bei dem das Modul eingebaut wird, vereinfachen.
- Darüber hinaus wird durch die Anordnung von mehreren Spulen innerhalb eines Moduls, im Vergleich zur Anordnung von mehreren einzelnen Spulen nebeneinander, Platz eingespart. Bei Anwendungen, bei denen ein zur Verfügung stehender Platz sehr gering ist, beispielsweise bei einer Leiterplatte für ein mobiles Gerät wie einem Smartphone, kann diese Platzersparnis ein wesentlicher Vorteil sein. Ferner kann bei Verwendung des Moduls statt einzeln eingebetteter Spulen Gehäusematerial eingespart werden.
- Ein weiterer Aspekt der vorliegenden Anmeldung betrifft ein Verfahren zur Herstellung einer Spule. Bei der Spule kann es sich insbesondere um die vorher beschriebene Spule handeln.
- Das Verfahren umfasst die Schritte:
- a. Bereitstellen eines Rohres mit einer Rohrwand aus einem elektrisch leitfähigen Material, und
- b. Erzeugen eines Spalts in einem induktiven Abschnitt des Rohres, wobei der Spalt in dem induktiven Abschnitt die Rohrwand zu einer Wendel formt, und das Formen von zumindest zwei Abschnitten des Rohres zu Kontaktabschnitten,
- c. Verformen von einem ersten Teil der Kontaktabschnitte zu jeweils mindestens einem Anschlussbereich, wobei ein zweiter Teil der Kontaktabschnitte die Form der Rohrwand beibehält und einen Verbindungsbereiche bildet, wobei der Verbindungsbereich den Anschlussbereich mit dem induktiven Abschnitt elektrisch verbindet.
- Die Induktivität des induktiven Abschnitts kann dabei erst durch das Erzeugen des Spalts erstellt werden. Der Spalt kann ein Schneidespalt sein, der mit einem Laser erzeugt wird. Die Form des Kontaktabschnittes kann ebenfalls mit einem Laser, insbesondere in einem Laserprozess zusammen mit der Erzeugung des Spaltes, erzeugt werden.
- Zur Erzeugung des Spalts in den induktiven Abschnitten, aber auch zum Erzeugen einer Ausnehmung in den Kontaktabschnitten des Rohres ist ein Laserprozess geeignet. Der Laserprozess hat den Vorteil flexibel einsetzbar und schnell zu sein. Darüber hinaus hat der Laserprozess den Vorteil keine mechanische Beanspruchung zu erzeugen, da er kontaktfrei arbeitet und wenige Rückstände hinterlässt. Weitere Alternativen, um den Spalt zu erzeugen, können beispielsweise ein Fräsprozess, ein Sägeprozess oder Wasserstrahlschneiden sein.
- Der oben genannte Schritt b. kann einen weiteren Teilschritt aufweisen, wobei in dem Kontaktabschnitt des Rohres eine Ausnehmung gebildet wird, indem ein Bereich der Rohrwand entfernt wird. Die Ausnehmung in dem Kontaktabschnitt des Rohres und der Spalt in dem induktiven Bereich können in einem einzigen Verfahrensschritt gemeinsam erzeugt werden.
- Dementsprechend kann der gesamte Schritt b. in einem einzigen Prozessschritt, beispielsweise mittels Laserschneiden, erzeugt werden.
- Ferner kann in Schritt c. der Anschlussbereich durch eine Verformung des ersten Teils des Kontaktabschnittes in eine zur Längsachse des Rohrs senkrechte Richtung gebildet werden. Da der Anschlussbereich nicht in einer Richtung der Längsachse des Rohres verformt wird, verlängert die Verformung des Anschlussbereichs in die zur Längsachse senkrechte Richtung die Spule nicht. Durch einen Anschlussbereich, der sich vorwiegend in einer Richtung senkrecht zu Längsachse eines Rohres ausdehnt, kann es vermieden werden die Länge der gesamten Spule gegenüber der Länge des induktiven Abschnitts bzw. der Wendel zu sehr zu erhöhen.
- Weiterhin kann in Schritt c. ein erster Teil von den Kontaktabschnitten durch einen Stempelprozess zu einem Anschlussbereich geformt werden. Eine Umformung, etwa eine Biegung oder eine Prägung, mit Hilfe eines Stempelprozesses ist effizient, zuverlässig und reproduzierbar.
- Ein zweiter Teil der Kontaktabschnitte, der durch den Stempelprozess zum Verbindungsbereich werden kann, kann durch einen Gegenstempel bzw. eine Auflagefläche beim Stempelprozess gestützt werden, so dass keine Biegekräfte auf den zweiten Teil beim Stempelprozess wirken. Der Gegenstempel kann formangepasst an die Kontur bzw. Außenform des Rohres sein. Da kein Biegemoment auf den Verbindungsabschnitt wirkt, behält der Verbindungsbereich die Kontur der Rohrwand aus der er gebildet wird und ist daher gleich zu der Kontur des angrenzenden induktiven Abschnitts. Auch eine Krafteinwirkung auf den induktiven Abschnitt, der zu einer unerwünschten Verformung des induktiven Abschnitts führen würde, wird vermieden. Selbst bei einer geringfügigen Verformung des induktiven Abschnitts kann es zu einer Veränderung der elektrischen Eigenschaften der Spule kommen. Eine größere Krafteinwirkung auf den Verbindungsbereich kann sogar zu einem Kurzschluss im induktiven Bereich führen, indem zwei benachbarte Wicklungen der Wendel sich als Folge der Krafteinwirkung berühren. Indem auf ein Biegemoment im Verbindungsbereich verzichtet werden kann, werden die elektrischen Eigenschaften einer Spule, die mit dem vorgenannten Prozess hergestellt wurden, reproduzierbarer und planbarer.
- Zusätzlich kann in Schritt b. zunächst ein Spulenstrang dadurch erzeugt werden, dass entlang des Rohres mehrere induktive Abschnitte erzeugt werden, in denen jeweils ein Spalt erzeugt wird, der in dem jeweiligen induktiven Abschnitt die Rohrwand zu einer Wendel formt, und zwischen zwei induktiven Abschnitten jeweils ein Kontaktabschnitt geformt wird. In Schritt c. kann ein erster Teil der Kontaktabschnitte zu jeweils mindestens einem Anschlussbereich geformt werden, und ein zweiter Teil der Kontaktabschnitte die Form der Rohrwand beibehalten und einen Verbindungsbereich bilden, wobei der Verbindungsbereich den Anschlussbereich mit dem induktiven Abschnitt elektrisch verbindet.
- Durch einen solchen Spulenstrang kann die Handhabung der Spulen in der Produktion optimiert werden. So können mehrere Spulen gleichzeitig prozessiert werden, was wiederum zu einer Taktzeitverkürzung in der Produktion führen kann. Außerdem kann durch das Erzeugen von mehreren induktiven Abschnitten in einem Rohr Material eingespart werden.
- Hinzukommend kann der Anschlussbereich durch eine Verformung der Rohrwand in einer zur Längsachse des Rohrs senkrechten Richtung gebildet werden. Eine Verformung der Rohrwand zu einem Anschlussbereich in einer zu Längsachse des Rohres senkrechten Richtung erlaubt es, einen Anschlussbereich zu bilden ohne eine Längenänderung des Spulenstrangs, sei es eine Dehnung oder Stauchung, herbeizuführen. Eine Verformung in einer Richtung parallel zu Längsachse würde unweigerlich eine Veränderung der Länge des Spulenstrangs zu Folge haben. Daher behält ein so geformter Spulenstrang, trotz dem Umformungsprozess für den Anschlussbereich, seine definierte Gesamtlänge. Die Handhabung der Spulenstränge wird verbessert, weil in der Prozesslinie in verschiedenen Herstellungsschritten von gleichen Abmessungen und damit Rahmenbedingungen ausgegangen werden kann. Vor allem im Herstellungsprozess ist eine über die gesamte Produktion gleichbleibende Länge der Spulenstränge von Vorteil, da in verschiedenen Produktionsschritte, wie etwa der Vereinzelung des Spulenstrangs, keine zusätzlichen Ausmessungen oder eine neue Eingabe der Rahmenbedingungen nötig sind.
- Zusätzlich kann im weiteren Schritt d. eine Vereinzelung des Spulenstrangs senkrecht zur Längsachse des Rohres zwischen zwei induktiven Abschnitten stattfinden. Ein Spulenstrang kann so im Anschluss zu mehreren Spulen aufgetrennt werden. Die Spulen können einzeln aufgeteilt werden, so dass jeweils nur ein induktiver Abschnitt mit zwei angrenzenden Kontaktabschnitten erzeugt wird. Es ist jedoch auch möglich mehrere induktive Abschnitte, die jeweils über einen Kontaktabschnitt zusammengehalten werden, zu einer passenden Gesamtspule, die aus mehreren einzelnen Spulen besteht, aus dem Spulenstrang herauszutrennen.
- Mehrere Spulen oder Spulenstränge können in Kunststoff eingebettet werden und somit ein Package bilden. Die Spulen oder Spulenstränge können an dieser Stelle bereits einen magnetischen Kern aufweisen. Hierbei ist es von Vorteil, die Spulenstränge vor dem Einbetten parallel zueinander anzuordnen. Indem mehrere Spulenstränge gleichzeitig, und nicht einzeln, eingebettet werden, kann der Herstellungsprozess beschleunigt werden. Der Kunststoff schützt die Spulen vor mechanischen sowie vor Temperatur- und Chemikalieneinflüssen. In den Kunststoff kann auch Pulver mit magnetischen Eigenschaften oder magnetische Nanopartikel gemischt sein. Mit der Zugabe von magnetischen Partikeln in den Kunststoff kann die Induktivität der Spule erhöht werden und über Anteil der magnetischen Partikel im Kunststoff auch angepasst werden.
- Es kann vorteilhaft sein, magnetische Kerne in die Spulenstränge oder den Spulen anzuordnen. Dies kann die Induktivität der Spulen bzw. Spulenstränge erhöhen. Darüber hinaus ermöglicht eine Anordnung der Kerne in den Spulensträngen vor dem Einbetten in einen Kunststoff, Spulen mit einem magnetischen Kern herzustellen, die in einem Kunststoff, der auch magnetische Anteile aufweisen kann, eingebettet sind. Dies kann die Induktivität und die elektromagnetische Verträglichkeit der Spulen erhöhen.
- Nach dem Einbetten mehrerer paralleler Spulenstränge in ein Package können die Spulen quer und parallel zur Längsachse der Spulenstränge vereinzelt werden. Hierbei ist es von Vorteil die Trennlinie durch die Kontaktabschnitte der Spulen zu führen. Somit wird das Package zu einzelnen Spulen vereinzelt. Es ist sowohl möglich, das Package erst quer und anschließend parallel zu vereinzeln als auch das Package erst parallel und dann quer zu vereinzeln.
- Ein weiterer Aspekt betrifft ein Verfahren zur Herstellung eines Moduls. Dabei kann das Package, das mehrere parallel angeordnete Spulenstränge aufweist, quer zur Längsachse der Stränge vereinzelt werden. Auch bei dieser Option ist es von Vorteil die Trennlinie durch die Kontaktabschnitte der Spulen zu führen. Es erfolgt keine Vereinzelung in einzelne Spulen parallel zur Achse.
- Das Modul weist zumindest zwei Spulen in einem gemeinsamen Gehäuse auf, wobei das Rohr einen Kontaktabschnitt aufweist, der in einen Verbindungsbereich und einen Anschlussbereich aufgeteilt ist. Das Verfahren zur Herstellung des Moduls weist die folgenden Schritte auf:
- Erzeugen von zumindest zwei Spulensträngen, dadurch dass entlang jedes der Rohre mehrere induktive Abschnitte erzeugt werden, in denen jeweils ein Spalt erzeugt wird, der in dem jeweiligen induktiven Abschnitt die Rohrwand zu einer Wendel formt, und wobei zwischen zwei induktiven Abschnitten jeweils ein Kontaktabschnitt geformt wird, und wobei ein erster Teil der Kontaktabschnitte zu jeweils mindestens einem Anschlussbereich geformt wird, und wobei ein zweiter Teil der Kontaktabschnitte die Form der Rohrwand beibehält und einen Verbindungsbereiche bildet, wobei der Verbindungsbereich den Anschlussbereich mit dem induktiven Abschnitt elektrisch verbindet,
- Paralleles Anordnen der Spulenstränge,
- Einbetten der Spulenstränge in einen Kunststoff, der das Gehäuse bildet, und
- Vereinzeln der durch den Kunststoff verbundenen Spulenstränge entlang Trennlinien, die quer zu einer Längsachse der Spulenstränge verläuft zu dem Modul.
- Im Folgenden wird die Erfindung anhand von schematischen Darstellungen von Ausführungsbeispielen näher beschrieben.
-
Figur 1a zeigt eine räumliche Darstellung einer möglichen Ausführungsform eines Rohrs. -
Figur 1b zeigt eine räumliche Darstellung einer möglichen zweiten Ausführungsform eines Rohrs. -
Figur 2 zeigt eine räumliche Darstellung eines Spulenstrangs. -
Figur 3 zeigt eine räumliche Darstellung eines Zwischenprodukts bei der Herstellung einer Spule aus dem Spulenstrang. -
Figur 4 zeigt eine räumliche Darstellung einer Spule gemäß einer Ausführungsform der Erfindung. -
Figur 5 zeigt eine räumliche Darstellung von mehreren Spulensträngen, die in Kunststoff zu einem Package eingebettet sind. -
Figur 6 zeigt eine räumliche Darstellung einer Spule, die in Kunststoff eingebettet wurde und ein einsatzbereites Einzelbauteil ist. - Gleiche Elemente, ähnliche oder augenscheinlich gleiche Elemente sind in den Figuren mit den gleichen Bezugszeichen versehen. Die Figuren und die Größenverhältnisse in den Figuren sind nicht maßstabsgetreu.
- In
Figur 1a und 1b wird ein Rohr 2 mit jeweils einer runden und einer abgerundeten quadratischen Querschnittsfläche gezeigt. Ein Rohr 2 ist ein länglicher Hohlkörper, der eine Öffnung aufweist, die sich von einem ersten Ende des Körpers durch den gesamten Körper bis zu einem zweiten Ende, das dem ersten Ende gegenüberliegt, erstreckt. Das Rohr 2 kann symmetrisch zu seiner Längsachse 3 sein, wobei die Längsachse 3 sich vom Mittelpunkt der Grundfläche am ersten Ende bis zum Mittelpunkt der Grundfläche des zweiten Endes erstreckt. In einer Ausführungsform kann das Rohr 2 eine kreisrunde, ovale, rechteckige oder vieleckige Querschnittsfläche aufweisen. Es sind auch andere Querschnitte möglich. - Das Rohr 2 kann einen Außendurchmesser von 0,2 bis 50 mm aufweisen. Vorzugsweise kann der Außendurchmesser des Rohrs 2 im Bereich zwischen 0,5 bis 20 mm liegen. Diese Größe ist besonders dafür geeignet Spulen 1 herzustellen, die für Anwendungen auf einer Leiterplatte geeignet sind. Die Rohrwand 6, deren Dicke vom Abstand zwischen Innenradius zum Außenradius des Rohrs 2 bestimmt wird, kann je nach benutzten Rohr 2 stark variieren, wobei eine Dicke von weniger als 1 mm vorteilhaft für die Bearbeitung sein kann. Entlang des Außenradius in Richtung der Längsachse 3 verläuft die Manteloberfläche 5 des Rohres 2. Das Rohr 2 besteht aus einem in erster Linie elektrisch leitfähigen Material.
- Das Rohr 2 stellt ein Ausgangsmaterial dar, das bei der Fertigung einer Spule 1 verwendet wird. Im Laufe des Herstellungsverfahrens kann das in
Figur 1a gezeigte Rohr 2 zunächst zu einem Spulenstrang strukturiert werden.Figur 2 zeigt den Spulenstrang. Dabei kann das Rohr 2 insbesondere durch einen Laserprozess strukturiert werden, bei dem im Rohr 2 induktive Abschnitte 7 und Kontaktabschnitte 8 ausgebildet werden. Die induktiven Abschnitte 7 und die Kontaktabschnitte 8 wechseln sich entlang des Rohres 2 ab. - In den induktiven Abschnitten 7 wird ein Spalt 4 erzeugt, der eine Rohrwand 6 durchdringt und die Rohrwand 6 zu einer Wendel formt. Dadurch wird eine Induktivität der induktiven Abschnitte 7 ausgebildet. Die Kontaktabschnitte 8 werden im Laufe des Herstellungsprozesses zum Teil in einen Anschlussbereich 11 umgeformt, wobei ein anderer Teil des Kontaktabschnitts zu einem Verbindungsbereich 10 wird. In den Kontaktabschnitten 8 wird bei der Strukturierung des Rohres 2 eine Ausnehmung gebildet, wobei ein Teil der Rohrwand 6 entfernt wird.
- Durch den Spulenstrang wird die Handhabung der Spulen 1 in der Produktion optimiert. So können mehrere Spulen 1 gleichzeitig behandelt werden, was zu einer Taktzeitverkürzung in der Produktion führt. Außerdem kann durch das Erzeugen von mehreren induktiven Abschnitten 7 in einem Rohr 2 Material eingespart werden.
- Die induktiven Abschnitte 7 sind integral durch die Kontaktabschnitte 8 miteinander verbunden und weisen keine unnötigen Übergangswiderstände zwischen einander auf.
- Die unterschiedlichen induktiven Abschnitte 7 des Spulenstrangs können unterschiedliche oder gleiche Induktivitäten aufweisen. Somit ist es möglich, aus einem Rohr 2 unterschiedliche Spulen 1 zu erzeugen, die jeweils in der Induktivität variiert werden können, und daher für unterschiedlichste Anwendungen geeignet sind. Die Induktivitäten können beispielsweise über die Anzahl der Windungen, die mit dem Spalt 4 gebildet werden, oder mit dem Abstand der Spalte 4 in Richtung der Längsachse 3 nach einem Umlauf um das Rohr 2, was der Breite der Windungen entspricht, variiert werden. In dem Ausführungsbeispiel aus
Figur 2 sind die gezeigten Spalte 4 gleich und folglich auch die Induktivität der einzelnen induktiven Abschnitte 7 gleich. - In
Figur 3 wird eine räumliche Darstellung eines Zwischenprodukts bei der Herstellung einer Spule 1 aus dem Spulenstrang gezeigt. Der Spulenstrang wurde entlang von Trennlinien 12, die quer zur Längsachse 3 des Spulenstrangs verlaufen, vereinzelt. - Die Spule 1 weist ein Rohr 2 aus elektrisch leitfähigem Material auf, wobei ein Spalt 4, der entlang einer Manteloberfläche 5 und um die Längsachse 3 des Rohres 2 verläuft, erzeugt wurde und somit einen induktiven Abschnitt 7 ausbildet. In einer alternativen Ausführungsform kann das gesamte Rohr 2 derart strukturiert werden, dass sich nur ein einziger induktiver Abschnitt 7 und zwei an diesen angrenzende Kontaktabschnitte 8 ergeben. Dementsprechend kann das Rohr 2 zu dem in
Figur 3 gezeigten Zwischenprodukt strukturiert werden, wobei das Rohr 2 auf eine geeignete Länge geschnitten wird. Der Kontaktabschnitt 8 und der induktiven Abschnitt 7 sind direkt miteinander verbunden. Der Kontaktabschnitt 8 und der induktive Abschnitt 7 sind integral und einstückig aus der strukturierten Rohrwand 6 geformt. -
Figur 4 zeigt die Spule 1 nachdem mit Hilfe eines Stempelprozesses ein erster Teil der Kontaktabschnitte zu jeweils zwei Anschlussbereichen 11 gebogen wurde, wobei ein nicht verformter zweiter Teil der Kontaktabschnitte den Verbindungsbereich 10 bildet. Der zweite Teil der Kontaktabschnitte wurde zu dem Zwecke beim Stempelprozess durch einen Gegenstempel bzw. eine Auflagefläche gestützt, um keine Biegekräfte bzw. Momente auf den zweiten Teil beim Stempelprozess wirken zu lassen. Vorzugsweise ist der Gegenstempel formangepasst an die Kontur bzw. Außenform des Rohres 2. Auf Grund des fehlenden Biegemoments auf den Verbindungsbereich 10 bleibt der Verbindungsbereich 10 unverändert und weist die gleiche Kontur der Rohrwand 6 auf wie die Kontur des angrenzenden induktiven Abschnitts. - Da mit Hilfe des Gegenstempels beim Umformen des ersten Teils der Kontaktabschnitte zum Anschlussbereich 11 die Krafteinwirkung des Stempelprozess im Verbindungsbereich 10 neutralisiert wird, wirkt auch kein Biegemoment auf die angrenzende Wendel. Somit behält die Wendel ihre Form und ihre Teilung bei und auch mögliche Kurzschlüsse zwischen benachbarten Windungen können ausgeschlossen werden.
- In der Ausführungsform, die in
Figur 4 gezeigt wird, hat der Verbindungsbereich 10 die Form eines Kreissegments, da das Rohr 2, aus dem die Spule 1 hergestellt worden ist, kreisrund ist. In einem Ausführungsbeispiel, in dem das Rohr 2 eine viereckige Grundform hat, könnte der Verbindungsbereich 10 also beispielsweise eine gerade Kontur haben. Die Form des Verbindungsbereiches 10 wird hierdurch jedoch nicht beschränkt. Vielmehr kann der Verbindungsbereich 10 jegliche Form und Kontur haben, die der des Rohres 2 in einem angrenzenden Abschnitt gleicht. - Der Anschlussbereich 11 in
Figur 4 wurde durch eine Verformung der Rohrwand 6, in einer zur Längsachse 3 des Rohrs 2 senkrechten Richtung, gebildet. Die Verformung zu einem Anschlussbereich 11 in einer zur Längsachse 3 des Rohres 2 senkrechten Richtung erlaubt es, den Anschlussbereich 11 zu bilden, ohne eine Längenänderung des Spulenstrangs, sei es eine Dehnung oder Stauchung, herbeizuführen. Eine Verformung in einer Richtung parallel zu Längsachse 3 würde unweigerlich eine Veränderung der Länge des Spulenstrangs zu Folge haben. Würde der Anschlussbereich 11 beispielsweise in Richtung der Längsachse 3 des Rohres 2 (inFigur 4 also aus der Darstellung heraus) gebildet werden, würde ein Spulenstrang, der mehrere solcher Abschnitte aufweist, auf Grund der Verformung verkürzt sein. Wird der Anschlussbereich 11 hingegen senkrecht zu Längsachse 3 des Rohres 2 umgebogen, behält ein so geformter Spulenstrang, trotz dem Umformungsprozess für den Anschlussbereich 11, seine definierte Gesamtlänge. Insofern wird die Handhabe der Spulenstränge vor allem im Herstellungsprozess verbessert, weil in der Prozesslinie in verschiedenen Herstellungsschritten von gleichen Abmessungen und den damit einhergehenden Rahmenbedingungen, wie der der Position der induktiven Abschnitte, ausgegangen werden kann. Beim Vereinzeln des Spulenstrangs kann so beispielsweise automatisiert und ohne weitere Messungen ein mittiger Schnitt zwischen zwei induktiven Abschnitten erfolgen. - Ein weiterer Vorteil die Anschlussbereiche 11 senkrecht zur Längsachse 3 des Rohres 2 anzuordnen ist, dass die gesamte Spulenlänge, vor allem im Vergleich zur Länge der Wendel, kurz gehalten werden kann, um einen besseren Formfaktor für die Spule 1 zu erzielen.
- Ferner wird der induktive Abschnitt, der im in
Fig. 4 gezeigten Ausführungsbeispiel L-förmig gestaltet ist, durch einen Teil des Anschlussbereichs 11 von der Auflagefläche beabstandet. Auf diese Weise wird der induktive Abschnitt mechanischen und thermischen gegenüber einer Auflagefläche isoliert. So werden Übertragungen von Vibrationen der Spule 1 oder von Hitze auf eine Auflageoberfläche, die etwa eine Leiterplatte sein kann, gehemmt. Zusätzlich sorgt der Abstand zwischen dem induktiven Abschnitt 7 und einer Auflagefläche, dass für ausreichend Platz geschaffen wird, um den induktiven Abschnitt komplett in einen Kunststoff 9 einzubetten. Auch das Magnetfeld der Spule 1, und damit verbunden die Induktivität, wird weniger von einer beabstandeten Auflageoberfläche beeinflusst. - Ein waagerechte Teil des in
Fig. 4 gezeigten L-förmigen Anschlussbereichs 11 bildet eine ebene Fläche aus, die einen lötbaren Anschluss bildet. Entsprechend ist es möglich die Spule 1 auf eine Leiterbahn, zum Beispiel einer Leiterplatte, aufzulöten. Die integrale Ausbildung der Spule 1 aus dem Rohr 2 ermöglicht es, auf zusätzliche Verbindungstechniken zu verzichten. Aus diesem Grund weist die Spule 1 einen geringeren Gesamtwiderstand auf, der wiederum zu einer geringen Verlustleistung führt. Darüber hinaus sinkt auch die thermische Belastung, vor allem an möglichen Kontaktierungen, wodurch die Fehleranfälligkeit der Spule 1 reduziert wird. - In
Figur 5 sind vier Spulenstränge in Kunststoff 9 eingebettet, wobei die Längsachsen 3 der Spulen 1 parallel zueinander angeordnet sind. Eine solche Anordnung wird auch Package genannt. Die vier Spulenstränge weisen hier jeweils vier induktive Abschnitte 7 und vier Kontaktabschnitte 8 auf. In dem in Figur 7 gezeigten Package handelt es sich lediglich um ein Beispiel und es können mehr Spulensträngen, und insbesondere mehr als 20 Spulenstränge, mit einer beliebig anderen Anzahl an induktiven Abschnitten 7 und Kontaktabschnitten 8 benutzt werden. Die Kontaktabschnitte 8 sind in diesem Ausführungsbeispiel durch Ausnehmungen geöffnet und anschließend zu einem nicht verformten Verbindungsbereich 10 und zwei Anschlussbereiche 11 gestempelt worden. Die gestrichelten Linien weisen mehrere mögliche Trennlinien 12 zur Vereinzelung auf, die quer oder parallel zur Längsachse 3 der Spulen 1 und durch die Kontaktabschnitte 8 verlaufen. Auch alternative Ausführungsformen sind denkbar, bei denen eine Vereinzelung entlang einer anderen beliebigen Anzahl von Trennlinien 12 erfolgt. Wird die Spule 1 parallel zur Längsachse 3 des Rohres 2 vereinzelt, sind die induktiven Abschnitte 7 seriell miteinander verbunden. Indem mehrere Spulenstränge gleichzeitig, und nicht einzeln, eingebettet werden, kann der Herstellungsprozess beschleunigt werden. - Der Kunststoff 9 stellt als eine Art Gehäuse einen Schutz gegen mögliche Gefahren aus der direkten Umgebung dar. Die Schutzfunktion des Kunststoffes kann pragmatisch erweitert werden, indem Partikel mit gewünschten magnetischen Eigenschaften beigefügt werden. Über die Menge oder Konzentration der magnetischen Partikel im Kunststoff kann ebenfalls die Induktivität angepasst werden. In einer alternativen Ausführungsform könnte eine Spule 1 mit einem EP-Kern verbunden sein, wobei der EP-Kern integral auch ein Gehäuse bildet. Der EP-Kern könnte aus zwei Hälften bestehen, die im Anschluss verklebt werden können. Durch einen EP-Kern kann die Spule 1, insbesondere bei hochfrequenten Anwendungen, elektromagnetisch abgeschirmt sein und somit die elektromagnetische Verträglichkeit des Bauteils erhöht werden.
- Das Erzeugen eines Moduls, das in einem Gehäuse mehrere Spulen 1 aufweist, aus einem Package ist ebenfalls einfach möglich. Hierbei wird ein Package, wie in
Fig. 5 gezeigt, je nach Bedarf parallel und/oder senkrecht zur Längsachse 3 des Rohres 2 vereinzelt. Das inFig. 5 gezeigte Package ist lediglich ein Beispiel und es können wesentlich längere Spulenstränge, mit mehr Spulen 1, und eine größere Anzahl an Spulensträngen, in dem Package angeordnet sein.
Die Kontaktflächen eines Moduls selbst sind von unten und gegebenenfalls von der Seite kontaktierbar und können beispielweise über Lötpads oder Leiterbahnen über einen Lötprozess oder Klebeprozess kontaktiert werden. Der Gebrauch eines Moduls kann zu einer Taktzeitverkürzung bei der Montage der Spulen 1 führen. Indem ein Modul statt einzelner Spulen 1 verbaut wird, muss beispielsweise ein Pick-and-Place-Automat nur einmal, statt mehrmals, das Bauteil auf einer Leiterplatte positionieren. Darüber hinaus wird durch die Anordnung von mehreren Spulen 1 innerhalb eines Moduls, im Vergleich zur Anordnung von mehreren einzelnen Spulen 1 nebeneinander, Platz eingespart. - Die Spulen 1 im Modul können dazu vorgesehen sein, miteinander parallel, seriell oder gar nicht verschaltet zu werden. In einer Ausführungsform in der mehrere Spulen 1 nebeneinander angeordnet sind, kann jede Spule 1 einzeln kontaktiert werden. Wird ein solches Modul hingegen mit zwei senkrecht zur Längsachse 3 laufenden Leiterbahnen kontaktiert, können die induktiven Abschnitte 7 elektrisch parallel zueinander verschaltet werden. Wird die Leiterbahn mäanderförmig unter dem Modul angelegt, können die induktiven Abschnitte 7 seriell verschaltet werden. Somit können die Spulen 1 selbst in einem Modul auf unterschiedlichste Weisen miteinander aber auch innerhalb eines elektronischen Geräts verschaltet werden.
-
Figur 6 zeigt eine einzelne Spule 1 die in Kunststoff 9 eingebettet worden ist. An der Stirnseite der eingebetteten Spule 1 ist der Kontaktabschnitt angeordnet, der einen kreissegmentförmigen Verbindungsbereich 10 und zwei L-förmige Anschlussbereiche 11 hat. Die Spule 1 kann entweder durch ein Vereinzeln der Spulen 1 aus einem Package, oder durch Einbetten einer einzelnen Spule 1, wie ausFigur 4 , in Kunststoff 9 hergestellt worden sein. -
- 1
- Spule
- 2
- Rohr
- 3
- Längsachse
- 4
- Spalt
- 5
- Manteloberfläche
- 6
- Rohrwand
- 7
- induktiver Abschnitt
- 8
- Kontaktabschnitt
- 9
- Kunststoff
- 10
- Verbindungsbereich
- 11
- Anschlussbereich
- 12
- Trennlinien
Claims (8)
- Verfahren zur Herstellung von Modulen, die jeweils zumindest zwei Spulen (1) in einem gemeinsamen Gehäuse aufweisen, aufweisend die Schritte:- Erzeugen von zumindest zwei Spulensträngen, dadurch dass entlang jedem von zwei Rohren (2) mehrere induktive Abschnitte (7) erzeugt werden, in denen jeweils ein Spalt (4) erzeugt wird, der in dem jeweiligen induktiven Abschnitt (7) eine Rohrwand (6) zu einer Wendel bildet, und wobei zwischen zwei induktiven Abschnitten (7) jeweils ein Kontaktabschnitt (8) geformt wird, und
wobei ein erster Teil der Kontaktabschnitte (8) zu jeweils mindestens einem Anschlussbereich (11) gebildet wird, und wobei ein zweiter Teil der Kontaktabschnitte (8) eine Kontur der Rohrwand (6) beibehält und einen Verbindungsbereich (10) bildet, wobei der Verbindungsbereich (10) den Anschlussbereich (11) mit dem induktiven Abschnitt (7) elektrisch verbindet,- Paralleles Anordnen der Spulenstränge,- Einbetten der Spulenstränge in einen Kunststoff (9), der das Gehäuse bildet,- Vereinzeln der durch den Kunststoff (9) verbundenen Spulenstränge entlang Trennlinien (12), die senkrecht zu einer Längsachse (3) der Spulenstränge und zwischen induktiven Abschnitten (7) verläuft zu dem Modul. - Verfahren nach Anspruch 1,
wobei ein Laserprozess zur Erzeugung des Spalts (4) und zur Formung der Kontaktabschnitte (8) verwendet wird. - Verfahren nach einem der Ansprüche 1 oder 2,
wobei in den Kontaktabschnitten (8) des Rohres (2) eine Ausnehmung gebildet wird, indem ein Bereich der Rohrwand (6) entfernt wird. - Verfahren nach Anspruch 3,
wobei die Ausnehmung in den Kontaktabschnitten (8) des Rohres (2) und der Spalt (4) in dem induktiven Abschnitt (7) in einem einzigen Verfahrensschritt gemeinsam erzeugt werden. - Verfahren nach Anspruch 1 bis 4,
wobei die Anschlussbereiche (11) jeweils durch eine Verformung des ersten Teils des Kontaktabschnittes (8) in eine zur Längsachse (3) des Rohrs (2) senkrechte Richtung gebildet wird. - Verfahren nach einem der Ansprüche 1 bis 5,
wobei der erste Teil von den Kontaktabschnitten (8) durch einen Stempelprozess mit Gegenstempel zu dem Anschlussbereich (11) geformt wird. - Verfahren nach Anspruch 6,
wobei der zweite Teil der Kontaktabschnitte (8), der durch den Stempelprozess zum Verbindungsbereich (10) wird, durch den Gegenstempel beim Stempelprozess gestützt wird, so dass keine Biegekräfte auf den zweiten Teil beim Stempelprozess wirken. - Verfahren nach einem der Ansprüche 1 bis 7, zuzüglich aufweisend den folgenden Schritt:
Vereinzeln der Spulenstränge parallel zu einer Längsachse (3) der Spulenstränge.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020110850.8A DE102020110850A1 (de) | 2020-04-21 | 2020-04-21 | Spule und Verfahren zur Herstellung der Spule |
| EP21717067.9A EP4139944B1 (de) | 2020-04-21 | 2021-04-07 | Spule und verfahren zur herstellung der spule |
| PCT/EP2021/059038 WO2021213801A1 (de) | 2020-04-21 | 2021-04-07 | Spule und verfahren zur herstellung der spule |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21717067.9A Division EP4139944B1 (de) | 2020-04-21 | 2021-04-07 | Spule und verfahren zur herstellung der spule |
| EP21717067.9A Division-Into EP4139944B1 (de) | 2020-04-21 | 2021-04-07 | Spule und verfahren zur herstellung der spule |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP4447077A2 true EP4447077A2 (de) | 2024-10-16 |
| EP4447077A3 EP4447077A3 (de) | 2025-01-01 |
Family
ID=75426612
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP24197845.1A Pending EP4447077A3 (de) | 2020-04-21 | 2021-04-07 | Spule und verfahren zur herstellung der spule |
| EP21717067.9A Active EP4139944B1 (de) | 2020-04-21 | 2021-04-07 | Spule und verfahren zur herstellung der spule |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP21717067.9A Active EP4139944B1 (de) | 2020-04-21 | 2021-04-07 | Spule und verfahren zur herstellung der spule |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US20220277887A1 (de) |
| EP (2) | EP4447077A3 (de) |
| JP (1) | JP7310009B2 (de) |
| KR (1) | KR102617438B1 (de) |
| CN (1) | CN114342015A (de) |
| DE (1) | DE102020110850A1 (de) |
| TW (1) | TWI768832B (de) |
| WO (1) | WO2021213801A1 (de) |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD1036385S1 (en) | 2021-09-17 | 2024-07-23 | Coilcraft, Incorporated | Electronic component |
| USD1036384S1 (en) | 2021-09-17 | 2024-07-23 | Coilcraft, Incorporated | Electronic component |
| CN118872009A (zh) * | 2022-01-14 | 2024-10-29 | 线艺公司 | 电子部件及其相关方法 |
| DE102022110526A1 (de) | 2022-04-29 | 2023-11-02 | Tdk Electronics Ag | Gekoppelter Induktor und Spannungsregler |
| EP4372770A1 (de) * | 2022-11-16 | 2024-05-22 | Abb Schweiz Ag | Spule und verfahren zur herstellung einer spule |
| USD1078893S1 (en) * | 2023-07-25 | 2025-06-10 | Bart Bradford | Putter grip |
| CN119230271A (zh) * | 2024-10-11 | 2024-12-31 | 株洲宏达磁电科技有限公司 | 一种多线圈串并联集成电感器生产工艺 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5428337A (en) | 1992-02-21 | 1995-06-27 | Vlt Corporation | Conductive winding |
| JPH1197270A (ja) | 1997-09-18 | 1999-04-09 | Tdk Corp | 平角コイルとその製造方法 |
| DE102019103895A1 (de) | 2019-02-15 | 2020-08-20 | Tdk Electronics Ag | Spule und Verfahren zur Herstellung der Spule |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS605527Y2 (ja) * | 1979-05-17 | 1985-02-21 | 株式会社東芝 | 静止誘導電器の巻線 |
| JPH01266705A (ja) * | 1988-04-18 | 1989-10-24 | Sony Corp | コイル部品 |
| JP3752848B2 (ja) * | 1998-05-12 | 2006-03-08 | 株式会社村田製作所 | インダクタ |
| JP2000323343A (ja) * | 1999-05-06 | 2000-11-24 | Maruho Hatsujo Kogyo Kk | 縦巻コイル及びその製造方法 |
| KR100381361B1 (ko) * | 2000-11-08 | 2003-04-26 | 주식회사 쎄라텍 | 표면 실장형 칩 인덕터 제조방법 |
| KR100376221B1 (ko) * | 2000-07-31 | 2003-03-15 | 주식회사 쎄라텍 | 표면 실장형 칩 인덕터 제조방법 |
| JP2002324714A (ja) * | 2001-02-21 | 2002-11-08 | Tdk Corp | コイル封入圧粉磁芯およびその製造方法 |
| KR100450318B1 (ko) * | 2002-05-02 | 2004-09-30 | 임청산 | 고주파 롤러 용접기의 제조 방법 |
| JP2004179551A (ja) * | 2002-11-28 | 2004-06-24 | Tdk Corp | コイル装置、及び、その製造方法 |
| JP3800540B2 (ja) * | 2003-01-31 | 2006-07-26 | Tdk株式会社 | インダクタンス素子の製造方法と積層電子部品と積層電子部品モジュ−ルとこれらの製造方法 |
| JP2006287678A (ja) * | 2005-04-01 | 2006-10-19 | Matsushita Electric Ind Co Ltd | Lc複合部品及びそれを用いた実装部品 |
| US9468750B2 (en) * | 2006-11-09 | 2016-10-18 | Greatbatch Ltd. | Multilayer planar spiral inductor filter for medical therapeutic or diagnostic applications |
| FI20085241A0 (fi) * | 2008-03-20 | 2008-03-20 | Abb Oy | Menetelmä induktiivisen sähkökomponentin valmistamiseksi ja induktiivinen sähkökomponentti |
| US9859043B2 (en) | 2008-07-11 | 2018-01-02 | Cooper Technologies Company | Magnetic components and methods of manufacturing the same |
| US20100277267A1 (en) * | 2009-05-04 | 2010-11-04 | Robert James Bogert | Magnetic components and methods of manufacturing the same |
| US8253521B2 (en) * | 2010-02-19 | 2012-08-28 | Murata Power Solutions | High current inductor assembly |
| DE102011082045A1 (de) * | 2011-09-02 | 2013-03-07 | Schmidhauser Ag | Drossel und zugehöriges Herstellungsverfahren |
| JP2013222895A (ja) | 2012-04-18 | 2013-10-28 | Murata Mfg Co Ltd | コイル部品及びその製造方法 |
| DE102012011554B4 (de) * | 2012-06-11 | 2017-04-27 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Verfahren zur Herstellung einer elektrotechnischen Spule |
| JP2016067088A (ja) * | 2014-09-24 | 2016-04-28 | 東芝ライテック株式会社 | 電源装置及びインダクタ素子 |
| CN107408446B (zh) * | 2015-04-16 | 2019-09-24 | 松下知识产权经营株式会社 | 电子部件以及使用了该电子部件的电子设备 |
| KR102361404B1 (ko) * | 2015-10-20 | 2022-02-10 | 에이치엔에스파워텍 주식회사 | 적층형 파워인덕터 |
| WO2018159333A1 (ja) | 2017-02-28 | 2018-09-07 | 日本電産リード株式会社 | コイル状電子部品、コイル部品、コイル部品の製造方法、インダクタンス素子、t型フィルタ、発振回路、及びインダクタンス素子の製造方法 |
| US10923322B2 (en) * | 2017-06-14 | 2021-02-16 | Lam Research Corporation | Articulated direct-mount inductor and associated systems and methods |
| JP7103787B2 (ja) * | 2017-12-27 | 2022-07-20 | 太陽誘電株式会社 | コイル部品及び電子機器 |
| WO2019193802A1 (ja) * | 2018-04-04 | 2019-10-10 | 株式会社村田製作所 | インダクタ素子およびインダクタ素子の製造方法 |
| JP7225484B2 (ja) * | 2018-06-04 | 2023-02-21 | 福井県 | 電気機器用コイルの製造方法 |
-
2020
- 2020-04-21 DE DE102020110850.8A patent/DE102020110850A1/de active Pending
-
2021
- 2021-04-07 WO PCT/EP2021/059038 patent/WO2021213801A1/de not_active Ceased
- 2021-04-07 EP EP24197845.1A patent/EP4447077A3/de active Pending
- 2021-04-07 EP EP21717067.9A patent/EP4139944B1/de active Active
- 2021-04-07 CN CN202180005104.XA patent/CN114342015A/zh active Pending
- 2021-04-07 US US17/637,323 patent/US20220277887A1/en active Pending
- 2021-04-07 KR KR1020227005251A patent/KR102617438B1/ko active Active
- 2021-04-07 JP JP2022512380A patent/JP7310009B2/ja active Active
- 2021-04-19 TW TW110113933A patent/TWI768832B/zh active
-
2025
- 2025-02-14 US US19/054,176 patent/US20250191832A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5428337A (en) | 1992-02-21 | 1995-06-27 | Vlt Corporation | Conductive winding |
| JPH1197270A (ja) | 1997-09-18 | 1999-04-09 | Tdk Corp | 平角コイルとその製造方法 |
| DE102019103895A1 (de) | 2019-02-15 | 2020-08-20 | Tdk Electronics Ag | Spule und Verfahren zur Herstellung der Spule |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021213801A1 (de) | 2021-10-28 |
| KR102617438B1 (ko) | 2023-12-27 |
| US20250191832A1 (en) | 2025-06-12 |
| TW202147358A (zh) | 2021-12-16 |
| US20220277887A1 (en) | 2022-09-01 |
| JP7310009B2 (ja) | 2023-07-18 |
| KR20220035464A (ko) | 2022-03-22 |
| TWI768832B (zh) | 2022-06-21 |
| EP4447077A3 (de) | 2025-01-01 |
| EP4139944C0 (de) | 2024-12-04 |
| EP4139944B1 (de) | 2024-12-04 |
| JP2022545892A (ja) | 2022-11-01 |
| EP4139944A1 (de) | 2023-03-01 |
| CN114342015A (zh) | 2022-04-12 |
| DE102020110850A1 (de) | 2021-10-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4139944B1 (de) | Spule und verfahren zur herstellung der spule | |
| DE69528322T2 (de) | Drosselspule und Verfahren zu seiner Herstellung | |
| DE19507573C2 (de) | Leiterstruktur für ein Halbleitergehäuse und Halbleitergehäuse mit einer solchen Leiterstruktur | |
| DE69323383T2 (de) | Verfahren zur Herstellung eines elektronischen Bauelementes | |
| DE112008000364B4 (de) | Spule und Verfahren zum Bilden der Spule | |
| DE102019127691B4 (de) | Verfahren zur Herstellung einer elektrischen Heizvorrichtungmit einem elektrischen Heizelement | |
| EP3924985B1 (de) | Spule und verfahren zur herstellung der spule | |
| DE102016118415A1 (de) | Spulenkomponente und Verfahren zur Herstellung derselben | |
| DE102013105571A1 (de) | Kontaktelement zur Kontaktierung mindestens eines Wicklungsdrahts | |
| DE102023102021A1 (de) | Verfahren zur Herstellung eines Stators und Stator | |
| EP2732452B1 (de) | Elektrische vorrichtung | |
| EP2705578A1 (de) | Elektrisches kontaktelement | |
| DE102021104410A1 (de) | Elektrische Heizvorrichtung | |
| DE102013112325B4 (de) | Ringspule und Herstellungsverfahren für eine Ringspule | |
| EP0811995B1 (de) | Magnetspule sowie Verfahren zu deren Herstellung | |
| EP1597745B1 (de) | Wickelschmelzleiter mit isolierendem zwischenwickel für ein sicherungsbauelement | |
| DE29712306U1 (de) | Verlöt- oder Verschweissbarer Kabelverbinder | |
| DE1614134B2 (de) | Leiterrahmen zur Verwendung bei der automatischen Herstellung von gekapselten, integrierten Halbleiterbauelementen, integriertes Halbleiterbauelement und Verfahren zu dessen Herstellung | |
| WO2017144654A1 (de) | Elektrische sicherungsvorrichtung | |
| DE102020134147A1 (de) | Induktives bauelement mit magnetkern und mittels additiver fertigung hergestellter wicklung | |
| DE102008044379A1 (de) | Drahtbasierte Schaltungsvorrichtung und Verfahren zur Herstellung einer drahtbasierten Schaltungsvorrichtung | |
| DE2348674B2 (de) | Traegerstreifen als hilfsvorrichtung zum herstellen von elektrischen steckverbindern | |
| EP3766310A1 (de) | Verfahren zur herstellung einer leiterplatte unter verwendung einer form für leiterelemente | |
| DE202015105768U1 (de) | Induktives Bauelement für Hochstromanwendungen | |
| DE102022116659A1 (de) | Leiterplatte aufweisend eine Drossel und Verfahren zur Her-stellung einer Leiterplatte aufweisend eine Drossel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20240902 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 4139944 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Free format text: PREVIOUS MAIN CLASS: H01F0027220000 Ipc: H01F0017040000 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: H01F 27/22 20060101ALI20241122BHEP Ipc: H01F 5/00 20060101ALI20241122BHEP Ipc: H01F 41/04 20060101ALI20241122BHEP Ipc: H01F 27/29 20060101ALI20241122BHEP Ipc: H01F 17/04 20060101AFI20241122BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20250923 |