EP3737612B1 - Dispositif de remplissage et procédé permettant le remplissage de contenants d'emballage ouverts depuis le dessus ainsi que dispositif de formage-remplissage-fermeture - Google Patents
Dispositif de remplissage et procédé permettant le remplissage de contenants d'emballage ouverts depuis le dessus ainsi que dispositif de formage-remplissage-fermeture Download PDFInfo
- Publication number
- EP3737612B1 EP3737612B1 EP19700210.8A EP19700210A EP3737612B1 EP 3737612 B1 EP3737612 B1 EP 3737612B1 EP 19700210 A EP19700210 A EP 19700210A EP 3737612 B1 EP3737612 B1 EP 3737612B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling
- opening
- filling device
- opening flap
- bags
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 11
- 238000004806 packaging method and process Methods 0.000 title claims description 5
- 239000000463 material Substances 0.000 claims description 8
- 230000003111 delayed effect Effects 0.000 claims description 5
- 239000012530 fluid Substances 0.000 description 33
- 238000005303 weighing Methods 0.000 description 6
- 238000007789 sealing Methods 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000000875 corresponding effect Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 210000003746 feather Anatomy 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 241000252254 Catostomidae Species 0.000 description 1
- 241000124008 Mammalia Species 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 238000009459 flexible packaging Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/30—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers engaging opposed walls, e.g. suction-operated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B39/001—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers with flow cut-off means, e.g. valves
- B65B39/002—Pivoting plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/04—Forming flat bags from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/32—Devices or methods for controlling or determining the quantity or quality or the material fed or filled by weighing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/10—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged
- B65B57/14—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged and operating to control, or stop, the feed of articles or material to be packaged
Definitions
- the invention relates to a filling device with a discharge container for filling open-topped packaging containers according to the preamble of patent claim 1, a method according to the preamble of patent claim 5 and a form-fill-seal device according to the preamble of patent claim 6.
- Such filling devices have been known for a long time and are often in daily use to fill rigid or flexible packaging containers.
- they are used in filling machines with which bags that are preferably open at the top but closed at the bottom are filled.
- the sacks are usually sealed at the bottom before they reach the filling station.
- a piece of hose is separated from a hose in a sack manufacturing device and closed at the bottom, the latter preferably taking place before the separation.
- Bag making device and filling device are preferably components of a single machine, which is often referred to as an FFS machine.
- a sack is transported from the sack manufacturing device to the filling device by means of transport elements, usually grippers.
- the product (hereinafter also referred to as "filling goods"), which is a pourable or free-flowing product, lies at least partially on at least one opening flap, when it is in its closed position.
- filling goods which is a pourable or free-flowing product.
- the DE 10 2010 045 178 A1 discloses a conventional filling device in which a stop is provided, which can be designed as a damper, so that the movement of the opening flaps when closing can be delayed.
- the DE 10 20123 105 754 A1 shows a form-fill-seal device in which a filling device is integrated.
- the object of the present invention is therefore to avoid the disadvantages just described.
- the task is to shorten the filling time while keeping the mechanical loads on the filling device the same or even reducing them.
- the movement of the at least one opening flap is caused by a drive, in that the drive applies a force to the opening flap.
- This drive is preferably set up for the movement toward the opening, but also for closing the discharge opening.
- This can be an electric drive, but also a pneumatic drive.
- a double-acting piston-cylinder unit, ie acting in both directions, is preferably provided.
- a Pneumatic drive is advantageous because it is inexpensive and has a low weight.
- other drive types are also conceivable at this point and can be provided depending on the requirements.
- opening flap naturally also includes a plurality of opening flaps. Two opening flaps are preferably provided so that the discharge opening can be opened and closed quickly.
- the type of movement of the opening flap can be pivoting, rotating, sliding and/or another type of movement.
- the movement of the opening flap is preferably limited by stops when the closed position is reached and/or when the open position is reached.
- this deceleration force does not result from the ubiquitous friction of the components involved, but is to be understood as an additional force.
- this additional force is provided on a portion of the movement of the opening flap.
- the movement of the opening flap thus proceeds over at least a second section without being influenced by the delay device. This makes it possible to operate the opening flap on this second section with a greater opening speed compared to the prior art, so that the discharge opening can be opened completely or almost completely faster than before. This measure shortens the filling time considerably in some cases.
- the higher speed of the opening flap can now be decelerated to such an extent that the opening flap reaches the closed and/or open position at a significantly reduced speed, as a result of which the mechanical load can be reduced.
- the section over which the opening flap can be delayed is smaller than the path between the closed position and the open position, since otherwise the desired result, namely achieving high speed on a second section, cannot be achieved sufficiently.
- said section is less than 50%, preferably less than 30% of the distance between the closed position and the open position. Said section preferably extends up to the open position if the opening flap is opened or up to the closed position if the opening flap is closed.
- a switching element is provided with which the delay device can be switched on.
- the beginning of the delay can be switched, preferably also the end of the delay.
- This switching element is advantageously controlled by a control device.
- the advantage of a switching element is that the start of the delay is variable and can therefore be adapted to the speed of movement of the opening flap.
- a valve also called switching valve
- a fluid flow can be passed through or interrupted with such a valve.
- a fluid flow in particular an air flow, which is caused by the moving opening flap, can thus be released without resistance when the valve is in the pass-through position. If, on the other hand, the valve is closed, the current is interrupted and the opening flap experiences a delaying resistance.
- a compressible fluid can be provided for this purpose.
- a valve is preferably a fast-acting valve with switching times of less than 20 microseconds (ms), in particular less than 10 ms. It is advantageous if the fast-acting valve is designed as a solenoid valve, for example.
- a switching element that can be provided within the scope of the present invention can also switch an electric brake on and off, for example. But it can also be a mechanical delay device be provided, such as a spring element, which can be brought into or out of operative connection with the opening flap by a switching element.
- the delay device comprises a throttle element, in particular an air throttle.
- a throttle element for example, the kinetic energy that is transferred from the opening flap to the fluid can be converted into another form of energy, for example heat energy. Colloquially, one often speaks of energy destruction.
- the advantage of a throttle element is that the deceleration of the opening flap extends over a significant period of time, so that the movement of the opening flap is not terminated too quickly. A too sudden termination of the movement can mean high stresses on the components involved, which can be reduced with a throttle element.
- the throttling capacity of the throttling element is variable, in particular adjustable. The size of the delay can thus be adapted to the current requirements.
- a preferred example of a throttle element is an air throttle with which, in particular, the amount of air that can be passed through can be reduced.
- the filling device comprises a product scale on which the opening flaps are arranged.
- the product portion that may already be in the discharge container can be weighed.
- the present invention can be used particularly advantageously since—as already described—the opening flap moves into the open position and/or the closed position at a greatly reduced speed compared to the prior art, so that mechanical loads and the associated vibrations are reduced. In principle, vibrations have a negative effect on the weighing, so that the present invention can improve the quality of the weighing.
- the above object is also achieved by a method according to claim 5.
- the method for filling from the top open Packaging containers using a filling device with a discharge container and with at least one opening flap for opening and closing a discharge opening for the product, wherein the opening flap is moved between a closed position and an open position along a path by means of a drive, is characterized according to the invention in that on a section of the way the movement of the opening flap is delayed by means of at least one delay device.
- the same advantages can be achieved with such a form-fill-seal device as have already been described in connection with a filling device according to the invention.
- the bags are produced, filled and sealed in separate devices, which are often also referred to as stations, never being unguided due to the transport and holding facilities within the form-fill-seal facility.
- the figure 1 shows a form-fill-seal machine 1, often referred to as FFS machine for short, which is suitable for forming, filling and closing bags and to which the teaching of the present document can be advantageously applied.
- This device 1 comprises a support arm 2 on which a coil 3 with tubular film 4 rests.
- the tubular film 4 has figure 1 gussets not shown.
- the transport rollers 5, some of which can also be driven, ensure that the tubular film 4 is usually unwound continuously Dancer device is called, and the Transport roller 7, 8 and the pair of feed rollers 15 ensure, in a manner known per se, that the tubular film 4 is intermittently moved further in cycles on its further transport path.
- the transport roller 8a is part of a register device 29, with which the length of the transport path of the tubular film 4 can be adapted to the format of the sacks 27 later.
- the transport roller 8a is arranged to be displaceable relative to the device 1 .
- a spindle drive which is operated manually or by an electric motor and is known per se, is available for moving.
- the pair of feed rollers 15 push the tubular film 4 through the sealing jaws 33 of a transverse sealing station 13 and through a transverse cutting station 16 .
- the tools of the cross-sealing station 13 and the cross-cutting station 16 can be moved towards and away from the tubular film 4 in planes orthogonal to the feed direction of the tubular film 4 in a manner not described in detail, for example by a parallelogram arrangement 14 .
- a piece of tubing 18 is severed from the tubular film 4 above the grippers 17 in the cross-cutting station 16 .
- transverse weld is made above the cut edge on the tubular film 4 in the transverse welding station 13, which represents the bottom or the top side of the tubular piece 18 to be formed in the next working cycle of the device 1. Accordingly, 13 head seams are generated in the transverse welding station.
- the production of the top or bottom seams can not only be carried out, albeit preferably, by transverse welding, but other joining methods, such as gluing, are also conceivable.
- the grippers 17 convey the piece of tubing 18 to a transfer point at which further grippers 19 grasp the piece of tubing 18 and transport it to a filling station 20 . There, the piece of tubing 18 is transferred to stationary grippers 21 and opened by the suckers 22 so that the product, which is guided through the filling device 23, can enter the piece of tubing 18.
- the piece of tubing 18 lies with its lower end on a Conveyor belt 24, so that the piece of tubing 18 is not excessively loaded along its longitudinal edges during the filling process.
- Further grippers 25 convey the filled tube piece to the top or bottom seam welding station 26, in which the tube piece 18 is sealed with a top or bottom weld seam and a finished sack 27 is thus formed.
- the closing of the hose piece 18 in its head area can also be carried out using a different joining method.
- the finished sack 27 is guided out of the device 1 by the conveyor belt 24 .
- the bag 27 is generally very much higher (in the y-direction) than it is wide (in the x-direction).
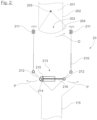
- FIG. 12 now shows the essential components of the filling device 23 in more detail.
- the dosing container represents a reservoir for the filling material 201 .
- the outlet opening 203 of the dosing container is closed with a flap 204, which can be moved in order to release the outlet opening partially or completely.
- the flap 204 can be pivoted about a pivot axis 205 . With the flap 204 open, the filling material 201 now enters the container 210.
- This can be provided with scales that can measure the weight of the filling material in the weighing container. This embodiment is in the figure 2 shown.
- the scales are symbolized by the two springs 211. These springs can be part of a spring balance. Of course, numerous other configurations of a scale and also many weighing methods are known to the person skilled in the art. Therefore, the depiction of a scale and in particular a spring scale is not to be understood as a limitation.
- the flap 204 is closed again. Then the opening flaps 212 of the weighing container are opened in the direction of the arrow P, so that the weighed portion of the filling material can be put into the sack 27 via an optional filling funnel 115 .
- the figure 2 shows the opening flaps still in their closed position.
- the opening flaps are opened and closed by at least one drive, which in the present exemplary embodiment is designed as a piston-cylinder unit 213 acting in two directions. Its cylinder 214 is pivoted on one of the two opening flaps, while the piston rod 216, which is connected to the piston 215 slidable inside the cylinder 214, is pivoted on the other opening flap. It should be emphasized that such piston-cylinder units can also be articulated in other ways. Thus, a piston-cylinder unit can be articulated on an opening flap and the machine position. Other drive types are also conceivable at this point.
- Piston 214 includes a first volume 220 and a second volume 221 separated from each other by piston 215 .
- the volume 220 is connected to a fluid line 222, so that a fluid under pressure P 1 can be introduced into the volume by a corresponding position of the directional control valve 223, in which the fluid line 222 begins.
- the piston 215 is displaced in direction K, the fluid in the volume 221 being pressed out and entering the fluid line 224, which splits into a first fluid line branch 225 and a second fluid line branch 226 at a branching point.
- the fluid line branch 226 ends in a switching valve 227, which has two switching positions. In a first switching position, the fluid flow is blocked, so that the fluid cannot flow out of the fluid line. In a second switch position, the fluid can exit the fluid line 226 unhindered, ie without resistance.
- the switching valve 227 If the switching valve 227 is in the first switching position (fluid flow blocked or interrupted), the fluid flows through the fluid line branch 225, in which a throttle 228 is arranged, which represents a resistance.
- the throttle 228 or its resistance is preferably adjustable.
- the fluid passes from the throttle 228 into the directional control valve 223, which is switched in such a way that the fluid can be drained off, for example into the environment or into a fluid reservoir.
- the switching of the switching valve 227 into the first switching position and the resulting passage of the fluid through the throttle 228 causes a counterforce for the piston 215, which is braked as a result.
- a switching of the switching valve 227 from the second switching position to the first switching position carried out during the movement of the piston makes it possible to carry out the first part of the movement of the piston, which lasts up to said switching of the switching valve, at a speed v 1 and the second part Part of the movement, which starts from the switching of the switching valve, is to be carried out at a speed v 2 which can be continuously reduced until the piston has reached its end position.
- the speed v 1 is preferably essentially constant or steadily increasing. Furthermore, it is provided that v 1 is greater than v 2 .
- the point in time at which switching valve 227 is switched can be time-controlled and/or path-controlled.
- the switching valve can be switched after a period of time in which the piston is moving.
- a control unit (not shown) is available for this purpose, which preferably first triggers the start of the movement of the piston and then, after the time period mentioned, the switching of the switching valve 227 from the second switching position to the first switching position.
- a sensor 229 is provided, which is set up to detect at least one point being exceeded by the piston. The control unit can activate the switching of the switching valve 227 immediately after a corresponding signal from the sensor 229 .
- the directional control valve 223 can first be switchable in such a way that the fluid which is under overpressure can be introduced into the volume 221 .
- the fluid line 222 would have to be provided with a branching point, with a first branch leading to the directional control valve 223 via a throttle and a second branch to a switching valve which is designed analogously to the switching valve 227 and also has a corresponding effect.
- the throttles offer resistance to the fluid in only one direction. In the opposite direction there is little or no throttling effect.
- a time and/or route control can also be implemented in the manner described above in connection with the figure 4 structure shown has been explained.
- a gas in particular air, is preferably provided as the fluid.
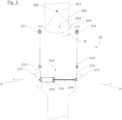
- the figure 5 shows another embodiment of the invention.
- the displacement of the piston takes place as in the embodiment figure 4 by introducing a pressurized fluid into volume 220 or 221.
- a mechanical device for example a spring element, which acts directly or indirectly on the piston rod and/or on the opening flap acts, but the effect of the mechanical device takes place only in the second part of the movement.
- the effect of this mechanical element is now based on the figure 5 coil spring shown as an example explained. First of all, the element that is also moved by the moving piston (here the piston rod 216) is not in contact with the spiral spring.
- the end portion of the piston rod comes into contact with the spring 230, which in FIG figure 6 is shown.
- the force required to compress the spring brakes the movement of the piston 215.
- the spring 230 itself may be attached to a mounting member 232 which may be immovable relative to the dispenser frame.
- the fastener can be moved away from the cylinder in the direction of arrow F to relieve the spring force thereby increasing the distance between the cylinder and the fastener 232.
- the movement profile of the fastening element 232 must be matched to the movement pattern of the piston 215 so that the desired deceleration occurs.
- the mechanical device can also be designed in other ways.
- An electrical or an electromagnetic device can also be provided, which acts on the piston and/or piston rod in order to brake the latter in the second part of the movement of the piston.
- An eddy current brake is just as conceivable here as a switchable electromagnet.
- Reference List 1 Device for making and filling sacks Beam 3 wrap 4 Foil/tubular foil/plastic tube 5 transport roller 6 deflection roller 7 transport roller 8, 8a transport roller 9 lever 10 Piston-cylinder unit 11 12 13 cross sealing station 14 parallelogram arrangement 15 pair of feed rollers 16 Cross-cutting and cross-sealing station 17 gripper 18 piece of tubing 19 gripper 20 filling station 21 Stationary gripper 22 Mammal 23 filling device 24 conveyor belt 25 gripper 26 Top or bottom seam welding station 27 bag 28 29 register device 30 31 32 33 support surface 34 Dashed line "Height (y) sack opening” 35 Arrow Distance between opening 62 of hose piece 18 and support surface 58 in the vertical direction 36 Line of symmetry of the filling spout 23 37 shaker 115 hopper 201 contents 202 dosing container 203 exhaust port 204 flap 205 pivot axis 206 207 208 209 210 weighing container 211 feathers 212 opening flap 213 piston cylinder unit 214 cylinder 215 Pistons 216 piston rod 220 First volume
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Basic Packing Technique (AREA)
- Closing Of Containers (AREA)
Claims (6)
- Dispositif de remplissage (23) avec un récipient de mise au rebut (202) pour le remplissage de récipients d'emballage (27) ouverts en haut, avec au moins un clapet d'ouverture (212) pour l'ouverture et la fermeture d'une ouverture de vidange (203) pour le produit (201),dans lequel le clapet d'ouverture est mobile entre une position fermée et une position ouverte à l'aide d'un entraînement (213) le long d'une trajectoire,dans lequel au moins un dispositif de retardement (228) est prévu, avec lequel le mouvement du clapet d'ouverture peut être retardé sur une partie de la trajectoire,caractérisé en ce queun élément de commutation (227) est prévu, avec lequel le dispositif de retardement peut être activé.
- Dispositif de remplissage selon la revendication précédente,
caractérisé en ce que
l'élément de commutation comprend une vanne pouvant être fermée. - Dispositif de remplissage selon l'une des revendications précédentes,
caractérisé en ce que
le dispositif de retardement comprend un élément d'étranglement, plus particulièrement un étranglement d'air. - Dispositif de remplissage selon l'une des revendications précédentes,
caractérisé en ce que
une balance de produit (210) est prévue, au niveau de laquelle les clapets d'ouverture sont disposés. - Procédé de remplissage de récipients d'emballage (27) ouverts en haut, au moyen d'un dispositif de remplissage (23) avec un récipient de mise au rebut (202) et avec au moins un clapet d'ouverture (212) pour l'ouverture et la fermeture d'une ouverture de vidange (203) pour le produit (201),dans lequel le clapet d'ouverture est déplacée le long d'une trajectoire entre une position fermée et une position ouvert au moyen d'un entraînement (213),dans lequel, sur une partie de la trajectoire, le mouvement du clapet d'ouverture est retardé au moyen d'au moins un dispositif de retardement (228),caractérisé en ce queavec un élément de commutation (227), le dispositif de retardement est activé.
- Dispositif « Form-Fill-Seal » comprenant- un dispositif de formation de sacs (13, 16), avec lequel des morceaux de gaine (18) pouvant être séparés les uns après les autres à partir d'un matériau en forme de gaine (4), dont les extrémités inférieures peuvent chacune être munies d'un fond, afin de former des sacs (27) ouverts en haut,- un dispositif de remplissage (23) pour l'introduction successive d'un produit (201) dans les sacs,- un dispositif de fermeture (26), avec lequel les ouvertures supérieures des sacs peuvent être fermées,- des dispositifs de maintien (21), avec lesquels les sacs peuvent être maintenus à l'intérieur d'au moins un des dispositifs mentionnés ci-dessus,- des dispositifs de transport (17, 19, 25) avec lesquels les sacs peuvent être déplacés individuellement entre les différents dispositifs, dans lequel le dispositif de remplissage est conçu selon l'une des revendications 1 à 4.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018200432 | 2018-01-11 | ||
| PCT/EP2019/050248 WO2019137873A1 (fr) | 2018-01-11 | 2019-01-07 | Dispositif de remplissage et procédé permettant le remplissage de contenants d'emballage ouverts depuis le dessus ainsi que dispositif de formage-remplissage-fermeture |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3737612A1 EP3737612A1 (fr) | 2020-11-18 |
| EP3737612B1 true EP3737612B1 (fr) | 2023-08-09 |
Family
ID=65010783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19700210.8A Active EP3737612B1 (fr) | 2018-01-11 | 2019-01-07 | Dispositif de remplissage et procédé permettant le remplissage de contenants d'emballage ouverts depuis le dessus ainsi que dispositif de formage-remplissage-fermeture |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11498712B2 (fr) |
| EP (1) | EP3737612B1 (fr) |
| ES (1) | ES2964120T3 (fr) |
| WO (1) | WO2019137873A1 (fr) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018206356A1 (de) * | 2018-02-19 | 2019-10-17 | Windmöller & Hölscher Kg | Fülleinrichtung und Verfahren zum Befüllen von Säcken mit jeweils einem unverschlossenen oberen Ende |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3023639A1 (de) * | 1980-06-24 | 1982-01-21 | Janich, geb.Fischer, Elsbeth, 4720 Beckum | Vorrichtung zum absperren grosser rohrleitungen |
| LU86821A1 (fr) * | 1987-03-24 | 1988-11-17 | Wurth Paul Sa | Mecanisme pour actionner un clapet de fermeture et de retenue |
| US5267356A (en) * | 1992-12-10 | 1993-12-07 | Gideon William W | Commode seat lowering apparatus |
| US5409149A (en) * | 1994-01-19 | 1995-04-25 | Hough International, Inc. | Mixer housing gate assembly |
| US5579874A (en) * | 1994-09-13 | 1996-12-03 | Avm, Inc. | Adjustable speed gas spring |
| US5736683A (en) * | 1996-03-15 | 1998-04-07 | Kliklok Corporation | Multiple hopper weighing and transfer system |
| US6173938B1 (en) * | 1998-09-22 | 2001-01-16 | Applied Materials, Inc. | Two speed air cylinder for slit valve motion control |
| US6735906B1 (en) * | 1999-12-31 | 2004-05-18 | Thomas R. Largent | Warp resistant access door assembly for a high temperature combustion chamber |
| GB0120692D0 (en) * | 2001-08-24 | 2001-10-17 | Ems Tech Inc | Angled cargo discharge gate |
| US7137729B2 (en) * | 2002-03-28 | 2006-11-21 | Moretto S.P.A. | Gravimetric dosing and mixing apparatus for a plurality granular products |
| DE102004034489A1 (de) * | 2004-07-16 | 2006-04-20 | Windmöller & Hölscher Kg | Verfahren und Vorrichtung zur Herstellung und Befüllung von Säcken |
| US8413954B1 (en) * | 2006-10-27 | 2013-04-09 | Burrow Industries, Inc. | Control valve |
| DE102007016554A1 (de) * | 2007-04-05 | 2008-10-09 | Janich Gmbh & Co. Kg | Absperrsystem für große Leitungsquerschnitte mit einer Schwenkklappe |
| DE102007026509A1 (de) * | 2007-06-08 | 2008-12-11 | Z & J Technologies Gmbh | Vorrichtung und Verfahren zum Verschließen oder Öffnen einer Öffnung, insbesondere Bodenöffnung eines Materialbunkers für einen Hochofen und Hochofen mit einer derartigen Vorrichtung |
| DE102010045178A1 (de) * | 2010-09-09 | 2012-03-15 | Sig Technology Ag | Vorrichtung zum Dosieren von Produkten |
| DE102013105754B4 (de) * | 2013-06-04 | 2017-09-28 | Windmöller & Hölscher Kg | Verfahren für die Bestimmung zu optimierender Bearbeitungsschritte in einer Sackfüllanlage |
| DE102013010048A1 (de) * | 2013-06-17 | 2014-12-18 | Haver & Boecker Ohg | Packmaschine und Verfahren |
| US9920561B2 (en) * | 2015-06-11 | 2018-03-20 | Cmech (Guangzhou) Ltd. | Combination hydraulic and pneumatic door closer |
| JP2019044952A (ja) * | 2017-08-30 | 2019-03-22 | Smc株式会社 | エアシリンダ用流体回路およびその設計方法 |
-
2019
- 2019-01-07 WO PCT/EP2019/050248 patent/WO2019137873A1/fr unknown
- 2019-01-07 ES ES19700210T patent/ES2964120T3/es active Active
- 2019-01-07 EP EP19700210.8A patent/EP3737612B1/fr active Active
- 2019-01-07 US US16/960,694 patent/US11498712B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11498712B2 (en) | 2022-11-15 |
| ES2964120T3 (es) | 2024-04-04 |
| US20200354098A1 (en) | 2020-11-12 |
| EP3737612A1 (fr) | 2020-11-18 |
| WO2019137873A1 (fr) | 2019-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2098452B1 (fr) | Procédé et dispositif destinés au remplissage d'une gerbe | |
| CH660161A5 (de) | Schlauchbeutelmaschine mit verschliesswerkzeugen. | |
| DE2415228C2 (de) | Vorrichtung zum Herstellen und Füllen von Säcken aus thermisch verschweißbarem Material | |
| EP2563672B1 (fr) | Procédé et dispositif pour fabriquer et remplir des moyens d'emballage | |
| DE102018206356A1 (de) | Fülleinrichtung und Verfahren zum Befüllen von Säcken mit jeweils einem unverschlossenen oberen Ende | |
| EP3049333B1 (fr) | Dispositif de fabrication d'un emballage composite | |
| EP3737612B1 (fr) | Dispositif de remplissage et procédé permettant le remplissage de contenants d'emballage ouverts depuis le dessus ainsi que dispositif de formage-remplissage-fermeture | |
| EP0764584A2 (fr) | Dispositif d'emballage | |
| DE19630420B4 (de) | Verfahren zum Betreiben einer Schlauchbeutelmaschine | |
| DE102008020254A1 (de) | Packanlage zum Füllen von vorkonfektionierten offenen Säcken mit Schüttgütern | |
| DE3818910A1 (de) | Vorrichtung zum fuellen und verschliessen von offenen saecken | |
| EP0726202A1 (fr) | Machine pour la fabrication de sachets plats | |
| DE3325300A1 (de) | Vorrichtung und verfahren zum fuellen von behaeltnissen | |
| DE102007056293A1 (de) | Vorrichtung zum Abpacken schüttfähiger Stückware in aus Schlauchfolie gebildete Beutel | |
| DE10052839C2 (de) | Verfahren und Vorrichtung zum beschleunigten Befüllen und Verschließen von Säcken | |
| EP2711164A1 (fr) | Dispositif et procédé destinés à ouvrir une zone d'extrémité d'un corps de sachet tubulaire | |
| DE19808789B4 (de) | Schlauchbeutelmaschine | |
| DE2214164A1 (de) | Vorrichtung zum anlegen und fuellen eines oben offenen sackes od. dgl | |
| EP0534062B1 (fr) | Procédé pour la fabrication, le remplissage et la fermeture de sacs | |
| DE102007015298A1 (de) | Maschine zum Füllen und Verschließen von Säcken | |
| DE10217397A1 (de) | Verfahren zum Befüllen von Säcken | |
| DE2519631A1 (de) | Vorrichtung zum herstellen evakuierter packungen | |
| EP1149020A1 (fr) | Dispositif et procede d'adaptation du volume d'un sac et sac associe | |
| EP0822141A1 (fr) | Machine verticale de formage, remplissage et scellage et procédé pour accélérer une charge de produit dans une machine verticale de formage, remplissage et scellage | |
| WO2010086001A1 (fr) | Procédé et dispositif de traitement de poches à double compartiment à géométries différentes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200811 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 57/14 20060101ALN20230315BHEP Ipc: B65B 1/32 20060101ALN20230315BHEP Ipc: B65B 43/04 20060101ALI20230315BHEP Ipc: B65B 1/02 20060101ALI20230315BHEP Ipc: B65B 39/00 20060101AFI20230315BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20230419 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019008857 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231211 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231109 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231209 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231110 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20231219 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2964120 Country of ref document: ES Kind code of ref document: T3 Effective date: 20240404 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240213 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240125 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240131 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019008857 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240123 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240107 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20240107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 |