EP3737612B1 - Abfülleinrichtung und verfahren zum befüllen von oben offenen verpackungsbehältnissen sowie form-fill-seal-einrichtung - Google Patents
Abfülleinrichtung und verfahren zum befüllen von oben offenen verpackungsbehältnissen sowie form-fill-seal-einrichtung Download PDFInfo
- Publication number
- EP3737612B1 EP3737612B1 EP19700210.8A EP19700210A EP3737612B1 EP 3737612 B1 EP3737612 B1 EP 3737612B1 EP 19700210 A EP19700210 A EP 19700210A EP 3737612 B1 EP3737612 B1 EP 3737612B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling
- opening
- filling device
- opening flap
- bags
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 11
- 238000004806 packaging method and process Methods 0.000 title claims description 5
- 239000000463 material Substances 0.000 claims description 8
- 230000003111 delayed effect Effects 0.000 claims description 5
- 239000012530 fluid Substances 0.000 description 33
- 238000005303 weighing Methods 0.000 description 6
- 238000007789 sealing Methods 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 230000000875 corresponding effect Effects 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 2
- 210000003746 feather Anatomy 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 241000252254 Catostomidae Species 0.000 description 1
- 241000124008 Mammalia Species 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000006378 damage Effects 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 238000009459 flexible packaging Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/26—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks
- B65B43/30—Opening or distending bags; Opening, erecting, or setting-up boxes, cartons, or carton blanks by grippers engaging opposed walls, e.g. suction-operated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/02—Machines characterised by the incorporation of means for making the containers or receptacles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B39/00—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers
- B65B39/001—Nozzles, funnels or guides for introducing articles or materials into containers or wrappers with flow cut-off means, e.g. valves
- B65B39/002—Pivoting plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/04—Forming flat bags from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B43/00—Forming, feeding, opening or setting-up containers or receptacles in association with packaging
- B65B43/42—Feeding or positioning bags, boxes, or cartons in the distended, opened, or set-up state; Feeding preformed rigid containers, e.g. tins, capsules, glass tubes, glasses, to the packaging position; Locating containers or receptacles at the filling position; Supporting containers or receptacles during the filling operation
- B65B43/54—Means for supporting containers or receptacles during the filling operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B1/00—Packaging fluent solid material, e.g. powders, granular or loose fibrous material, loose masses of small articles, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B1/30—Devices or methods for controlling or determining the quantity or quality or the material fed or filled
- B65B1/32—Devices or methods for controlling or determining the quantity or quality or the material fed or filled by weighing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/10—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged
- B65B57/14—Automatic control, checking, warning, or safety devices responsive to absence, presence, abnormal feed, or misplacement of articles or materials to be packaged and operating to control, or stop, the feed of articles or material to be packaged
Definitions
- the invention relates to a filling device with a discharge container for filling open-topped packaging containers according to the preamble of patent claim 1, a method according to the preamble of patent claim 5 and a form-fill-seal device according to the preamble of patent claim 6.
- Such filling devices have been known for a long time and are often in daily use to fill rigid or flexible packaging containers.
- they are used in filling machines with which bags that are preferably open at the top but closed at the bottom are filled.
- the sacks are usually sealed at the bottom before they reach the filling station.
- a piece of hose is separated from a hose in a sack manufacturing device and closed at the bottom, the latter preferably taking place before the separation.
- Bag making device and filling device are preferably components of a single machine, which is often referred to as an FFS machine.
- a sack is transported from the sack manufacturing device to the filling device by means of transport elements, usually grippers.
- the product (hereinafter also referred to as "filling goods"), which is a pourable or free-flowing product, lies at least partially on at least one opening flap, when it is in its closed position.
- filling goods which is a pourable or free-flowing product.
- the DE 10 2010 045 178 A1 discloses a conventional filling device in which a stop is provided, which can be designed as a damper, so that the movement of the opening flaps when closing can be delayed.
- the DE 10 20123 105 754 A1 shows a form-fill-seal device in which a filling device is integrated.
- the object of the present invention is therefore to avoid the disadvantages just described.
- the task is to shorten the filling time while keeping the mechanical loads on the filling device the same or even reducing them.
- the movement of the at least one opening flap is caused by a drive, in that the drive applies a force to the opening flap.
- This drive is preferably set up for the movement toward the opening, but also for closing the discharge opening.
- This can be an electric drive, but also a pneumatic drive.
- a double-acting piston-cylinder unit, ie acting in both directions, is preferably provided.
- a Pneumatic drive is advantageous because it is inexpensive and has a low weight.
- other drive types are also conceivable at this point and can be provided depending on the requirements.
- opening flap naturally also includes a plurality of opening flaps. Two opening flaps are preferably provided so that the discharge opening can be opened and closed quickly.
- the type of movement of the opening flap can be pivoting, rotating, sliding and/or another type of movement.
- the movement of the opening flap is preferably limited by stops when the closed position is reached and/or when the open position is reached.
- this deceleration force does not result from the ubiquitous friction of the components involved, but is to be understood as an additional force.
- this additional force is provided on a portion of the movement of the opening flap.
- the movement of the opening flap thus proceeds over at least a second section without being influenced by the delay device. This makes it possible to operate the opening flap on this second section with a greater opening speed compared to the prior art, so that the discharge opening can be opened completely or almost completely faster than before. This measure shortens the filling time considerably in some cases.
- the higher speed of the opening flap can now be decelerated to such an extent that the opening flap reaches the closed and/or open position at a significantly reduced speed, as a result of which the mechanical load can be reduced.
- the section over which the opening flap can be delayed is smaller than the path between the closed position and the open position, since otherwise the desired result, namely achieving high speed on a second section, cannot be achieved sufficiently.
- said section is less than 50%, preferably less than 30% of the distance between the closed position and the open position. Said section preferably extends up to the open position if the opening flap is opened or up to the closed position if the opening flap is closed.
- a switching element is provided with which the delay device can be switched on.
- the beginning of the delay can be switched, preferably also the end of the delay.
- This switching element is advantageously controlled by a control device.
- the advantage of a switching element is that the start of the delay is variable and can therefore be adapted to the speed of movement of the opening flap.
- a valve also called switching valve
- a fluid flow can be passed through or interrupted with such a valve.
- a fluid flow in particular an air flow, which is caused by the moving opening flap, can thus be released without resistance when the valve is in the pass-through position. If, on the other hand, the valve is closed, the current is interrupted and the opening flap experiences a delaying resistance.
- a compressible fluid can be provided for this purpose.
- a valve is preferably a fast-acting valve with switching times of less than 20 microseconds (ms), in particular less than 10 ms. It is advantageous if the fast-acting valve is designed as a solenoid valve, for example.
- a switching element that can be provided within the scope of the present invention can also switch an electric brake on and off, for example. But it can also be a mechanical delay device be provided, such as a spring element, which can be brought into or out of operative connection with the opening flap by a switching element.
- the delay device comprises a throttle element, in particular an air throttle.
- a throttle element for example, the kinetic energy that is transferred from the opening flap to the fluid can be converted into another form of energy, for example heat energy. Colloquially, one often speaks of energy destruction.
- the advantage of a throttle element is that the deceleration of the opening flap extends over a significant period of time, so that the movement of the opening flap is not terminated too quickly. A too sudden termination of the movement can mean high stresses on the components involved, which can be reduced with a throttle element.
- the throttling capacity of the throttling element is variable, in particular adjustable. The size of the delay can thus be adapted to the current requirements.
- a preferred example of a throttle element is an air throttle with which, in particular, the amount of air that can be passed through can be reduced.
- the filling device comprises a product scale on which the opening flaps are arranged.
- the product portion that may already be in the discharge container can be weighed.
- the present invention can be used particularly advantageously since—as already described—the opening flap moves into the open position and/or the closed position at a greatly reduced speed compared to the prior art, so that mechanical loads and the associated vibrations are reduced. In principle, vibrations have a negative effect on the weighing, so that the present invention can improve the quality of the weighing.
- the above object is also achieved by a method according to claim 5.
- the method for filling from the top open Packaging containers using a filling device with a discharge container and with at least one opening flap for opening and closing a discharge opening for the product, wherein the opening flap is moved between a closed position and an open position along a path by means of a drive, is characterized according to the invention in that on a section of the way the movement of the opening flap is delayed by means of at least one delay device.
- the same advantages can be achieved with such a form-fill-seal device as have already been described in connection with a filling device according to the invention.
- the bags are produced, filled and sealed in separate devices, which are often also referred to as stations, never being unguided due to the transport and holding facilities within the form-fill-seal facility.
- the figure 1 shows a form-fill-seal machine 1, often referred to as FFS machine for short, which is suitable for forming, filling and closing bags and to which the teaching of the present document can be advantageously applied.
- This device 1 comprises a support arm 2 on which a coil 3 with tubular film 4 rests.
- the tubular film 4 has figure 1 gussets not shown.
- the transport rollers 5, some of which can also be driven, ensure that the tubular film 4 is usually unwound continuously Dancer device is called, and the Transport roller 7, 8 and the pair of feed rollers 15 ensure, in a manner known per se, that the tubular film 4 is intermittently moved further in cycles on its further transport path.
- the transport roller 8a is part of a register device 29, with which the length of the transport path of the tubular film 4 can be adapted to the format of the sacks 27 later.
- the transport roller 8a is arranged to be displaceable relative to the device 1 .
- a spindle drive which is operated manually or by an electric motor and is known per se, is available for moving.
- the pair of feed rollers 15 push the tubular film 4 through the sealing jaws 33 of a transverse sealing station 13 and through a transverse cutting station 16 .
- the tools of the cross-sealing station 13 and the cross-cutting station 16 can be moved towards and away from the tubular film 4 in planes orthogonal to the feed direction of the tubular film 4 in a manner not described in detail, for example by a parallelogram arrangement 14 .
- a piece of tubing 18 is severed from the tubular film 4 above the grippers 17 in the cross-cutting station 16 .
- transverse weld is made above the cut edge on the tubular film 4 in the transverse welding station 13, which represents the bottom or the top side of the tubular piece 18 to be formed in the next working cycle of the device 1. Accordingly, 13 head seams are generated in the transverse welding station.
- the production of the top or bottom seams can not only be carried out, albeit preferably, by transverse welding, but other joining methods, such as gluing, are also conceivable.
- the grippers 17 convey the piece of tubing 18 to a transfer point at which further grippers 19 grasp the piece of tubing 18 and transport it to a filling station 20 . There, the piece of tubing 18 is transferred to stationary grippers 21 and opened by the suckers 22 so that the product, which is guided through the filling device 23, can enter the piece of tubing 18.
- the piece of tubing 18 lies with its lower end on a Conveyor belt 24, so that the piece of tubing 18 is not excessively loaded along its longitudinal edges during the filling process.
- Further grippers 25 convey the filled tube piece to the top or bottom seam welding station 26, in which the tube piece 18 is sealed with a top or bottom weld seam and a finished sack 27 is thus formed.
- the closing of the hose piece 18 in its head area can also be carried out using a different joining method.
- the finished sack 27 is guided out of the device 1 by the conveyor belt 24 .
- the bag 27 is generally very much higher (in the y-direction) than it is wide (in the x-direction).
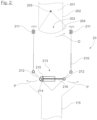
- FIG. 12 now shows the essential components of the filling device 23 in more detail.
- the dosing container represents a reservoir for the filling material 201 .
- the outlet opening 203 of the dosing container is closed with a flap 204, which can be moved in order to release the outlet opening partially or completely.
- the flap 204 can be pivoted about a pivot axis 205 . With the flap 204 open, the filling material 201 now enters the container 210.
- This can be provided with scales that can measure the weight of the filling material in the weighing container. This embodiment is in the figure 2 shown.
- the scales are symbolized by the two springs 211. These springs can be part of a spring balance. Of course, numerous other configurations of a scale and also many weighing methods are known to the person skilled in the art. Therefore, the depiction of a scale and in particular a spring scale is not to be understood as a limitation.
- the flap 204 is closed again. Then the opening flaps 212 of the weighing container are opened in the direction of the arrow P, so that the weighed portion of the filling material can be put into the sack 27 via an optional filling funnel 115 .
- the figure 2 shows the opening flaps still in their closed position.
- the opening flaps are opened and closed by at least one drive, which in the present exemplary embodiment is designed as a piston-cylinder unit 213 acting in two directions. Its cylinder 214 is pivoted on one of the two opening flaps, while the piston rod 216, which is connected to the piston 215 slidable inside the cylinder 214, is pivoted on the other opening flap. It should be emphasized that such piston-cylinder units can also be articulated in other ways. Thus, a piston-cylinder unit can be articulated on an opening flap and the machine position. Other drive types are also conceivable at this point.
- Piston 214 includes a first volume 220 and a second volume 221 separated from each other by piston 215 .
- the volume 220 is connected to a fluid line 222, so that a fluid under pressure P 1 can be introduced into the volume by a corresponding position of the directional control valve 223, in which the fluid line 222 begins.
- the piston 215 is displaced in direction K, the fluid in the volume 221 being pressed out and entering the fluid line 224, which splits into a first fluid line branch 225 and a second fluid line branch 226 at a branching point.
- the fluid line branch 226 ends in a switching valve 227, which has two switching positions. In a first switching position, the fluid flow is blocked, so that the fluid cannot flow out of the fluid line. In a second switch position, the fluid can exit the fluid line 226 unhindered, ie without resistance.
- the switching valve 227 If the switching valve 227 is in the first switching position (fluid flow blocked or interrupted), the fluid flows through the fluid line branch 225, in which a throttle 228 is arranged, which represents a resistance.
- the throttle 228 or its resistance is preferably adjustable.
- the fluid passes from the throttle 228 into the directional control valve 223, which is switched in such a way that the fluid can be drained off, for example into the environment or into a fluid reservoir.
- the switching of the switching valve 227 into the first switching position and the resulting passage of the fluid through the throttle 228 causes a counterforce for the piston 215, which is braked as a result.
- a switching of the switching valve 227 from the second switching position to the first switching position carried out during the movement of the piston makes it possible to carry out the first part of the movement of the piston, which lasts up to said switching of the switching valve, at a speed v 1 and the second part Part of the movement, which starts from the switching of the switching valve, is to be carried out at a speed v 2 which can be continuously reduced until the piston has reached its end position.
- the speed v 1 is preferably essentially constant or steadily increasing. Furthermore, it is provided that v 1 is greater than v 2 .
- the point in time at which switching valve 227 is switched can be time-controlled and/or path-controlled.
- the switching valve can be switched after a period of time in which the piston is moving.
- a control unit (not shown) is available for this purpose, which preferably first triggers the start of the movement of the piston and then, after the time period mentioned, the switching of the switching valve 227 from the second switching position to the first switching position.
- a sensor 229 is provided, which is set up to detect at least one point being exceeded by the piston. The control unit can activate the switching of the switching valve 227 immediately after a corresponding signal from the sensor 229 .
- the directional control valve 223 can first be switchable in such a way that the fluid which is under overpressure can be introduced into the volume 221 .
- the fluid line 222 would have to be provided with a branching point, with a first branch leading to the directional control valve 223 via a throttle and a second branch to a switching valve which is designed analogously to the switching valve 227 and also has a corresponding effect.
- the throttles offer resistance to the fluid in only one direction. In the opposite direction there is little or no throttling effect.
- a time and/or route control can also be implemented in the manner described above in connection with the figure 4 structure shown has been explained.
- a gas in particular air, is preferably provided as the fluid.
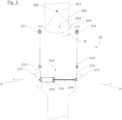
- the figure 5 shows another embodiment of the invention.
- the displacement of the piston takes place as in the embodiment figure 4 by introducing a pressurized fluid into volume 220 or 221.
- a mechanical device for example a spring element, which acts directly or indirectly on the piston rod and/or on the opening flap acts, but the effect of the mechanical device takes place only in the second part of the movement.
- the effect of this mechanical element is now based on the figure 5 coil spring shown as an example explained. First of all, the element that is also moved by the moving piston (here the piston rod 216) is not in contact with the spiral spring.
- the end portion of the piston rod comes into contact with the spring 230, which in FIG figure 6 is shown.
- the force required to compress the spring brakes the movement of the piston 215.
- the spring 230 itself may be attached to a mounting member 232 which may be immovable relative to the dispenser frame.
- the fastener can be moved away from the cylinder in the direction of arrow F to relieve the spring force thereby increasing the distance between the cylinder and the fastener 232.
- the movement profile of the fastening element 232 must be matched to the movement pattern of the piston 215 so that the desired deceleration occurs.
- the mechanical device can also be designed in other ways.
- An electrical or an electromagnetic device can also be provided, which acts on the piston and/or piston rod in order to brake the latter in the second part of the movement of the piston.
- An eddy current brake is just as conceivable here as a switchable electromagnet.
- Reference List 1 Device for making and filling sacks Beam 3 wrap 4 Foil/tubular foil/plastic tube 5 transport roller 6 deflection roller 7 transport roller 8, 8a transport roller 9 lever 10 Piston-cylinder unit 11 12 13 cross sealing station 14 parallelogram arrangement 15 pair of feed rollers 16 Cross-cutting and cross-sealing station 17 gripper 18 piece of tubing 19 gripper 20 filling station 21 Stationary gripper 22 Mammal 23 filling device 24 conveyor belt 25 gripper 26 Top or bottom seam welding station 27 bag 28 29 register device 30 31 32 33 support surface 34 Dashed line "Height (y) sack opening” 35 Arrow Distance between opening 62 of hose piece 18 and support surface 58 in the vertical direction 36 Line of symmetry of the filling spout 23 37 shaker 115 hopper 201 contents 202 dosing container 203 exhaust port 204 flap 205 pivot axis 206 207 208 209 210 weighing container 211 feathers 212 opening flap 213 piston cylinder unit 214 cylinder 215 Pistons 216 piston rod 220 First volume
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Quality & Reliability (AREA)
- Basic Packing Technique (AREA)
- Closing Of Containers (AREA)
Description
- Die Erfindung betrifft eine Abfülleinrichtung mit einem Abwurfbehälter zum Befüllen von oben offenen Verpackungsbehältnissen nach dem Oberbegriff des Patentanspruchs 1, ein Verfahren nach dem Oberbegriff des Patentanspruchs 5 sowie eine Form-Fill-Seal-Einrichtung nach dem Oberbegriff des Patentanspruchs 6.
- Derartige Abfülleinrichtungen sind schon längere Zeit bekannt und vielfach im täglichen Einsatz, um feste oder flexible Verpackungsbehältnisse zu befüllen. Insbesondere sind sie in Füllmaschinen gebräuchlich, mit denen vorzugsweise oben offene, aber am unteren Ende verschlossene Säcke befüllt werden. Im Bereich der Schwergutsäcke, also jene Säcke, die mit einem Füllgewicht von mindestens 5kg befüllt werden, werden die Säcke in der Regel unten verschlossen, bevor sie die Abfülleinrichtung erreichen. Dazu wird in einer Sackherstelleinrichtung von einem Schlauch ein Schlauchstück vereinzelt und unten verschlossen, wobei letzteres bevorzugt vor der Vereinzelung erfolgt. Sackherstelleinrichtung und Abfülleinrichtung sind vorzugsweise Bestandteile einer einzelnen Maschine, die oft als FFS-Maschine bezeichnet werden. Hierin wird ein Sack von der Sackherstelleinrichtung mittels Transportorganen, in der Regel Greifer, zur Abfülleinrichtung transportiert.
- In dem Abwurfbehälter der Abfülleinrichtung liegt das Produkt (im Folgenden auch als "Füllgut" bezeichnet), bei dem es sich um ein schütt- oder rieselfähiges Produkt handelt, zumindest teilweise auf wenigstens einer Öffnungsklappe auf, wenn sich diese in ihrer Verschlussstellung befindet. Bei sich öffnender Öffnungsklappe und wenn die Öffnungsklappe sich in ihrer Offenstellung, in der die Ablassöffnung ihre größte Öffnungsfläche hat, befindet, fällt das Produkt aufgrund der Schwerkraft in den unterhalb des Abwurfbehälters angeordneten Sack hinein. Bei immer größer werdenden Abfüllgeschwindigkeiten spielt es eine zunehmende Rolle, dass bei der sich öffnenden Öffnungsklappe ein Teil des Produkts zunächst an der Öffnungsklappe anhaftet, bevor es bei sich weiter öffnender Öffnungsklappe nachrutscht. Im Extremfall beginnt bereits wieder der Schließvorgang der Öffnungsklappe, ohne dass das Produkt vollständig in den Sack gegeben wurde. Um diesen Nachteil zu entgehen, hat man versucht, die Geschwindigkeit der Öffnungsbewegung zu erhöhen, um damit die Abfüllzeit zu verkürzen. Jedoch trifft dann die Öffnungsklappe mit einer höheren Geschwindigkeit an die Offenposition, was die mechanische Belastung der Abfülleinrichtung erhöht. Dabei kann sogar die Produktwaage, mit der die Produktmenge, die in einen einzelnen Sack eingefüllt wird, verwogen wird, nachteilig beeinfluss werden.
- Die
DE 10 2010 045 178 A1 offenbart eine herkömmliche Abfülleinrichtung, bei der ein Anschlag vorgesehen ist, der als Dämpfer ausgestaltet sein kann, so dass die Bewegung der Öffnungsklappen beim Schließen verzögerbar ist. - Der
DE 10 20123 010 048 - Die
DE 10 20123 105 754 A1 - Die Aufgabe der vorliegenden Erfindung ist es daher, die soeben beschriebenen Nachteile zu vermeiden. Insbesondere ist es die Aufgabe, die Abfüllzeit zu verkürzen und dabei die mechanischen Belastungen der Abfülleinrichtung gleich zu halten oder sogar zu verringern.
- Die Lösung der Aufgabe gelingt durch die Merkmale des Anspruchs 1.
- Zunächst einmal wird die Bewegung der zumindest einen Öffnungsklappe durch einen Antrieb hervorgerufen, indem der Antrieb die Öffnungsklappe mit einer Kraft beaufschlagt. Vorzugsweise ist dieser Antrieb für die Bewegung zur Öffnung, aber auch zum Verschließen der Ablassöffnung eingerichtet. Dabei kann es sich um einen elektrischen Antrieb handeln, aber auch um einen pneumatischen Antrieb. In letzterem Fall ist vorzugsweise eine doppelt, also in beide Richtungen, wirkende Kolben-Zylinder-Einheit vorgesehen. Ein pneumatischer Antrieb ist vorteilhaft, da dieser kostengünstig ist und ein geringes Gewicht aufweist. Weitere Antriebsarten sind an dieser Stelle jedoch ebenfalls denkbar und können in Abhängigkeit von den Anforderungen vorgesehen werden.
- Der Ausdruck "wenigstens eine Öffnungsklappe" umfasst selbstverständlich auch mehrere Öffnungsklappen. Bevorzugt sind zwei Öffnungsklappen vorgesehen, so dass die Ablassöffnung schnell zu öffnen und zu verschließen ist. Die Bewegungsart der Öffnungsklappe kann ein Schwenken, Drehen, Verschieben und/oder eine weitere Bewegungsart sein.
- Die Bewegung der Öffnungsklappe ist bei Erreichen der Verschlussstellung und/oder bei Erreichen der Offenstellung vorzugsweise durch Anschläge begrenzt.
- Durch das Vorsehen einer Verzögerungseinrichtung ist es möglich, die Bewegung der Öffnungsklappe mit einer zusätzlichen Verzögerungskraft zu beaufschlagen und damit abzubremsen. Demnach resultiert diese Verzögerungskraft nicht aus der allgegenwärtigen Reibung der beteiligten Bauteile, sondern ist als zusätzliche Kraft aufzufassen. Diese zusätzliche Kraft ist erfindungsgemäß auf einem Teilstück der Bewegung der Öffnungsklappe bereitgestellt. Auf zumindest einem zweiten Teilstück verläuft die Bewegung der Öffnungsklappe somit ohne Einfluss durch die Verzögerungseinrichtung. Damit ist es möglich, die Öffnungsklappe auf diesem zweiten Teilstück mit einer im Vergleich zum Stand der Technik größeren Öffnungsgeschwindigkeit zu betreiben, so dass die Ablassöffnung schneller als bisher vollständig oder nahezu vollständig geöffnet sein kann. Diese Maßnahme verkürzt die Abfüllzeit zum Teil erheblich. Mit der erfindungsgemäßen Verzögerungseinrichtung kann nun die höhere Geschwindigkeit der Öffnungsklappe soweit abgebremst werden, so dass die Öffnungsklappe mit einer deutlich verringerten Geschwindigkeit in die Verschluss- und/oder Offenstellung gelangt, wodurch die mechanische Belastung reduzierbar ist.
- Bevorzugt ist es dabei, wenn das Teilstück, auf dem die Öffnungsklappe verzögerbar ist, kleiner ist als der Weg zwischen der Verschlussstellung und Offenstellung, da sonst das gewünschte Ergebnis, nämlich auf einem zweiten Teilstück eine hohe Geschwindigkeit zu erzielen, nicht ausreichend erreichbar ist. Vorzugsweise ist das genannte Teilstück kleiner als 50%, vorzugsweise kleiner als 30 % der Strecke zwischen der Verschlussstellung und der Offenstellung. Das genannte Teilstück erstreckt sich dabei vorzugweise bis zur Offenstellung im Falle des Öffnens der Öffnungsklappe bzw. bis zur Verschlussstellung im Falle des Schließens der Öffnungsklappe.
- Erfindungsgemäß ist ein Schaltelement vorgesehen, mit welchem die Verzögerungseinrichtung zuschaltbar ist. Mit diesem Schaltelement ist also der Beginn der Verzögerung schaltbar, vorzugsweise zusätzlich das Ende der Verzögerung. Dieses Schaltelement wird vorteilhafterweise von einer Steuereinrichtung angesteuert. Der Vorteil eines Schaltelements ist, dass der Beginn der Verzögerung variabel und damit an die Bewegungsgeschwindigkeit der Öffnungsklappe anpassbar ist.
- Vorteilhaft ist dabei, wenn als Schaltelement ein Ventil (auch Schaltventil genannt) vorgesehen ist. Mit einem solchen Ventil ist ein Fluidstrom durchleitbar oder unterbrechbar. So kann ein Fluidstrom, insbesondere ein Luftstrom, der von der sich bewegenden Öffnungsklappe hervorgerufen wird, in der Durchleitstellung des Ventils ohne Widerstand abgegeben werden. Wird das Ventil hingegen geschlossen, so ist der Strom unterbrochen, und die Öffnungsklappe erfährt einen verzögernden Widerstand. Dazu kann ein kompressibles Fluid vorgesehen sein. Ein Ventil ist dabei vorzugsweise ein schnellschaltendes Ventil mit Schaltzeiten unter 20 Mikrosekunden (ms), insbesondere unter 10ms. Vorteilhaft ist es, wenn das schnellschaltende Ventil beispielsweise als Magnetventil ausgeführt ist.
- Ein Schaltelement, das im Rahmen der vorliegenden Erfindung vorgesehen sein kann, kann aber auch beispielsweise eine elektrische Bremse zu- und abschalten. Es kann aber auch eine mechanische Verzögerungseinrichtung vorgesehen sein, wie etwa ein Federelement, welches durch ein Schaltelement in oder außer Wirkverbindung mit der Öffnungsklappe bringbar ist.
- In weiterer Ausgestaltung der Erfindung ist vorgesehen, dass die Verzögerungseinrichtung ein Drosselelement, insbesondere eine Luftdrossel, umfasst. Mit einem Drosselelement kann beispielsweise die Bewegungsenergie, die von der Öffnungsklappe auf das Fluid übertragen wird, in eine andere Energieform, beispielsweise in Wärmeenergie, umgewandelt werden. Umgangssprachlich spricht man häufig von Energievernichtung. Der Vorteil eines Drosselelements ist es, dass die Verzögerung der Öffnungsklappe sich über einen nennenswerten Zeitraum erstreckt, so dass die Bewegung der Öffnungsklappe nicht zu schnell beendet wird. Eine zu plötzliche Beendigung der Bewegung kann hohe Beanspruchungen der beteiligten Bauteile bedeuten, welche mit einem Drosselelement verringerbar sind. Weiter kann es vorgesehen sein, dass die Drosselleistung des Drosselelements variabel, insbesondere einstellbar, ist. Damit kann die Größe der Verzögerung an die aktuellen Erfordernisse angepasst werden. Ein bevorzugtes Beispiel eines Drosselelements ist eine Luftdrossel, mit welcher insbesondere die durchleitbare Luftmenge reduzierbar ist.
- In einer bevorzugten Ausgestaltung der Erfindung ist vorgesehen, dass die Abfülleinrichtung eine Produktwaage umfasst, an welcher die Öffnungsklappen angeordnet sind. Insbesondere ist dabei der Produktanteil, der sich bereits in dem Abwurfbehälter befinden kann, verwiegbar. In diesem Fall ist die vorliegende Erfindung besonders vorteilhaft einsetzbar, da - wie bereits beschrieben - die Öffnungsklappe mit gegenüber dem Stand der Technik stark reduzierter Geschwindigkeit in die Offenstellung und/oder die Verschlussstellung gelangt, so dass mechanische Belastungen und die damit einhergehenden Schwingungen reduziert werden. Grundsätzlich beeinflussen Schwingungen die Wägung negativ, so dass die vorliegende Erfindung die Güte der Wägung verbessern kann.
- Die oben genannte Aufgabe wird ferner auch gelöst durch ein Verfahren nach dem Anspruch 5. Das Verfahren zum Befüllen von oben offenen Verpackungsbehältnissen mittels einer Abfülleinrichtung mit einem Abwurfbehälter und mit wenigstens einer Öffnungsklappe zum Öffnen und Verschließen einer Ablassöffnung für das Produkt, wobei die Öffnungsklappe zwischen einer Verschlussstellung und einer Offenstellung mittels eines Antriebs entlang eines Weges bewegt wird ist, ist erfindungsgemäß dadurch gekennzeichnet, dass auf einem Teilstück des Weges die Bewegung der Öffnungsklappe mittels zumindest einer Verzögerungseinrichtung verzögert wird.
- Mit dem erfindungsgemäßen Verfahren werden dabei die gleichen Vorteile erzielt, die bereits oben im Zusammenhang mit der erfindungsgemäßen Abfülleinrichtung beschrieben worden sind.
- Die genannte Aufgabe wird ferner gelöst durch eine Form-Fill-Seal-Einrichtung, welche
- eine Sackbildungseinrichtung, mit welcher aus einem Schlauchmaterial nacheinander Schlauchstücke vereinzelbar sind, deren untere Enden mit jeweils einem Boden versehbar sind, um oben offene Säcke zu bilden,
- eine Abfülleinrichtung zum sukzessiven Abfüllen eines Produkts in die Säcke,
- eine Verschließeinrichtung, mit welcher die oberen Öffnungen der Säcke verschließbar sind
- Halteeinrichtungen, mit welchen die Säcke innerhalb wenigstens einer der vorgenannten Einrichtungen haltbar ist
- Transporteinrichtungen, mit welchen die Säcke zwischen den einzelnen vorgenannten Einrichtungen einzeln verbringbar sind,
- Mit einer solchen Form-Fill-Seal-Einrichtung sind die gleichen Vorteile erreichbar, wie sie im Zusammenhang mit einer erfindungsgemäßen Abfülleinrichtung bereits beschrieben wurden. In der erfindungsgemäßen Form-Fill-Seal-Einrichtung werden die Säcke in jeweils separaten Einrichtungen, die häufig auch als Stationen bezeichnet werden, erzeugt, befüllt und verschlossen, wobei sie aufgrund der Transport- und Halteeinrichtungen innerhalb der Form-Fill-Seal-Einrichtung niemals ungeführt sind.
- Weitere Vorteile, Merkmale und Einzelheiten der Erfindung gehen aus der nachfolgenden Beschreibung hervor, in der unter Bezugnahme auf die Figuren verschiedene Ausführungsbeispiele im Einzelnen erläutert sind. . Im Rahmen der gesamten Offenbarung gelten Merkmale und Einzelheiten, die im Zusammenhang mit dem erfindungsgemäßen Verfahren beschrieben sind, selbstverständlich auch im Zusammenhang mit der erfindungsgemäßen Abfülleinrichtung und/oder mit der erfindungsgemäßen Form-Fill-Seal-Einrichtung und jeweils umgekehrt, so dass bezüglich der Offenbarung zu den einzelnen Aspekten der Erfindung stets wechselseitig Bezug genommen wird beziehungsweise werden kann. Die einzelnen Figuren zeigen:
- Fig. 1
- Eine Form-Fill-Seal-Maschine
- Fig. 2
- Einzelheiten einer erfindungsgemäßen Abfülleinrichtung
- Fig. 3
- Wie
Figur 2 , jedoch mit geöffneten Öffnungsklappen - Fig. 4
- Einen ersten Aufbau einer erfindungsgemäßen Abfülleinrichtung
- Fig. 5
- Einen zweiten Aufbau einer erfindungsgemäßen Abfülleinrichtung
- Fig. 6
- Wie
Fig. 5 , jedoch mit weiter bewegtem Kolben - Die
Figur 1 zeigt eine Form-Fill-Seal-Maschine 1, oft kurz FFS-Maschine genannt, die zum Formen, Füllen und Schließen von Säcken geeignet ist und auf die sich die Lehre der vorliegenden Druckschrift vorteilhaft anwenden lässt. Diese Vorrichtung 1 umfasst einen Tragarm 2, auf welchem ein Wickel 3 mit schlauchförmiger Folie 4 aufliegt. Die schlauchförmige Folie 4 weist inFigur 1 nicht dargestellte Seitenfalten auf. Die Transportwalzen 5, die zum Teil auch angetrieben sein können, sorgen für eine in der Regel kontinuierliche Abwicklung der schlauchförmigen Folie 4. Der durch eine Kolben-Zylinder-Einheit 10 mit einer Last beaufschlagte Hebel 9, welcher eine Umlenkwalze 6 trägt und insgesamt häufig als Tänzereinrichtung bezeichnet wird, und die Transportwalze 7, 8 sowie das Vorschubrollenpaar 15 sorgen insgesamt auf an sich bekannte Weise dafür, dass die schlauchförmige Folie 4 auf ihrem weiteren Transportweg taktweise intermittierend weiterbewegt wird. Die Transportwalze 8a ist Bestandteil einer Registervorrichtung 29, mit welcher die Länge des Transportweges der schlauchförmigen Folie 4 an das Format der späteren Säcke 27 angepasst werden kann. Dazu ist die Transportwalze 8a relativ zur Vorrichtung 1 verschieblich angeordnet. Zum Verschieben steht ein händisch oder elektromotorisch betriebener und an sich bekannter Spindeltrieb zur Verfügung. - Mit dem Vorschubrollenpaar 15 wird die schlauchförmige Folie 4 durch die Schweißbacken 33 einer Querschweißstation 13 und durch eine Querschneidestation 16 hindurch geschoben. Die Werkzeuge der Querschweißstation 13 und der Querschneidestation 16 können auf nicht näher beschriebene Weise, beispielsweise durch eine Parallelogrammanordnung 14, in Ebenen orthogonal zur Vorschubrichtung der schlauchförmigen Folie 4 auf diese zu und von dieser weg bewegt werden. Nachdem die Greifer 17 die schlauchförmige Folie 4 ergriffen haben, wird oberhalb der Greifer 17 ein Schlauchstück 18 in der Querschneidestation 16 von der schlauchförmigen Folie 4 abgetrennt. Zeitgleich wird oberhalb der Schnittkante an der schlauchförmigen Folie 4 in der Querschweißstation 13 eine Querschweißung angebracht, welche den Boden oder die Kopfseite des im nächsten Arbeitstakt der Vorrichtung 1 zu bildenden Schlauchstücks 18 darstellt. Dementsprechend werden in der Querschweißstation 13 Kopfnähte erzeugt. Allgemein kann die Herstellung der Kopf- oder Bodennähte jedoch nicht nur, auch wenn vorzugsweise, durch eine Querschweißung erfolgen, sondern es sind auch weitere Fügeverfahren, etwa das Kleben, denkbar.
- Die Greifer 17 befördern das Schlauchstück 18 zu einem Übergabepunkt, an dem weitere Greifer 19 das Schlauchstück 18 erfassen und zu einer Füllstation 20 transportieren. Dort wird das Schlauchstück 18 an stationäre Greifer 21 übergeben und von den Saugern 22 geöffnet, so dass das Produkt, welches durch die Abfülleinrichtung 23 geleitet wird, in das Schlauchstück 18 gelangen kann. Das Schlauchstück 18 liegt dabei mit seinem unteren Ende auf einem Transportband 24 auf, so dass das Schlauchstück 18 während des Befüllvorganges nicht übermäßig entlang seiner Längskanten belastet wird. Weitere Greifer 25 befördern das befüllte Schlauchstück zur Kopf- oder Bodennahtschweißstation 26, in der das Schlauchstück 18 mit einer Kopf- bzw. Bodenschweißnaht verschlossen wird und so einen fertigen Sack 27 bildet. Auch das Verschließen des Schlauchstücks 18 in seinem Kopfbereich kann durch ein anderes Fügeverfahren erfolgen. Der fertige Sack 27 wird von dem Transportband 24 aus der Vorrichtung 1 heraus geführt. Hierbei ist der Sack 27 in der Regel sehr viel höher (in y-Richtung) als breit (in x-Richtung).
- Die
Figur 2 stellt nun detaillierter wesentliche Bestandteile der Abfülleinrichtung 23 dar. Das Füllgut 201 wird in dem Dosierbehälter 202 bereitgestellt. Das bedeutet, dass der Dosierbehälter ein Reservoir für das Füllgut 201 darstellt. Es gilt nun, von diesem Füllgut eine vorgesehene Portion für einen Sack abzuteilen. Dazu ist die Auslassöffnung 203 des Dosierbehälters mit einer Klappe 204 verschlossen, die bewegbar ist, um die Auslassöffnung teilweise oder ganz freizugeben. Dazu kann, wie es in derFigur 2 gezeigt ist, die Klappe 204 schwenkbar um eine Schwenkachse 205 gelagert sein. Bei geöffneter Klappe 204 gelangt nun das Füllgut 201 in den Behälter 210. Dieser kann mit einer Waage versehen sein, die das Gewicht des sich in dem Wägebehälter befindlichen Füllguts messen kann. Diese Ausführungsform ist in derFigur 2 gezeigt. Die Waage ist durch die beiden Federn 211 symbolisiert. Diese Federn können Bestandteil einer Federwaage sein. Selbstverständlich sind dem Fachmann zahlreiche andere Ausgestaltungen einer Waage und auch viele Wägeverfahren bekannt. Daher ist die Darstellung einer Waage und insbesondere einer Federwaage nicht als Einschränkung zu verstehen. - Ist nun das Sollgewicht der Portion des Füllguts für einen Sack erreicht, so wird die Klappe 204 wieder geschlossen. Sodann werden die Öffnungsklappen 212 des Wägebehälters in Pfeilrichtung P geöffnet, so dass die abgewogene Portion des Füllguts über einen optionalen Fülltrichter 115 in den Sack 27 gegeben werden kann. Die
Figur 2 zeigt die Öffnungsklappen jedoch noch in ihrer Verschlussstellung. - Das Öffnen und das Schließen der Öffnungsklappen erfolgt durch zumindest einen Antrieb, der im vorliegenden Ausführungsbeispiel als eine in zwei Richtungen wirkende Kolbenzylindereinheit 213 ausgebildet ist. Deren Zylinder 214 ist drehbar an einer der beiden Öffnungsklappen angelenkt, während die Kolbenstange 216, die mit dem innerhalb des Zylinders 214 verschiebbar Kolben 215 verbunden ist, drehbar an der anderen Öffnungsklappe angelenkt ist. Es ist zu betonen, dass solche Kolbenzylindereinheiten auch auf andere Weise angelenkt sein können. So kann eine Kolbenzylindereinheit an einer Öffnungsklappe und dem Maschinenstell angelenkt sein. Auch andere Antriebsarten sind an dieser Stelle denkbar.
- In der
Figur 3 sind im Wesentlichen die gleichen Komponenten wie in derFigur 2 dargestellt, jedoch befinden sich die Öffnungsklappen nun in ihrer Offenstellung. Gleichzeitig sind optionale Anschläge 217 zu erkennen, an denen die Öffnungsklappen 212 in ihrer Offenstellung anliegen können. - In der
Figur 4 ist nun die Kolbenzylindereinheit 213 mit einer fluidbehafteten Ansteuerung zu erkennen, welche Bestandteil einer vorteilhaften Ausführungsform der Erfindung ist. Der Kolben 214 umfasst einen erstes Volumen 220 und ein zweites Volumen 221, die voneinander durch den Kolben 215 getrennt sind. Das Volumen 220 ist mit einer Fluidleitung 222 verbunden, so dass ein unter Druck P1 stehendes Fluid durch eine entsprechende Stellung des Wegeventils 223, in welchem die Fluidleitung 222 beginnt, in das Volumen eingeleitet werden kann. Der Kolben 215 wird aus diesem Grunde in Richtung K verschoben, wobei das in dem Volumen 221 befindliche Fluid herausgedrückt wird und in die Fluidleitung 224 gelangt, welche sich in einem Verzweigungspunkt in einen ersten Fluidleitungszweig 225 und in einen zweiten Fluidleitungszweig 226 aufteilt. Der Fluidleitungszweig 226 endet in einem Schaltventil 227, das zwei Schaltstellungen aufweist. In einer ersten Schaltstellung ist der Fluidstrom blockiert, so dass das Fluid nicht aus der Fluidleitung ausströmen kann. In einer zweiten Schaltstellung kann das Fluid ungehindert, also ohne Widerstand aus der Fluidleitung 226 austreten. - Befindet sich das Schaltventil 227 in der ersten Schaltstellung (Fluidstrom blockiert bzw. unterbrochen), so strömt das Fluid durch den Fluidleitungszweig 225, in dem eine Drossel 228 angeordnet ist, welche einen Widerstand darstellt. Vorzugsweise ist die Drossel 228 bzw. ihr Widerstand einstellbar. Von der Drossel 228 aus gelangt das Fluid in das Wegeventil 223, welches derart geschaltet ist, dass das Fluid ableitbar ist, beispielsweise in die Umgebung oder in ein Fluidreservoir. Das Schalten des Schaltventils 227 in die erste Schaltstellung und damit hervorgerufene Durchleiten des Fluids durch die Drossel 228 verursacht eine Gegenkraft für den Kolben 215, der hierdurch gebremst wird. Ein während der Bewegung des Kolbens durchgeführte Schaltung des Schaltventils 227 von der zweiten Schaltstellung in die erste Schaltstellung ermöglicht es, den ersten Teil der Bewegung des Kolbens, welche bis zu der besagten Schaltung des Schaltventils andauert, mit einer Geschwindigkeit v1 durchzuführen, und den zweiten Teil der Bewegung, welcher ab der Schaltung des Schaltung des Schaltventils startet, mit einer Geschwindigkeit v2 durchzuführen, welche stetig reduzierbar, bis der Kolben seine Endposition erreicht hat. Die Geschwindigkeit v1 ist vorzugsweise im Wesentlichen konstant oder stetig ansteigend. Weiterhin ist vorgesehen, dass v1 größer ist als v2.
- Der Zeitpunkt des Schaltens des Schaltventils 227 kann zeitgesteuert und/oder weggesteuert sein. Im ersten Fall ist das Schaltventil nach einer Zeitspanne, in der sich der Kolben bewegt, schaltbar. Hierzu steht eine nicht dargestellte Steuereinheit zur Verfügung, die vorzugsweise zunächst den Start der Bewegung des Kolbens triggert und anschließend nach Ablauf der genannten Zeitspanne das Schaltens des Schaltventils 227 von der zweiten Schaltstellung in die erste Schaltstellung. Im zweiten Fall ist ein Sensor 229 vorgesehen, welcher dafür eingerichtet ist, zumindest das Überschreiten eines Punktes durch den Kolben zu erkennen. Die Steuereinheit kann unmittelbar nach einem entsprechenden Signal des Sensors 229 die Schaltung des Schaltventils 227 ansteuern.
- Im Ausführungsbeispiel der
Figur 4 wurde der Aufbau einer fluidbehafteten Ansteuerung nur für den Fall des Öffnens der Öffnungsklappen dargestellt. - Selbstverständlich kann ein solcher Aufbau zusätzlich oder alternativ auch zum Schließen der Öffnungsklappen vorgesehen sein. Dazu kann zunächst das Wegeventil 223 derart schaltbar sein, dass das unter Überdruck stehende Fluid in das Volumen 221 eingeleitet werden kann. Weiterhin wäre die Fluidleitung 222 mit einem Verzweigungspunkt zu versehen, wobei ein erster Zweig über eine Drossel zum Wegeventil 223 führt und ein zweiter Zweig zu einem Schaltventil, welches analog zum Schaltventil 227 ausgestaltet ist und auch eine entsprechende Wirkung hat. Für eine kombinierte Wirkungsweise, also das Verschieben des Kolbens in beide Richtungen, ist es vorteilhaft, wenn die Drosseln nur in einer Richtung dem Fluid einen Widerstand bieten. In die entgegengesetzte Richtung besteht keine oder nur eine geringe Drosselwirkung. Auch eine Zeit- und/oder Wegesteuerung kann in der Art realisiert sein, wie sie oben im Zusammenhang mit dem in
Figur 4 gezeigten Aufbau erläutert worden ist. - Als Fluid ist bevorzugt ein Gas, insbesondere Luft, vorgesehen.
- Die
Figur 5 zeigt ein weiteres Ausführungsbeispiel der Erfindung. Hierbei erfolgt das Verschieben des Kolbens wie im Ausführungsbeispiel derFigur 4 durch das Einleiten eines unter Überdruck stehenden Fluids in das Volumen 220 bzw. 221. Das Verzögern, also das Abbremsen der Bewegung des Kolbens kann auch durch eine mechanische Einrichtung, beispielsweise einem Federelement, welche direkt oder indirekt auf die Kolbenstange und/oder auf die Öffnungsklappe wirkt, wobei die Wirkung der mechanischen Einrichtung jedoch nur im zweiten Teil der Bewegung erfolgt. Die Wirkung dieses mechanischen Elements wird nun anhand der in derFigur 5 als Beispiel gezeigten Spiralfeder erläutert. Zunächst steht das durch den sich bewegenden Kolben ebenfalls bewegte Element (hier die Kolbenstange 216) ohne Kontakt zur Spiralfeder. Im zweiten Teil der Bewegung kommt die Kolbenstange mit seinem Endbereich (hier beispielhaft als Platte 231 dargestellt) in Kontakt mit der Feder 230, was in derFigur 6 dargestellt ist. Die Kraft, die zum Zusammendrücken der Feder benötigt wird, bremst die Bewegung des Kolbens 215. Die Feder 230 selbst kann an einer Befestigungselement 232 befestigt sein, welches relativ zum Gestell der Abfülleinrichtung unbeweglich sein kann. - Es ist jedoch vorteilhaft, wenn das Befestigungselement vom Zylinder weg in Richtung des Pfeils F bewegbar ist, um die Federkraft abzubauen, wobei der Abstand zwischen dem Zylinder und dem Befestigungselement 232 vergrößert wird. Dabei ist das Bewegungsprofil des Befestigungselements 232 auf das Bewegungsmuster des Kolbens 215 abzustimmen, damit die gewünschte Verzögerung eintritt.
- Die mechanische Einrichtung kann auch auf andere Arten ausgeführt sein. Auch kann eine elektrische oder eine elektromagnetische Einrichtung vorgesehen sein, die auf den Kolben und/oder Kolbenstange wirkt, um im zweiten Teil der Bewegung des Kolbens diesen zu bremsen. Eine Wirbelstrombremse ist hier ebenso denkbar wie ein schaltbarer Elektromagnet.
Bezugszeichenliste 1 Vorrichtung zum Herstellen und Befüllen von Säcken 2 Tragarm 3 Wickel 4 Folie /Schlauchförmige Folie / Kunststoffschlauch 5 Transportwalze 6 Umlenkwalze 7 Transportwalze 8 , 8a Transportwalze 9 Hebel 10 Kolben-Zylinder-Einheit 11 12 13 Querschweißstation 14 Parallelogrammanordnung 15 Vorschubrollenpaar 16 Querschneide- und Querschweißstation 17 Greifer 18 Schlauchstück 19 Greifer 20 Füllstation 21 Stationärer Greifer 22 Sauger 23 Abfülleinrichtung 24 Transportband 25 Greifer 26 Kopf- oder Bodennahtschweißstation 27 Sack 28 29 Registervorrichtung 30 31 32 33 Stützfläche 34 Gestrichelte Linie "Höhe (y) Sacköffnung" 35 Pfeil Abstand Öffnung 62 des Schlauchstückes 18 zur Stützfläche 58 in vertikaler Richtung 36 Symmetrielinie des Abfüllstutzens 23 37 Rüttler 115 Fülltrichter 201 Füllgut 202 Dosierbehälter 203 Auslassöffnung 204 Klappe 205 Schwenkachse 206 207 208 209 210 Wägebehälter 211 Federn 212 Öffnungsklappe 213 Kolbenzylindereinheit 214 Zylinder 215 Kolben 216 Kolbenstange 220. Erstes Volumen 221. Zweites Volumen 222. (Erste) Fluidleitung 223. Wegeventil 224. (zweite) Fluidleitung 225. Fluidleitungszweig 226. Fluidleitungszweig 227, Schaltventil 228. Drossel 229. Sensor 230. Feder 231. Platte 232. Befestigungselement F Pfeil, Bewegungsrichtung des Befestigungselements K Pfeil, Bewegungsrichtung des Kolbens P Pfeil, Öffnungsrichtung der Öffnungsklappen x Transportrichtung der Säcke y Richtung orthogonal zu den Richtungen × und z z Richtung der Schwerkraft
Claims (6)
- Abfülleinrichtung (23) mit einem Abwurfbehälter (202) zum Befüllen von oben offenen Verpackungsbehältnissen (27) mit wenigstens einer Öffnungsklappe (212) zum Öffnen und Verschließen einer Ablassöffnung (203) für das Produkt (201), wobei die Öffnungsklappe zwischen einer Verschlussstellung und einer Offenstellung mittels eines Antriebs (213) entlang eines Weges bewegbar ist,wobei wenigstens eine Verzögerungseinrichtung (228) vorgesehen ist, mit welcher auf einem Teilstück des Weges die Bewegung der Öffnungsklappe verzögerbar ist,dadurch gekennzeichnet, dassein Schaltelement (227) vorgesehen ist, mit welchem die Verzögerungseinrichtung zuschaltbar ist.
- Abfülleinrichtung nach dem vorstehenden Anspruch
dadurch gekennzeichnet, dass
das Schaltelement ein absperrbares Ventil umfasst. - Abfülleinrichtung nach einem der vorstehenden Ansprüche
dadurch gekennzeichnet, dass
die Verzögerungseinrichtung ein Drosselelement, insbesondere eine Luftdrossei, umfasst. - Abfülleinrichtung einem der vorstehenden Ansprüche,
dadurch gekennzeichnet, dass
eine Produktwaage (210) vorgesehen ist, an welcher die Öffnungsklappen angeordnet sind. - Verfahren zum Befüllen von oben offenen Verpackungsbehältnissen (27) mittels einer Abfülleinrichtung (23) mit einem Abwurfbehälter (202) und mit wenigstens einer Öffnungsklappe (212) zum Öffnen und Verschließen einer Ablassöffnung (203) für das Produkt (201), wobei die Öffnungsklappe zwischen einer Verschlussstellung und einer Offenstellung mittels eines Antriebs (213) entlang eines Weges bewegt wird,wobei auf einem Teilstück des Weges die Bewegung der Öffnungsklappe mittels zumindest einer Verzögerungseinrichtung (228) verzögert wird.dadurch gekennzeichnet, dassmit einem Schaltelement (227) die Verzögerungseinrichtung zugeschaltet wird.
- Form-Fill-Seal-Einrichtung, umfassend- eine Sackbildungseinrichtung (13,16), mit welcher aus einem Schlauchmateria (4) nacheinander Schlauchstücke (18) vereinzelbar sind, deren untere Enden mit jeweils einem Boden versehbar sind, um oben offene Säcke (27) zu bilden,- eine Abfülleinrichtung (23) zum sukzessiven Abfüllen eines Produkts (201) in die Säcke,- eine Verschließeinrichtung (26), mit welcher die oberen Öffnungen der Säcke verschließbar sind,- Halteeinrichtungen (21), mit welchen die Säcke innerhalb wenigstens einer der vorgenannten Einrichtungen haltbar ist,- Transporteinrichtungen (17,19,25), mit welchen die Säcke zwischen den einzelnen vorgenannten Einrichtungen einzeln verbringbar sind,wobei die Abfülleinrichtung nach einem der Ansprüche 1 bis 4 ausgebildet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102018200432 | 2018-01-11 | ||
| PCT/EP2019/050248 WO2019137873A1 (de) | 2018-01-11 | 2019-01-07 | Abfülleinrichtung und verfahren zum befüllen von oben offenen verpackungsbehältnissen sowie form-fill-seal-einrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3737612A1 EP3737612A1 (de) | 2020-11-18 |
| EP3737612B1 true EP3737612B1 (de) | 2023-08-09 |
Family
ID=65010783
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19700210.8A Active EP3737612B1 (de) | 2018-01-11 | 2019-01-07 | Abfülleinrichtung und verfahren zum befüllen von oben offenen verpackungsbehältnissen sowie form-fill-seal-einrichtung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11498712B2 (de) |
| EP (1) | EP3737612B1 (de) |
| ES (1) | ES2964120T3 (de) |
| WO (1) | WO2019137873A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018206356A1 (de) * | 2018-02-19 | 2019-10-17 | Windmöller & Hölscher Kg | Fülleinrichtung und Verfahren zum Befüllen von Säcken mit jeweils einem unverschlossenen oberen Ende |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3023639A1 (de) * | 1980-06-24 | 1982-01-21 | Janich, geb.Fischer, Elsbeth, 4720 Beckum | Vorrichtung zum absperren grosser rohrleitungen |
| LU86821A1 (fr) * | 1987-03-24 | 1988-11-17 | Wurth Paul Sa | Mecanisme pour actionner un clapet de fermeture et de retenue |
| US5267356A (en) * | 1992-12-10 | 1993-12-07 | Gideon William W | Commode seat lowering apparatus |
| US5409149A (en) * | 1994-01-19 | 1995-04-25 | Hough International, Inc. | Mixer housing gate assembly |
| US5579874A (en) * | 1994-09-13 | 1996-12-03 | Avm, Inc. | Adjustable speed gas spring |
| US5736683A (en) * | 1996-03-15 | 1998-04-07 | Kliklok Corporation | Multiple hopper weighing and transfer system |
| US6173938B1 (en) * | 1998-09-22 | 2001-01-16 | Applied Materials, Inc. | Two speed air cylinder for slit valve motion control |
| US6735906B1 (en) * | 1999-12-31 | 2004-05-18 | Thomas R. Largent | Warp resistant access door assembly for a high temperature combustion chamber |
| GB0120692D0 (en) * | 2001-08-24 | 2001-10-17 | Ems Tech Inc | Angled cargo discharge gate |
| US7137729B2 (en) * | 2002-03-28 | 2006-11-21 | Moretto S.P.A. | Gravimetric dosing and mixing apparatus for a plurality granular products |
| DE102004034489A1 (de) * | 2004-07-16 | 2006-04-20 | Windmöller & Hölscher Kg | Verfahren und Vorrichtung zur Herstellung und Befüllung von Säcken |
| US8413954B1 (en) * | 2006-10-27 | 2013-04-09 | Burrow Industries, Inc. | Control valve |
| DE102007016554A1 (de) * | 2007-04-05 | 2008-10-09 | Janich Gmbh & Co. Kg | Absperrsystem für große Leitungsquerschnitte mit einer Schwenkklappe |
| DE102007026509A1 (de) * | 2007-06-08 | 2008-12-11 | Z & J Technologies Gmbh | Vorrichtung und Verfahren zum Verschließen oder Öffnen einer Öffnung, insbesondere Bodenöffnung eines Materialbunkers für einen Hochofen und Hochofen mit einer derartigen Vorrichtung |
| DE102010045178A1 (de) | 2010-09-09 | 2012-03-15 | Sig Technology Ag | Vorrichtung zum Dosieren von Produkten |
| DE102013105754B4 (de) | 2013-06-04 | 2017-09-28 | Windmöller & Hölscher Kg | Verfahren für die Bestimmung zu optimierender Bearbeitungsschritte in einer Sackfüllanlage |
| DE102013010048A1 (de) * | 2013-06-17 | 2014-12-18 | Haver & Boecker Ohg | Packmaschine und Verfahren |
| US9920561B2 (en) * | 2015-06-11 | 2018-03-20 | Cmech (Guangzhou) Ltd. | Combination hydraulic and pneumatic door closer |
| JP2019044952A (ja) * | 2017-08-30 | 2019-03-22 | Smc株式会社 | エアシリンダ用流体回路およびその設計方法 |
-
2019
- 2019-01-07 WO PCT/EP2019/050248 patent/WO2019137873A1/de unknown
- 2019-01-07 US US16/960,694 patent/US11498712B2/en active Active
- 2019-01-07 ES ES19700210T patent/ES2964120T3/es active Active
- 2019-01-07 EP EP19700210.8A patent/EP3737612B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US11498712B2 (en) | 2022-11-15 |
| EP3737612A1 (de) | 2020-11-18 |
| US20200354098A1 (en) | 2020-11-12 |
| WO2019137873A1 (de) | 2019-07-18 |
| ES2964120T3 (es) | 2024-04-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2098452B1 (de) | Verfahren und Vorrichtung zum Befüllen eines Gebindes | |
| CH660161A5 (de) | Schlauchbeutelmaschine mit verschliesswerkzeugen. | |
| DE2415228C2 (de) | Vorrichtung zum Herstellen und Füllen von Säcken aus thermisch verschweißbarem Material | |
| EP2563672B1 (de) | Verfahren und eine vorrichtung zur herstellung und befüllung von verpackungsmitteln | |
| DE102018206356A1 (de) | Fülleinrichtung und Verfahren zum Befüllen von Säcken mit jeweils einem unverschlossenen oberen Ende | |
| EP3049333B1 (de) | Vorrichtung zum herstellen einer verbundverpackung | |
| EP3737612B1 (de) | Abfülleinrichtung und verfahren zum befüllen von oben offenen verpackungsbehältnissen sowie form-fill-seal-einrichtung | |
| EP0764584A2 (de) | Vorrichtung zur Verpackung | |
| DE19630420B4 (de) | Verfahren zum Betreiben einer Schlauchbeutelmaschine | |
| DE102008020254A1 (de) | Packanlage zum Füllen von vorkonfektionierten offenen Säcken mit Schüttgütern | |
| DE3818910A1 (de) | Vorrichtung zum fuellen und verschliessen von offenen saecken | |
| EP0726202A1 (de) | Flachbeutelmaschine | |
| DE3325300A1 (de) | Vorrichtung und verfahren zum fuellen von behaeltnissen | |
| DE102007056293A1 (de) | Vorrichtung zum Abpacken schüttfähiger Stückware in aus Schlauchfolie gebildete Beutel | |
| DE10052839C2 (de) | Verfahren und Vorrichtung zum beschleunigten Befüllen und Verschließen von Säcken | |
| EP2711164A1 (de) | Vorrichtung und Verfahren zum Öffnen eines Endbereichs eines schlauchförmigen Sackkörpers | |
| DE19808789B4 (de) | Schlauchbeutelmaschine | |
| DE2214164A1 (de) | Vorrichtung zum anlegen und fuellen eines oben offenen sackes od. dgl | |
| EP0534062B1 (de) | Verfahren zum Herstellen, Befüllen und Verschliessen von Säcken | |
| DE10217397A1 (de) | Verfahren zum Befüllen von Säcken | |
| DE2519631A1 (de) | Vorrichtung zum herstellen evakuierter packungen | |
| EP1149020A1 (de) | Verfahren und vorrichtung zur volumenanpassung eines kragensacks und der hierbei eingesetzte kragensack | |
| EP0822141A1 (de) | Vertikale Schlauchbeutelmaschine und Verfahren zur Beschleunigung einer Produktportion in einer vertikalen Schlauchbeutelmaschine | |
| EP3934984B1 (de) | Transfereinrichtung zur anordnung an einer schlauchbeutelmaschine | |
| EP2391548A1 (de) | Verfahren und vorrichtung zur verarbeitung von doppelkammerbeuteln mit unterschiedlichen geometrien |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200811 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 57/14 20060101ALN20230315BHEP Ipc: B65B 1/32 20060101ALN20230315BHEP Ipc: B65B 43/04 20060101ALI20230315BHEP Ipc: B65B 1/02 20060101ALI20230315BHEP Ipc: B65B 39/00 20060101AFI20230315BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20230419 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502019008857 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20230809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231211 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231109 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231209 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20231110 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20231219 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2964120 Country of ref document: ES Kind code of ref document: T3 Effective date: 20240404 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240213 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20240125 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240131 Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502019008857 Country of ref document: DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20240123 Year of fee payment: 6 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20240513 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20230809 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240107 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20240107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20240131 |