EP3728048B1 - Machine et procédé pour l'emballage par au moins un materiau d'emballage de sterilisation - Google Patents
Machine et procédé pour l'emballage par au moins un materiau d'emballage de sterilisation Download PDFInfo
- Publication number
- EP3728048B1 EP3728048B1 EP18816096.4A EP18816096A EP3728048B1 EP 3728048 B1 EP3728048 B1 EP 3728048B1 EP 18816096 A EP18816096 A EP 18816096A EP 3728048 B1 EP3728048 B1 EP 3728048B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sterilization
- machine
- packaging
- packaging material
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004659 sterilization and disinfection Methods 0.000 title claims description 195
- 239000005022 packaging material Substances 0.000 title claims description 71
- 238000004806 packaging method and process Methods 0.000 title claims description 57
- 238000000034 method Methods 0.000 title claims description 26
- 230000001954 sterilising effect Effects 0.000 claims description 194
- 238000005520 cutting process Methods 0.000 claims description 9
- 230000000694 effects Effects 0.000 claims description 5
- 238000003825 pressing Methods 0.000 claims description 5
- 239000002390 adhesive tape Substances 0.000 claims description 4
- 238000002372 labelling Methods 0.000 claims description 3
- 238000004458 analytical method Methods 0.000 claims description 2
- 238000007641 inkjet printing Methods 0.000 claims description 2
- 238000007648 laser printing Methods 0.000 claims description 2
- 238000005303 weighing Methods 0.000 claims description 2
- 230000001419 dependent effect Effects 0.000 claims 3
- 238000005452 bending Methods 0.000 description 23
- 239000000463 material Substances 0.000 description 13
- 230000015572 biosynthetic process Effects 0.000 description 11
- 230000036512 infertility Effects 0.000 description 7
- 230000004888 barrier function Effects 0.000 description 6
- 238000002955 isolation Methods 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 238000009516 primary packaging Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 4
- 238000012858 packaging process Methods 0.000 description 4
- 238000009517 secondary packaging Methods 0.000 description 4
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- 238000013459 approach Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 238000012795 verification Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 244000005700 microbiome Species 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000012800 visualization Methods 0.000 description 2
- IAYPIBMASNFSPL-UHFFFAOYSA-N Ethylene oxide Chemical compound C1CO1 IAYPIBMASNFSPL-UHFFFAOYSA-N 0.000 description 1
- 208000023178 Musculoskeletal disease Diseases 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 230000009471 action Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 235000013351 cheese Nutrition 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 238000013523 data management Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 230000000813 microbial effect Effects 0.000 description 1
- 230000002906 microbiologic effect Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000012549 training Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000013519 translation Methods 0.000 description 1
- 238000010200 validation analysis Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images





























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B49/00—Devices for folding or bending wrappers around contents
- B65B49/08—Reciprocating or oscillating folders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/04—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated
- B65B11/045—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material the articles being rotated by rotating platforms supporting the articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/48—Enclosing articles, or quantities of material, by folding a wrapper, e.g. a pocketed wrapper, and securing its opposed free margins to enclose contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/58—Applying two or more wrappers, e.g. in succession
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/04—Applying separate sealing or securing members, e.g. clips
- B65B51/06—Applying adhesive tape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
- B65B2220/16—Packaging contents into primary and secondary packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/04—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages
- B65B61/06—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for severing webs, or for separating joined packages by cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/26—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for marking or coding completed packages
Definitions
- the present invention relates to the packaging of sterilization baskets and more particularly to a machine for the automated or semi-automated packaging of a sterilization basket and an associated packaging method.
- sterilization baskets also called trays
- pouches can be of several types: pouches, pouches, sachets, sheaths, envelopes, containers or sterilization sheets.
- Packaging in the form of sachets or envelopes is limited in capacity and cannot accommodate bulky and/or heavy objects.
- sterilization sheets are commonly used in sterilization centers. Sterilization sheets are in particular particularly suitable for packaging bulky and/or heavy objects such as sterilization baskets.
- a first technique commonly used in the medical environment for packaging sterilization baskets with sterilization sheets is the so-called “Pasteur folding” technique. According to this technique, a sterilization sheet is repeatedly folded so as to obtain sufficient tortuosity to maintain the sterility of the contents of the package, without any sealing being carried out.
- the quality of the folding depends on the maintenance of sterility.
- the folding operation is then carried out sequentially, in two steps, first using a first sterilization sheet also called primary or inner packaging, then a second sterilization sheet also called secondary packaging. or outside.
- the primary packaging which has an individual protective role in sterility, constitutes an impermeable barrier to micro-organisms around the sterilization basket.
- the secondary packaging which surrounds the primary packaging, is designed to ensure the protection of the primary packaging and its contents until its point of use. Secondary packaging prevents any damage that may occur to the primary packaging and its contents, in particular during handling, transport or storage operations.
- This double packaging system combining microbiological protection by the primary packaging and mechanical protection by the secondary packaging, makes it possible to improve the maintenance of sterility.
- it requires a sequential folding operation, which has the disadvantage of lengthening the time of the folding operation carried out by the operator.
- the sterilization wrap then consists of two sterilization sheets attached to each other at the edges so as to be held together.
- the edges of the sterilization sheets can be joined together, in particular by adhesives, stitching, thermal or ultrasonic bonding.
- the sterilization wrap is made of two polypropylene sterilization sheets with an SMS (Spunbond-Meltblown-Spunbond) structure that are heat sealed together at the edges.
- a second technique consists in putting the object to be sterilized in a peelable packaging. Once the object is in the packaging, the packaging is sealed and then subjected to the sterilization step.
- the packaging is most often made up of two separate sheets made of different materials. One of the sheets is usually transparent.
- the packaging is adapted to the sterilization technique used. This technique has the advantage of not requiring a folding operation, which saves time.
- peelable packaging consists of two heat-sealed sheets, the mechanical strength can be limited by the mechanical strength of the weld which provides the junction between the two sheets, or by the strength of the packaging itself. This technique is therefore not the first choice for packaging bulky and/or heavy sterilization baskets.
- Requirement EP 1 281 617 A1 discloses a device for wrapping a product, such as one or more slices of cheese or meat, in film material to form a wrap having a predefined maximum wrap height, the device comprising a base frame.
- the invention aims to further improve the devices and methods used to condition sterilization baskets, and in particular to remedy all or part of the above drawbacks. It achieves this by means of a machine for the packaging by at least one sterilization packaging material, in particular a sterilization sheet, of an object, in particular a sterilization basket, according to claim 1.
- the machine according to the invention allows the packaging by at least one sterilization packaging material of an object which can contain medical devices, in particular reusable, freshly washed and disinfected.
- medical devices may be items intended to be in contact with the human body and/or used in operating theatres, such as surgical gowns and/or surgical instruments, in particular scalpels, forceps, scissors, endoscopes, basins, trays or tongue depressors.
- the machine according to the invention can be used in sterilization centers, in particular hospitals and healthcare establishments, and/or by manufacturers of surgical packs.
- the machine according to the invention can be used to wrap an object, such as a sterilization basket, whether it is a standardized basket such as a basket meeting the ISO 3394 standard or the DIN 58952 standard, or a basket not standardized.
- the machine according to the invention allows automation of the folding operation, which generates on the one hand a reduction in the cost of production of a basket of sterilization, in particular by transferring part of the available workforce to other tasks.
- Another advantage is that, in terms of productivity, the automated folding operation carried out by the machine according to the invention is at least as fast as a manual folding operation carried out by a human operator.
- sterilization packaging material denotes any packaging material intended for sterilization, that is to say any packaging material which is compatible with a sterilization process, in particular by EtO gas and/or by steam and/or by dry heat and/or by low-temperature formaldehyde steam (LTFS process) and/or any other oxidative or non-oxidative sterilization process, while providing the bacterial barrier required to allow sterility to be maintained for the duration of life claimed for the packed object.
- LTFS process low-temperature formaldehyde steam
- the sterilization packaging material is for example a sterilization sheet and must then meet the general requirements described in the international standard ISO 11607-1: 2006/A1: 2014: "Packaging of medical devices sterilized at the terminal stage - Part 1: Requirements for materials, sterile barrier systems and packaging systems” defining, in particular, the microbial barrier properties and the compatibility with the sterilization process.
- the performance of sterilization sheets is also described in the European standard EN 868-2: 2017: “Packaging materials and systems for terminally sterilized medical devices - Part 2: Sterilization wrap - Requirements and test methods" .
- the sterilization packaging material can also be a sterile field according to ISO 13795 and/or AAMI PB 70 standards.
- the sterilization packaging material can also be a sterile presentation field (also called “inner wrap") allowing the aseptic transfer of medical devices.
- the sterilization wrap material may or may not be shape memory sterilization wrap material. In the case where the sterilization packaging material is a shape memory sterilization packaging material, the latter may be based on cellulose.
- the plate and the gripping tool are designed to rotate relative to each other. This makes it possible to use only one gripping tool to carry out all the bending steps, therefore to have a simpler construction machine.
- the plate is rotatable around a vertical axis of rotation. This makes it possible to have a gripping tool whose movement is simpler, for example is carried out in translation along several axes relative to a frame, without rotational movement. This approach makes it possible to simplify the machine by reducing the number of axes of movement necessary for the movement of the tools of the machine. This makes it possible to minimize the cost of the machine.
- the gripping tool can thus be movable vertically and along at least one horizontal axis.
- the gripping tool preferably comprises a pressing system comprising a movable pad vertically facing a support surface. This makes it possible to hold the sterilization packaging material effectively, by pinching between the pad and the support surface.
- the gripping tool preferably has a surface on which opens at least one orifice selectively connected to a vacuum source.
- This vacuum source can be a depression created by the Venturi effect.
- This vacuum source allows optimization of the gripping of the sterilization packaging material as well as its unitary selection.
- the orifice opens onto the underside of the pad of the gripping tool.
- the gripping tool comprises a member for pushing the sterilization packaging material under the object.
- This member may be in the form of a horizontal plate mounted at the lower end of the gripping tool, this plate preferably becoming thinner in the direction of its distal edge.
- the plate may have a thin free edge, which facilitates its insertion between the object and the portion of the sterilization packaging material on which it is placed.
- the plate comprises at least one vertically movable finger, to lift the object and the sterilization packaging material locally. This finger can be actuated when the aforementioned plate is used to push the sterilization packaging material under the object.
- the machine comprises a table extending around the plate.
- the sterilization wrap material is larger than the tray, such that its four corners extend beyond the tray.
- the table accommodates these wedges of sterilization wrap material.
- the table has at least one truncated corner.
- the corner of the sterilization wrap material that is in this truncated corner does not rest on the table, but extends cantilevered beyond this truncated corner, which facilitates the accessibility of the tray to the operators, when the placement and removal of the object are not automated, or to any conveying system and/or suitable automaton.
- the machine may comprise at least one holding and/or bending tool, the holding and/or bending tool and the plate being able to move relative to each other, the holding tool and/or folding being arranged to act on the sterilization packaging material when at least one fold has been formed along one side of the object, by coming flattened with the aid of at least one flattening member the sterilization wrap material on at least one adjacent side of the object, adjacent to the side along which the fold was formed and around which the next fold is to be made.
- a holding and/or folding tool facilitates the making of the other three folds after the first, by ensuring that the previously formed fold is brought inwards and pressed against the object when the next one is formed.
- the holding and/or folding tool comprises a pushing member, movable inwards to push inwards a portion of the sterilization packaging material extending along the fold already formed, next to the portion of the sterilization packaging material already pressed against the object.
- the pressing member may be in the form of a vertical fixed plate, and the thrust member in the form of a vertical plate, movable around a horizontal axis of rotation, preferably between a raised position and a lowered position where it overlaps at least partially with the fixed plate.
- the holding and/or folding tool in particular with its pressing member and/or its pushing member, makes it possible to solve the problems of use of packaging materials of shape memory sterilization, such as cellulose-based sterilization packaging materials, including crepe papers, reinforced papers and/or cellulosic nonwovens.
- the machine comprises at least two clamps making it possible to grasp at least a portion of the packaging between them and to lift it, so as to allow a corner of the sterilization packaging material to be pushed under the portion or portions thus lifted .
- This or these packaging portions can be formed from one or more thicknesses of the sterilization packaging material, which happen to cover the object due to the preceding folding operations.
- the two clamps can be mounted so as to be able to move away from each other and stretch the gripped portion or portions. This facilitates engagement of a portion of the sterilization wrap material under the stretched and lifted portion(s).
- the clamps are pivotally mounted on the holding and/or bending tool.
- the machine comprises a system for holding the object comprising at least two movable lateral holding members, between which the object can be held laterally.
- This holding system can in particular be useful when the last flap has to be formed.
- the side holding members can be formed by two pivoting flaps, mounted on the bending and/or holding tool.
- the latter can carry several members implemented at different stages, which makes it possible to pool the drive mechanism relative to the frame for all these members, thus simplifying the machine and optimizing its cost.
- the holding and/or bending tool comprises two lateral parts each comprising a U-shaped frame, with a front profile carrying one of the thrust members and a rear profile carrying one of the clamps.
- Each side part may comprise an intermediate profile, each of the flaps being hinged between this intermediate profile and the rear profile.
- the machine may include a system for verifying the positioning of the object relative to the sterilization packaging material and/or a system for verifying the positioning of the sterilization packaging material relative to the tray.
- This or these verification systems are for example optical, and rely on image processing by one or more cameras.
- the machine may include a system for verifying the conformity of the composition of the contents of the object before and/or after packaging.
- This verification system is for example optical, being done in particular by laser analysis, or by weighing the object, or any other verification system.
- the machine may include a system for labeling and/or marking the object before and/or after packaging, in particular allowing its traceability.
- This labeling and/or marking system is for example of the laser or inkjet printing type.
- the machine may comprise a system for recording, storing, and managing data allowing the traceability of the operations carried out by the latter.
- the machine may include a connection with a computerized data management system.
- the machine comprises a system for validating the closure of the sterilization packaging enveloping the object, and in particular a system for validating the closure of a surgical pack.
- a system for validating the closure of the sterilization packaging enveloping the object and in particular a system for validating the closure of a surgical pack.
- the machine may comprise a packaging closing system with at least one adhesive tape containing or not containing at least one sterilization indicator.
- the closing system meets the requirements of the ISO 11607-1 standard which notably defines a closing system with a tamper-evident device.
- the closure system is operative up to the point of use.
- the machine may comprise at least one dispenser for unwinding a reel of adhesive tape, whether or not containing at least one sterilization indicator, and a device for cutting this tape to close the packaging.
- the machine may include at least one reel for unwinding a reel of sterilization packaging material and a device for cutting this sterilization packaging material.
- the machine may, in particular in this case, include a system for automatically measuring the size of the object and adapting the size of the sterilization packaging material accordingly.
- the sterilization packaging materials are pre-cut, and are present for example in a stack next to the machine.
- the machine may include a system for placing the sterilization packaging material on the tray and/or a system for placing the object on the sterilization packaging material.
- the machine may include a system for recovering the object once wrapped.
- Another subject of the invention is an assembly comprising a machine according to claim 1, at least one object to be wrapped, preferably a sterilization basket, and at least one sterilization packaging material, preferably a sterilization sheet for wrapping the object.
- a further subject of the invention is a packaging method according to claim 13.
- At least four folds are formed by successively grasping a corner of the sterilization packaging material using the gripping tool and by moving the sterilization packaging material by this corner above above the object.
- the sterilization packaging material is rotated with the object on it relative to the gripping tool, preferably by rotating the platen, in particular through 90°.
- the sterilization packaging material is held against the object and a previously formed fold is pushed laterally inwards.
- At least a portion of the sterilization packaging material located on the top of the object, formed during a previous fold, is seized and the last fold is folded under this or these portions.
- said portion or portions are preferably stretched between two clamps, and they are lifted slightly.
- the sterilization packaging material can be pushed under this or these portions using the same member as that used to form the first flap in pushing the first wedge under the object.
- the holding and/or bending tool can be used to both grasp said portion(s) with the pliers, and block the object laterally between the aforementioned lateral holding members.
- the machine is thus used to perform a Pasteur-type folding.
- This type of folding makes it possible to reduce the size of the machine and the area of the sterilization packaging materials used.
- the size of the machine is reduced and the surface of the sterilization packaging materials used is optimized, which in particular makes it possible to reduce the quantity of waste produced.
- Pasteur-type folding is recognized by the various standards for sterilization.
- the packaging can be made with one or, better, two sterilization packaging materials.
- the packaging is carried out for example sequentially, by packaging the object a first time with a first sterilization packaging material, then by packaging the object thus packaged a second time using a second sterilization wrap material.
- the wrap may be made with two sterilization wrap materials, wherein the two sterilization wrap materials may be joined together at one or more bonding sites and the wrap may be made simultaneously with both sterilization packaging materials.
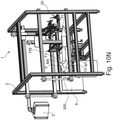
- the machine 1 shown in figure 1 in particular, comprises a chassis 2 as well as a control panel 3 and one or more electrical and/or pneumatic and/or hydraulic cabinets 4.
- the machine 1 can be integrated within a production line and connected to conveyors and/or automatons making it possible to bring the sterilization sheets and the baskets to be packaged as well as, where appropriate, to recover the packaged baskets.
- conveyors and/or automatons making it possible to bring the sterilization sheets and the baskets to be packaged as well as, where appropriate, to recover the packaged baskets.
- basic designates here any receptacle capable of receiving objects to be sterilized.
- the machine 1 comprises a turntable 10 arranged in the center of a horizontal table 11, for example of square or rectangular shape with a truncated front corner 12.
- the table 11 comprises at its underside an element 300, for example of triangular shape, with a truncated corner 300a comprising fingers 301.
- these fingers 301 are two in number.
- the fingers 301 may be of circular cross-section and may have a first horizontal part 301a, connected to the truncated corner 300a, which is continued by a second part 301b oblique upwards and forwards, as illustrated in figure 10F .
- the fingers 301 are fixed.
- the fingers 301 can make it possible to maintain a corner of a sheet of F sterilization in horizontal position.
- the element 300 is horizontally movable (along the Y axis) between a retracted position where the truncated corner 300a of the element 300 is flush under the truncated corner 12 of the table 11, as illustrated in Figure 1A , and an extended position where the element 300 is located in front of the truncated corner 12 of the table, as illustrated in figure 1B .
- the element 300 can make it possible, in its retracted position, to facilitate the approach to the turntable 10 of a human operator H or any conveyor system and/or suitable automaton, in particular for placing the basket and/or removing it from the table 11.
- the element 300 In its extended position, the element 300 can make it possible to receive a corner of a sterilization sheet F.
- the movement of the element 300 takes place in a controlled manner, depending on the course of the packaging process , for example using stepper motors or any other suitable drive mechanism.
- Table 11 can be carried by frame 2, as shown.
- the presence of the truncated front corner 12 can allow a user to approach the turntable 10.
- the turntable 10 is moved by a drive system, not shown, which allows it to be driven in rotation about a vertical axis by a desired angle, preferably in one direction or the other, depending on the progress of the stages of the packaging process, as will be detailed later.
- the plate 10 is equipped with fingers 15a and 15b, vertically movable between a retracted position where the upper end of the fingers 15a and 15b is flush with the surface of the turntable 10 or is set back, and an extended position where the fingers 15a and 15b protrude above the surface of the turntable 10.
- these fingers 15a and 15b are four in number and their function will be detailed below.
- figure 1C the plate 10 with the fingers 15a in the extended position and the fingers 15b in the retracted position
- the figure 1D the plate 10 with the fingers 15a in the retracted position and the fingers 15b in the extended position.
- the fingers 15a and 15b can be of circular cross-section for example, and their drive is carried out by any suitable mechanism, driven by an electric, pneumatic or hydraulic motor.
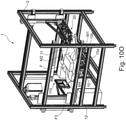
- the machine 1 also comprises a gripping tool 110 and a bending tool 20, which are movable relative to the frame of the frame 2 during operation of the machine to perform various operations of the packaging process.
- the Z axis is vertical
- the Y axis corresponds to a movement in depth, from front to back and vice versa
- the X axis corresponds to a lateral movement.
- the gripping tool 110 is movable along the Y axis and the Z axis, in a controlled manner.
- the frame 2 comprises two horizontal rails 6, parallel, arranged at different heights, oriented along the Y axis, along which two respective carriages 7 move.
- a vertical column 8 is fixed to the carriages 7 and moves with them.
- a carriage 119 can move vertically on this column 8.
- the movement of the carriages 7 and 119 takes place in a controlled manner, depending on the progress of the packaging process, for example using stepper motors or any other suitable drive mechanism.
- the gripping tool 110 comprises a console 111 fixed at its base to the carriage 119.
- This console 111 carries a presser system 113 and a frame 112 carrying a plate 114.
- the presser system 113 comprises at its lower end a horizontal pad 115, with a longitudinal axis parallel to the axis X, carried by two vertical columns 117, which are guided in their movement by a guide device 116 fitted internally with a mechanism drive which makes it possible to control the vertical displacement of the shoe 115.
- the tool 110 also comprises a pipe 118 selectively connected to a vacuum source. This pipe 118 emerges via at least one internal channel 118a on the underside of the shoe 115 by at least one orifice 118b and makes it possible, when it is connected to the vacuum source, to hold the sheet by a suction cup effect, thanks to the depression created, in particular to lift it.
- the plate 114 is carried by a profile 112a which defines the lower side of the frame 112.
- This profile 112a has, on its upper face 112c which serves as a support for the pad 115, a groove 112b.
- the shoe 115 has, on its underside, a boss 115a whose profile has a complementary cross-section to that of the groove 112b, as can be seen in the figure 4A .
- the plate 114 is fixed under the profile 112a, and preferably has a thickness which decreases in distance from the profile 112a.
- the plate 114 has a rectangular shape, large side parallel to the longitudinal axis of the section 112a, which may or may not be centered relative to the latter.
- the depth p 1 of the plate 114 measured in a direction perpendicular to the longitudinal axis of the section 112a, is for example between 100 and 200 mm.
- the width l 1 of the plate 114 is for example between 150 and 250 mm.
- the length of pad 115 may be slightly greater than that of plate 114, being for example between 150 and 300 mm.
- Pad 115 is preferably centered within frame 112, as shown.
- the plate 114 can project towards the rear of the profile 112a by a distance of between 100 and 200 mm.
- the top 115c of the boss 115a can be flattened, the boss 115a projecting for example by a distance e 2 relative to the rest of the lower face 115b of the pad 115, this distance e 2 being for example between 0 and 30 mm.
- the width l 2 of the boss 115a can be between 0 and 30 mm.
- the invention is not limited to a particular profile for the boss 115a and the latter is for example of semi-circular section, in a variant not illustrated.
- the bending tool 20 is carried by a console 21 which is connected to a carriage 222, which can move vertically on a vertical column 40 of the frame 2, this column 40 being carried by carriages 41 which can themselves move horizontally along the Y axis on respective parallel horizontal rails 42.
- the bending tool 20 can be controlled in position along the Y and Z axes.
- the console 21 has a lower beam 21a with a longitudinal axis oriented parallel to the axis X.
- the bending tool 20 comprises two lateral parts 22.
- Each lateral part 22 comprises a set of guide rods 23 which slide in guides 24 and whose movement is controlled by motors 25, for example stepper motors or brushless motors (also called “brushless” motors).
- the horizontal displacement along the X axis of the side parts 22 is carried out symmetrically towards or away from a median plane of symmetry for the bending tool 20.
- each side part 22 is for example between 0 and 250 mm.
- Each side part 22 may be of identical construction to that of the other side part 22.
- each side part 22 comprises a U-shaped frame 26 directed inwards, the guide rods 23 being connected to a section 26a whose longitudinal axis is parallel to the Y axis, constituting the base of the U.
- the front branch 26b of the frame 26 carries at its free end a vertical plate 28, which is directed downwards.
- This plate 28 is preferably fixed to the front exterior face of the profile 26b.
- Each side part 22 also comprises, as can be seen in the figure 6 in particular, a movable element 29, in the form of a plate in the example considered, which is articulated around an axis of rotation K parallel to the axis Y, the rotational movement of this plate 29 taking place under the action of a cylinder 30, one end 31 of which is articulated on the section 26b and the other end 32 is articulated on a pin 33 integral with the plate 29, close to the axis of rotation K.
- a movable element 29 in the form of a plate in the example considered, which is articulated around an axis of rotation K parallel to the axis Y, the rotational movement of this plate 29 taking place under the action of a cylinder 30, one end 31 of which is articulated on the section 26b and the other end 32 is articulated on a pin 33 integral with the plate 29, close to the axis of rotation K.
- Plate 29 is longer than plate 28, so that when folded vertically along plate 28, as shown in figure 7 , it extends under it.
- the plates 29 are located in front of the plates 28.
- the rear profile 26c of the frame 26 comprises a clamp 50, articulated around a vertical axis of rotation R at the free end of the profile 26c.
- the gripper 50 comprises a U-shaped support 51, a cylinder 53 being mounted on the upper branch of the support 51.
- the cylinder 53 carries at its lower end a pressure roller 54, which can be lowered in the direction of the foot 55 of the support 51.
- the drive in rotation of the support 51 is carried out using a cylinder 57, articulated at one end on a yoke 58, itself connected in a pivoting manner, around a vertical axis of rotation, to a base 26th.
- the latter is fixed to the base profile 26a, on the inside of the latter.
- Each side part 22 of the bending tool 20 further comprises a holding flap 70, which is articulated around a horizontal axis of rotation S, by means of articulation axes mounted respectively on the rear profile 26c and on a profile intermediate 26f, perpendicular to the base profile 26a, located substantially halfway along the latter and of shorter length than the front 26b and rear 26c profiles.
- the holding flap 70 is driven in rotation about the axis S by a cylinder 73, one end of which is articulated on a yoke 74 fixed to a profile 26g, connecting perpendicularly to the base profile 26a, on the outside of the latter. this.
- the cylinder is connected at 75, at its other end, to a link 76 which rotates with the holding flap 70.
- the sterilization basket B has in the example considered a horizontal bottom B0 and four vertical uprights M1, M2, M3 and M4.
- a first sterilization sheet F is brought by any suitable means, for example by being deposited manually as shown, by an operator H, on the table 11.
- the sterilization sheet F can be taken from a stack of sheets, or cut to the desired format from a reel of sterilization packaging material, the unwinding of which is manual or automated.
- the sterilization sheets are produced by cutting a reel of sterilization packaging material
- the cutting of the sterilization sheets can be performed by a blade which is moved manually or motorized.
- the sterilization sheets are pre-cut.
- the sterilization sheet F can be brought onto the table 11 from a reel 305 of sterilization packaging material which is unwound by a reel 304.
- Guide rollers 302 make it possible to guide the sterilization sheet F to a cutting device 301 enabling the sheet F to be cut to the desired size.
- the dimensions of the sheet F are smaller than those of the table 11.
- the sheet F has for example a square or rectangular shape, the length of the sides being between 750 and 1000 mm.
- the dimensions of the sterilization sheets F used are determined by the dimensions of the baskets B to be packaged.
- the machine 1 may include a system for automatically measuring the size of the sterilization basket B to be packaged, and for adapting the dimensions of the sterilization sheet accordingly.
- the sterilization sheet F is known per se, having the property of being permeable to a sterilization gas such as ethylene oxide, while constituting a sterile barrier against microorganisms.
- the sterilization sheet F can be, in particular chosen from a crepe paper, a reinforced paper, a cellulosic nonwoven or a sheet of the type SMS.
- the basis weight of the sterilization sheet F can be between 30 and 90 g/m 2 , better still between 40 and 80 g/m 2 .
- the choice of the grammage of the sterilization sheet can in particular be made according to the size of the basket to be packaged.
- the sterilization sheet F has opposite corners F1 and F3 on the one hand, and F2 and F4 on the other hand.
- the sterilization sheet F is for example that marketed by the company STERIMED in the STERISHEET range.
- the gripping tool 110 can be activated as illustrated in figure 10B , being moved along the Y and Z axes so as to be closer to the turntable 10, which appears by transparency on the drawing under the sheet F.
- the sterilization basket B is placed on the sterilization sheet F, this basket B being brought by any suitable means, for example manually by an operator H as illustrated, or alternatively by any conveying system and/or suitable automaton.
- the sterilization basket B can be placed in the center of the sterilization sheet F, the uprights M1 and M3 being oriented perpendicular to the diagonal connecting the corners F1 and F3 of the sterilization sheet F.
- the sterilization basket B contains the instruments intended to be in contact with the human body and/or used in the operating room, such as surgical instruments. These instruments are intended to be sterilized with the basket once the latter is wrapped in the sterilization sheet F.
- the bottom B0 is preferably rectangular in shape, the opposite uprights M1 and M3, corresponding to the long sides, and M2 and M4 to the short sides.
- the length of the long sides is for example between 200 and 700 mm and that of the short sides between 200 and 500 mm.
- the height of the uprights M1 to M4 is for example between 15 and 400 mm.
- edges formed at the junction of uprights M1 to M4 are referenced A12, A23, A34 and A41.
- the free edges of uprights M1 to M4 are referenced A1 to A4 respectively.
- the weight of the sterilization basket B with the instruments inside can be less than 16 kg, better still less than 14 kg. B sterilization baskets do not have a lid.
- the basket B is placed on the turntable 10, preferably in the center of the latter, with for example the long side of the basket B oriented parallel to the front truncated corner 12 of the table 11, that is to say in the mark XYZ associated with frame 2, with its large side parallel to the X axis.
- the gripping tool 110 is brought in front of the truncated corner 12 so as to be able to grip, as illustrated in the figure 10B , the first corner F1 of the sheet F. During this operation, the folding tool 20 is inactive.
- the frame 112 of the gripping tool 110 is positioned so as to surround the corner F1 and cause the tip of the latter to extend above the profile 112a , under the shoe 15.
- the corner F1 is pinched between the boss 115a and the groove 112b, which ensures its maintenance.
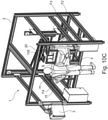
- the first corner F1 thus maintained can then be driven backwards by the movement of the gripping tool 110 in the direction of an opposite corner F3 of the sheet F, as illustrated in figure 10E .
- the sheet F is thus folded over the opening of the basket, as illustrated in figure 10E .
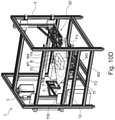
- the wedge F1 can then be released by the gripping tool 110, then the plate 114 can be moved forwards so as to push the wedge F1 under the basket B, as illustrated in figure 10F .
- the fingers 15a and 15b can be actuated so that they find themselves in the extended position so as to lift the central part of the sheet F located under the basket B. This allows the passage of the corner F1 of the sheet F under the upright M3 of the basket B using the plate 114 of the gripping tool 110. A first flap R1 is thus obtained, as illustrated to the figure 14 .
- This first flap R1 is located, in the view of the figure 10G , on the right side of the basket, under the M3 upright.
- the bending tool can then be moved back, and the fingers 15a and 15b lowered so that they find themselves in their retracted initial position.
- This corner F2 can be gripped by the gripping tool 110.
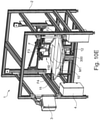
- the side parts 22 of the bending tool 20 are used with, initially, the plates 29 in the raised position, as illustrated in the Fig. 10I , to come and press with the plates 28 a portion F6 of the sheet F against the upright M2 of the basket B. Once this pressing has been carried out, the plates 29 are pivoted downwards, as than illustrated on the figure 10J . In its pivoting movement, the plate 29 of the side part 22 of the bending tool 20 located on the left on the figure 10J causes a portion F7 of the sheet F and forms an inward fold against the upright M2 of the basket B. On the figure 10J , in order to facilitate the visualization of the operations carried out by the folding tool 20, the gripping tool 110 has not been shown in its position in which it grips the corner F2 of the sterilization sheet F.
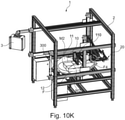
- the gripping tool 110 is then moved to drive the corner F2, so as to cover the basket B, this movement taking place concomitantly with the withdrawal of the folding tool 20, to allow the corner F2 to pass above of the basket. This leads to the configuration as shown in figure 10K . A second fold is thus formed.
- the figure 10K represents basket B once this second trick has been made.
- the gripping tool 110 is positioned so as to be able to grip this corner F4.
- the bending tool 20 is brought forward of the upright M4 opposite to the upright M2, as illustrated in figure 10M , and the folding sequence previously described with reference to the figures 10I and 10J is reproduced, so as to form a third fold.
- the figure 10N represents the basket once this third trick has been made.
- the bending tool 20 is then used to press, using the plates 28, portions F8 of the sheet F against the upright M3. During this operation, the plates 29 are in the raised position, as illustrated in Figure 10P . Once this plating has been carried out, the plates 29 are pivoted downwards, so as to entrain portions F9 of the sheet F in their movement and form inward folds against the upright M3, as illustrated in figure 10Q . On the figure 10Q , in order to facilitate the visualization of operations performed by the folding tool 20, the gripping tool 110 has not been shown in its position in which it grips the corner F3 of the sterilization sheet F.
- the gripping tool 110 is moved so as to drive the corner F3 of the sheet F above the basket B and form a fourth fold, as illustrated in figure 10R . Concomitantly with this movement, the bending tool 20 is withdrawn.
- the folding tool 20 is brought above the basket and the retaining flaps 70 are actuated, so as to clamp the basket B between them.
- the retaining flaps 70 apply, as shown in the figure 10T , on the side uprights M3 and M4 of the basket.
- the clamps 50 are then pivoted inwards, as illustrated in figure 9 , so that the feet 55 of the support 51 engage under portions F5 of the packaging covering the top of the basket B. Then, the cylinders 53 are actuated so as to lower the pressure rollers 54 and thus pinch these portions of the wrapper that span over 55 feet.
- the folding tool 20 is then actuated so as to slightly lift the portions F5 thus gripped.
- the clamps 50 can pivot away from each other so as to tension the portions F5 which extend between them. We thus end up with portions F5 which are kept taut between the clamps 50, and slightly raised relative to the rest of the basket B, which provides an opening into which the plate 114 can be introduced, to push the last corner F3 of the sheet F in this opening.
- a second flap R2 is obtained, as illustrated in figure 15 .
- the pinch rollers 54 can be raised so as to release the sheet F and the clamps 50 pivoted outwards, as illustrated in figure 8 , to clear 55 feet.
- the tools 110 and 20 can then be moved away from the packed basket, the holding flaps 70 moving apart to release it.
- the basket can then be removed from the table 11 by any suitable means, for example by a human operator H as illustrated in figure 10U or by any suitable automaton or conveyor.
- the machine 1 can be used to wrap sterilization baskets, sequentially, in a double wrap, consisting for example of two sterilization sheets.
- the basket to be wrapped is then placed on two superposed sterilization sheets and the operating sequence of the machine 1 previously described for wrapping a sterilization basket with a sterilization sheet is repeated twice.
- the gripping tool by a suction cup effect, allows the separation of the first and second sterilization sheet, which allows only the first sheet to be gripped by the gripping tool.
- the machine 1 is used to wrap sterilization baskets in a double wrapper in a single step, using for example two sterilization sheets secured to each other, the two sterilization sheets being joined together at the level of one or more binding sites.
- the machine is used for packaging an object, in particular a sterilization basket, with a folding technique other than Pasteur type folding, such as the envelope, square, American type folding technique. or any other bending technique described in ANSI/AAMI ST79:2010/A4:2013.
- a folding technique other than Pasteur type folding such as the envelope, square, American type folding technique. or any other bending technique described in ANSI/AAMI ST79:2010/A4:2013.
- the invention is not limited to the example which has just been described.
- the two lateral parts 22 of the bending tool 20 move independently of each other along the X axis.
- machine 1 is used to wrap sterilization baskets with lids.
- the machine 1 can also be used to package ancillaries characterized by low rims, or even by the absence of rims.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
- Basic Packing Technique (AREA)
Description
- La présente invention concerne l'emballage des paniers de stérilisation et plus particulièrement une machine pour l'emballage automatisé ou semi-automatisé d'un panier de stérilisation et un procédé d'emballage associé.
- Les dispositifs médicaux et en particulier les instruments destinés à être en contact avec le corps humain et/ou utilisés dans les blocs opératoires, comme les instruments chirurgicaux, sont généralement conditionnés dans des paniers (encore appelés plateaux) de stérilisation qui sont ensuite emballés avec des systèmes de barrière stérile.
- Ces derniers peuvent être de plusieurs types : poches, pochettes, sachets, gaines, enveloppes, containers ou feuilles de stérilisation.
- Le choix de l'emballage dépend de la taille des dispositifs, de leur poids et des risques liés à leur manipulation et à leur transport.
- Les emballages qui se présentent sous forme de sachets ou d'enveloppes sont limités en capacité et ne permettent pas de recevoir des objets volumineux et/ou lourds.
- Compte tenu de leur faible coût et de leur adaptabilité aux différents paniers disponibles, les feuilles de stérilisation sont couramment utilisées dans les centres de stérilisation. Les feuilles de stérilisation sont notamment particulièrement adaptées à l'emballage d'objets volumineux et/ou lourds tels que les paniers de stérilisation.
- Une première technique couramment utilisée en milieu médical pour l'emballage des paniers de stérilisation avec des feuilles de stérilisation est la technique dite de « pliage Pasteur ». Selon cette technique, une feuille de stérilisation est pliée de façon répétée de manière à obtenir une tortuosité suffisante pour maintenir la stérilité du contenu de l'emballage, sans qu'aucun scellage ne soit réalisé.
- Cependant, si le pliage est de mauvaise qualité, la stérilité de l'objet ne sera pas maintenue dans le temps. En effet, de la qualité du pliage dépend le maintien de la stérilité.
- Il est connu d'envelopper les paniers de stérilisation dans un double emballage, constitué de deux feuilles de stérilisation, afin d'améliorer la conservation de l'état stérile. L'opération de pliage est alors réalisée de manière séquentielle, en deux étapes, tout d'abord à l'aide d'une première feuille de stérilisation encore appelée emballage primaire ou intérieur, puis d'une deuxième feuille de stérilisation encore appelée emballage secondaire ou extérieur. L'emballage primaire, qui a un rôle protecteur individuel de stérilité, constitue une barrière imperméable aux micro-organismes autour du panier de stérilisation. L'emballage secondaire, qui entoure l'emballage primaire, est conçu pour assurer la protection de l'emballage primaire et de son contenu jusqu'à son point d'utilisation. L'emballage secondaire permet d'éviter tout dommage qui pourrait survenir à l'emballage primaire et à son contenu, notamment lors d'opérations de manutention, de transport ou de stockage.
- Ce système de double emballage combinant protection microbiologique par l'emballage primaire et protection mécanique par l'emballage secondaire, permet d'améliorer le maintien de la stérilité. Toutefois, il requiert une opération de pliage séquentielle, ce qui présente l'inconvénient de rallonger le temps de l'opération de pliage réalisée par l'opérateur.
- Les demandes
EP 0 707 460 A1 etEP 1 362 557 A1 enseignent la possibilité d'envelopper les paniers de stérilisation dans un double emballage, l'opération de pliage étant réalisée en une seule étape, ce qui offre un gain en termes de temps et de simplicité de mise en œuvre de l'opération de pliage. L'emballage de stérilisation est alors constitué de deux feuilles de stérilisation fixées l'une à l'autre sur les bords de manière à être maintenues ensemble. Les bords des feuilles de stérilisation peuvent être réunis l'un à l'autre, notamment par des adhésifs, une piqûre, une liaison thermique ou ultrasonique. Par exemple, l'emballage de stérilisation est constitué de deux feuilles de stérilisation en polypropylène de structure SMS (Spunbond-Meltblown-Spunbond) qui sont thermosoudées entre elles sur les bords. - Les procédés d'emballage des paniers par des feuilles de stérilisation restent manuels à ce jour. La qualité du pliage, et donc le maintien de la stérilité, présente donc le désavantage de dépendre de manière très importante de l'intervention humaine. Par ailleurs, l'opération de pliage requiert une formation de l'opérateur. Cette opération de pliage est donc coûteuse en temps et en main d'œuvre, en plus d'être répétitive et fastidieuse.
- Une deuxième technique consiste à mettre l'objet à stériliser dans un emballage pelable. Une fois l'objet dans l'emballage, l'emballage est scellé, puis soumis à l'étape de stérilisation. Les emballages sont le plus souvent constitués de deux feuilles distinctes constituées par des matériaux différents. Une des feuilles est le plus souvent transparente. Les emballages sont adaptés à la technique de stérilisation utilisée. Cette technique présente l'avantage de ne pas nécessiter d'opération de pliage ce qui permet un gain de temps. Toutefois, les emballages pelables étant constitués de deux feuilles thermoscellées, la résistance mécanique peut être limitée par la résistance mécanique de la soudure qui assure la jonction entre les deux feuilles, ou par la résistance de l'emballage lui-même. Cette technique n'est donc pas de premier choix pour l'emballage des paniers de stérilisation volumineux et/ou lourds.
- La demande
EP 1 281 617 A1 décrit un dispositif pour emballer un produit, tel qu'une ou plusieurs tranches de fromage ou de viande, dans un matériau en film pour former un emballage ayant une hauteur d'emballage maximale prédéfinie, le dispositif comportant un bâti de base. - L'invention vise à perfectionner encore les dispositifs et procédés utilisés pour conditionner des paniers de stérilisation, et notamment à remédier à tout ou partie des inconvénients ci-dessus. Elle y parvient grâce à une machine pour l'emballage par au moins un matériau d'emballage de stérilisation, notamment une feuille de stérilisation, d'un objet, notamment un panier de stérilisation, selon la revendication 1.
- La machine selon l'invention permet l'emballage par au moins un matériau d'emballage de stérilisation d'un objet pouvant contenir des dispositifs médicaux, notamment réutilisables, fraîchement lavés et désinfectés. Ces dispositifs médicaux peuvent être des éléments destinés à être en contact avec le corps humain et/ou utilisés dans les blocs opératoires, comme les blouses chirurgicales et/ou les instruments chirurgicaux, notamment des scalpels, pinces, ciseaux, endoscopes, bassines, plateaux ou abaisse-langues.
- La machine selon l'invention peut être utilisée dans les centres de stérilisation, notamment des hôpitaux et des établissements de santé, et/ou par les fabricants de packs chirurgicaux.
- La machine selon l'invention peut être utilisée pour emballer un objet, tel qu'un panier de stérilisation, que ce soit un panier standardisé tel qu'un panier répondant à la norme ISO 3394 ou à la norme DIN 58952, ou un panier non standardisé.
- La machine selon l'invention permet une automatisation de l'opération de pliage, ce qui génère d'une part une réduction du coût de production d'un panier de stérilisation, notamment en transférant une part de la main d'œuvre disponible sur d'autres tâches.
- D'autre part le risque d'erreur humaine est réduit.
- Les risques d'apparition de troubles musculosquelettiques sont également diminués.
- Un autre avantage est, qu'en termes de productivité, l'opération de pliage automatisée réalisée par la machine selon l'invention est au moins aussi rapide qu'une opération de pliage manuelle réalisée par un opérateur humain.
- Par « matériau d'emballage de stérilisation », on désigne tout matériau d'emballage destiné à la stérilisation, c'est-à-dire tout matériau d'emballage qui est compatible avec un procédé de stérilisation, notamment par gaz EtO et/ou par vapeur et/ou par chaleur sèche et/ou par vapeur formolée basse température (procédé LTFS) et/ou tout autre procédé de stérilisation oxydatif ou non, tout en offrant la barrière bactérienne requise pour permettre le maintien de la stérilité durant la durée de vie revendiquée pour l'objet emballé. Le matériau d'emballage de stérilisation est par exemple une feuille de stérilisation et doit alors répondre aux exigences générales décrites dans la norme internationale ISO 11607-1 : 2006/A1 : 2014 : "Emballages des dispositifs médicaux stérilisés au stade terminal - Partie 1 : Exigences relatives aux matériaux, aux systèmes de barrière stérile et aux systèmes d'emballage" définissant, en particulier, les propriétés de barrière microbienne et la compatibilité avec le processus de stérilisation. Les performances des feuilles de stérilisation sont aussi décrites dans la norme européenne EN 868-2 : 2017 : « Matériaux et systèmes d'emballage pour les dispositifs médicaux stérilisés au stade terminal - Partie 2 : enveloppe de stérilisation - Exigences et méthodes d'essai ». Le matériau d'emballage de stérilisation peut également être un champ stérile suivant les normes ISO 13795 et/ou AAMI PB 70. Le matériau d'emballage de stérilisation peut encore être un champ de présentation stérile (encore appelé « inner wrap ») permettant le transfert aseptique de dispositifs médicaux. Le matériau d'emballage de stérilisation peut être un matériau d'emballage de stérilisation à mémoire de forme ou non. Dans le cas où le matériau d'emballage de stérilisation est un matériau d'emballage de stérilisation à mémoire de forme, ce dernier peut être à base de cellulose.
- Le plateau et l'outil de préhension sont prévus pour tourner l'un par rapport à l'autre. Cela permet de n'utiliser qu'un seul outil de préhension pour réaliser l'ensemble des étapes de pliage, donc de disposer d'une machine de construction plus simple.
- Le plateau est rotatif autour d'un axe de rotation vertical. Cela permet d'avoir un outil de préhension dont le déplacement est plus simple, par exemple s'effectue en translation selon plusieurs axes relativement à un châssis, sans mouvement de rotation. Cette approche permet de simplifier la machine en diminuant le nombre d'axes de mouvement nécessaires pour le déplacement des outils de la machine. Cela permet ainsi de minimiser le coût de la machine.
- L'outil de préhension peut ainsi être mobile verticalement et selon au moins un axe horizontal.
- L'outil de préhension comporte de préférence un système presseur comportant un patin mobile verticalement en regard d'une surface d'appui. Cela permet de tenir le matériau d'emballage de stérilisation efficacement, par pincement entre le patin et la surface d'appui.
- L'outil de préhension présente de préférence une surface sur laquelle débouche au moins un orifice relié sélectivement à une source de vide. Cette source de vide peut être une dépression créée par effet Venturi. Dans le cas où l'emballage de l'objet est réalisé avec plusieurs emballages de stérilisation, par exemple un double emballage réalisé avec deux feuilles de stérilisation de manière séquentielle, cela permet la séparation des feuilles de stérilisation par un effet ventouse. Cette source de vide permet une optimisation de la préhension du matériau d'emballage de stérilisation ainsi que sa sélection unitaire.
- Dans un exemple de réalisation, l'orifice débouche sur la face inférieure du patin de l'outil de préhension.
- De préférence, l'outil de préhension comporte un organe pour pousser le matériau d'emballage de stérilisation sous l'objet. Cela permet de former un rabat de maintien d'un pli précédemment formé.
Cet organe peut se présenter sous la forme d'une plaque horizontale montée à l'extrémité inférieure de l'outil de préhension, cette plaque s'amincissant de préférence en direction de son bord distal. Ainsi, la plaque peut présenter un bord libre fin, ce qui facilite son insertion entre l'objet et la portion du matériau d'emballage de stérilisation sur laquelle il est posé. De préférence, le plateau comporte au moins un doigt mobile verticalement, pour soulever l'objet et le matériau d'emballage de stérilisation localement. Ce doigt peut être actionné lorsque la plaque précitée est utilisée pour pousser le matériau d'emballage de stérilisation sous l'objet. - De préférence, la machine comporte une table s'étendant autour du plateau. De préférence, le matériau d'emballage de stérilisation est plus grand que le plateau, de telle sorte que ses quatre coins débordent du plateau. La table permet de recevoir ces coins du matériau d'emballage de stérilisation.
- De préférence, la table présente au moins un coin tronqué. Ainsi, le coin du matériau d'emballage de stérilisation qui se trouve dans ce coin tronqué ne repose pas sur la table, mais s'étend en porte-à-faux au-delà de ce coin tronqué, ce qui facilite l'accessibilité du plateau aux opérateurs, lorsque la mise en place et le retrait de l'objet ne sont pas automatisés, ou à tout système de convoyage et/ou automate adapté.
- La machine peut comporter au moins un outil de maintien et/ou de pliage, l'outil de maintien et/ou de pliage et le plateau pouvant se déplacer l'un par rapport à l'autre, l'outil de maintien et/ou de pliage étant agencé pour intervenir sur le matériau d'emballage de stérilisation alors qu'au moins un pli a été formé le long d'un côté de l'objet, en venant plaquer à l'aide d'au moins un organe de plaquage le matériau d'emballage de stérilisation sur au moins un côté adjacent de l'objet, à proximité du côté le long duquel le pli a été formé et autour duquel le pli suivant doit être réalisé. Un tel outil de maintien et/ou de pliage facilite la réalisation des trois autres plis après le premier, en assurant que le pli précédemment formé est ramené vers l'intérieur et plaqué contre l'objet au moment de la formation du suivant.
- De préférence, l'outil de maintien et/ou de pliage comporte un organe de poussée, mobile vers l'intérieur pour repousser vers l'intérieur une portion du matériau d'emballage de stérilisation s'étendant le long du pli déjà formé, en regard de la portion du matériau d'emballage de stérilisation déjà plaquée contre l'objet.
- L'organe de plaquage peut se présenter sous la forme d'une plaque fixe verticale, et l'organe de poussée sous la forme d'une plaque verticale, mobile autour d'un axe de rotation horizontal, de préférence entre une position relevée et une position descendue où elle se superpose au moins partiellement avec la plaque fixe. L'outil de maintien et/ou de pliage, notamment avec son organe de plaquage et/ou son organe de poussée, permet de résoudre les problèmes d'usage de matériaux d'emballage de stérilisation à mémoire de forme, tels que les matériaux d'emballage de stérilisation à base de cellulose, notamment les papiers crêpés, les papiers renforcés et/ou les non-tissés cellulosiques.
- De préférence, la machine comporte au moins deux pinces permettant de saisir au moins une portion de l'emballage entre elles et de la soulever, de façon à permettre de pousser un coin du matériau d'emballage de stérilisation sous la ou les portions ainsi soulevées. Cette ou ces portions d'emballage peuvent être formées d'une ou plusieurs épaisseurs du matériau d'emballage de stérilisation, qui se trouvent à recouvrir l'objet du fait des opérations de pliage précédentes.
- Les deux pinces peuvent être montées de façon à pouvoir s'écarter l'une de l'autre et tendre la ou les portions saisies. Cela facilite l'engagement d'une portion du matériau d'emballage de stérilisation sous la ou les portions ainsi tendues et soulevées. De préférence, les pinces sont montées pivotantes sur l'outil de maintien et/ou de pliage.
- De préférence, la machine comporte un système de maintien de l'objet comportant au moins deux organes de maintien latéraux mobiles, entre lesquels l'objet peut être maintenu latéralement. Ce système de maintien peut notamment être utile lorsque le dernier rabat doit être formé.
- Les organes de maintien latéraux peuvent être formés par deux volets pivotants, montés sur l'outil de pliage et/ou de maintien.
- Ainsi, ce dernier peut porter plusieurs organes mis en œuvre à des étapes différentes, ce qui permet de mutualiser pour tous ces organes le mécanisme d'entraînement relativement au châssis, donc de simplifier la machine et d'optimiser son coût.
- Dans un exemple de mise en œuvre de l'invention, l'outil de maintien et/ou de pliage comporte deux parties latérales comportant chacune un cadre en forme de U, avec un profilé avant porteur de l'un des organes de poussée et un profilé arrière porteur de l'une des pinces.
- Chaque partie latérale peut comporter un profilé intermédiaire, chacun des volets étant articulé entre ce profilé intermédiaire et le profilé arrière.
- La machine peut comporter un système de vérification du positionnement de l'objet par rapport au matériau d'emballage de stérilisation et/ou un système de vérification du positionnement du matériau d'emballage de stérilisation par rapport au plateau. Ce ou ces systèmes de vérification sont par exemple optique, et reposent sur un traitement d'image par une ou plusieurs caméras.
- La machine peut comporter un système de vérification de la conformité de la composition du contenu de l'objet avant et/ou après emballage. Ce système de vérification est par exemple optique, se faisant notamment par analyse laser, ou par pesée de l'objet, ou tout autre système de vérification.
- La machine peut comporter un système d'étiquetage et/ou de marquage de l'objet avant et/ou après emballage permettant notamment sa traçabilité. Ce système d'étiquetage et/ou de marquage est par exemple de type impression par laser ou par jet d'encre.
- La machine peut comporter un système pour enregistrer, stocker, et gérer des données permettant la traçabilité des opérations effectuées par cette dernière.
- La machine peut comporter une connexion avec un système informatisé de gestion des données.
- De préférence, la machine comporte un système de validation de la fermeture de l'emballage de stérilisation enveloppant l'objet, et notamment un système de validation de la fermeture d'un pack chirurgical. Cela permet d'obtenir des fermetures répétables et reproductibles suivant les standards internationaux de validation ISO 11607-2 : 2016.
- La machine peut comporter un système de fermeture de l'emballage avec au moins un ruban adhésif contenant ou non au moins un indicateur de stérilisation. Le système de fermeture répond aux exigences de la norme ISO 11607-1 qui définit notamment un système de fermeture à dispositif d'inviolabilité. Le système de fermeture est opérant jusqu'au point d'utilisation.
- La machine peut comporter au moins un dévidoir pour dérouler une bobine de ruban adhésif contenant ou non au moins un indicateur de stérilisation et un dispositif de coupe de ce ruban pour fermer l'emballage.
- La machine peut comporter au moins un dévidoir pour dérouler une bobine d'un matériau d'emballage de stérilisation et un dispositif de coupe de ce matériau d'emballage de stérilisation. La machine peut, notamment dans ce cas, comporter un système de mesure automatique de la dimension de l'objet et d'adaptation de la dimension du matériau d'emballage de stérilisation en conséquence.
- En variante, les matériaux d'emballage de stérilisation sont prédécoupés, et sont présents par exemple en pile à côté de la machine.
- La machine peut comporter un système de pose du matériau d'emballage de stérilisation sur le plateau et/ou un système de pose de l'objet sur le matériau d'emballage de stérilisation.
- La machine peut comporter un système de récupération de l'objet une fois emballé.
- L'invention a encore pour objet un ensemble comportant une machine selon la revendication 1, au moins un objet à emballer, de préférence un panier de stérilisation, et au moins un matériau d'emballage de stérilisation, de préférence une feuille de stérilisation pour emballer l'objet.
- L'invention a encore pour objet un procédé d'emballage selon la revendication 13.
- Au cours de ce procédé, au moins quatre plis sont formés en venant saisir successivement un coin du matériau d'emballage de stérilisation à l'aide de l'outil de préhension et en déplaçant le matériau d'emballage de stérilisation par ce coin au-dessus de l'objet.
- Avantageusement, entre deux plis on fait tourner le matériau d'emballage de stérilisation avec l'objet dessus relativement à l'outil de préhension, de préférence en faisant effectuer une rotation au plateau, notamment de 90°.
- Après la formation du premier pli, on peut pousser le premier coin ayant été saisi pour effectuer ce premier pli, sous l'objet.
- De préférence, pour la formation des plis suivants, on maintient le matériau d'emballage de stérilisation contre l'objet et l'on repousse un pli précédemment formé latéralement vers l'intérieur.
- De préférence également, après la formation du dernier pli, on saisit au moins une portion du matériau d'emballage de stérilisation située sur le dessus de l'objet, formé lors d'un précédent pli, et l'on rabat le dernier pli sous cette ou ces portions. Pour former ce rabat, on tend de préférence ladite ou lesdites portions entre deux pinces, et on la ou les soulève légèrement.
- Le matériau d'emballage de stérilisation peut être poussé sous cette ou ces portions à l'aide d'un même organe que celui ayant servi à former le premier rabat en poussant le premier coin sous l'objet. Lors de cette opération, l'outil de maintien et/ou de pliage peut être utilisé pour à la fois saisir ladite ou lesdites portions avec les pinces, et bloquer l'objet latéralement entre les organes de maintien latéraux précités.
- De préférence, la machine est ainsi utilisée pour réaliser un pliage de type Pasteur. Ce type de pliage permet de réduire la taille de la machine et la surface des matériaux d'emballage de stérilisation utilisés. Ainsi, l'encombrement de la machine est diminué et la surface des matériaux d'emballage de stérilisation utilisés est optimisée, ce qui permet notamment de réduire la quantité de déchets produits. Par ailleurs, le pliage de type Pasteur est reconnu par les différents standards pour la stérilisation.
- L'emballage peut être réalisé avec un ou, mieux, deux matériaux d'emballage de stérilisation.
- Dans ce cas, on procède par exemple de manière séquentielle à l'emballage, en emballant l'objet une première fois avec un premier matériau d'emballage de stérilisation, puis en emballant l'objet ainsi emballé une deuxième fois à l'aide d'un deuxième matériau d'emballage de stérilisation.
- On peut encore procéder en une seule fois à l'aide de matériaux d'emballage de stérilisation réunis entre eux au niveau d'un ou de plusieurs sites de liaison.
- L'emballage peut être réalisé avec deux matériaux d'emballage de stérilisation, ces deux matériaux d'emballage de stérilisation pouvant être réunis entre eux au niveau d'un ou de plusieurs sites de liaison et l'emballage pouvant être réalisé simultanément avec les deux matériaux d'emballage de stérilisation.
- L'invention pourra être mieux comprise à la lecture de la description détaillée qui va suivre, d'un exemple de mise en œuvre non limitatif de celle-ci, et à l'examen du dessin annexé, sur lequel :
- Les
figures 1A à 1D représentent de façon schématique et en perspective un exemple de machine selon l'invention, - les
figures 2 et 3 représentent isolément l'outil de préhension de la machine de lafigure 1 , - la
figure 4 représente un détail de l'outil de préhension, - la
figure 4A est une section transversale dans le plan A de lafigure 4 , - les
figures 5 à 9 représentent isolément l'outil de maintien et/ou de pliage, dans différentes configurations, - les
figures 10A à 10U illustrent différentes étapes du fonctionnement de la machine pour emballer un panier de stérilisation, - la
figure 11 représente isolément la feuille de stérilisation F en vue de dessus, - la
figure 12 est une vue analogue à lafigure 11 avec le panier de stérilisation B posé sur la feuille, - la
figure 13 représente isolément le panier de stérilisation B en perspective, - les
figures 14 et 15 sont des sections transversales schématiques et partielles, selon XII-XII de lafigure 12 , après formation de premier et deuxième rabats respectivement, - la
figure 16 illustre un système d'alimentation de la machine en feuilles de stérilisation, et - la
figure 17 illustre isolément le panier de stérilisation B après formation du quatrième pli et avant formation du deuxième rabat. - La machine 1 selon l'invention, représentée à la
figure 1 notamment, comporte un châssis 2 ainsi qu'un panneau de contrôle 3 et une ou plusieurs armoires électriques et/ou pneumatiques et/ou hydrauliques 4. - La machine 1 peut être intégrée au sein d'une ligne de production et reliée à des convoyeurs et/ou automates permettant d'amener les feuilles de stérilisation et les paniers à emballer ainsi que le cas échéant de récupérer les paniers emballés. Ces éléments annexes n'ont pas été représentés sur le dessin, dans un souci de clarté.
- Le terme « panier » désigne ici tout réceptacle capable de recevoir des objets devant être stérilisés.
- La machine 1 comporte un plateau tournant 10 disposé au centre d'une table 11 horizontale, par exemple de forme carrée ou rectangulaire avec un coin avant tronqué 12.
- La table 11 comporte au niveau de sa face inférieure un élément 300, par exemple de forme triangulaire, avec un coin tronqué 300a comportant des doigts 301. Dans l'exemple considéré, ces doigts 301 sont au nombre de deux. Les doigts 301 peuvent être de section transversale circulaire et peuvent présenter une première partie horizontale 301a, reliée au coin tronqué 300a, qui se poursuit par une deuxième partie 301b oblique vers le haut et l'avant, comme illustré à la
figure 10F . Dans l'exemple considéré, les doigts 301 sont fixes. Les doigts 301 peuvent permettre de maintenir un coin d'une feuille de stérilisation F en position horizontale. L'élément 300 est mobile horizontalement (selon l'axe Y) entre une position rétractée où le coin tronqué 300a de l'élément 300 affleure sous le coin tronqué 12 de la table 11, comme illustré à lafigure 1A , et une position sortie où l'élément 300 est situé en avant du coin tronqué 12 de la table, comme illustré à lafigure 1B . L'élément 300 peut permettre, dans sa position rétractée, de faciliter l'approche au plateau tournant 10 d'un opérateur humain H ou tout système de convoyage et/ou automate adapté, notamment pour la pose du panier et/ou son retrait de la table 11. Dans sa position sortie, l'élément 300 peut permettre de recevoir un coin d'une feuille de stérilisation F. Le déplacement de l'élément 300 s'effectue de façon contrôlée, en fonction du déroulement du processus d'emballage, par exemple à l'aide de moteurs pas à pas ou par tout autre mécanisme d'entraînement adapté. - La table 11 peut être portée par le châssis 2, comme illustré. La présence du coin avant tronqué 12 peut permettre à un utilisateur d'approcher du plateau tournant 10.
- Le plateau tournant 10 est mû par un système d'entraînement non représenté, qui permet de l'entraîner en rotation autour d'un axe vertical d'un angle voulu, de préférence dans un sens ou l'autre, en fonction du déroulement des étapes du processus d'emballage, comme cela sera détaillé plus loin.
- Le plateau 10 est équipé de doigts 15a et 15b, mobiles verticalement entre une position rétractée où l'extrémité supérieure des doigts 15a et 15b affleure à la surface du plateau tournant 10 ou se situe en retrait, et une position sortie où les doigts 15a et 15b font saillie au-dessus de la surface du plateau tournant 10. Dans l'exemple considéré, ces doigts 15a et 15b sont au nombre de quatre et leur fonction sera détaillée plus loin. On a illustré, à la
figure 1C , le plateau 10 avec les doigts 15a en position sortie et les doigts 15b en position rétractée, et à lafigure 1D , le plateau 10 avec les doigts 15a en position rétractée et les doigts 15b en position sortie. - Les doigts 15a et 15b peuvent être de section transversale circulaire par exemple, et leur entraînement s'effectue par tout mécanisme adapté, mû par un moteur électrique, pneumatique ou hydraulique.
- La machine 1 comporte par ailleurs un outil de préhension 110 et un outil de pliage 20, lesquels sont déplaçables relativement à l'ossature du châssis 2 lors du fonctionnement de la machine pour effectuer différentes opérations du processus d'emballage.
- Pour la description qui suit, on se réfère à un repère orthonormé XYZ associé à la machine. L'axe Z est vertical, l'axe Y correspond à un déplacement en profondeur, d'avant en arrière et inversement, et l'axe X à un déplacement latéral.
- L'outil de préhension 110 est mobile selon l'axe Y et l'axe Z, de façon contrôlée. A cet effet, le châssis 2 comporte deux rails horizontaux 6, parallèles, disposés à des hauteurs différentes, orientés selon l'axe Y, le long desquels se déplacent deux chariots respectifs 7. Une colonne verticale 8 est fixée aux chariots 7 et se déplace avec eux. Un chariot 119 peut se déplacer verticalement sur cette colonne 8.
- Le déplacement des chariots 7 et 119 s'effectue de façon contrôlée, en fonction du déroulement du processus d'emballage, par exemple à l'aide de moteurs pas à pas ou par tout autre mécanisme d'entraînement adapté.
- Si l'on se reporte aux
figures 2 à 4 , on voit que l'outil de préhension 110 comporte une console 111 fixée à sa base au chariot 119. Cette console 111 porte un système presseur 113 et un cadre 112 porteur d'une plaque 114. - Le système presseur 113 comporte à son extrémité inférieure un patin horizontal 115, d'axe longitudinal parallèle à l'axe X, porté par deux colonnes verticales 117, lesquelles sont guidées dans leur déplacement par un dispositif de guidage 116 muni intérieurement d'un mécanisme d'entraînement qui permet de contrôler le déplacement vertical du patin 115. Dans l'exemple considéré, l'outil 110 comporte également un tuyau 118 relié sélectivement à une source de vide. Ce tuyau 118 débouche via au moins un canal interne 118a sur la face inférieure du patin 115 par au moins un orifice 118b et permet, lorsqu'il est relié à la source de vide, de maintenir la feuille par un effet de ventouse, grâce à la dépression créée, afin notamment de la soulever.
- La plaque 114 est portée par un profilé 112a qui définit le côté inférieur du cadre 112. Ce profilé 112a présente, sur sa face supérieure 112c qui sert d'appui au patin 115, une gorge 112b. Le patin 115 présente, sur sa face inférieure, un bossage 115a dont le profil présente une section transversale complémentaire de celle de la gorge 112b, comme on peut le voir sur la
figure 4A . - Comme on peut le voir sur les
figures 2 à 4 , la plaque 114 est fixée sous le profilé 112a, et présente de préférence une épaisseur allant en diminuant en éloignement du profilé 112a. Dans l'exemple considéré, la plaque 114 présente une forme rectangulaire, de grand côté parallèle à l'axe longitudinal du profilé 112a, pouvant être ou non centrée relativement à ce dernier. - La profondeur p 1 de la plaque 114, mesurée dans une direction perpendiculaire à l'axe longitudinal du profilé 112a, est par exemple comprise entre 100 et 200 mm.
- La largeur l 1 de la plaque 114 est par exemple comprise entre 150 et 250 mm.
- La longueur du patin 115 peut être légèrement supérieure à celle de la plaque 114, étant par exemple comprise entre 150 et 300 mm.
- Le patin 115 est de préférence centré au sein du cadre 112, comme illustré.
- La plaque 114 peut faire saillie vers l'arrière du profilé 112a d'une distance comprise entre 100 et 200 mm.
- Le sommet 115c du bossage 115a peut être aplati, le bossage 115a faisant par exemple saillie d'une distance e 2 par rapport au reste de la face inférieure 115b du patin 115, cette distance e 2 étant par exemple comprise entre 0 et 30 mm.
- La largeur l 2 du bossage 115a peut être comprise entre 0 et 30 mm.
- L'invention n'est pas limitée à un profil particulier pour le bossage 115a et celui-ci est par exemple de section demi-circulaire, dans une variante non illustrée.
- On va maintenant décrire, en se référant aux
figures 5 à 9 , l'outil de pliage 20. Ce dernier est porté par une console 21 qui est reliée à un chariot 222, lequel peut se déplacer verticalement sur une colonne verticale 40 du châssis 2, cette colonne 40 étant portée des chariots 41 pouvant eux-mêmes se déplacer horizontalement selon l'axe Y sur des rails horizontaux parallèles respectifs 42. Ainsi, l'outil de pliage 20 peut être contrôlé en position selon les axes Y et Z. - La console 21 présente une poutre inférieure 21a d'axe longitudinal orienté parallèlement à l'axe X.
- L'outil de pliage 20 comporte deux parties latérales 22. Chaque partie latérale 22 comporte un ensemble de tiges de guidage 23 qui coulissent dans des guides 24 et dont le déplacement est commandé par des moteurs 25, par exemple des moteurs pas à pas ou des moteurs sans balais (encore appelés moteurs « brushless »).
- De préférence, le déplacement horizontal selon l'axe X des parties latérales 22 s'effectue de façon symétrique en rapprochement ou en éloignement, par rapport à un plan médian de symétrie pour l'outil de pliage 20.
- La course en déplacement selon l'axe X de chaque partie latérale 22 est par exemple comprise entre 0 et 250 mm. Chaque partie latérale 22 peut être de construction identique à celle de l'autre partie latérale 22.
- Dans l'exemple illustré sur les
figures 5 à 9 , chaque partie latérale 22 comporte un cadre 26 en forme de U dirigé vers l'intérieur, les tiges de guidage 23 se raccordant à un profilé 26a dont l'axe longitudinal est parallèle à l'axe Y, constituant la base du U. - La branche avant 26b du cadre 26 porte à son extrémité libre une plaque verticale 28, qui est dirigée vers le bas. Cette plaque 28 est de préférence fixée sur la face extérieure avant du profilé 26b.
- Chaque partie latérale 22 comporte également, comme on peut le voir sur la
figure 6 notamment, un élément mobile 29, sous la forme d'une plaque dans l'exemple considéré, qui est articulée autour d'un axe de rotation K parallèle à l'axe Y, le déplacement en rotation de cette plaque 29 s'effectuant sous l'action d'un vérin 30, dont une extrémité 31 est articulée sur le profilé 26b et l'autre extrémité 32 est articulée sur un axe 33 solidaire de la plaque 29, à proximité de l'axe de rotation K. - La plaque 29 est de longueur supérieure à celle de la plaque 28, de telle sorte que lorsqu'elle est rabattue verticalement le long de la plaque 28, comme illustré à la
figure 7 , elle s'étend sous celle-ci. - Dans l'exemple illustré, les plaques 29 sont situées en avant des plaques 28.
- Comme cela est visible plus particulièrement sur la
figure 8 , le profilé arrière 26c du cadre 26 comporte une pince 50, articulée autour d'un axe de rotation vertical R à l'extrémité libre du profilé 26c. La pince 50 comporte un support 51 en forme de U, un vérin 53 étant monté sur la branche supérieure du support 51. Le vérin 53 porte à son extrémité inférieure un galet presseur 54, pouvant être abaissé en direction du pied 55 du support 51. - L'entraînement en rotation du support 51 s'effectue à l'aide d'un vérin 57, articulé à une extrémité sur une chape 58, elle-même reliée de façon pivotante, autour d'un axe de rotation vertical, à une embase 26e. Cette dernière est fixée au profilé de base 26a, du côté intérieur de celui-ci.
- L'extrémité opposée du vérin 57 est articulée en 59 sur la branche supérieure 52 du support 51.
- Chaque partie latérale 22 de l'outil de pliage 20 comporte encore un volet de maintien 70, qui est articulé autour d'un axe de rotation horizontal S, grâce à des axes d'articulation montés respectivement sur le profilé arrière 26c et sur un profilé intermédiaire 26f, perpendiculaire au profilé de base 26a, situé sensiblement à mi longueur de celui-ci et de plus courte longueur que les profilés avant 26b et arrière 26c.
- Le volet de maintien 70 est entraîné en rotation autour de l'axe S par un vérin 73, dont une extrémité est articulée sur une chappe 74 fixée sur un profilé 26g, se raccordant perpendiculairement au profilé de base 26a, du côté extérieur de celui-ci. Le vérin est relié en 75, à son autre extrémité, à une biellette 76 qui tourne avec le volet de maintien 70. Ainsi, lorsque le vérin 73 est actionné, l'élongation ou le raccourcissement de celui-ci est transformé en une rotation du volet de maintien 70.
- On va maintenant décrire, en se référant aux
figures 10A à 10U , différentes étapes du fonctionnement de la machine 1 pour emballer un panier de stérilisation à l'aide d'une ou plusieurs feuilles de stérilisation. - Le panier de stérilisation B présente dans l'exemple considéré un fond horizontal B0 et quatre montants verticaux M1, M2, M3 et M4.
- Tout d'abord, comme illustré à la
figure 10A , une première feuille de stérilisation F est amenée par tout moyen approprié, par exemple en étant déposée manuellement comme illustré, par un opérateur H, sur la table 11. - La feuille de stérilisation F peut être prélevée au sein d'une pile de feuilles, ou découpée au format souhaité à partir d'une bobine d'un matériau d'emballage de stérilisation, dont le déroulement est manuel ou automatisé.
- Dans le cas où les feuilles de stérilisation sont réalisées par découpe d'une bobine d'un matériau d'emballage de stérilisation, la coupe des feuilles de stérilisation peut être effectuée par une lame qui est déplacée de façon manuelle ou motorisée. En variante, les feuilles de stérilisation sont prédécoupées.
- Comme illustré à la
figure 16 , la feuille de stérilisation F peut être amenée sur la table 11 à partir d'une bobine 305 d'un matériau d'emballage de stérilisation qui est déroulée par un dévidoir 304. Des rouleaux de guidage 302 permettent de guider la feuille de stérilisation F jusqu'à un dispositif de coupe 301 permettant de couper la feuille F à la dimension souhaitée. - Les dimensions de la feuille F sont inférieures à celles de la table 11. La feuille F présente par exemple une forme carrée ou rectangulaire, la longueur des côtés étant comprise entre 750 et 1000 mm.
- Les dimensions des feuilles de stérilisation F utilisées sont déterminées par les dimensions des paniers B à emballer.
- La machine 1 peut comporter un système de mesure automatique de la dimension du panier de stérilisation B à emballer, et d'adaptation des dimensions de la feuille de stérilisation en conséquence. Afin de permettre d'adapter la dimension des feuilles de stérilisation aux dimensions des paniers, ce système peut se baser, dans le cas où la feuille de stérilisation F est de forme carrée, sur la formule

- La feuille de stérilisation F est connue en elle-même, présentant la propriété d'être perméable à un gaz de stérilisation tel que l'oxyde d'éthylène, tout en constituant une barrière stérile vis-à-vis des micro-organismes.
- En fonction de la résistance et de l'élasticité recherchées pour l'emballage du panier de stérilisation B, la feuille de stérilisation F peut être, notamment choisie parmi un papier crêpé, un papier renforcé, un non-tissé cellulosique ou une feuille de type SMS. Le grammage de la feuille de stérilisation F peut être compris entre 30 et 90g/m2, mieux entre 40 et 80 g/m2. Le choix du grammage de la feuille de stérilisation peut notamment se faire en fonction de la taille du panier à emballer.
- Comme illustré aux
figures 11 et 12 , la feuille de stérilisation F présente des coins opposés F1 et F3 d'une part, et F2 et F4 d'autre part. - La feuille de stérilisation F est par exemple celle commercialisée par la société STERIMED dans la gamme STERISHEET.
- Une fois la feuille F déposée sur la table 11, l'outil de préhension 110 peut être activé comme illustré à la
figure 10B , en étant déplacé selon les axes Y et Z de façon à être rapproché du plateau tournant 10, lequel apparaît par transparence sur le dessin sous la feuille F. - Ensuite, comme illustré à la
figure 10C , le panier de stérilisation B est posé sur la feuille de stérilisation F, ce panier B étant amené par tout moyen adapté, par exemple manuellement par un opérateur H comme illustré, ou en variante par tout système de convoyage et/ou automate adapté. Comme illustré à lafigure 12 , le panier de stérilisation B peut être posé au centre de la feuille de stérilisation F, les montants M1 et M3 étant orientés perpendiculairement à la diagonale reliant les coins F1 et F3 de la feuille de stérilisation F. - Le panier de stérilisation B renferme les instruments destinés à être en contact avec le corps humain et/ou utilisés en bloc opératoire, tels que des instruments chirurgicaux. Ces instruments sont destinés à être stérilisés avec le panier une fois ce dernier emballé par la feuille de stérilisation F.
- Comme illustré aux
figures 12 et 13 , le fond B0 est de préférence de forme rectangulaire, les montants opposés M1 et M3, correspondants aux grands côtés, et M2 et M4 aux petits côtés. La longueur des grands côtés est comprise par exemple entre 200 et 700 mm et celle des petits côtés entre 200 et 500 mm. La hauteur des montants M1 à M4 est comprise par exemple entre 15 et 400 mm. - Les arêtes formées à la jonction des montants M1 à M4 sont référencées A12, A23, A34 et A41. Les bords libres des montants M1 à M4 sont référencés A1 à A4 respectivement.
- Le poids du panier de stérilisation B avec les instruments se trouvant à l'intérieur peut être inférieur à 16kg, mieux inférieur à 14 kg. Les paniers de stérilisation B ne présentent pas de couvercle.
- Le panier B est déposé sur le plateau tournant 10, de préférence au centre de ce dernier, avec par exemple le grand côté du panier B orienté parallèlement au coin tronqué avant 12 de la table 11, c'est-à-dire dans le repère XYZ associé au châssis 2, avec son grand côté parallèle à l'axe X.
- Dans cette configuration, la droite joignant les coins opposés F1 et F3 de la feuille F est perpendiculaire aux grands côtés du panier B.
- On peut voir sur la
figure 10B que la feuille F, de par ses dimensions et son positionnement sur la table 11, présente un premier coin F1 qui déborde du coin tronqué avant 12. - L'outil de préhension 110 est amené en avant du coin tronqué 12 de façon à pouvoir saisir, comme illustré sur la
figure 10B , le premier coin F1 de la feuille F. Durant cette opération, l'outil de pliage 20 est inactif. - Pour saisir le premier coin F1 de la feuille F, le cadre 112 de l'outil de préhension 110 est positionné de façon à entourer le coin F1 et faire en sorte que la pointe de celui-ci s'étende au-dessus du profilé 112a, sous le patin 15. Ainsi, lorsque ce dernier est descendu et plaqué contre la face supérieure du profilé 112a, le coin F1 se trouve pincé entre le bossage 115a et la gorge 112b, ce qui assure son maintien.
- Le premier coin F1 ainsi maintenu peut être entraîné ensuite vers l'arrière par le déplacement de l'outil de préhension 110 en direction d'un coin opposé F3 de la feuille F, comme illustré à la
figure 10E . - La feuille F est ainsi repliée sur l'ouverture du panier, comme illustré à la
figure 10E . On obtient un premier pli. - Le coin F1 peut ensuite être relâché par l'outil de préhension 110, puis la plaque 114 peut être déplacée vers l'avant de façon à repousser le coin F1 sous le panier B, comme illustré à la
figure 10F . - Pour aider l'outil de préhension 110 à glisser le coin F1 de la feuille F sous le panier B, les doigts 15a et 15b peuvent être actionnés pour qu'ils se retrouvent en position sortie de façon à soulever la partie centrale de la feuille F située sous le panier B. Cela permet le passage du coin F1 de la feuille F sous le montant M3 du panier B à l'aide de la plaque 114 de l'outil de préhension 110. On obtient ainsi un premier rabat R1, comme illustré à la
figure 14 . - Ce premier rabat R1 se situe, sur la vue de la
figure 10G , sur le côté droit du panier, sous le montant M3. - L'outil de pliage peut ensuite être reculé, et les doigts 15a et 15b abaissés pour qu'ils se retrouvent dans leur position initiale rétractée.
- Une fois ce premier rabat R1 effectué, on peut, comme illustré à la
figure 10H , faire effectuer au plateau 10 une rotation de 90° dans le sens horaire, de façon à déplacer avec lui la feuille F et le panier B posé dessus, et amener un coin F2 de la feuille F à dépasser du coin tronqué avant 12 de la table 11, comme illustré à lafigure 10H . - Ce coin F2 peut être saisi par l'outil de préhension 110.
- Les parties latérales 22 de l'outil de pliage 20 sont utilisées avec, dans un premier temps, les plaques 29 en position relevée, tel qu'illustré sur la
figure 10I , pour venir plaquer avec les plaques 28 une portion F6 de la feuille F contre le montant M2 du panier B. Une fois ce plaquage effectué, les plaques 29 sont pivotées vers le bas, tel qu'illustré sur lafigure 10J . Dans son mouvement de pivotement, la plaque 29 de la partie latérale 22 de l'outil de pliage 20 située à gauche sur lafigure 10J entraine une portion F7 de la feuille F et forme un pli vers l'intérieur contre le montant M2 du panier B. Sur lafigure 10J , afin de faciliter la visualisation des opérations effectuées par l'outil de pliage 20, l'outil de préhension 110 n'a pas été représenté dans sa position dans laquelle il saisit le coin F2 de la feuille de stérilisation F. - L'outil de préhension 110 est alors déplacé pour entraîner le coin F2, de façon à venir recouvrir le panier B, ce déplacement s'effectuant concomitamment au retrait de l'outil de pliage 20, pour permettre au coin F2 de passer au-dessus du panier. On aboutit à la configuration telle qu'illustrée à la
figure 10K . Un deuxième pli est ainsi formé. - La
figure 10K représente le panier B une fois ce deuxième pli réalisé. - Ensuite, comme illustré à la
figure 10L , une rotation de 180° dans le sens horaire du plateau tournant 10 est effectuée pour amener le coin F4 qui est opposé au coin F2, à dépasser du coin tronqué avant 12 de la table. - L'outil de préhension 110 est positionné de façon à pouvoir saisir ce coin F4.
- De même que précédemment, l'outil de pliage 20 est amené en avant du montant M4 opposé au montant M2, tel qu'illustré à la
figure 10M , et la séquence de pliage décrite précédemment en référence auxfigures 10I et10J est reproduite, de façon à former un troisième pli. - La
figure 10N représente le panier une fois ce troisième pli effectué. - Ensuite, comme illustré à la
figure 10O , une rotation du plateau 10 de 90° dans le sens anti-horaire ou une rotation de 270° dans le sens horaire est effectuée, de façon à amener le dernier coin F3 de la feuille F à dépasser du coin avant 12 de la table 11. On se trouve alors dans une configuration, après préhension de ce coin F3 par l'outil de préhension 110, telle qu'illustrée à lafigure 10P . - L'outil de pliage 20 est alors utilisé pour plaquer à l'aide des plaques 28 des portions F8 de la feuille F contre le montant M3. Lors de cette opération, les plaques 29 sont en position relevée, comme illustré à la
figure 10P . Une fois ce plaquage effectué, les plaques 29 sont pivotées vers le bas, de façon à entrainer dans leur mouvement des portions F9 de la feuille F et former des plis vers l'intérieur contre le montant M3, tel qu'illustré à lafigure 10Q . Sur lafigure 10Q , afin de faciliter la visualisation des opérations effectuées par l'outil de pliage 20, l'outil de préhension 110 n'a pas été représenté dans sa position dans laquelle il saisit le coin F3 de la feuille de stérilisation F. - Ensuite, l'outil de préhension 110 est déplacé de façon à entraîner le coin F3 de la feuille F au-dessus du panier B et former un quatrième pli, comme illustré à la
figure 10R . Concomitamment à ce déplacement, l'outil de pliage 20 est retiré. - Comme illustré à la
figure 17 , après formation du quatrième pli, deux portions F5 de la feuille de stérilisation F sont délimitées. Ces portions F5 sont situées sur le dessus du panier de stérilisation B le long des arêtes A2 et A4. Ces portions F5 ne sont pas recouvertes par la feuille de stérilisation F lors de la formation du quatrième pli, i.e. lorsque le coin F3 de la feuille F est amené sur le dessus du panier B. La largeur de chacune des portions F5 au niveau de l'arête A1 est de R/2 mm (avec R = valeur de non recouvrement). La valeur de R est choisie de façon à faciliter le fonctionnement des pinces 50. Par exemple, une valeur de R = 116 mm peut être choisie, ce qui signifie que la largeur de chacune des portions F5 au niveau de l'arête A1 est de R/2 = 58 mm. - Ensuite, comme illustré à la
figure 10S , l'outil de pliage 20 est amené au-dessus du panier et les volets de maintien 70 sont actionnés, de façon à serrer le panier B entre eux. Les volets de maintien 70 s'appliquent, comme illustré sur lafigure 10T , sur les montants latéraux M3 et M4 du panier. - Les pinces 50 sont alors pivotées vers l'intérieur, tel qu'illustré à la
figure 9 , de telle sorte que les pieds 55 du support 51 s'engagent sous des portions F5 de l'emballage recouvrant le dessus du panier B. Ensuite, les vérins 53 sont actionnés de façon à descendre les galets presseurs 54 et pincer ainsi ces portions de l'emballage qui s'étendent au-dessus des pieds 55. - L'outil de pliage 20 est ensuite actionné de façon à soulever légèrement les portions F5 ainsi saisies.
- Les pinces 50 peuvent pivoter en éloignement l'une de l'autre de façon à tendre les portions F5 qui s'étendent entre elles. On se retrouve ainsi avec des portions F5 qui sont maintenues tendues entre les pinces 50, et légèrement soulevées par rapport au reste du panier B, ce qui ménage une ouverture dans laquelle la plaque 114 peut être introduite, pour pousser le dernier coin F3 de la feuille F dans cette ouverture. On obtient un deuxième rabat R2, comme illustré à la
figure 15 . Sur cette figure, on a illustré la possibilité pour les portions F5 de l'emballage d'être formées par plusieurs épaisseurs superposées de la feuille F, du fait des opérations de pliage précédentes. - Ensuite, les galets presseurs 54 peuvent être relevés de façon à libérer la feuille F et les pinces 50 pivotées vers l'extérieur, tel qu'illustré à la
figure 8 , pour dégager les pieds 55. - Les outils 110 et 20 peuvent ensuite être éloignés du panier emballé, les volets de maintien 70 s'écartant pour le libérer.
- Le panier peut ensuite être retiré de la table 11 par tout moyen adapté, par exemple par un opérateur humain H comme illustré à la
figure 10U ou par tout automate ou convoyeur adapté. - La machine 1 peut être utilisée pour envelopper des paniers de stérilisation, de manière séquentielle, dans un double emballage, constitué par exemple de deux feuilles de stérilisation. Le panier à emballer est alors posé sur deux feuilles de stérilisation superposées et la séquence de fonctionnement de la machine 1 précédemment décrite pour emballer un panier de stérilisation avec une feuille de stérilisation est répétée deux fois. Lors de l'emballage du panier avec la première feuille de stérilisation, l'outil de préhension, par un effet ventouse, permet la séparation de la première et deuxième feuille de stérilisation, ce qui permet que seule la première feuille soit saisie par l'outil de préhension.
- En variante, la machine 1 est utilisée pour envelopper des paniers de stérilisation dans un double emballage en une seule étape, en utilisant par exemple deux feuilles de stérilisation solidaires l'une de l'autre, les deux feuilles de stérilisation étant réunies entre elles au niveau d'un ou plusieurs sites de liaisons.
- Dans une autre variante, la machine est utilisée pour l'emballage d'un objet, notamment un panier de stérilisation, avec une technique de pliage autre que le pliage de type Pasteur, telle que la technique de pliage de type enveloppe, carrée, américaine ou toute autre technique de pliage décrite dans la norme ANSI/AAMI ST79 : 2010/A4 : 2013.
- L'invention n'est pas limitée à l'exemple qui vient d'être décrit. Par exemple, dans une variante, les deux parties latérales 22 de l'outil de pliage 20 se déplacent indépendamment l'une de l'autre selon l'axe X.
- Dans une variante, la machine 1 est utilisée pour emballer des paniers de stérilisation avec couvercle.
- La machine 1 peut encore être utilisée pour emballer des ancillaires caractérisés par des rebords de faible hauteur, voire par l'absence de rebords.
- Le terme « comportant » doit se comprendre avec son acceptation courante, c'est-à-dire comme étant synonyme de « comprenant au moins un », sauf si le contraire est spécifié.
Claims (15)
- Machine (1) pour l'emballage par au moins un matériau d'emballage de stérilisation, notamment une feuille de stérilisation (F), d'un objet, notamment un panier (B) de stérilisation, comportant :- un plateau (10) pour recevoir le matériau d'emballage de stérilisation (F) et l'objet à emballer (B) posé dessus,- un outil de préhension (110) configuré pour saisir un coin (F1 ; F2 ; F3 ; F4) du matériau d'emballage de stérilisation (F), l'outil de préhension (110) et le plateau (10) étant mobiles l'un relativement à l'autre de façon à permettre à l'outil de préhension (110) d'entraîner le coin au-dessus de l'objet (B) et de former ainsi au moins un pli recouvrant l'objet (B),caractérisée en ce que le plateau (10) et l'outil de préhension (110) peuvent tourner l'un par rapport à l'autre et en ce que le plateau (10) est rotatif autour d'un axe de rotation vertical (Z).
- Machine selon la revendication 1, l'outil de préhension (110) étant mobile verticalement et selon au moins un axe horizontal (Y), l'outil de préhension (110) comportant de préférence un système presseur (113) comportant un patin (115) mobile verticalement en regard d'une surface d'appui (112c), l'outil de préhension (110) présentant de préférence une surface (115b) sur laquelle débouche au moins un orifice (118b) relié sélectivement à une source de vide, notamment une dépression créée par effet Venturi, l'orifice (118b) débouchant de préférence sur la face inférieure du patin (115), l'outil de préhension (110) comportant de préférence un organe (114) pour pousser le matériau d'emballage de stérilisation (F) sous l'objet (B), ledit organe (114) se présentant de préférence sous la forme d'une plaque horizontale montée à l'extrémité inférieure de l'outil de préhension (110), cette plaque (114) s'amincissant de préférence en direction de son bord distal.
- Machine selon la revendication 1 ou 2, le plateau (10) comportant au moins un doigt (15) mobile verticalement, pour soulever l'objet (B) et le matériau d'emballage de stérilisation (F) localement.
- Machine selon l'une quelconque des revendications précédentes, comportant une table (11) s'étendant autour du plateau (10), avec au moins un coin tronqué (12).
- Machine selon l'une quelconque des revendications précédentes, comportant au moins un outil de maintien et/ou de pliage (20), l'outil de maintien et/ou de pliage (20) et le plateau (10) pouvant se déplacer l'un par rapport à l'autre, l'outil de maintien et/ou de pliage (20) étant agencé pour intervenir sur le matériau d'emballage de stérilisation (F) alors qu'au moins un pli a été formé le long d'un côté (M1) de l'objet, en venant plaquer à l'aide d'au moins un organe de plaquage (28) le matériau d'emballage de stérilisation (F) sur au moins un côté adjacent (M3) de l'objet, à proximité du côté le long duquel le pli a été formé et autour duquel le pli suivant doit être réalisé, l'outil de maintien et/ou de pliage (20) comportant de préférence un organe de poussée (29), mobile vers l'intérieur pour repousser vers l'intérieur une portion (F7) du matériau d'emballage de stérilisation (F) s'étendant le long du pli déjà formé, en regard de la portion (F6) du matériau d'emballage de stérilisation (F) déjà plaquée contre l'objet (B), l'organe de plaquage (28) se présentant de préférence sous la forme d'une plaque fixe verticale, et l'organe de poussée (29) de préférence sous la forme d'une plaque verticale, mobile autour d'un axe de rotation (K) horizontal, de préférence entre une position relevée et une position descendue où elle se superpose au moins partiellement avec la plaque fixe.
- Machine selon l'une quelconque des revendications précédentes, comportant au moins deux pinces (50) permettant de saisir au moins une portion (F5) de l'emballage entre elles et de la ou les soulever, de façon à permettre de pousser un coin du matériau d'emballage de stérilisation (F) sous la ou les portions (F5) ainsi soulevées, les deux pinces (50) étant de préférence montées de façon à pouvoir s'écarter l'une de l'autre et tendre la ou les portions (F5) saisies.
- Machine selon la revendication 6, dépendante de la revendication 5, les pinces étant montées pivotantes sur l'outil de maintien et/ou de pliage (20).
- Machine selon l'une quelconque des revendications précédentes, comportant un système de maintien de l'objet comportant au moins deux organes de maintien mobiles (70), entre lesquels l'objet (B) peut être maintenu latéralement.
- Machine selon la revendication 8, dépendante de la revendication 5, les organes de maintien (70) étant formés par deux volets pivotants (70), montés sur l'outil de pliage et/ou de maintien (20).
- Machine selon l'une quelconque des revendications 6 à 9, dépendante de la revendication 5, l'outil de maintien et/ou de pliage (20) comportant deux parties latérales (22) comportant chacune un cadre en forme de U, avec un profilé avant (26b) porteur de l'un des organes de poussée (29) et un profilé arrière (26c) porteur de l'une des pinces (50), chaque partie latérale comportant de préférence un profilé intermédiaire (26f), chacun des volets (70) étant articulé entre ce profilé intermédiaire (26f) et le profilé arrière (26c).
- Machine selon l'une quelconque des revendications précédentes, comportant un système de vérification de la conformité de la composition du contenu de l'objet (B) avant et/ou après emballage, notamment par analyse laser ou par pesée de l'objet (B), et/ou comportant un système d'étiquetage et/ou de marquage de l'objet (B), notamment par impression laser ou jet d'encre, avant et/ou après emballage permettant notamment sa traçabilité, et/ou comportant un système de validation de la fermeture de l'emballage de stérilisation enveloppant l'objet (B), et notamment un système de validation de la fermeture d'un pack chirurgical, et/ou comportant un système pour enregistrer, stocker, et gérer des données permettant la traçabilité des opérations effectuées par la machine (1), et/ou comportant au moins un dévidoir (304) pour dérouler une bobine (305) d'un matériau d'emballage de stérilisation (F) et un dispositif de coupe (301) de ce matériau d'emballage de stérilisation (F), et/ou comportant un système de fermeture de l'emballage avec au moins un ruban adhésif contenant ou non au moins un indicateur de stérilisation, et/ou comportant au moins un dévidoir pour dérouler une bobine de ruban adhésif contenant ou non au moins un indicateur de stérilisation et un dispositif de coupe de ce ruban pour fermer l'emballage.
- Ensemble comportant une machine selon l'une quelconque des revendications précédentes, au moins un objet (B) à emballer et au moins un matériau d'emballage de stérilisation (F) pour emballer l'objet (B).
- Procédé d'emballage par au moins un matériau d'emballage de stérilisation (F), notamment une feuille de stérilisation, d'un objet, de préférence un panier de stérilisation (B), l'emballage étant réalisé à l'aide d'une machine (1) selon l'une quelconque des revendications 1 à 11, dans lequel au moins quatre plis sont formés en venant saisir successivement un coin du matériau d'emballage de stérilisation (F) à l'aide de l'outil de préhension (110) et en déplaçant le matériau d'emballage de stérilisation (F) par ce coin au-dessus de l'objet (B), procédé dans lequel de préférence entre deux plis on fait tourner le matériau d'emballage de stérilisation (F) avec l'objet (B) dessus relativement à l'outil de préhension (110), de préférence en faisant effectuer une rotation au plateau (10), notamment de 90°, procédé dans lequel de préférence après la formation du premier pli on pousse le premier coin (F1) ayant été saisi pour effectuer ce premier pli, sous l'objet (B), procédé dans lequel de préférence on maintient le matériau d'emballage de stérilisation (F) contre l'objet (B) et l'on repousse un pli précédemment formé latéralement vers l'intérieur.
- Procédé d'emballage selon la revendication 13, l'emballage étant réalisé avec deux matériaux d'emballage de stérilisation (F), notamment de manière séquentielle.
- Procédé d'emballage selon la revendication 13, l'emballage étant réalisé avec deux matériaux d'emballage de stérilisation (F), ces deux matériaux d'emballage de stérilisation (F) étant réunis entre eux au niveau d'un ou de plusieurs sites de liaison et l'emballage étant réalisé simultanément avec les deux matériaux d'emballage de stérilisation (F).
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1762381A FR3075181B1 (fr) | 2017-12-18 | 2017-12-18 | Machine pour l'emballage par au moins un materiau d'emballage de sterilisation |
| PCT/EP2018/085319 WO2019121571A1 (fr) | 2017-12-18 | 2018-12-17 | Machine et procédé pour l'emballage par au moins un materiau d'emballage de sterilisation |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3728048A1 EP3728048A1 (fr) | 2020-10-28 |
| EP3728048B1 true EP3728048B1 (fr) | 2022-02-09 |
Family
ID=62222741
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18816096.4A Active EP3728048B1 (fr) | 2017-12-18 | 2018-12-17 | Machine et procédé pour l'emballage par au moins un materiau d'emballage de sterilisation |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11338946B2 (fr) |
| EP (1) | EP3728048B1 (fr) |
| CA (1) | CA3084884C (fr) |
| ES (1) | ES2912626T3 (fr) |
| FR (1) | FR3075181B1 (fr) |
| WO (1) | WO2019121571A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024084268A1 (fr) * | 2022-10-18 | 2024-04-25 | Tajmirriahi Arman | Récipient économisant des feuilles de rouleau et machine économisant des feuilles de rouleau |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3990354A1 (fr) | 2019-06-26 | 2022-05-04 | Seaman Paper Company of Massachusetts, Inc. | Enveloppe de palette/d'expédition étirable et procédé d'utilisation |
| CN111361777A (zh) * | 2020-03-26 | 2020-07-03 | 广东智源机器人科技有限公司 | 包装方法 |
| CN111821040A (zh) * | 2020-05-28 | 2020-10-27 | 皇润佳医疗科技南京有限责任公司 | 一种手术刀具辅助机器人及其辅助方法 |
| CN111591486A (zh) * | 2020-05-31 | 2020-08-28 | 黄静 | 一种塑料封装装置 |
| CN113859610B (zh) * | 2021-09-29 | 2023-08-04 | 惠州市洪圣鞋业有限公司 | 一种包装鞋子的机械协同自动包装纸机构及方法 |
| CN114476172B (zh) * | 2022-02-28 | 2023-05-05 | 重庆电子工程职业学院 | 一种用于显示器生产的包装设备 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT213335B (de) * | 1959-10-01 | 1961-02-10 | Hedwig Gamble | Vorrichtung zum Falten der stirnseitigen Verschlußklappen an der Umhüllung von im wesentlichen prismatischen Verpackungsstücken |
| CA2111071E (fr) | 1993-06-30 | 2011-08-23 | Sonya Nicholson Bourne | Systeme d'enveloppement pour sterilisation, en une seule etape |
| US5502954A (en) * | 1993-07-21 | 1996-04-02 | Tokyo Automatic Machinery Works, Ltd. | Flap folding device of wrapping machine |
| US5873214A (en) * | 1996-11-15 | 1999-02-23 | Lantech, Inc. | Method and apparatus for load building and stretch wrapping |
| ATE309946T1 (de) * | 2001-08-02 | 2005-12-15 | Coppens Verpakkings Systemen B | Verfahren und vorrichtung zum verpacken eines produktes, wie eine oder mehrere scheiben eines käse- oder fleischproduktes, in folienmaterial |
| ITBO20050269A1 (it) * | 2005-04-21 | 2006-10-22 | Atlanta Stretch S P A | Apparato a bracci oscillanti per la collocazione automatica di un foglio di copertura sulla sommita' di carichi pallettizzati durante la fase d'avvolgimento con film estensibile |
| US8562274B2 (en) * | 2006-11-29 | 2013-10-22 | Pouch Pac Innovations, Llc | Load smart system for continuous loading of a pouch into a fill-seal machine |
| US11267661B2 (en) * | 2017-01-26 | 2022-03-08 | Premier Tech Technologies Ltée | Robotic palletizing system and method |
| NL2019198B1 (nl) * | 2017-07-07 | 2019-01-16 | R Solution Medical B V | lnrichting en werkwijze voor het invouwen van een instrumentennet in een verpakkingsmateriaal |
-
2017
- 2017-12-18 FR FR1762381A patent/FR3075181B1/fr active Active
-
2018
- 2018-12-17 US US16/955,017 patent/US11338946B2/en active Active
- 2018-12-17 CA CA3084884A patent/CA3084884C/fr active Active
- 2018-12-17 ES ES18816096T patent/ES2912626T3/es active Active
- 2018-12-17 WO PCT/EP2018/085319 patent/WO2019121571A1/fr unknown
- 2018-12-17 EP EP18816096.4A patent/EP3728048B1/fr active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024084268A1 (fr) * | 2022-10-18 | 2024-04-25 | Tajmirriahi Arman | Récipient économisant des feuilles de rouleau et machine économisant des feuilles de rouleau |
Also Published As
| Publication number | Publication date |
|---|---|
| US11338946B2 (en) | 2022-05-24 |
| ES2912626T3 (es) | 2022-05-26 |
| CA3084884C (fr) | 2022-04-12 |
| US20200391890A1 (en) | 2020-12-17 |
| FR3075181A1 (fr) | 2019-06-21 |
| WO2019121571A1 (fr) | 2019-06-27 |
| CA3084884A1 (fr) | 2019-06-27 |
| EP3728048A1 (fr) | 2020-10-28 |
| FR3075181B1 (fr) | 2020-01-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3728048B1 (fr) | Machine et procédé pour l'emballage par au moins un materiau d'emballage de sterilisation | |
| JP5480809B2 (ja) | ストリングの巻取り方法 | |
| EP0530426A1 (fr) | Pince de saisie et de transfert | |
| EP3110699B1 (fr) | Procédé et machine pour fermer des boîtes à section carrée ou rectangulaire en réduisant leur hauteur à celle de leur contenu | |
| FR2586237A1 (fr) | Procede et appareil de transfert et d'empilement de feuilles souples | |
| FR3032429A1 (fr) | Systeme d'emballage | |
| FR2501628A1 (fr) | Procede et dispositif pour ouvrir et charger des recipients flexibles | |
| FR2960181A1 (fr) | Procede de mise en volume d'une decoupe de carton et installation pour sa mise en oeuvre | |
| FR2485438A1 (fr) | Procede et appareil pour manipuler et monter des boites decoupees de grandes dimensions | |
| EP2809601A1 (fr) | Procede de prelevement d'echantillons dans une machine de conditionnement d'objets plats et machine de conditionnement pour la mise en oeuvre d'un tel procede | |
| EP3414199B1 (fr) | Dispositif de chargement de feuilles d'encart, station de reception des poses, machine de traitement d'elements en forme de feuilles et procede de transport d'une feuille d'encart | |
| FR2918604A1 (fr) | Procede et dispositif de preparation d'affiches | |
| EP0679579B1 (fr) | Dispositif de compression et d'emballage d'une pile de produits compressibles | |
| EP0057144B1 (fr) | Machine à emballer des objets de forme sensiblement cylindrique dans des feuilles découpées selon un contour fermé dans des bandes d'un matériau souple d'emballage | |
| EP3414198A1 (fr) | Dispositif de saisie de feuilles d'encart, dispositif de chargement, station de reception des poses et machine de traitement d'elements en forme de feuilles | |
| KR102348109B1 (ko) | 한방침 자동 포장장치 | |
| EP0004631B1 (fr) | Dispositif et procédé d'empaquetage | |
| EP0151364A2 (fr) | Chaine de conditionnement de produits sous film dans un receptacle formé à partir d'un flan plat prédécoupé | |
| FR2987772A1 (fr) | Chargeur d'etuis robotise | |
| EP1642844B1 (fr) | Emballage pour produits médicaux conditionnés en sachets empilables, procédé et dispositif pour la réalisation d'un tel emballage | |
| EP3838770B1 (fr) | Machine d'ensachage de produits alimentaires | |
| EP2363281B1 (fr) | Machine et procédé de chemisage de cartons d'emballage par des sacs plastiques | |
| BE1021941B1 (fr) | Machine a couper et emballer automatiquement un pain | |
| FR3125452A1 (fr) | Outil de préhension de caisse et système de palettisation et/ou de dépalettisation le comprenant | |
| FR3088910A1 (fr) | Machine pour ensacher des articles et procédé d’ensachage à l’aide d’une telle machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20200720 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20201221 |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 61/26 20060101ALN20210802BHEP Ipc: B65B 61/06 20060101ALN20210802BHEP Ipc: B65B 55/00 20060101ALI20210802BHEP Ipc: B65B 11/04 20060101ALI20210802BHEP Ipc: B65B 51/06 20060101ALI20210802BHEP Ipc: B65B 49/08 20060101ALI20210802BHEP Ipc: B65B 11/58 20060101AFI20210802BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20210831 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1467371 Country of ref document: AT Kind code of ref document: T Effective date: 20220215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602018030674 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2912626 Country of ref document: ES Kind code of ref document: T3 Effective date: 20220526 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220609 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220509 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220510 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220609 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602018030674 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20221110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: UEP Ref document number: 1467371 Country of ref document: AT Kind code of ref document: T Effective date: 20220209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221231 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231220 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20231220 Year of fee payment: 6 Ref country code: IT Payment date: 20231228 Year of fee payment: 6 Ref country code: DE Payment date: 20231214 Year of fee payment: 6 Ref country code: AT Payment date: 20231221 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20231220 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20240130 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20240102 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20181217 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20220209 |