EP3693333B1 - Vorrichtung zum behandeln eines behälters - Google Patents
Vorrichtung zum behandeln eines behälters Download PDFInfo
- Publication number
- EP3693333B1 EP3693333B1 EP20156041.4A EP20156041A EP3693333B1 EP 3693333 B1 EP3693333 B1 EP 3693333B1 EP 20156041 A EP20156041 A EP 20156041A EP 3693333 B1 EP3693333 B1 EP 3693333B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- treatment chamber
- attachment
- closure
- closing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C7/00—Concurrent cleaning, filling, and closing of bottles; Processes or devices for at least two of these operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B1/00—Closing bottles, jars or similar containers by applying stoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67B—APPLYING CLOSURE MEMBERS TO BOTTLES JARS, OR SIMILAR CONTAINERS; OPENING CLOSED CONTAINERS
- B67B3/00—Closing bottles, jars or similar containers by applying caps
- B67B3/20—Closing bottles, jars or similar containers by applying caps by applying and rotating preformed threaded caps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2648—Inflatable gaskets for sealingly engaging bottle necks or bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2688—Means for filling containers in defined atmospheric conditions
- B67C2003/2691—Means for filling containers in defined atmospheric conditions by enclosing one container in a chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/02—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus
- B67C3/22—Details
- B67C3/26—Filling-heads; Means for engaging filling-heads with bottle necks
- B67C2003/2688—Means for filling containers in defined atmospheric conditions
- B67C2003/2697—Means for filling containers in defined atmospheric conditions by enclosing the container partly in a chamber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C7/00—Concurrent cleaning, filling, and closing of bottles; Processes or devices for at least two of these operations
- B67C7/0006—Conveying; Synchronising
- B67C2007/0066—Devices particularly adapted for container closing
Definitions
- the present invention relates to a device for filling a container to be filled with a filling product and for closing the filled container with a container closure.
- Filling methods and devices for carrying out a filling method are known in which a container to be filled is sealed with a treatment chamber, a filling valve is connected to the mouth of the container to be filled and the interior of the container to be filled is flushed with a flushing gas to reduce the oxygen content. After flushing the interior of the container with the flushing gas, the interior of the container is then filled with the filling product.
- the container to be filled can also be pre-stressed or evacuated.
- the treatment chamber is pressurized and then the filling valve is removed from the mouth of the container already filled with the filling product.
- the excess pressure in the treatment chamber reduces or completely prevents overflow, splashing or foaming, especially from a carbonated filling product, when the filling valve is removed from the mouth of the container filled with the filling product.
- the treatment chamber under excess pressure communicates accordingly with the interior of the container filled with the filling product.
- a container closure is then applied to the container in the treatment chamber, which is still under overpressure, and the container is closed accordingly.
- the overpressure in the treatment chamber is then reduced to essentially ambient pressure and the filled and closed container is then removed from the treatment chamber.
- Such a device and such a method are known, for example, from EP 2 937 310 A2 known.
- Container closures for closing filled containers can be provided in the form of crown caps or screw caps or roll-on closures or corks or stoppers.
- the containers to be closed with these types of container closures are adapted to the container closures and in particular have a correspondingly designed mouth area that is designed for closing with the respective type of container closure.
- other types of container closures and containers to be closed with them can also be provided.
- the WO 2019/002466 A2 describes a device and a method according to the preambles of claims 1 and 9.
- a device for filling a container to be filled with a filling product and for closing the filled container with a container closure comprising a treatment chamber for sealingly receiving the container and a closure device that can be moved relative to the treatment chamber for applying a container closure to the container received in the treatment chamber.
- the closure device is set up and designed to be able to process at least two different types of container closures, wherein the treatment chamber has a receiving opening for receiving the closure device, wherein the receiving opening can be sealed by the closure device, and wherein the closure device can be moved into a treatment position in which an attachment of the closure device is arranged inside the treatment chamber, and into a transfer position in which the attachment is arranged outside the treatment chamber and in which a container closure can be fed to the attachment, and wherein a container closure feed is provided outside the treatment chamber for each type of container closure and the closure device can be moved into a separate transfer position for each type of container closure.
- the closing device is designed and constructed to be able to process at least two different types of container closures, it is possible to process container closures of different types without converting a system having the device.
- the different types of container closures can either be applied to the same container type or to different container types.
- the downtimes required for a device constructed in this way can be shorter than with conventional systems, or any other downtimes required can even be completely avoided.
- Different types of container closures are understood here to mean different types of container closures, for example crown caps or screw caps or roll-on closures or corks or stoppers. Different types of container closures can also be differently dimensioned container closures of the same type - for example screw caps of different diameters.
- the containers to be closed with these types of container closures are adapted accordingly to the container closures and in particular have a correspondingly designed mouth area that is designed for closing with the respective type of container closure.
- Different types of container closures can also have substantially the same dimensions and differ only in their external design.
- different types of container closures can have a screw thread of substantially the same dimensions for application to a container with complementary threads, whereby the container closures nevertheless have different external dimensions or external structures, which accordingly require different designs and devices of the closure device in order to be able to grip the screw closures provided with the different external dimensions or external structures and to screw them onto the containers.
- different types of container closures can be closed with a single type of container. These designs are of course not limited to screw closures.
- one of the types of container closures is a crown cap closure and/or one of the types of container closures is a screw cap. It is therefore then possible to process containers that can be closed with a crown cap and/or containers that can be closed with a screw cap one after the other without a time-consuming changeover requiring operator intervention.
- one of the types of container closures may be a roll-on closure, and/or one of the types of container closures may be a cork or a stopper.
- the closure device has an attachment which is designed and configured both for applying a container closure of a first type to a container, preferably a first container type, and for applying a container closure of a second type to a container, preferably a second container type.
- the device can close the container closures of both types without further Process conversions so that any downtime or changeover times can be reduced to a minimum or even avoided entirely.
- the closing device is designed and configured to apply container closures both to a container of a first type and to a container of a second type.
- a closure ring for a first type of container closure is arranged in the closure direction (stroke direction axial to the container) of the device behind a retaining ring for container closures of a second type, for example for screw caps.
- the container closure of the second type preferably the screw cap
- the container closure of the first type preferably a crown cap
- the closure of the first type can be held by a magnet on the closure device and closed by the closure ring.
- the closing device is preferably designed and constructed such that when closing a container with a closure of the first type, the closing device can move further over a container, in particular a bottle neck, than is the case with conventional crown cap closure devices.
- the closing device can be designed such that when a container closure is taken over from a transfer unit, a closing stamp of the closing device is designed to move out so far that when the container closure is taken over, it moves close enough to the container closure of the first type so that it can be held by the integrated magnet.
- the retaining ring can be designed such that it can receive and hold the container closure of the second type on the one hand and can close the container closure of the first type in the sense of a closing ring on the other.
- a position of the closing stamp can be adapted to the respective container closure.
- the closure device has a replaceable first attachment for applying a first type of container closures to a container, preferably a corresponding first container type, and has a replaceable second attachment for applying a second type of container closures to a container, preferably a corresponding second container type.
- the closing device can be designed and configured to be able to bring the first attachment and the second attachment alternately into a working position, wherein according to a preferred development the closing device is designed and configured to carry out the change of the first and the second attachment essentially automatically.
- More than two different attachments can also be provided to accommodate different container closure types.
- first attachment and the second attachment can be arranged movably, preferably pivotably or displaceably, on the closing device, which can result in a simple exchange of the attachments.
- an attachment magazine for keeping attachments ready can be provided, preferably outside the treatment chamber, wherein the closing device can preferably be moved into an exchange position in which an attachment exchange can be carried out by interaction with the attachment magazine.
- a preferably separate actuating unit can optionally be provided, which is preferably set up and designed to be able to exchange two attachments automatically, preferably when the closing device is positioned in a predetermined change position of the change position. This is particularly important when the device is arranged in an isolator of an aseptic filling system.
- the closing device can also be designed and constructed so that two attachments can be exchanged manually by an operating personnel.
- the closing device is designed and configured to provide a rotary movement and/or a lifting movement of at least one component of an attachment. This makes it possible, among other things, to unscrew a screw cap and close a crown cap.
- a lifting movement of the closing device preferably a closing stamp of the closing device, is provided by means of a lifting curve, wherein particularly preferably a compensation element is provided for compensating for different closing forces in container closures of a first type and a second type on the closing device and/or for providing a required different stroke for container closures of a first type and a second type.
- the compensation element is designed with two different force levels.
- a first level provides a different force compared to the second level, for example a low force if the first level is intended for processing screw caps and the second level is intended for processing crown caps.
- the compensation element is preloaded with a spring in a first stage and can be preloaded more strongly for the second stage with an amplification unit, which preferably has a pneumatic unit or a hydraulic unit, compared to the first stage.
- the lifting curve can also optionally be equipped with a switchable element, preferably at at least one of the transfer points of the various container closures, in order to be able to specifically approach or specifically not approach the respective transfer points.
- the closing device has an active lifting unit, which preferably comprises a servo drive, a hydraulic drive and/or a pneumatic drive.
- an active lifting unit which preferably comprises a servo drive, a hydraulic drive and/or a pneumatic drive.
- the device further comprises a filling element for sealingly applying to a container sealed with the treatment chamber and for introducing a filling product into the container, and/or a purge gas channel for introducing a purge gas into the container to be filled, and/or a clamping gas channel for introducing a clamping gas into the treatment chamber.
- a method for filling a container to be filled with a filling product and for closing the filled container with a container closure comprising sealingly receiving the container in a treatment chamber and applying a container closure to the filled container received in the treatment chamber by means of a closing device which is moved relative to the treatment chamber.
- the closing device automatically processes one of at least two different types of container closures for closing the container, wherein the treatment chamber has a receiving opening for receiving the closing device, wherein the receiving opening can be sealed by the closing device, and wherein the closing device is moved into a treatment position in which an attachment of the closing device is arranged inside the treatment chamber, and into a transfer position in which the attachment is arranged outside the treatment chamber and in which a container closure is fed to the attachment, and wherein a container closure feeder is provided outside the treatment chamber for each type of container closure and the closing device is moved into a separate transfer position for each type of container closure.
- the method achieves the advantages and effects already described above for the device.
- the closing device is provided with one of at least two different attachments to process the selected type of container closures.
- the container sealed in the treatment chamber is filled with a filling product before closing.
- a beverage filling plant 100 is shown schematically, in which a plurality of devices 1 for filling a container to be filled with a filling product and for closing the filled container with a container closure are arranged evenly around the circumference of a treatment carousel 101, wherein in Figure 1 some of the plurality of devices 1 are indicated by way of example.
- the devices 1 rotate accordingly about the rotation axis 102 of the treatment carousel 101 in order to provide a continuous processing and in particular a continuous filling and a continuous closing of continuously supplied containers 120 to be filled. In this way, a flow of filled and closed containers 120 is produced.
- the containers 120 to be filled and closed are fed to the devices 1 on the treatment carousel 101 via an infeed star 103.
- each device 1 is given an individual container 120 when it passes the infeed star 103 so that it can be filled and closed by the device 1.
- the filled and closed containers 120 are transferred from the devices 1 to a discharge star 104.
- Two container closure feeders 105, 106 are arranged offset from one another downstream of the infeed star 103, as seen in the transport direction of the containers 120.
- One of the container closure feeders is designed as a crown cap feeder 105 and the other of the container closure feeders is designed as a screw cap feeder 106.
- the devices 1 are provided here as an example in the beverage filling system 100, whereby a beverage is poured into a beverage bottle to be filled and the beverage bottle is closed with a container closure after being filled with the beverage.
- systems for filling other filling products for example from the food sector, the pharmaceutical sector, the hygiene sector or the mineral oil sector, are also envisaged.
- FIGS. 2 to 4 schematically show different sections, detailed representations and states of a device 1 for filling a container 120 with a filling product and for subsequently closing the container 120 filled with the filling product with a container closure 124.
- the device 1 comprises a treatment chamber 2, a filling device 3 and a closing device 4, which are described in detail below.
- the treatment chamber 2 serves to provide predetermined pressure conditions and/or a predetermined atmosphere for the container 120 to be filled or its interior when the mouth 122 of the container 120 to be filled is in communication with the treatment chamber 2.
- the filling element 3 serves to fill the interior of the container 120 to be filled with a predetermined amount of filling product in a manner known per se.
- the closing device 4 serves to finally close the container 120 filled with the filling product with a container closure 124.
- the treatment chamber 2 of the respective device 1 is provided to receive at least part of the container 120 to be filled in a sealing manner.
- the treatment chamber 2 has a container receiving opening 20 at its lower end, through which the container 120 to be filled can be pushed into the treatment chamber 2 with its container mouth 122 facing forward.
- the container receiving opening 20 is closed in a gas-tight manner with respect to the environment - for example by means of a switchable seal 60 - so that the container receiving opening 20 of the treatment chamber 2 is closed in a gas-tight manner with respect to the environment when the container 120 is inserted.
- the container 120 is thus received in a sealing manner with the treatment chamber 2.
- the container 120 - such as the mouth area in the embodiment shown - but the entire container 120 can be received in the treatment chamber 2.
- the treatment chamber 2 also has a receiving opening 22 at its upper end.
- the closing device 4 or an attachment 40 of the closing device 4 can act on the container mouth 122 of a then filled container 120 through the receiving opening 22 in order to apply a container closure 124.
- the receiving opening 22 can be sealed gas-tight against the environment.
- the interior of the treatment chamber 2 is sealed gas-tight from the environment.
- a pressure that differs from the environment can be applied accordingly and/or an atmosphere or gas mixture or a gas that differs from the ambient atmosphere can be provided in the treatment chamber 2.
- a pressure different from the ambient pressure can be provided by introducing an overpressure, which is achieved in the treatment chamber 2 and thus also in the interior of the container 120 to be filled, which is sealed gas-tight from the ambient pressure with the treatment chamber 2, when the container mouth 122 protrudes unsealed into the treatment chamber 2 and the container interior is accordingly in communication with the treatment chamber 2.
- an atmosphere different from the environment can be provided in the treatment chamber 2.
- a filling product outlet 30 of the filling element 3 is provided, by means of which the filling product to be filled can be filled into the interior of the container 120 to be filled.
- the filling element 3 has a filling product outlet seal 300 surrounding the filling product outlet 30, against which the mouth 122 of the container 120 can be pressed and by means of which a sealing connection can be established between the container interior and the filling element 3.
- the container mouth 122 of the container 120 to be filled is sealed gas-tight with respect to the treatment chamber 2, for example by sealing the container mouth 122 with the filling element 3, the container in the treatment chamber 2
- the pressure present in the treatment chamber 2 and the atmosphere present in the treatment chamber 2 have no influence on the pressure present in the interior of the container 120 or the gas composition present therein.
- the filling element 3 and thus also the filling product outlet 30 can be moved in the direction of the arrow F shown, which indicates the direction of movement of the filling element, in such a way that the filling product outlet 30 is either arranged in a treatment position above the container receiving opening 20 such that a container 120 to be filled can be supplied with the filling product flowing out through the filling product outlet 30 through its container mouth 122, or the filling element 3 and the filling product outlet 30 are moved into a retracted parking position such that the closing device 4 can apply a container closure to the then filled container 120 in a manner described below.
- the closing device 4 has an attachment 40, by means of which the actual container closure can be applied to the filled but not yet closed container 120, which is still accommodated in the treatment chamber 2.
- the attachment 40 is designed to apply a crown cap closure to the container 120 to be closed.
- the attachment 40 can additionally or alternatively, in addition to being designed as a crown cap capper, also be designed as a screw capper for applying a screw cap provided as a molded part, as a roll-on or roll-on capper for rolling or rolling a container closure sleeve onto an external thread of a filled container, as an attachment for applying stoppers, corks or in any other way for closing the filled container 120.
- the container 120 can be flushed with a flushing gas, for example CO2, supplied via a flushing gas channel 80.
- a flushing gas for example CO2
- a vacuum channel 88 can also preferably be provided, by means of which the container 120 is subjected to a negative pressure. In this way, a flushing gas flow can pass through the container 120 and in this way displace the remaining oxygen in the container 120. Or an efficient flushing of the container 120 can be achieved by alternately applying negative pressure and flushing gas.
- An absolute pressure of 0.5 bar to 4 bar is preferably present in the purge gas channel 80.
- the pressure present in the container 120 must be kept at a pressure that is below the pressure in the purge gas channel 80 by switching the vacuum channel 88 if the purge gas is to be allowed to flow into the container 120.
- a control serves to switch a purge gas valve 82 and a vacuum valve 89 so that the container 120 is purged with the purge gas in the manner described above and a predetermined purge gas concentration is accordingly achieved in the container 120. This can be used, for example, to achieve a low-oxygen atmosphere in the container 120.
- the filling product can then be introduced into the then rinsed container 120.
- a negative pressure can be provided in the container 120, into which the filling product, which is then under positive pressure relative to it, is introduced, or the container 120 is pre-pressurized with a pressurizing gas to a pressure above the saturation pressure of the filling product and the filling product is introduced into the pre-pressurized container 120.
- the treatment chamber 2 is pressure-tightly sealed against the container 120 by pressing on the filling element 3, the treatment chamber 2 is pre-pressurized with a pressurized gas via a pressurized gas line 84.
- the control system controls this pressurization of the treatment chamber 2 with the pressurized gas accordingly by switching a pressurized gas valve 86.
- the purge gas channel 80 is preferably under an absolute pressure of 0.5 bar to 4 bar, preferably an absolute pressure of 1.4 bar to 1.9 bar, and the tensioning gas channel 84 is under an absolute pressure of 2 bar to 11 bar, preferably an absolute pressure of 5 bar to 9 bar.
- the purge gas channel 80 is under an absolute pressure of approximately 1.7 bar and the clamping gas channel 84 is under an absolute pressure of approximately 7 bar.
- the clamping gas channel 84 is under a higher pressure than the purge gas channel 80.
- the filling element 3 can be lifted off the mouth 122 of the container 120.
- the interior of the container 120 and the filling product present therein are subjected to the pre-tension pressure of the treatment chamber 2 because the treatment chamber 2 is then in communication with the container 120.
- the foaming of the filling product can be reduced or avoided by releasing the gas bound in the filling product - for example CO2 - when the filling element 3 is lifted off.
- the filling element 3 is retracted in the filling element movement direction F and the closing device 4 - as in Figure 3 shown schematically - lowered into a treatment position in order to apply a closure to the mouth 122 of the then filled container 120.
- the container 120 or the container interior is in communication the whole time with the container treatment chamber 2, which in turn is under the pre-tension pressure.
- the treatment chamber 2 is relieved to a lower pressure by opening the purge gas channel 80 by means of the purge gas valve 82. Since the purge gas channel 80 is at a low pressure, for example in a preferred embodiment at an absolute pressure of 1.7 bar, the gas present in the treatment chamber 2 under a high pressure, for example in this embodiment at an absolute pressure of 7 bar, flows back into the purge gas channel 80 when the purge gas valve 82 is opened. Accordingly - depending on the pressure conditions - at least part of the clamping gas present in the treatment chamber 2 will flow back into the purge gas channel 80.
- the treatment chamber 2 is in communication with the filling element 3 even when it is retracted and, in particular, via the filling product outlet 30, also with the purge gas channel 80 and the vacuum channel 88.
- a complete relief of the treatment chamber 2 to ambient pressure into the purge gas channel 80 can be achieved, for example, by connecting the treatment chamber 2 to the vacuum channel 88.
- a relief of the treatment chamber 2 to ambient pressure can also or additionally be achieved via a relief channel 800 which is in communication with the environment.
- the pre-tension pressure remaining in the treatment chamber 2 can be further relieved by withdrawing the filling element 3 and/or the closing device 4 from the treatment chamber 2, preferably to ambient pressure.
- the purge gas valve 82 is closed again and then the attachment 40 is moved out of the treatment chamber 2.
- the resulting increase in the free volume in the treatment chamber 2 also relieves the pre-tension pressure still present in the treatment chamber 2. This retraction can be carried out until the pressure is relieved to ambient pressure.
- the filled and sealed container can then be removed from the treatment chamber 2.
- the respective processes are controlled via the control system, which in turn switches the respective valves, for example the clamping gas valve 86 and/or the purge gas valve 82 and/or the vacuum valve 89 and/or the relief valve 802.
- the container 120 which has then been filled and closed with the container closure 124, can be Figure 4 schematically indicated, from the treatment chamber 2.
- the pressure gas which has flowed back into the flushing gas channel 80 and now functions as the flushing gas is reused accordingly.
- the pressure gas which has flowed back is temporarily stored in the flushing gas channel 80.
- the volume of the flushing gas channel 80 is designed accordingly and can be expanded, for example, by means of an intermediate pressure accumulator.
- Fresh purge gas can be supplied from a purge gas source 820 - for example a purge gas tank. However, by using the clamping gas flowing back into the purge gas channel 80 as purge gas, the consumption of fresh purge gas can be reduced.
- the purge gas channel 80 is designed such that the entire returning clamping gas volume can be accommodated in the purge gas channel 80 without returning clamping gas entering the purge gas source 820 in order to exclude possible contamination here.
- the attachment 40 is in a working position in which the attachment 40 can be used to close a container 120 with a container closure 124 of the "crown cap" type.
- Figure 5 is a device 1 of the beverage filling plant 100 made of Figure 1 , which is located at the level of the crown cap feeder 105, is shown in a schematic side view.
- the closing device 4 is set up and designed in the present case to be able to process different types of container closures for closing different types of containers.
- One of the types of container closures can be a crown cap closure, another type of container closure can be a screw closure.
- the attachment 40 is designed as a first attachment for applying crown caps.
- the first attachment 40 is replaceably attached to a capping stamp 41 of the capping device 4 in the working position.
- the closing device 4 further comprises a second attachment 40', which is designed to apply screw caps.
- the second attachment 40' is stored in an attachment magazine 43.
- the closing device 4, in particular the closing stamp 41, can be moved into an exchange position in which an attachment exchange can be carried out by interaction with the attachment magazine 43.
- the closing device 4 is to be moved from the above-described treatment position, in which the active attachment 40, 40' is located inside the treatment chamber 2, to the exchange position, in which the attachment 40 to be replaced is positioned above the attachment magazine 43, as seen in the direction of movement B of the closing device 4.
- the attachment magazine 43 can thus be moved under the attachment 40 and the attachment 40 can then be transferred to the attachment magazine 43.
- the new attachment 40' to be attached can then be attached to the closing device 4 or to its closing stamp 41.
- Figure 6 is a schematic detailed view of the device 1 from Figure 5 shown.
- the closing device 4 has been moved from the exchange position in the direction of movement B down to the attachment magazine 43, so that the attachment 40 can be deposited as described above.
- the closing device 4 shown is now designed and set up for processing screw caps. After the attachment magazine 43 has been inserted into the Figure 5 shown position, the closing device 4 can be retracted into the treatment chamber 2 and used analogously to the manner described above for closing containers 120, wherein the containers 120 are then closed accordingly with screw caps.
- a rotary movement of the closing device 4, which is deactivated during crown cap closing, is activated so that the screw caps can be screwed onto the containers 120.
- the closing device 4 In order to be able to take over a new container closure from the respective container closure feed 105, 106, the closing device 4 must be raised accordingly in the direction of movement B until the respective attachment 40, 40' is positioned at the height of the respective container closure feed 105, 106.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Filling Of Jars Or Cans And Processes For Cleaning And Sealing Jars (AREA)
Description
- Die vorliegende Erfindung betrifft eine Vorrichtung zum Befüllen eines zu befüllenden Behälters mit einem Füllprodukt und zum Verschließen des befüllten Behälters mit einem Behälterverschluss.
- Füllverfahren und Vorrichtungen zur Durchführung eines Füllverfahrens sind bekannt, bei welchen ein zu befüllender Behälter mit einer Behandlungskammer abgedichtet wird, ein Füllventil mit der Mündung des zu befüllenden Behälters verbunden wird und der Behälterinnenraum des zu befüllenden Behälters mit einem Spülgas zur Reduktion des Sauerstoffgehalts gespült wird. Nach dem Spülen des Behälterinnenraums mit dem Spülgas wird der Behälterinnenraum dann mit dem Füllprodukt befüllt. Vor dem Befüllen kann -je nach gewähltem Füllverfahren und je nach abzufüllendem Füllprodukt - auch ein Vorspannen oder ein Evakuieren des zu befüllenden Behälters durchgeführt werden.
- Gleichzeitig mit dem Befüllen des Behälterinnenraums mit dem Füllprodukt, auch davor oder auch danach, wird die Behandlungskammer auf einen Überdruck gebracht und dann das Füllventil von der Mündung des bereits mit dem Füllprodukt befüllten Behälters entfernt. Durch den in der Behandlungskammer vorliegenden Überdruck wird beim Entfernen des Füllventils von der Mündung des mit dem Füllprodukt befüllten Behälters ein Überlaufen, Herausspritzen oder Überschäumen, insbesondere von einem karbonisierten Füllprodukt, reduziert oder ganz vermieden. Die unter dem Überdruck stehende Behandlungskammer kommuniziert in dieser Phase entsprechend mit dem mit dem Füllprodukt gefüllten Behälterinnenraum.
- In einem nächsten Behandlungsschritt wird dann in der noch immer unter Überdruck stehenden Behandlungskammer ein Behälterverschluss auf den Behälter aufgebracht und der Behälter entsprechend verschlossen. Nachfolgend wird der in der Behandlungskammer vorliegende Überdruck im Wesentlichen auf Umgebungsdruck reduziert und dann der befüllte und verschlossene Behälter aus der Behandlungskammer entfernt. Eine solche Vorrichtung und ein solches Verfahren sind beispielsweise aus der
EP 2 937 310 A2 bekannt. - Behälterverschlüsse zum Verschließen von befüllten Behältern, beispielsweise von befüllten Getränkebehältern, können beispielsweise in Form von Kronkorken oder Schraubverschlüssen oder Aufrollverschlüssen oder Korken oder Stopfen vorgesehen sein. Die mit diesen Typen von Behälterverschlüssen zu verschließenden Behältern sind entsprechend an die Behälterverschlüsse angepasst und weisen besonders einen entsprechend ausgearbeiteten Mündungsbereich auf, der für das Verschließen mit dem jeweiligen Typ der Behälterverschlüsse ausgebildet ist. Es können aber auch andere Typen von Behälterverschlüssen und damit zu verschließenden Behältern vorgesehen sein.
- Um von der Behandlung eines Behältertyps auf die Behandlung eines anderen Behältertyps zu wechseln, ist ein Umrüstvorgang notwendig, insbesondere um eine Behälterverschluss-Zuführung und die Verschließvorrichtung zum Verschließen des Behälters mit einem entsprechenden Behälterverschluss anzupassen bzw. auszuwechseln. Hierdurch können sich Stillstandzeiten ergeben.
- Die
WO 2019/002466 A2 beschreibt eine Vorrichtung und ein Verfahren gemäß den Oberbegriffen der Ansprüche 1 und 9. - Ausgehend von dem bekannten Stand der Technik ist es eine Aufgabe der vorliegenden Erfindung, eine verbesserte Vorrichtung zum Befüllen eines zu befüllenden Behälters mit einem Füllprodukt und zum Verschließen des befüllten Behälters mit einem Behälterverschluss, bereitzustellen.
- Die Aufgabe wird durch eine Vorrichtung zum Befüllen eines zu befüllenden Behälters mit einem Füllprodukt und zum Verschließen des befüllten Behälters mit einem Behälterverschluss, mit den Merkmalen des Anspruchs 1 gelöst. Vorteilhafte Weiterbildungen ergeben sich aus den Unteransprüchen, der Beschreibung und den beigefügten Figuren.
- Entsprechend wird eine Vorrichtung zum Befüllen eines zu befüllenden Behälters mit einem Füllprodukt und zum Verschließen des befüllten Behälters mit einem Behälterverschluss, vorgeschlagen, umfassend eine Behandlungskammer zum dichtenden Aufnehmen des Behälters und eine relativ zur Behandlungskammer bewegbare Verschließvorrichtung zum Aufbringen eines Behälterverschlusses auf den in der Behandlungskammer aufgenommenen Behälter. Erfindungsgemäß ist die Verschließvorrichtung dazu eingerichtet und ausgebildet, zumindest zwei verschiedene Typen von Behälterverschlüssen verarbeiten zu können, wobei die Behandlungskammer eine Aufnahmeöffnung zum Aufnehmen der Verschließvorrichtung aufweist, wobei die Aufnahmeöffnung durch die Verschließvorrichtung abdichtend abschließbar ist, und wobei die Verschließvorrichtung in eine Behandlungsposition, in welcher ein Aufsatz der Verschließvorrichtung im Inneren der Behandlungskammer angeordnet ist, und in eine Übergabeposition bewegbar ist, in welcher der Aufsatz außerhalb der Behandlungskammer angeordnet und in welcher dem Aufsatz ein Behälterverschluss zuführbar ist, und wobei außerhalb der Behandlungskammer jeweils eine Behälterverschlusszuführung für jeden Typ von Behälterverschlüssen vorgesehen und die Verschließvorrichtung für jeden Typ von Behälterverschluss in eine separate Übergabeposition bewegbar.
- Dadurch, dass die Verschließvorrichtung dazu eingerichtet und ausgebildet ist, zumindest zwei verschiedenen Typen von Behälterverschlüsse verarbeiten zu können, ist es möglich, Behälterverschlüsse verschiedener Typen ohne ein Umrüsten einer die Vorrichtung aufweisenden Anlage verarbeiten zu können. Die verschiedenen Typen von Behälterverschlüssen können dabei entweder auf den gleichen Behältertyp aufgebracht werden, oder auf unterschiedliche Behältertypen.
- Mithin können die bei einer derart aufgebauten Vorrichtung notwendigen Stillstandzeiten, in welchen ein Aufrüsten oder Umrüsten der Vorrichtung zum Verarbeiten von Behältern und Behälterverschlüssen eines anderen Typs erfolgt, kürzer ausfallen, als bei herkömmlichen Anlagen, oder aber etwaige anderweitig erforderlichen Stillstandzeiten können gar vollständig vermieden werden.
- Es kann auch ein Eingriff eines Bedieners zum Aufrüsten oder Umrüsten der Vorrichtung zur Verarbeitung eines anderen Typs von Behälterverschlüssen vermieden werden und damit auch eine mögliche Verletzung eines Reinraums, in welchem die Vorrichtung angeordnet ist. Damit wird es auch möglich, quasi im laufenden Betrieb der Anlage Behälter mit unterschiedlichen Behälterverschlusstypen zu verschließen, ohne dass eine langwierige Umrüstung mit erneuter Sterilisierung eines Reinraums vorgenommen werden muss.
- Unter unterschiedlichen Typen von Behälterverschlüssen werden hier unterschiedliche Arten von Behälterverschlüssen verstanden, beispielsweise Kronkorken oder Schraubverschlüsse oder Aufrollverschlüsse oder Korken oder Stopfen. Unterschiedliche Typen von Behälterverschlüssen können aber auch unterschiedlich dimensionierte Behälterverschlüsse der gleichen Art sein - beispielsweise Schraubverschlüsse unterschiedlicher Durchmesser. Die mit diesen Typen von Behälterverschlüssen zu verschließenden Behältern sind entsprechend an die Behälterverschlüsse angepasst und weisen besonders einen entsprechend ausgearbeiteten Mündungsbereich auf, der für das Verschließen mit dem jeweiligen Typ der Behälterverschlüsse ausgebildet ist.
- Unterschiedliche Typen von Behälterverschlüssen können auch im Wesentlichen gleiche Dimensionen aufweisen und sich nur in ihrem äußeren Design unterscheiden. Beispielsweise können unterschiedliche Typen von Behälterverschlüssen ein im Wesentlichen gleich dimensioniertes Schraubgewinde zum Aufbringen auf einen Behälter mit dazu komplementären Gewindegängen aufweisen, wobei die Behälterverschlüsse dennoch unterschiedliche Außendimensionen oder Außenstrukturen aufweisen, die entsprechend unterschiedliche Ausbildungen und Einrichtungen der Verschließvorrichtung erfordern, um die mit den unterschiedlichen Außendimensionen oder Außenstrukturen versehenen Schraubverschlüsse greifen und auf die Behälter aufschrauben zu können. In einer solchen Ausbildung können beispielsweise unterschiedliche Behälterverschlusstypen mit einem einzigen Behältertyp verschlossen werden. Diese Ausbildungen sind natürlich nicht auf Schraubverschlüsse begrenzt.
- Es hat sich gezeigt, dass die vorgenannten Vorteile insbesondere zur Geltung kommen, wenn gemäß einer weiter bevorzugten Ausführungsform einer der Typen von Behälterverschlüssen ein Kronkorkenverschluss ist, und/oder einer der Typen von Behälterverschlüssen ein Schraubverschluss ist. Mithin ist es dann möglich, Behälter, welche mit einem Kronkorken verschließbar sind und/oder Behälter, welche mit einem Schraubverschluss verschließbar sind, nacheinander verarbeiten zu können, ohne dass eine zeitaufwändige Umrüstung mit einem Bedienereingriff notwendig werden würde.
- Alternativ oder zusätzlich kann einer der Typen von Behälterverschlüssen ein Aufrollverschluss sein, und/oder einer der Typen von Behälterverschlüssen kann ein Korken oder ein Stopfen sein.
- Gemäß einer weiter bevorzugten Ausführungsform weist die Verschließvorrichtung einen Aufsatz auf, der sowohl zum Aufbringen eines Behälterverschlusses eines ersten Typs auf einen Behälter, bevorzugt eines ersten Behältertyps, als auch zum Aufbringen eines Behälterverschlusses eines zweiten Typs auf einen Behälter, bevorzugt eines zweiten Behältertyps, ausgebildet und eingerichtet ist. Dadurch kann die Vorrichtung die Behälterverschlüsse beider Typen ohne weitere Umbauten verarbeiten, so dass etwaige Stillstand- oder Umrüstzeiten auf ein Minimum reduziert oder sogar gänzlich vermieden werden können.
- Bevorzugt ist die Verschließvorrichtung dazu ausgebildet und eingerichtet, Behälterverschlüsse sowohl auf einen Behälter eines ersten Typs als auch auf einen Behälter eines zweiten Typs aufzubringen.
- Bevorzugt ist ein Verschließring für einen ersten Typ von Behälterverschlüssen, beispielsweise für Kronenkorken, in Verschließrichtung (Hubrichtung axial zum Behälter) der Vorrichtung hinter einem Haltering für Behälterverschlüsse eines zweiten Typs, beispielsweise für Schraubverschlüsse, angeordnet. Dadurch kann der Behälterverschluss des zweiten Typs, bevorzugt der Schraubverschluss, mit dem Haltering gehalten und aufgebracht werden. Ferner kann der Behälterverschluss des ersten Typs, bevorzugt ein Kronkorken, von einem Magneten an der Verschließvorrichtung gehalten und vom Verschließring verschlossen werden.
- Die Verschließvorrichtung ist dabei bevorzugt dazu eingerichtet und ausgebildet, dass beim Verschließen eines Behälters mit einem Verschluss des ersten Typs die Verschließvorrichtung weiter über einen Behälter, insbesondere einem Flaschenhals, fahren kann, als dies bei herkömmlichen Kronkorkenverschließern der Fall ist.
- Ebenso kann die Verschließvorrichtung derart ausgebildet sein, dass beim Übernehmen eines Behälterverschlusses aus einer Übergabeeinheit ein Verschließstempel der Verschließvorrichtung dazu ausgebildet ist, so weit herauszufahren, dass er beim Übernehmen des Behälterverschlusses nahe genug an den Behälterverschluss des ersten Typs heranfährt, so dass dieser von dem integrierten Magneten gehalten werden kann.
- Alternativ oder zusätzlich kann der Haltering derart ausgebildet sein, dass er einerseits den Behälterverschluss des zweiten Typs aufnehmen und halten kann und andererseits den Behälterverschluss des ersten Typs in Sinne eines Verschließrings verschließen kann. Bevorzugt ist eine Stellung des Verschließstempels an den jeweiligen Behälterverschluss anpassbar.
- Gemäß einer weiter bevorzugten Ausführungsform weist die Verschließvorrichtung einen auswechselbaren ersten Aufsatz zum Aufbringen eines ersten Typs von Behälterverschlüssen auf einen Behälter, bevorzugt eines entsprechenden ersten Behältertyps, auf und weist einen auswechselbaren zweiten Aufsatz zum Aufbringen eines zweiten Typs von Behälterverschlüssen auf einen Behälter, bevorzugt eines entsprechenden zweiten Behältertyps, auf. Dadurch ist es möglich, auch geometrisch voneinander verschiedene, insbesondere stark verschiedene, Behälterverschlusstypen abwechselnd mittels der Verschließvorrichtung verarbeiten zu können.
- Um einen zuverlässigen Wechsel der Aufsätze bereitstellen zu können, kann die Verschließvorrichtung dazu ausgebildet und eingerichtet sein, den ersten Aufsatz und den zweiten Aufsatz abwechselnd in eine Arbeitsstellung bringen zu können, wobei gemäß einer bevorzugten Weiterbildung die Verschließvorrichtung dazu ausgebildet und eingerichtet ist, den Wechsel des ersten und des zweiten Aufsatzes im Wesentlichen automatisch durchzuführen.
- Es können auch mehr als zwei unterschiedliche Aufsätze bereitgestellt werden, um unterschiedliche Behälterverschlusstypen verarbeiten zu können.
- Gemäß einer weiter bevorzugten Ausführungsform können der erste Aufsatz und der zweite Aufsatz bewegbar, bevorzugt schwenkbar oder verschiebbar, an der Verschließvorrichtung angeordnet sein, was in einem einfachen Austauschen der Aufsätze resultieren kann.
- Alternativ oder zusätzlich kann, bevorzugt außerhalb der Behandlungskammer, ein Aufsatzmagazin zum Bereithalten von Aufsätzen vorgesehen sein, wobei die Verschließvorrichtung bevorzugt in eine Austauschposition bewegbar ist, in welcher ein Aufsatzaustausch durch Interaktion mit dem Aufsatzmagazin durchführbar ist. Dadurch kann ein gegenwärtig nicht benötigter Aufsatz in einfacher Weise gelagert werden, ohne dass hierfür Bauraum im Bereich der Arbeitsstellung des gegenwärtig verwendeten Aufsatzes der Verschließvorrichtung vorzusehen ist.
- Zum Austauschen zweier Aufsätze kann optional eine bevorzugt separate Betätigungseinheit vorgesehen sein, welche bevorzugt dazu eingerichtet und ausgebildet ist, zwei Aufsätze automatisch auswechseln zu können, bevorzugt wenn die Verschließvorrichtung in einer vorgegebenen Wechselstellung der Wechselposition positioniert ist. Dies ist insbesondere von Bedeutung, wenn die Vorrichtung in einem Isolator einer aseptischen Abfüllanlage angeordnet ist.
- Die Verschließvorrichtung kann ferner alternativ oder zusätzlich dazu eingerichtet und ausgebildet sein, so dass ein Austausch zweier Aufsätze händisch durch ein Bedienpersonal erfolgen kann.
- Als besonders vorteilhaft hat sich herausgestellt, wenn die Verschließvorrichtung ausgebildet und eingerichtet ist, eine Drehbewegung und/oder eine Hubbewegung zumindest einer Komponente eines Aufsatzes bereitzustellen. Hierdurch kann unter anderem ein Aufschrauben eines Schraubverschlusses und ein Verschießen eines Kronkorkens durchgeführt werden.
- Bevorzugt ist eine Hubbewegung der Verschließvorrichtung, bevorzugt einen Verschließerstempel der Verschließvorrichtung, mittels einer Hubkurve bereitgestellt, wobei besonders bevorzugt ein Kompensationselement zum Kompensieren unterschiedlich hoher Verschließkräfte bei Behälterverschlüssen eines ersten Typs und eines zweiten Typs an der Verschließvorrichtung und/oder zum Bereitstellen eines erforderlichen unterschiedlichen Hubs für Behälterverschlüsse eines ersten Typs und eines zweiten Typs vorgesehen ist.
- Bevorzugt ist das Kompensationselement mit zwei unterschiedlichen Kraftstufen ausgeführt. Eine erste Stufe stellt dabei eine im Vergleich zur zweiten Stufe unterschiedliche Kraft bereit, etwa eine geringe Kraft, wenn die erste Stufe zum Verarbeiten von Schraubverschlüssen vorgesehen ist, und die zweite Stufe zum Verarbeiten von Kronkorken vorgesehen ist.
- Gemäß einer bevorzugten Ausführungsform ist das Kompensationselement in einer ersten Stufe mit einer Feder vorgespannt, und kann für die zweite Stufe mit einer Verstärkungseinheit, welche bevorzugt eine Pneumatikeinheit oder eine Hydraulikeinheit aufweist, im Vergleich zur ersten Stufe stärker vorgespannt werden.
- Die Hubkurve kann ferner optional, bevorzugt an zumindest einem der Übergabepunkte der verschiedenen Behälterverschlüsse, mit einem schaltbaren Element ausgestattet sein, um die jeweiligen Übergabepunkte gezielt anfahren oder gezielt nicht anfahren zu können.
- In einer alternativen bevorzugten Ausführungsform weist die Verschließvorrichtung eine aktive Hubeinheit auf, welche bevorzugt einen Servo-Antrieb, einen Hydraulikantrieb und/oder einen Pneumatikantrieb umfasst. Dadurch kann eine Hubposition der Verschließvorrichtung, insbesondere des Arbeitsaufsatzes der Verschließvorrichtung, aktiv gesteuert/geregelt werden.
- Gemäß einer weiter bevorzugten Ausführungsform umfasst die Vorrichtung ferner ein Füllorgan zum abdichtenden Aufbringen auf einen mit der Behandlungskammer abgedichteten Behälter sowie zum Einbringen eines Füllprodukts in den Behälter, und/oder einen Spülgaskanal zum Einbringen eines Spülgases in den zu befüllenden Behälter, und/oder einen Spanngaskanal zum Einbringen eines Spanngases in die Behandlungskammer.
- Die oben beschriebene Aufgabe wird weiterhin auch durch ein Verfahren mit den Merkmalen des Anspruchs 9 gelöst.
- Entsprechend wird ein Verfahren zum Befüllen eines zu befüllenden Behälters mit einem Füllprodukt und zum Verschließen des befüllten Behälters mit einem Behälterverschluss vorgeschlagen, umfassend das dichtende Aufnehmen des Behälters in einer Behandlungskammer und das Aufbringen eines Behälterverschlusses auf den befüllten, in der Behandlungskammer aufgenommenen Behälter mittels einer Verschließvorrichtung, die relativ zur Behandlungskammer bewegt wird. Erfindungsgemäß verarbeitet die Verschließvorrichtung automatisch einen von zumindest zwei verschiedenen Typen von Behälterverschlüssen zum Verschließen des Behälters, wobei die Behandlungskamme eine Aufnahmeöffnung zum Aufnehmen der Verschließvorrichtung aufweist, wobei die Aufnahmeöffnung durch die Verschließvorrichtung abdichtend abschließbar ist, und wobei die Verschließvorrichtung in eine Behandlungsposition, in welcher ein Aufsatz der Verschließvorrichtung im Inneren der Behandlungskammer angeordnet ist, und in eine Übergabeposition bewegt wird, in welcher der Aufsatz außerhalb der Behandlungskammer angeordnet ist und in welcher dem Aufsatz ein Behälterverschluss zugeführt wird, und wobei außerhalb der Behandlungskammer jeweils eine Behälterverschlusszuführung für jeden Typ von Behälterverschlüssen vorgesehen ist und die Verschließvorrichtung für jeden Typ von Behälterverschluss in eine separate Übergabeposition bewegt wird.
- Durch das Verfahren werden die oben bereits schon zur Vorrichtung beschriebenen Vorteile und Wirkungen erreicht.
- Bevorzugt wird die Verschließvorrichtung mit einem von zumindest zwei unterschiedlichen Aufsätzen versehen, um den gewählten Typ von Behälterverschlüssen zu verarbeiten.
- Bevorzugt wird vor dem Verschließen der in der Behandlungskammer abgedichtet aufgenommene Behälter mit einem Füllprodukt befüllt.
- Bevorzugte weitere Ausführungsformen der Erfindung werden durch die nachfolgende
- Beschreibung der Figuren näher erläutert. Dabei zeigen:
- Figur 1
- schematisch ein Füllerkarussell einer Getränkeabfüllanlage mit einem Zuführstern und einem Auslaufstern und mehreren Vorrichtungen zum Befüllen und Verschließen von zu befüllenden Getränkebehältern;
- Figur 2
- eine schematische Schnittansicht einer Vorrichtung zum Befüllen und Verschließen eines Behälters, wobei ein Füllorgan abdichtend auf die in einer Behandlungskammer aufgenommenen Mündung des zu befüllenden Behälters aufgesetzt ist;
- Figur 3
- eine schematische Detaildarstellung der in
Figur 2 gezeigten Vorrichtung, wobei das Füllorgan zurückgezogen ist und eine Verschließvorrichtung zum Aufbringen eines Behälterverschlusses auf die immer noch in der Behandlungskammer angeordneten Mündung des mit dem Füllprodukt befüllten Behälters abgesenkt ist; - Figur 4
- eine schematische Schnittdarstellung der Vorrichtung aus den
Figuren 2 und3 , wobei sowohl das Füllorgan als auch die Verschließvorrichtung zurückgezogen sind und der mit dem Behälterverschluss versehene Behälter aus der Behandlungskammer entfernt ist; - Figur 5
- eine schematische Schnittdarstellung einer Vorrichtung, wobei auch ein Aufsatzmagazin zum Tauschen unterschiedlicher Aufsätze für die Verschließvorrichtung zum Verschließen unterschiedlicher Behälter mit unterschiedlichen Typen von Behälterverschlüssen vorgesehen ist;
- Figur 6
- eine schematische Darstellung eines Aufsatzmagazins, in welchem unterschiedliche Aufsätze zum Aufbringen unterschiedlicher Typen von Behälterverschlüssen angeordnet sind;
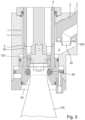
- Figur 7
- eine schematische Darstellung des Wechselns unterschiedlicher Aufsätze an dem Verschließerstempel; und
- Figur 8
- eine schematische Darstellung der Aufnahme eines alternativen Aufsatzes durch die Verschließvorrichtung.
- Im Folgenden werden bevorzugte Ausführungsbeispiele anhand der Figuren beschrieben. Dabei werden gleiche, ähnliche oder gleichwirkende Elemente in den unterschiedlichen Figuren mit identischen Bezugszeichen versehen, und auf eine wiederholte Beschreibung dieser Elemente wird teilweise verzichtet, um Redundanzen zu vermeiden.
- In
Figur 1 ist schematisch eine Getränkeabfüllanlage 100 gezeigt, bei welcher eine Mehrzahl von Vorrichtungen 1 zum Befüllen eines zu befüllenden Behälters mit einem Füllprodukt und zum Verschließen des befüllten Behälters mit einem Behälterverschluss gleichmäßig um den Umfang eines Behandlungskarussells 101 herum angeordnet sind, wobei inFigur 1 einige der Mehrzahl von Vorrichtungen 1 beispielhaft angedeutet sind. Die Vorrichtungen 1 laufen entsprechend um die Rotationsachse 102 des Behandlungskarussells 101 um, um entsprechend eine kontinuierliche Verarbeitung und insbesondere eine kontinuierliche Befüllung und ein kontinuierliches Verschließen von kontinuierlich zugeführten zu befüllenden Behältern 120 bereitzustellen. Dabei wird ein Strom von befüllten und verschlossenen Behältern 120 hergestellt. - Die zu befüllenden und zu verschließenden Behälter 120 werden den Vorrichtungen 1 am Behandlungskarussell 101 über einen Einlaufstern 103 zugeführt. Hierbei wird jeder Vorrichtung 1, wenn diese den Einlaufstern 103 passiert, ein einzelner Behälter 120 übergeben, so dass dieser durch die Vorrichtung 1 befüllt und verschlossen werden kann.
- Die befüllten und verschlossenen Behälter 120 werden von den Vorrichtungen 1 an einen Auslaufstern 104 übergeben.
- In Transportrichtung der Behälter 120 gesehen dem Einlaufstern 103 nachgelagert sind zwei Behälterverschlusszuführungen 105, 106 versetzt zueinander angeordnet. Eine der Behälterverschlusszuführungen ist als Kronkorkenzuführung 105 ausgebildet und die andere der Behälterverschlusszuführungen ist als Schraubverschlusszuführung 106 ausgebildet.
- Die Vorrichtungen 1 sind hier exemplarisch in der Getränkeabfüllanlage 100 vorgesehen, wobei ein Getränk in eine zu befüllende Getränkeflasche eingefüllt wird und die Getränkeflasche nach der Befüllung mit dem Getränk mit einem Behälterverschluss verschlossen wird. Es sind aber auch Anlagen zur Abfüllung anderer Füllprodukte, beispielsweise aus dem Lebensmittelbereich, dem Pharmabereich, dem Hygienebereich oder dem Mineralölbereich angedacht.
- In den
Figuren 2 bis 4 sind schematisch unterschiedliche Ausschnitte, Detaildarstellungen und Zustände einer Vorrichtung 1 zum Befüllen eines Behälters 120 mit einem Füllprodukt und zum anschließenden Verschließen des mit dem Füllprodukt befüllten Behälters 120 mit einem Behälterverschluss 124 gezeigt. - Die Vorrichtung 1 umfasst eine Behandlungskammer 2, ein Füllorgan 3 und eine Verschließvorrichtung 4, die nachfolgend im Einzelnen beschrieben werden.
- Die Behandlungskammer 2 dient dazu, vorgegebene Druckverhältnisse und/oder eine vorgegebene Atmosphäre für den zu befüllenden Behälter 120 beziehungsweise dessen Innenraum bereit zu stellen, wenn die Mündung 122 des zu befüllenden Behälters 120 in Kommunikation mit der Behandlungskammer 2 steht.
- Das Füllorgan 3 dient dazu, den Innenraum des zu befüllenden Behälters 120 in an sich bekannter Weise mit einer vorgegebenen Menge an Füllprodukt zu befüllen.
- Die Verschließvorrichtung 4 dient dazu, den mit dem Füllprodukt befüllten Behälter 120 schließlich mit einem Behälterverschluss 124 zu verschließen.
- Die Behandlungskammer 2 der jeweiligen Vorrichtung 1 ist dazu vorgesehen, zumindest einen Teil des zu befüllenden Behälters 120 abdichtend aufzunehmen. Hierzu weist die Behandlungskammer 2 an ihrem unteren Ende eine Behälteraufnahmeöffnung 20 auf, durch welche hindurch der jeweils zu befüllende Behälter 120 mit seiner Behältermündung 122 voraus in die Behandlungskammer 2 eingeschoben werden kann.
- Durch das Einführen des zu befüllenden Behälters 120 mit seiner Behältermündung 122 in die Behandlungskammer 2 wird die Behälteraufnahmeöffnung 20 - beispielsweise mittels einer schaltbaren Dichtung 60 - gasdicht gegenüber der Umgebung verschlossen, so dass die Behälteraufnahmeöffnung 20 der Behandlungskammer 2 bei eingeschobenem Behälter 120 gasdicht gegenüber der Umgebung abgeschlossen ist.
- Der Behälter 120 ist damit abdichtend mit der Behandlungskammer 2 aufgenommen. In einer alternativen Ausgestaltung kann nicht nur ein Teil des Behälters 120 - wie in der gezeigten Ausführungsform der Mündungsbereich - sondern der gesamte Behälter 120 in der Behandlungskammer 2 aufgenommen sein.
- Die Behandlungskammer 2 weist an ihrem oberen Ende weiterhin eine Aufnahmeöffnung 22 auf. Durch die Aufnahmeöffnung 22 hindurch kann die Verschließvorrichtung 4 beziehungsweise ein Aufsatz 40 der Verschließvorrichtung 4 auf die Behältermündung 122 eines dann befüllten Behälters 120 einwirken, um einen Behälterverschluss 124 aufzubringen. Durch das Absenken der Verschließvorrichtung 4 und eines Verschließerflansches 42 der Verschließvorrichtung 4 kann die Aufnahmeöffnung 22 gasdicht gegenüber der Umgebung abgeschlossen werden.
- Damit wird durch das Einführen des Behälters 120 in die Behälteraufnahmeöffnung 20 und durch das Absenken der Verschließvorrichtung 4 auf die Aufnahmeöffnung 22 der Innenraum der Behandlungskammer 2 gasdicht gegenüber der Umgebung abgeschlossen. Innerhalb der Behandlungskammer 2 kann entsprechend ein sich von der Umgebung unterscheidender Druck aufgebracht werden und/oder es kann in der Behandlungskammer 2 eine sich von der Umgebungsatmosphäre unterscheidende Atmosphäre beziehungsweise Gasmischung oder ein Gas bereitgestellt werden.
- In der Behandlungskammer 2 kann beispielsweise durch das Einbringen eines Überdrucks ein gegenüber der Umgebung unterschiedlicher Druck vorgesehen werden, der in der Behandlungskammer 2 und damit dann auch in dem Innenraum des gasdicht gegenüber der Umgebung mit der Behandlungskammer 2 abgeschlossenen zu befüllenden Behälters 120 erreicht wird, wenn die Behältermündung 122 unabgedichtet in die Behandlungskammer 2 ragt und entsprechend der Behälterinnenraum mit der Behandlungskammer 2 in Kommunikation steht.
- Durch das Beaufschlagen der Behandlungskammer 2 mit einem Gas oder einem Gasgemisch wie beispielsweise durch Einleiten von COz oder einem anderen Inertgas über einen mit der Behandlungskammer 2 in Kommunikation stehenden Spanngaskanal 84 kann in der Behandlungskammer 2 eine sich von der Umgebung unterscheidende Atmosphäre bereitgestellt werden.
- In der Behandlungskammer 2 ist ein Füllproduktauslauf 30 des Füllorgans 3 vorgesehen, mittels welchem das abzufüllende Füllprodukt in den Innenraum des zu befüllenden Behälters 120 eingefüllt werden kann. Das Füllorgan 3 weist eine den Füllproduktauslauf 30 umgebende Füllproduktauslaufdichtung 300 auf, an welche die Mündung 122 des Behälters 120 angepresst werden kann und mittels welcher eine abdichtende Verbindung zwischen dem Behälterinnenraum und dem Füllorgan 3 hergestellt werden kann.
- Im Innenraum des gasdicht gegenüber der Umgebung mit der Behandlungskammer 2 abgeschlossenen zu befüllenden Behälters 120 wird im Wesentlichen der gleiche Druck und im Wesentlichen die gleiche Atmosphäre wie in der Behandlungskammer 2 bereitgestellt, wenn die Behältermündung 122 offen in die Behandlungskammer 2 mündet.
- Ist die Behältermündung 122 des zu befüllenden Behälters 120 hingegen gegenüber der Behandlungskammer 2 gasdicht abgeschlossen, beispielsweise dadurch, dass die Behältermündung 122 mit dem Füllorgan 3 abgedichtet ist, hat der in der Behandlungskammer 2 vorliegende Druck und die in der Behandlungskammer 2 vorliegende Atmosphäre keinen Einfluss auf den im Innenraum des Behälters 120 vorliegenden Druck beziehungsweise die in diesem vorliegende Gaszusammensetzung.
- Das Füllorgan 3 und damit auch der Füllproduktauslauf 30 kann in dem gezeigten Ausführungsbeispiel in Richtung des gezeigten Pfeils F, welcher die Füllorganbewegungsrichtung andeutet, bewegt werden, derart, dass der Füllproduktauslauf 30 entweder in einer Behandlungsposition so über der Behälteraufnahmeöffnung 20 angeordnet ist, dass ein zu befüllender Behälter 120 durch seine Behältermündung 122 hindurch mit dem durch den Füllproduktauslauf 30 ausströmenden Füllprodukt beaufschlagt werden kann, oder aber das Füllorgan 3 und der Füllproduktauslauf 30 werden in eine zurückgezogene Parkposition bewegt, derart, dass die Verschließvorrichtung 4 in einer nachfolgend beschriebenen Weise einen Behälterverschluss auf den dann befüllten Behälter 120 aufbringen kann.
- Die Verschließvorrichtung 4 weist ein Aufsatz 40 auf, mittels welchem der eigentliche Behälterverschluss auf den immer noch in der Behandlungskammer 2 aufgenommenen, befüllten, aber noch nicht verschlossenen Behälter 120 aufgebracht werden kann. In dem gezeigten Ausführungsbeispiel ist der Aufsatz 40 dazu ausgebildet, auf dem zu verschließenden Behälter 120 einen Kronkorkenverschluss aufzubringen.
- Das Aufsatz 40 kann jedoch je nach Bedarf und je nach gefordertem Behälterverschluss zusätzlich oder alternativ, neben der Ausbildung als Kronkorkenverschließer, auch als Schraubverschließer zum Aufbringen eines als Formteil bereitgestellten Schraubverschlusses, als Aufrollbeziehungsweise Anrollverschließer zum Aufrollen beziehungsweise Anrollen einer Behälterverschlusshülse auf ein Außengewinde eines befüllten Behälters, als Aufsatz zum Aufbringen von Stopfen, Korken oder in jeglicher anderer Art und Weise zum Verschließen des befüllten Behälters 120 ausgebildet sein.
- Sobald nun die gasdichte Abdichtung zwischen dem Füllproduktauslauf 30 und dem Behälter 120 hergestellt ist, kann ein Spülen des Behälters 120 mit einem über einen Spülgaskanal 80 zugeführtes Spülgas, beispielsweise COz, stattfinden. Bevorzugt kann auch ein Vakuumkanal 88 vorgesehen sein, mittels welchem der Behälter 120 mit einem Unterdruck beaufschlagt wird. Auf diese Weise kann ein Spülgasstrom durch den Behälter 120 streichen und auf diese Weise den verbleibenden Sauerstoff in dem Behälter 120 verdrängen. Oder es kann durch abwechselndes Beaufschlagen mit Unterdruck und Spülgas eine effiziente Spülung des Behälters 120 erreicht werden.
- In dem Spülgaskanal 80 liegt bevorzugt ein Absolutdruck von 0,5 bar bis 4 bar vor. Der im Behälter 120 vorliegende Druck muss entsprechend durch das Schalten des Vakuumkanals 88 auf einem Druck gehalten werden, der unterhalb des im Spülgaskanal 80 anliegenden Druck liegt, wenn ein Einströmen des Spülgases in den Behälter 120 ermöglicht werden soll.
- Eine Steuerung (nicht gezeigt) dient dazu, ein Spülgasventil 82 und ein Vakuumventil 89 so zu schalten, dass der Behälter 120 auf die vorbeschriebene Weise mit dem Spülgas gespült wird und entsprechend eine vorgegebene Spülgaskonzentration im Behälter 120 erreicht wird. Damit kann beispielsweise eine sauerstoffarme Atmosphäre im Behälter 120 erreicht werden.
- Dann kann das Füllprodukt in den dann gespülten Behälter 120 eingebracht werden. Vor dem Einbringen des Füllprodukts kann in bevorzugten Ausgestaltungen in dem Behälter 120 entweder ein Unterdruck bereitgestellt werden, in welchen das dann relativ dazu unter Überdruck stehende Füllprodukt eingeleitet wird, oder der Behälter 120 wird auf einen oberhalb des Sättigungsdrucks des Füllprodukts liegenden Druck mit einem Spanngas vorgespannt und das Füllprodukt wird in den vorgespannten Behälter 120 eingebracht.
- Weiterhin wird, wenn die Behandlungskammer 2 gegenüber dem Behälter 120 durch das Aufpressen des Füllorgans 3 druckdicht abgedichtet ist, über eine Spanngasleitung 84 die Behandlungskammer 2 mit einem Spanngas vorgespannt. Die Steuerung steuert diese Beaufschlagung der Behandlungskammer 2 mit dem Spanngas entsprechend durch das Schalten eines Spanngasventils 86.
- Um sowohl die Spülwirkung des Spülgases als auch die Vorspannwirkung des Spanngases effizient zu erreichen, steht der Spülgaskanal 80 bevorzugt unter einem Absolutdruck von 0,5 bar bis 4 bar, bevorzugt einem Absolutdruck von 1,4 bar bis 1,9 bar, und der Spanngaskanal 84 unter einem Absolutdruck von 2 bar bis 11 bar, bevorzugt einem Absolutdruck von 5 bar bis 9 bar.
- In einer besonders bevorzugten Ausgestaltung des Verfahrens steht der Spülgaskanal 80 unter einem Absolutdruck von in etwa 1,7 bar und der Spanngaskanal 84 steht unter einem Absolutdruck von in etwa 7 bar.
- Um sowohl die Spülwirkung des Spülgases als auch die Vorspannwirkung des Spanngases effizient zu erreichen steht weiterhin der Spanngaskanal 84 unter einem höheren Druck als der Spülgaskanal 80.
- Ist in der Behandlungskammer 2 der gewünschte Vorspanndruck erreicht und der Behälter 120 mit dem Füllprodukt befüllt, so kann das Füllorgan 3 von der Mündung 122 des Behälters 120 abgehoben werden. Der Innenraum des Behälters 120 sowie das darin vorliegende Füllprodukt wird dadurch, dass die Behandlungskammer 2 dann in Kommunikation mit dem Behälter 120 steht, mit dem Vorspanndruck der Behandlungskammer 2 beaufschlagt. Auf diese Weise kann das Überschäumen des Füllprodukts durch das Entbinden des im Füllprodukt gebundenen Gas - beispielsweise COz - reduziert oder vermieden werden, wenn das Füllorgan 3 abgehoben wird.
- Nachfolgend wird das Füllorgan 3 in der Füllorganbewegungsrichtung F zurückgezogen und die Verschließvorrichtung 4 - wie in
Figur 3 schematisch gezeigt - in eine Behandlungsposition abgesenkt, um einen Verschluss auf die Mündung 122 des dann befüllten Behälters 120 aufzubringen. Der Behälter 120 beziehungsweise der Behälterinnenraum steht hierbei die ganze Zeit in Kommunikation mit der Behälterbehandlungskammer 2, welche ihrerseits unter dem Vorspanndruck steht. - Nach dem Verschließen des Behälters 120 wird die Behandlungskammer 2 auf einen niedrigeren Druck entlastet, dadurch, dass der Spülgaskanal 80 mittels des Spülgasventils 82 geöffnet wird. Da der Spülgaskanal 80 auf einem niedrigen Druck, beispielsweise in einem bevorzugten Ausführungsbeispiel bei einem Absolutdruck von 1,7 bar, steht, strömt das in der Behandlungskammer 2 unter einem hohen Druck, beispielsweise in diesem Ausführungsbeispiel bei einem Absolutdruck von 7 bar, vorliegende Gas in den Spülgaskanal 80 zurück, wenn das Spülgasventil 82 geöffnet wird. Entsprechend wird - abhängig von den Druckverhältnissen - zumindest ein Teil des in der Behandlungskammer 2 vorliegenden Spanngases in den Spülgaskanal 80 zurückfließen.
- In dem gezeigten Ausführungsbeispiel steht die Behandlungskammer 2 auch bei zurückgezogenem Füllorgan 3 in Kommunikation mit diesem und insbesondere über den Füllproduktauslauf 30 auch mit dem Spülgaskanal 80 und dem Vakuumkanal 88.
- Da bei bestimmten Druckverhältnissen ein vollständiges Entlasten der Behandlungskammer 2 auf Umgebungsdruck in den Spülgaskanal 80 hinein nicht stattfinden kann, kann ein vollständiges Entlasten des Druckes in der Behandlungskammer 2 auf Umgebungsdruck beispielsweise durch eine Verbindung der Behandlungskammer 2 mit dem Vakuumkanal 88 erreicht werden.
- In einer Alternative oder zusätzlich kann ein Entlasten der Behandlungskammer 2 auf Umgebungsdruck auch oder zusätzlich über einen Entlastungskanal 800 erreicht werden, der mit der Umgebung in Kommunikation steht.
- In einer weiteren Alternative oder zusätzlich zu einer oder beiden der oben genannten Möglichkeiten zur Entlastung der Behandlungskammer 2 kann anschließend an die Entlastung des Vorspanndrucks der Behandlungskammer 2 in den Spülgaskanal 80 der in der Behandlungskammer 2 verbleibende Vorspanndruck durch ein Zurückziehen des Füllorgans 3 und/oder der Verschließvorrichtung 4 aus der Behandlungskammer 2 weiter entlastet werden, bevorzugt auf Umgebungsdruck.
- Dabei wird nach dem Entlasten der Behandlungskammer 2 in den Spülgaskanal 80 der das Spülgasventil 82 wieder geschlossen und dann der Aufsatz 40 aus der Behandlungskammer 2 herausbewegt. Die dabei entstehende Volumenvergrößerung des freien Volumens in der Behandlungskammer 2 bewirkt ebenfalls ein Entlasten des in der Behandlungskammer 2 noch vorliegenden Vorspanndrucks. Dieses Zurückziehen kann bis zur Entlastung auf Umgebungsdruck durchgeführt werden. Der befüllte und verschlossene Behälter kann dann aus der Behandlungskammer 2 entnommen werden.
- Die jeweiligen Vorgänge werden über die Steuerung angesteuert, die ihrerseits jeweiligen Ventile schaltet, beispielsweise das Spanngasventil 86 und/oder das Spülgasventil 82 und/oder das Vakuumventil 89 und/oder das Entlastungsventil 802.
- Nachdem die Behandlungskammer 2 auf Umgebungsdruck gebracht wurde, kann der dann befüllte und mit dem Behälterverschluss 124 verschlossene Behälter 120, so wie in
Figur 4 schematisch angedeutet, aus der Behandlungskammer 2 entnommen werden. - Beim erneuten Spülen eines nachfolgend in der Behandlungskammer 2 aufgenommenen, zu befüllenden Behälters 120 wird das in den Spülgaskanal 80 zurückgeflossene Spanngas, welches nun als Spülgas fungiert, entsprechend wiederverwendet. Das zurückgeflossene Spanngas wird dabei im Spülgaskanal 80 zwischengespeichert. Das Volumen des Spülgaskanals 80 ist entsprechend ausgelegt und kann beispielsweise durch einen zwischengeschalteten Druckspeicher erweitert werden.
- Da das in den Spülgaskanal 80 zurückgeflossene Spanngas möglichweise vom Volumen her für den nächsten Spülvorgang eines weiteren zu befüllenden Behälters 120 nicht ausreicht, kann frisches Spülgas aus einer Spülgasquelle 820 - beispielsweise einem Spülgastank - zugeführt werden. Durch das Verwenden des in den Spülgaskanal 80 zurückgeflossenen Spanngases als Spülgas kann der Verbrauch von frischem Spülgas jedoch reduziert werden.
- Bevorzugt ist der Spülgaskanal 80 dabei so ausgebildet, dass das gesamte zurückfließende Spanngasvolumen im Spülgaskanal 80 aufgenommen werden kann, ohne dass zurückfließendes Spanngas in die Spülgasquelle 820 eintritt, um hier mögliche Verunreinigungen auszuschließen.
- In den
Figuren 2 bis 4 befindet sich der Aufsatz 40 in einer Arbeitsstellung, in welcher der Aufsatz 40 zum Verschließen eines Behälters 120 einem Behälterverschluss 124 des Typs "Kronkorken" verwendet werden kann. - In
Figur 5 ist eine Vorrichtung 1 der Getränkeabfüllanlage 100 ausFigur 1 , welche sich auf Höhe der Kronkorkenzuführung 105 befindet, in einer schematischen Seitenansicht dargestellt. - Die Verschließvorrichtung 4 ist vorliegend dazu eingerichtet und ausgebildet, um verschiedene Typen von Behälterverschlüssen zum Verschließen von unterschiedlichen Behältertypen verarbeiten zu können. Einer der Typen von Behälterverschlüssen kann ein Kronkorkenverschluss, ein anderer Typ von Behälterverschlüssen kann ein Schraubverschluss sein.
- Gemäß dieser bevorzugten Ausführungsform ist der Aufsatz 40 im Sinne eines ersten Aufsatzes zum Aufbringen von Kronkorken ausgebildet. Der erste Aufsatz 40 ist auswechselbar an einem Verschließerstempel 41 der Verschließvorrichtung 4 in der Arbeitsstellung befestigt.
- Die Verschließvorrichtung 4 weist ferner einen zweiten Aufsatz 40' auf, welcher entsprechend zum Aufbringen von Schraubverschlüssen ausgebildet ist. Der zweite Aufsatz 40' wird in einem Aufsatzmagazin 43 aufbewahrt. Die Verschließvorrichtung 4, insbesondere der Verschließerstempel 41, kann in eine Austauschposition bewegt werden, in welcher ein Aufsatzaustausch durch Interaktion mit dem Aufsatzmagazin 43 durchführbar ist.
- Zum Auswechseln der Aufsätze 40, 40' ist die Verschließvorrichtung 4 von der oben beschriebenen Behandlungsposition, bei welcher sich der jeweils aktive Aufsatz 40, 40' im Inneren der Behandlungskammer 2 befindet, in die Austauschposition zu bewegen, bei welcher der auszutauschen Aufsatz 40 in Bewegungsrichtung B der Verschließvorrichtung 4 gesehen oberhalb des Aufsatzmagazins 43 positioniert ist.
- So kann das Aufsatzmagazin 43 unter den Aufsatz 40 bewegt und daraufhin der Aufsatz 40 an das Aufsatzmagazin 43 übergeben werden. Anschließend kann der neue anzubringende Aufsatz 40' an die Verschließvorrichtung 4 bzw. an deren Verschließerstempel 41 befestigt werden.
- In
Figur 6 ist schematisch eine Detailansicht der Vorrichtung 1 ausFigur 5 gezeigt. In dieser Ansicht ist die Verschließvorrichtung 4 aus der Austauschposition in Bewegungsrichtung B auf das Aufsatzmagazin 43 hinab bewegt worden, sodass das oben beschriebene Ablegen des Aufsatzes 40 erfolgen kann. - In
Figur 7 ist die Verschließvorrichtung 4 wieder in die Austauschposition bewegt, sodass das Aufsatzmagazin 43 unter dem Verschließerstempel 41 in einer Verschieberichtung V weiter verschoben werden kann, bis der zweite Aufsatz 40' unterhalb des Verschließerstempels 41 angeordnet ist. Im Anschluss daran kann der Verschließerstempel 41 wieder auf das Aufsatzmagazin 43 hinab bewegt werden, und so der zweite Aufsatz 40' mit dem Verschließerstempel 41 in Eingriff kommt, wieFigur 8 zu entnehmen. - Die in
Figur 8 gezeigte Verschließvorrichtung 4 ist nun zum Verarbeiten von Schraubverschlüssen ausgebildet und eingerichtet. Nachdem das Aufsatzmagazin 43 in die inFigur 5 gezeigte Stellung gebracht ist, kann die Verschließvorrichtung 4 wieder in die Behandlungskammer 2 einfahren und analog zur oben beschriebenen Weise Verschließen von Behältern 120 verwendet werden, wobei die Behälter 120 dann entsprechend mit Schraubverschlüssen zu verschließen sind. - Hierzu ist eine beim Kronkorkenverschließen deaktivierte Drehbewegung der Verschließvorrichtung 4 aktiviert, so dass die Schraubverschlüsse auf die Behälter 120 geschraubt werden können.
- Um einen neuen Behälterverschluss von der jeweiligen Behälterverschlusszuführung 105, 106 übernehmen zu können, ist die Verschließvorrichtung 4 entsprechend in Bewegungsrichtung B anzuheben, bis der jeweilige Aufsatz 40, 40' auf Höhe der jeweiligen Behälterverschlusszuführung 105, 106 positioniert ist.
-
- 1
- Vorrichtung
- 100
- Getränkeabfüllanlage
- 101
- Behandlungskarussell
- 102
- Rotationsachse
- 103
- Einlaufstern
- 104
- Auslaufstern
- 105
- Kronkorkenzuführung
- 106
- Schraubverschlusszuführung
- 120
- Behälter
- 122
- Behältermündung
- 2
- Behandlungskammer
- 20
- Behälteraufnahmeöffnung
- 22
- Aufnahmeöffnung
- 3
- Füllorgan
- 30
- Füllproduktauslauf
- 300
- Füllproduktauslaufdichtung
- 4
- Verschließvorrichtung
- 40
- (erster) Aufsatz
- 40'
- (zweiter) Aufsatz
- 41
- Verschließerstempel
- 42
- Verschließerflansch
- 43
- Aufsatzmagazin
- 60
- schaltbare Dichtung
- 80
- Spülgaskanal
- 82
- Spülgasventil
- 84
- Spanngaskanal
- 86
- Spanngasventil
- 88
- Vakuumkanal
- 89
- Vakuumventil
- 800
- Entlastungskanal
- 802
- Entlastungsventil
- 820
- Spülgasquelle
Claims (11)
- Vorrichtung (1) zum Befüllen eines zu befüllenden Behälters (120) mit einem Füllprodukt und zum Verschließen des befüllten Behälters (120) mit einem Behälterverschluss (124), umfassendeine Behandlungskammer (2) zum dichtenden Aufnehmen des Behälters (120) undeine relativ zur Behandlungskammer (2) bewegbare Verschließvorrichtung (4) zum Aufbringen eines Behälterverschlusses (124) auf den in der Behandlungskammer (2) aufgenommenen Behälter (120), wobeidie Verschließvorrichtung (4) dazu eingerichtet und ausgebildet ist, zumindest zwei verschiedene Typen von Behälterverschlüssen (124) verarbeiten zu können, und die Behandlungskammer (2) eine Aufnahmeöffnung (22) zum Aufnehmen der Verschließvorrichtung (4) aufweist, wobei die Aufnahmeöffnung (22) durch die Verschließvorrichtung (4) abdichtend abschließbar ist, wobeidie Verschließvorrichtung (4) in eine Behandlungsposition, in welcher ein Aufsatz (40, 40') der Verschließvorrichtung (4) im Inneren der Behandlungskammer (2) angeordnet ist, und in eine Übergabeposition bewegbar ist, in welcher der Aufsatz (40, 40`) außerhalb der Behandlungskammer (2) angeordnet und in welcher dem Aufsatz (40, 40') ein Behälterverschluss zuführbar ist,dadurch gekennzeichnet, dassaußerhalb der Behandlungskammer (2) jeweils eine Behälterverschlusszuführung (105, 106) für jeden Typ von Behälterverschlüssen vorgesehen und die Verschließvorrichtung (4) für jeden Typ von Behälterverschluss (124) in eine separate Übergabeposition bewegbar ist.
- Vorrichtung (1) gemäß Anspruch 1, dadurch gekennzeichnet, dass einer der Typen von Behälterverschlüssen (124) ein Kronkorken ist und/oder einer der Typen von Behälterverschlüssen ein Schraubverschluss ist und/oder einer der Typen Behälterverschlüssen ein Aufrollverschluss ist und/oder einer der Typen von Behälterverschlüssen ein Korken oder Stopfen ist.
- Vorrichtung (1) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Verschließvorrichtung (4) einen Aufsatz (40) aufweist, der sowohl zum Aufbringen eines Behälterverschlusses (124) eines ersten Typs, als auch zum Aufbringen eines Behälterverschlusses eines zweiten Typs ausgebildet und eingerichtet ist.
- Vorrichtung (1) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Verschließvorrichtung (4) dazu ausgebildet und eingerichtet ist, Behälterverschlüsse (124) sowohl auf einen Behälter (120) eines ersten Typs als auch auf einen Behälter eines zweiten Typs aufzubringen.
- Vorrichtung (1) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass die Verschließvorrichtung (4) einen auswechselbaren ersten Aufsatz (40) zum Aufbringen eines ersten Typs von Behälterverschlüssen (124) auf einen Behälter (120), bevorzugt eines entsprechenden ersten Behältertyps, aufweist und einen auswechselbaren zweiten Aufsatz (40`) zum Aufbringen eines zweiten Typs von Behälterverschlüssen auf einen Behälter (120), bevorzugt eines entsprechenden zweiten Behältertyps, aufweist.
- Vorrichtung (1) gemäß Anspruch 5, dadurch gekennzeichnet, dass die Verschließvorrichtung (4) dazu ausgebildet und eingerichtet ist, den ersten Aufsatz (40) und den zweiten Aufsatz (40`) abwechselnd in eine Arbeitsstellung bringen zu können.
- Vorrichtung (1) gemäß Anspruch 5 oder 6, dadurch gekennzeichnet, dass der erste Aufsatz (40) und der zweite Aufsatz (40`) bewegbar, bevorzugt schwenkbar oder verschiebbar, an der Verschließvorrichtung (4) angeordnet sind, und/oder dass bevorzugt außerhalb der Behandlungskammer (2) ein Aufsatzmagazin (43) zum Bereithalten von Aufsätzen (40, 40`) vorgesehen ist, wobei die Verschließvorrichtung (4) relativ zu dem Aufsatzmagazin (43) in eine Austauschposition bewegbar ist, in welcher ein Aufsatzaustausch durch Interaktion mit dem Aufsatzmagazin (43) durchführbar ist.
- Vorrichtung (1) gemäß einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass ein Füllorgan (3) zum abdichtenden Aufbringen auf einen mit der Behandlungskammer (2) abgedichteten Behälter (120) sowie zum Einbringen eines Füllprodukts in den Behälter (120) vorgesehen ist, wobei ein Spülgaskanal (80) zum Einbringen eines Spülgases in den zu befüllenden Behälter (120), und/oder ein Spanngaskanal (84) zum Einbringen eines Spanngases in die Behandlungskammer (2) vorgesehen ist.
- Verfahren zum Befüllen eines zu befüllenden Behälters (120) mit einem Füllprodukt und zum Verschließen des befüllten Behälters (120) mit einem Behälterverschluss (124), umfassenddas dichtende Aufnehmen des Behälters (120) in einer Behandlungskammer (2) und das Aufbringen eines Behälterverschlusses (124) auf den befüllten, in der Behandlungskammer (2) aufgenommenen Behälter (120) mittels einer Verschließvorrichtung (4), die relativ zur Behandlungskammer (2) bewegt wird, wobeidie Verschließvorrichtung (4) automatisch einen von zumindest zwei verschiedenen Typen von Behälterverschlüssen (124) zum Verschließen des Behälters (120) verarbeitet, und die Behandlungskammer (2) eine Aufnahmeöffnung (22) zum Aufnehmen der Verschließvorrichtung (4) aufweist, wobei die Aufnahmeöffnung (22) durch die Verschließvorrichtung (4) abdichtend abschließbar ist, wobeidie Verschließvorrichtung (4) in eine Behandlungsposition, in welcher ein Aufsatz (40, 40') der Verschließvorrichtung (4) im Inneren der Behandlungskammer (2) angeordnet ist, und in eine Übergabeposition bewegt wird, in welcher der Aufsatz (40, 40`) außerhalb der Behandlungskammer (2) angeordnet ist und in welcher dem Aufsatz (40, 40') ein Behälterverschluss zugeführt wird,dadurch gekennzeichnet, dassaußerhalb der Behandlungskammer (2) jeweils eine Behälterverschlusszuführung (105, 106) für jeden Typ von Behälterverschlüssen vorgesehen ist und die Verschließvorrichtung (4) für jeden Typ von Behälterverschluss (124) in eine separate Übergabeposition bewegt wird.
- Verfahren gemäß Anspruch 9, dadurch gekennzeichnet, dass die Verschließvorrichtung (4) mit einem von zumindest zwei unterschiedlichen Aufsätzen (40, 40`) versehen wird, um den gewählten Typ von Behälterverschlüssen (124) zu verarbeiten.
- Verfahren gemäß Anspruch 9 oder 10, dadurch gekennzeichnet, dass vor dem Verschließen der in der Behandlungskammer (2) abgedichtet aufgenommene Behälter (120) mit einem Füllprodukt befüllt wird.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102019103095.1A DE102019103095A1 (de) | 2019-02-07 | 2019-02-07 | Vorrichtung zum Behandeln eines Behälters |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP3693333A1 EP3693333A1 (de) | 2020-08-12 |
| EP3693333B1 true EP3693333B1 (de) | 2024-08-07 |
| EP3693333C0 EP3693333C0 (de) | 2024-08-07 |
Family
ID=69526164
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20156041.4A Active EP3693333B1 (de) | 2019-02-07 | 2020-02-07 | Vorrichtung zum behandeln eines behälters |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3693333B1 (de) |
| CN (1) | CN111533065B (de) |
| DE (1) | DE102019103095A1 (de) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020124328A1 (de) * | 2020-09-17 | 2022-03-17 | Krones Aktiengesellschaft | Vorrichtung zum Behandeln eines Behälters |
| DE102020133042A1 (de) * | 2020-12-10 | 2022-06-15 | Krones Aktiengesellschaft | Vorrichtung und Verfahren zum Verschließen eines Behälters mit einem Behälterverschluss |
| DE102021132348A1 (de) * | 2021-12-08 | 2023-06-15 | Krones Aktiengesellschaft | Vorrichtung zum Verschließen eines Behälters mit einem Behälterverschluss |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3524294A (en) * | 1967-10-20 | 1970-08-18 | American Flange & Mfg | Bottle capping equipment and method |
| DE4039434A1 (de) * | 1990-12-11 | 1992-06-17 | Harald R Bruder | Verfahren und vorrichtung zum verschliessen von behaeltern durch aufbringen von behaelterverschluessen in einer fuellmaschine |
| DE102008029208A1 (de) * | 2008-06-19 | 2009-12-24 | Krones Ag | Freistrahlfüllsystem |
| ITTO20100171U1 (it) * | 2010-11-09 | 2012-05-10 | Sidel Spa Con Socio Unico | Macchina per l'applicazione di dispositivi di chiusura rimovibili su rispettivi contenitori |
| DE102014104873A1 (de) | 2014-04-04 | 2015-10-08 | Krones Ag | Verfahren und Vorrichtung zum Befüllen eines Behälters mit einem Füllprodukt |
| CN105619445A (zh) * | 2016-02-26 | 2016-06-01 | 东莞市速美达自动化有限公司 | 带有快换装置的机器人 |
| CN206142779U (zh) * | 2016-08-11 | 2017-05-03 | 张家港飞力包装机械有限公司 | 一种新型异形盖旋盖头 |
| DE102017114388A1 (de) * | 2017-06-28 | 2019-01-03 | Krones Ag | Vorrichtung zum Behandeln eines Behälters in einer Füllproduktabfüllanlage |
| DE102017114387A1 (de) * | 2017-06-28 | 2019-01-03 | Krones Ag | Vorrichtung zum Behandeln eines Behälters in einer Füllproduktabfüllanlage |
| DE102017123253A1 (de) * | 2017-10-06 | 2019-04-11 | Krones Ag | Verfahren und Vorrichtung zum Befüllen eines zu befüllenden Behälters mit einem Füllprodukt |
| CN107827054A (zh) * | 2017-11-17 | 2018-03-23 | 湖南三德科技股份有限公司 | 一种自动化样瓶装盖机 |
-
2019
- 2019-02-07 DE DE102019103095.1A patent/DE102019103095A1/de not_active Withdrawn
-
2020
- 2020-02-03 CN CN202010078418.XA patent/CN111533065B/zh active Active
- 2020-02-07 EP EP20156041.4A patent/EP3693333B1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| EP3693333A1 (de) | 2020-08-12 |
| CN111533065B (zh) | 2023-03-31 |
| EP3693333C0 (de) | 2024-08-07 |
| CN111533065A (zh) | 2020-08-14 |
| DE102019103095A1 (de) | 2020-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3473587B1 (de) | Verfahren und vorrichtung zum befüllen eines zu befüllenden behälters mit einem füllprodukt | |
| DE3825093C2 (de) | Verfahren und Vorrichtung zum Füllen von Flaschen oder dgl. in Gegendruckfüllmaschinen | |
| EP0561299B1 (de) | Verfahren und Vorrichtung zum Verschliessen von Flaschen | |
| EP3693333B1 (de) | Vorrichtung zum behandeln eines behälters | |
| EP2915773B1 (de) | Vorrichtung und Verfahren zum Befüllen eines Behälters mit einem Füllprodukt | |
| WO2005056464A1 (de) | Füllelement für eine füllmaschine sowie füllmaschine mit derartigen füllelementen | |
| EP3480161A1 (de) | Vorrichtung und verfahren zum befüllen eines behälters mit einem karbonisierten füllprodukt | |
| EP3670434B1 (de) | Vorrichtung und verfahren zum befüllen eines zu befüllenden behälters mit einem füllprodukt | |
| EP2398731B1 (de) | Verfahren zum druckfüllen von flaschen oder dergleichen behältern sowie füllsystem und füllmaschine zum durchführen des verfahrens | |
| DE102008030948A1 (de) | Füllsystem zum Füllen von Flaschen oder dergleichen Behältern sowie Füllmaschine | |
| DE3611391C2 (de) | ||
| WO2019002466A2 (de) | Vorrichtung zum behandeln eines behälters in einer füllproduktabfüllanlage | |
| DE102005003222A1 (de) | Vorrichtung zum Füllen von Gefäßen | |
| EP1544157B1 (de) | Füllmaschine zum Füllen von Behältern | |
| EP3650402A1 (de) | Verfahren zum gegendruckfüllen von behältern und füllsystem eines gegendruckfüllers | |
| WO2019197337A1 (de) | VERFAHREN UND VORRICHTUNG ZUM BEFÜLLEN VON BEHÄLTERN MIT KARBONISIERTEM FÜLLGUT UND DEM ANSCHLIEßENDEN VERSCHLIEßEN DER GEFÜLLTEN BEHÄLTER | |
| EP3554987B1 (de) | Füllelementanordnung sowie füllmaschine | |
| EP3670429B1 (de) | Reinigung von behälterverschlüssen beim abfüll- und verschliessprozess von zu befüllenden behältern | |
| DE102017114387A1 (de) | Vorrichtung zum Behandeln eines Behälters in einer Füllproduktabfüllanlage | |
| EP3645447B1 (de) | Vorrichtung zum behandeln eines behälters in einer füllproduktabfüllanlage | |
| EP4011819B1 (de) | Vorrichtung und verfahren zum verschliessen eines behälters mit einem behälterverschluss | |
| DE217030C (de) | ||
| DE19545080A1 (de) | Vorrichtung zum Anpressen von Gefäßen an Gefäßfüllmaschinen | |
| DE4208549A1 (de) | Behandlungsstation fuer eine vorrichtung zum behandeln von keg, insbesondere zum reinigen oder fuellen von keg | |
| WO2019002468A1 (de) | Vorrichtung zum behandeln eines behälters in einer füllproduktabfüllanlage |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20210212 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20230118 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230523 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240304 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502020008774 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| U01 | Request for unitary effect filed |
Effective date: 20240904 |
|
| U07 | Unitary effect registered |
Designated state(s): AT BE BG DE DK EE FI FR IT LT LU LV MT NL PT RO SE SI Effective date: 20240917 |
|
| P04 | Withdrawal of opt-out of the competence of the unified patent court (upc) registered |
Free format text: CASE NUMBER: APP_51632/2024 Effective date: 20240913 |
|
| P05 | Withdrawal of opt-out of the competence of the unified patent court (upc) changed |
Free format text: CASE NUMBER: APP_51632/2024 Effective date: 20240917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241108 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241107 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241107 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241207 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20241108 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 6 Effective date: 20250107 |
|
| U1N | Appointed representative for the unitary patent procedure changed after the registration of the unitary effect |
Representative=s name: NORDMEYER, PHILIPP WERNER; DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20250508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20240807 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250228 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20250207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20250207 |
|
| U20 | Renewal fee for the european patent with unitary effect paid |
Year of fee payment: 7 Effective date: 20260106 |