EP3422481A1 - Système de contact destiné à la mise en contact d'un tressage de blindage et d'un élément de contact - Google Patents
Système de contact destiné à la mise en contact d'un tressage de blindage et d'un élément de contact Download PDFInfo
- Publication number
- EP3422481A1 EP3422481A1 EP18190110.9A EP18190110A EP3422481A1 EP 3422481 A1 EP3422481 A1 EP 3422481A1 EP 18190110 A EP18190110 A EP 18190110A EP 3422481 A1 EP3422481 A1 EP 3422481A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- contact
- aluminum
- inner sleeve
- sleeve
- contact surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 201
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims abstract description 201
- 238000009413 insulation Methods 0.000 claims abstract description 78
- 230000002093 peripheral effect Effects 0.000 claims abstract description 8
- 239000004020 conductor Substances 0.000 claims description 56
- 238000003466 welding Methods 0.000 claims description 25
- 238000010008 shearing Methods 0.000 claims description 18
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 15
- 229910052802 copper Inorganic materials 0.000 claims description 15
- 239000010949 copper Substances 0.000 claims description 15
- 229910000881 Cu alloy Inorganic materials 0.000 claims description 12
- 238000003780 insertion Methods 0.000 claims description 12
- 230000037431 insertion Effects 0.000 claims description 12
- 238000005260 corrosion Methods 0.000 claims description 10
- 230000007797 corrosion Effects 0.000 claims description 10
- 229910000838 Al alloy Inorganic materials 0.000 claims description 6
- 239000011248 coating agent Substances 0.000 claims description 6
- 238000000576 coating method Methods 0.000 claims description 6
- 230000002401 inhibitory effect Effects 0.000 claims description 5
- 239000010935 stainless steel Substances 0.000 claims description 2
- 229910001220 stainless steel Inorganic materials 0.000 claims description 2
- 238000000034 method Methods 0.000 description 23
- 230000006835 compression Effects 0.000 description 20
- 238000007906 compression Methods 0.000 description 20
- 230000000694 effects Effects 0.000 description 7
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000002788 crimping Methods 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 210000004907 gland Anatomy 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 230000007306 turnover Effects 0.000 description 2
- 208000025962 Crush injury Diseases 0.000 description 1
- AZDRQVAHHNSJOQ-UHFFFAOYSA-N alumane Chemical class [AlH3] AZDRQVAHHNSJOQ-UHFFFAOYSA-N 0.000 description 1
- 238000009954 braiding Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000005382 thermal cycling Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/28—Clamped connections, spring connections
- H01R4/50—Clamped connections, spring connections utilising a cam, wedge, cone or ball also combined with a screw
- H01R4/5083—Clamped connections, spring connections utilising a cam, wedge, cone or ball also combined with a screw using a wedge
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R9/00—Structural associations of a plurality of mutually-insulated electrical connecting elements, e.g. terminal strips or terminal blocks; Terminals or binding posts mounted upon a base or in a case; Bases therefor
- H01R9/03—Connectors arranged to contact a plurality of the conductors of a multiconductor cable, e.g. tapping connections
- H01R9/05—Connectors arranged to contact a plurality of the conductors of a multiconductor cable, e.g. tapping connections for coaxial cables
- H01R9/0524—Connection to outer conductor by action of a clamping member, e.g. screw fastening means
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R4/00—Electrically-conductive connections between two or more conductive members in direct contact, i.e. touching one another; Means for effecting or maintaining such contact; Electrically-conductive connections having two or more spaced connecting locations for conductors and using contact members penetrating insulation
- H01R4/28—Clamped connections, spring connections
- H01R4/50—Clamped connections, spring connections utilising a cam, wedge, cone or ball also combined with a screw
- H01R4/5016—Clamped connections, spring connections utilising a cam, wedge, cone or ball also combined with a screw using a cone
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01R—ELECTRICALLY-CONDUCTIVE CONNECTIONS; STRUCTURAL ASSOCIATIONS OF A PLURALITY OF MUTUALLY-INSULATED ELECTRICAL CONNECTING ELEMENTS; COUPLING DEVICES; CURRENT COLLECTORS
- H01R43/00—Apparatus or processes specially adapted for manufacturing, assembling, maintaining, or repairing of line connectors or current collectors or for joining electric conductors
Definitions
- the invention relates to a contact system for contacting an aluminum braided shield comprising a contact element an electrically conductive cable having an inner electrical conductor, a primary insulation surrounding the inner electrical conductor and a secondary insulation surrounding the primary insulation; the aluminum screen braid comprising a plurality of aluminum wires, which is disposed running at least in sections between the primary insulation and the secondary insulation of the electrically conductive cable; the push-on to the electrically conductive cable contact element which comprises an outer sleeve and an at least partially insertable into the outer sleeve inner sleeve.
- a braided shield which consists of a plurality of strands of an electrically conductive material, which surrounds the electrical inner conductor.
- the braided screen is usually located within a cable sheath and is between a primary insulation, also called inner sheath, which is arranged between the inner conductor and braided shield, and a secondary insulation, also called outer sheath or cable sheath, which surrounds the braided shield outside arranged.
- a shielding film which is usually a plastic-laminated aluminum foil. This screen foil transmits no appreciable currents and is not mitromeiert in the case of contacting the screen braid, but separated when exposing the shield braid.
- the shielding braid in the end regions of the electrical cable In order to ensure the shielding of the inner conductor or the equipotential bonding of the shielding braid, it is necessary for the shielding braid in the end regions of the electrical cable to be connectable to a ground.
- at least one contact element is usually provided at each end of the cable, which are electrically conductively connected to the braided shield and can be connected to the ground.
- braided shields are also aluminum or aluminum alloys, which is used due to its low mass in many applications, such as in the automotive sector, especially in electrically powered cars.
- aluminum wires or an aluminum alloy are pressed together, these wires naturally already have only one very hard to penetrate oxide layer on its surface. Due to the radial compression, a contacting process for a braided screen which is customary in copper technology is unable to produce contact with all the aluminum wires of the aluminum screen braiding with the contact element, since the oxide layers forming on the aluminum wires prevent the transverse conductivity in the pressed areas.
- the oxide layers can not be broken for all wires in the braided shield. It has also been found that with known contacting methods in aluminum braided shields no stable connection can be achieved over a thermal cycling load.
- connection methods for aluminum screen braids make use of additional measures in order to ensure the contacting of all aluminum wires and, if necessary, to be able to break up the oxide layer.
- connection is from the DE 10 2012 00 137 B4 It is known that when connecting an aluminum screen braid to a sleeve, the braided screen is knocked back over the sleeve and the connection is made by means of ultrasonic welding. In this process, a cohesive connection between the braided shield and the contact part is made by supplying heat.
- this type of connection technique has the disadvantage that the quality of the connection always influences the quality of the connection; in this case, above all adhering substances from the preceding processes are interference quantities.
- the production of such electrically conductive connections between an aluminum braided screen and a contact element is dependent on the presence of expensive welding systems, which are still not portable and therefore not flexible.
- the EP 2 874 236 A1 describes a contact system consisting of a first inner contact part and a second outer one Contact part by means of which an aluminum wire screen comprising a plurality of individual wires can be clamped and contacted.
- the wire screen is pressed between a conical outer surface of a contact region of the first contact element and a conical inner surface of the second contact element via clamping means of the contact system.
- This object relates to an inventive contact system for contacting an aluminum screen mesh with a contact element of the type mentioned, wherein the inner sleeve having a first contact surface and the outer sleeve has a second contact surface for contacting the aluminum screen mesh, wherein the first and / or second contact surface respectively having different sized cross-section with respect to a conductor axis of the electrically conductive cable, and wherein the contact surfaces are formed such that the aluminum wires of the aluminum screen mesh are clamped in a contact position of the contact part by axially telescoping inner sleeve and outer sleeve between the contact surfaces and contacted with the contact part.
- electrical inner conductor of electrically conductive material preferably copper, aluminum or at least one of these metals-containing alloys are understood in the context of the invention both individual conductors as well as several Single conductors existing strands or a package of two, three, four or more strands, which are covered by the primary insulation.
- the electrical inner conductor defines a conductor axis, which follows the course of the electrical cable, so in sections may be straight, curved or angled. However, at least in the area of the contacting, the conductor axis generally runs in a straight line.
- Under sleeve is usually understood an element which comprises a, preferably centric, through-opening and a through-opening having, preferably rotationally symmetrical, shell body.
- the passage opening can basically have any geometric cross-section, as long as the passage of at least a portion of the electrically conductive cable is ensured.
- the inner sleeve is that sleeve, which is arranged in the contact position in the radial direction closer to the inner conductor. In other words, the inner sleeve is pushed onto the electrically conductive cable, so that the passage opening of the inner sleeve, hereinafter called cable feedthrough, is advantageously adapted to the geometry of the electrical inner conductor of the cable, for example circular, elliptical or substantially polygonal.
- the sheath body of the inner sleeve is formed such that the inner sleeve is at least partially inserted into the outer sleeve, wherein the first contact surface of the inner sleeve is usually formed by a radially outer peripheral surface of the inner sleeve.
- the insertability is achieved in that the outer dimensions of the inner sleeve is smaller than or equal to the inner dimensions of the passage opening of the outer sleeve.
- the second contact surface of the outer sleeve is generally formed by a radially inner peripheral surface, that is, by the boundary surface of the through hole of the outer sleeve.
- the contact surfaces are defined by a surface of the inner sleeve or the outer sleeve and theoretically include a volume. If in the light of the invention of A cross-section of a contact surface is referred to, mutatis mutandis, the cross-section of the enclosed volume understood, which is aligned normal to the conductor axis.
- the aluminum braided shield is disposed between the contact surfaces so that the aluminum wires of the aluminum braid, preferably all aluminum wires, contact both the first contact surface and the second contact surface.
- each of the contact surfaces preferably has regions with different sized cross-sections.
- either an electrical contact between the outer sleeve and / or the inner sleeve and the aluminum wires is made to allow potential equalization.
- the geometry of the cooperating contact surfaces of the sleeves is a variety of shapes in question, as long as the design of the contact surfaces and their cross sections at least one area is defined, through which a telescoping of the sleeves acting on the aluminum shielding clamping force is exerted.
- the contact element according to the invention is also suitable for braided shields of other materials or alloys, for example of copper or copper alloys.
- the first contact surface has at least one step.
- the second contact surface has a step.
- a step is understood as meaning a sudden enlargement or reduction of the cross-sectional area defining the corresponding contact surface normal to the conductor axis.
- the first and / or second contact surface may have a cylindrical shape or the previously described conical shape. It is advantageous if both contact surfaces have mutually corresponding first and second stages.
- the at least one first and / or second stage in turn defines the region in which, in the contact position, the pressure peak for exerting the clamping force or for pinching / shearing and cold welding of the aluminum wires of the aluminum screen mesh.
- the contact surfaces are further formed such that in the Contact position of the contact element by axially compressing the outer sleeve and inner sleeve, a crushing / shearing of the aluminum wires of the aluminum shield braid and cold welding of the aluminum wires of the aluminum shield braid takes place with the contact element.
- the contact surfaces of the inner sleeve and outer sleeve are designed such that the oxide layer having surface of all aluminum wires of the aluminum screen braid when axially compressing the inner sleeve and outer sleeve is broken, so that a cold welding between at least one contact surface and the aluminum braid can arise.
- the aluminum wires are squeezed during compression or at least partially sheared / sheared, so that it comes to a cold welding between the aluminum wires and at least one of the sleeves, so the inner sleeve and / or the outer sleeve.
- At least one area is defined, in which forms a pressure peak during compression.
- This area usually corresponds to the area in which the clamping force is exerted.
- Cold welding utilizes the effect of aluminum tending to flow using very high pressure and thereby cold welding to contacting materials.
- Such a compound is insoluble and electrically conductive.
- the geometry of the cooperating contact surfaces of the sleeves is a variety of shapes in question, as long as the design of the contact surfaces and their areas with different cross-section at least one area is defined in which forms a pressure peak during axial compression, which is used for crushing / Shearing the aluminum wires and ultimately leads to cold welding.
- one of the sleeves is made of copper or one, preferably coated, copper alloy and serves as a contact sleeve while the other sleeve acts as a support sleeve.
- the cold welding takes place both between the contact sleeve and between the support sleeve and the aluminum braided screen.
- the second contact surface of the outer sleeve limits an insertion volume for the inner sleeve and the first contact surface of the inner sleeve is formed by a portion of the inner sleeve which can be introduced into the insertion volume.
- the insertion volume of the outer sleeve is usually formed by a portion of the passage opening, preferably completely through the passage opening. Due to the design of insertion volume of the outer sleeve and insertable portion of the inner sleeve, the interaction of the contact surfaces can be achieved in a simple manner.
- introduction volume and / or insertable section taper at least in sections relative to the conductor axis.
- the contact surfaces forming element (s) a geometry of the contact surfaces is achieved in a simple manner, which causes a pinch or shearing / shearing of the aluminum screen mesh in the contact position.
- the tapered portion of that region forms, which exerts a clamping force on the aluminum wires or causes a crushing / shearing of the aluminum wires.
- the contact surfaces may be formed such that in an intermediate position of the contact part, in which the inner sleeve is partially inserted into the outer sleeve, forms a gap for receiving the aluminum screen mesh between the contact surfaces and the gap has at least one cross-sectional constriction.
- a particularly space-saving design of the contact element is achieved in a preferred embodiment in that the inner sleeve is completely received in the contact position in the insertion volume of the outer sleeve.
- the entire inner sleeve is formed as an insertable section.
- first and / or the second contact surface in the contact position are at least partially oblique to the conductor axis running , In other words, the imaginary extensions of the first and / or second contact surfaces intersect the conductor axis.
- a clamping and / or a compression / shearing of the aluminum wires of the aluminum screen mesh between the contact surfaces in a preferred embodiment can be achieved in that the first and / or the second contact surface is conical. Due to the conicity, which generally refers to the conductor axis, the at least one contact surface, preferably both contact surfaces, ensures that the contact surfaces exert a clamping force on the aluminum wires by an axial displacement of the sleeves in the contact position or a pressure peak to pinch / Shear (speak cold welding) of the aluminum wires form. It goes without saying that the contact surfaces are formed corresponding to each other, at least when both contact surfaces are conical.
- first and the second contact surfaces are conical, wherein the opening angle of the cones are at least partially different sizes. Due to the different opening angle relative to the conductor axis, the axial telescoping on the one hand leads to an increase in the Clamping force in the area in which the clear distance between the contact surfaces is minimal. On the other hand, this can define an area between the contact surfaces, in which a pressure peak forms during the compression of the sleeves. Because of this pressure spike, shear / crushing of the aluminum wires to form the cold weld can be achieved.
- the effects mentioned above in connection with the conical contact surfaces can be further improved in that the first and / or the second contact surface has at least one kink.
- Knick is understood here as meaning the change in the slope in the conical or frustoconical contact surface or, in other words, the continuous transition between two sections merging into one another with different opening angles of the contact surface.
- Each kink defines a peripheral contact edge on which a pressure peak forms and / or which exerts a clamping force on the aluminum screen mesh.
- Advantageous effects are already observed if only one of the contact surfaces has a kink.
- variants are also conceivable in which a contact surface has several kinks or both contact surfaces have one or more kinks.
- the kinks in turn define the area in which in the contact position, the clamping force is exerted on the aluminum wires or forms in the contact position, the pressure peak.
- the first contact surface has at least a first step and the second contact surface has at least one second step, the steps each forming a peripheral contact edge and contacting the aluminum braid in the contact position with the contact edges.
- the contact edges in turn defines that region in which the pressure peak is in the contact position
- one of the sleeves is designed as a contact sleeve, via which the potential equalization is made possible and the other sleeve is designed as a support sleeve.
- the contact sleeve is made of copper or a copper alloy.
- either the inner sleeve or the outer sleeve may be formed as a contact sleeve.
- both contact sleeve and support sleeve made of copper or a copper alloy are made. Therefore, it is provided in further embodiments of the invention that the inner sleeve and / or the outer sleeve is made of copper or a copper alloy.
- one of the sleeves is made of copper or a copper alloy and the other sleeve is made of aluminum or an aluminum alloy.
- the made of aluminum or an aluminum alloy sleeve so designed as a support sleeve sleeve, the corrosion tendency of the aluminum wires in the region of the contact element is further minimized.
- it can also be made of stainless steel, which is preferably protected against corrosion, for example by means of a corrosion-inhibiting coating.
- the made of copper or a copper alloy sleeve has a corrosion-inhibiting coating.
- a corrosion-inhibiting coating are in particular nickel and / or tin or nickel and / or tin-containing alloys as coating materials.
- the secondary insulation is removed at least in that region of the electrically conductive cable in which the contact element is arranged in the contact position, wherein the region having the smallest cross section of the first contact surface at the region having the secondary insulation of the cable adjoins.
- the inner sleeve between primary insulation and aluminum braid pushed so that the inner sleeve on the one hand contacts the primary insulation and on the other hand the aluminum screen braid. Therefore, in a further preferred embodiment of the invention, it is provided that the inner sleeve is arranged in the contact position between the primary insulation and the aluminum braided shield, wherein preferably a cable feedthrough of the inner sleeve contacts the primary insulation.
- both inner sleeve and outer sleeve or at least their contact surfaces are in the radial direction in the stripped region of the cable.
- the aluminum braided screen is folded over the first contact surface of the inner sleeve and a cable bushing of the inner sleeve contacts the secondary insulation or the aluminum braided screen. If the inner sleeve is seated in the contact position on the secondary insulation and thus the cable bushing, that is to say the through-opening, of the inner sleeve contacts the secondary insulation, the aluminum braided screen must be turned over for contacting via the first contact surface.
- a particularly space-saving design is achieved in that the inner sleeve is pushed in the stripped area of the cable over the aluminum braided shield and then the aluminum braided shield is folded over the first contact surface.
- the cable gland contacts the section of the aluminum screen braid adjacent to the primary insulation and the first contact surface contacts the folded-back part of the aluminum screen braid.
- the electrically conductive cable is cut to length and a resulting open end of the cable stripped, wherein the stripping at least the secondary insulation is removed in that or up to that area in which the contact with the contact element is to be produced. It goes without saying that even an already cut cable with stripped open end can be used.
- inner sleeve and outer sleeve are pushed onto the cable, wherein the cable through the passage opening of the sleeves, respectively insertion volume and cable gland, is performed.
- the electrical cable is already delivered prefabricated, so that outer sleeve and inner sleeve only have to be pushed together or pressed together.
- the contact element is to be arranged in the contact position in the non-stripped region of the cable, it is necessary to first postpone the inner sleeve on the secondary insulation, then turn over the aluminum braid on the secondary insulation or on the inner sleeve and Subsequently, push the outer sleeve from the direction of the stripped area of the cable in the direction of the inner sleeve.
- the inner sleeve is placed between the secondary insulation and the folded-back portion of the aluminum screen mesh.
- the inner sleeve is pushed over the secondary insulation and subsequently the aluminum braided screen is folded over the first contact surface before the outer sleeve is displaced in the direction of the inner sleeve.
- the outer sleeve is moved from the direction of the open end of the cable in the direction of the secondary insulation having portion of the electrically conductive cable to be brought into the contact position.
- the outer sleeve is first pushed onto the secondary insulation of the cable.
- the inner sleeve is subsequently inserted between the primary insulation and the aluminum braided shield so that it is no longer necessary to turn over the aluminum braided shield.
- the outer sleeve is then pushed in the direction of the stripped region of the cable or in the direction of the inner sleeve.
- the outer sleeve is pushed over the secondary insulation and subsequently the inner sleeve between the aluminum braided shield and primary insulation is inserted before the outer sleeve is moved in the direction of the inner sleeve. At this time, the outer sleeve is shifted from the portion of the electric wire having the secondary insulation toward the open end of the cable to be brought into the contact position.
- the inner sleeve is pushed in the stripped area directly on the voltage applied to the primary insulation aluminum braid and the Aluminum shield braid in the stripped portion of the electrically conductive cable is folded over the first contact surface.
- the aluminum braided screen is exposed so far that a section over the deferred inner sleeve projects and can be turned over.
- the outer sleeve is then displaced in the direction of the secondary insulation having region of the electrically conductive cable.
- the inner sleeve is first pushed over the aluminum braided screen and subsequently a section of the aluminum braided shield projecting over the inner sleeve is folded over the first contact surface before the outer sleeve is displaced in the direction of the inner sleeve.
- the outer sleeve is moved from the direction of the open end of the cable in the direction of the secondary insulation having portion of the electrically conductive cable to be brought into the contact position.
- the inner sleeve is placed in the radial direction between the inner conductor and the braided shield, optionally with the interposition of the primary insulation and / or the secondary insulation.
- the aluminum screen braid 7 comprises a plurality of aluminum wires and extends between a primary insulation 6 and a secondary insulation 8 of an electrically conductive cable 4.
- the structure of the cable. 4 which in particular in FIG. 2 and 4 is apparent, looks like this:
- the core of the cable 4 is formed by an electrical inner conductor 5, which defines a rectilinear conductor axis 15 in the figures.
- the inner conductor 5 is formed by a plurality of individual conductors bundled as a strand and has a substantially circular cross-section. It goes without saying that the number of individual conductors of a strand and the number of strands or the geometry of the cross section for the invention itself are irrelevant.
- both individual conductors as well as elliptical or polygonal cross sections of the inner conductor 5 are conceivable.
- a primary insulation 6 also called inner sheath or conductor insulation, applied, which causes an insulation between the inner conductor 5 and the aluminum shield braid 7.
- a secondary insulation 8 also known as outer sheath or cable sheath, applied, which inner conductor 5 and aluminum shield braid 7 isolated from the environment.
- the electrically conductive cable 4 Before the contacting of the aluminum screen mesh 7 and the contact element 1 can be realized, usually the electrically conductive cable 4 must be cut to length, so that an open end of the cable 4 is formed. In that area of the electrically conductive cable 4, in which the Contact element 1 can be arranged in the contact position, the secondary insulation 8 is removed. In the following, therefore, in this context, the stripped area is spoken. As a rule, the stripped-off region is arranged in the section of the open end of the cable 4 and, as can be seen in the figures, extends to the end of the cable 4. Furthermore, as shown in the figures, an end-side section can also be provided of the cable 4 of primary insulation 6, aluminum screen braid 7 and secondary insulation 8 be free, so that the inner conductor 5 is exposed for electrical connection.
- the contact element 1 comprises an inner sleeve 2 with a first contact surface 2a and an outer sleeve 3 with a second contact surface 3a, wherein the contact surfaces 2a, 3a are formed for the contacting of the aluminum screen mesh 7 in the illustrated contact position.
- the inner sleeve 2 is at least partially inserted into the outer sleeve 3.
- At least one of the two sleeves 2, 3 is designed as a contact sleeve and can be electrically connected to a ground for the purpose of equipotential bonding.
- the contact surfaces 2 a, 3 a of the sleeves 2,3 are formed such that the aluminum wires of the aluminum screen braid 7 in the contact position of the contact part 1 by axial telescoping of inner sleeve 2 and outer sleeve 3 between the contact surfaces 2 a, 3 a clamped and with the contact part 1 are contacted, the aluminum braid 7 is clamped in the illustrated contact position between the contact surfaces 2a, 3a.
- the contact surfaces 2a, 3a in the embodiments are also formed such that in the contact position of the contact element 1 by axially compressing the outer sleeve 3 and inner sleeve 2, a pinch / shear of the aluminum wires of the aluminum screen braid 7 and cold welding of the aluminum wires of the aluminum screen braid.
- the contact element 7 takes place with the contact element 1.
- This design is achieved in that the contact surfaces 2a, 3a regions of different cross-section, in the present case have different diameters. Therefore, the electrical connection between the aluminum wires of the aluminum screen mesh 7 and the contact element 1 in the illustrated contact position is made by cold welding. In other words, the aluminum wires are welded in the contact position with the contact element 1.
- the contact surfaces 2 a, 3 a surrounding the aluminum screen mesh 7 in any case achieve a uniform contacting of all aluminum wires, if possible, without radial compression, such as crimping, or additional welding being necessary. Nevertheless, the electrical contact can be produced by simply pushing together or compressing the sleeves 2, 3.
- FIG. 3 shows an axonometric view of a first embodiment of the system according to the invention in an intermediate position in which the contact surfaces 2a, 3a of the sleeves 2,3 are not yet in contact with the aluminum screen mesh 7.
- the first contact surface 2a of the inner sleeve 2 is conical, so that the size of the cross sections or diameter normal to the conductor axis 15 along the entire longitudinal extent of the sleeves 2.3 change.
- both contact surfaces 2a, 3a run obliquely to the conductor axis 15.
- the contact surface 2a has two sections of different pitch, which merge into one another at a kink 12.
- the contact surface 2a in a first in the present illustration of the outer sleeve 3 facing portion on a larger opening angle, is therefore steeper than in the second section.
- FIG. 4 shows one too FIG. 3 analogous axonometric view of a second embodiment of the system according to the invention in the intermediate position.
- the first contact surface 2a of the inner sleeve 2 is composed of three cylindrical sections of different sized cross-section or diameter, wherein two first steps 13 each separate two successive sections from one another.
- FIG. 5 is a contact element 1 of the first embodiment
- FIG. 6 a contact element 1 of the second embodiment, that is, in each case the inner sleeve 2 and the outer sleeve 3, shown in detail.
- inner sleeve 2 and outer sleeve 3 each have a through opening and that the inner sleeve 2 is at least partially inserted into the outer sleeve 3.
- the passage opening of the inner sleeve 2 is formed as a cable bushing 11, through which the cable 4 is feasible.
- the first contact surface 2 a of the inner sleeve 2 is formed by an outer circumferential surface of the inner sleeve 2.
- the passage opening of the outer sleeve 3 is formed as an insertion volume 9 for receiving an insertable portion 10 of the inner sleeve 2 and further serves to pass the cable 4.
- the insertable portion 10 includes the entire extension of the inner sleeve 2, so that the inner sleeve 2 in the contact position completely absorbed in the outer sleeve 3.
- the insertable portion 10 includes only a part of the longitudinal extent of the inner sleeve 2, so that a part of the inner sleeve 2 protrudes in the contact position of the outer sleeve 3 also.
- the second contact surface 3a is formed by an inner peripheral surface of the outer sleeve 3a and limits the insertion volume 9.
- the geometry of the first contact surface 2a with that of the second Contact surface 3a corresponds, in that between the contact surfaces 2a, 3a, the aluminum braid 7 is clamped or cold-welded.
- FIG. 5 the conicity of the first contact surface 2a described above in connection with the first exemplary embodiment is again shown together with the kink 12.
- the conical design of the second contact surface 3a of the outer sleeve 3 can be seen.
- the opening angles of the cones of the contact surfaces 2a, 3a differ from each other, so that when inserting the inner sleeve 2 in the outer sleeve 3 and when pushing the outer sleeve 3 on the inner sleeve 2, a wedge-shaped cross-sectional constriction is achieved.
- the kink 12 defines that region in which a clamping force is exerted on the aluminum wires by the contact surfaces 2a, 3a or in which a pressure peak for crushing / shearing and cold welding of the aluminum wires is formed.
- the area is thus a circumferential contact edge defined by the kink.
- FIG. 6 By contrast, the first steps 13 of the first contact surface 2 a described above in connection with the second embodiment variant can be seen.
- the second contact surface 3a is also shown, which has with the first stages 13 cooperating second stages 14, which divides the second contact surface 3a in three sections.
- the steps 13, 14 define the region in which a clamping force is exerted on the aluminum wires by the contact surfaces 2a, 3a or in which a pressure peak for crushing / shearing and cold welding of the aluminum wires is formed.
- a circumferential contact edge is formed by each of the stages 13, 14, which constitutes the above-mentioned range.
- FIGS. 7a, b, c, d and 8a, b, c, d show different positions of the contact element 1 and the inner sleeve 2 and the outer sleeve 3 during the contacting process, wherein in the former figures, a system according to the first embodiment and in the latter figures, a system according to the second embodiment is shown.
- a first step in each case the outer sleeve 3 is pushed onto the electrically conductive cable 4.
- the outer sleeve 3 is thereby pushed beyond the stripped area, so that the outer sleeve 3 comes to rest over the secondary insulation 8.
- the smallest diameter of its passage opening is greater than or equal to the diameter of the cable 4 together with secondary insulation 8.
- the cable 4 is partially accommodated in the insertion volume 9 of the outer sleeve 3.
- the second step (pictured in the FIGS. 7b, 7c and 8b, 8c ) is that the inner sleeve 2 is pushed onto the electrically conductive cable 4.
- the smallest diameter of the cable bushing 11 is greater than or equal to the diameter of the cable 4 together with the primary insulation 6, so that the inner sleeve 2 can be pushed onto the primary insulation 6.
- the inner sleeve 2 is inserted between the primary insulation 6 and the aluminum braid 7, so that the aluminum braid 7 contacts the first contact surface 2a. It is also conceivable that the aluminum braided screen 7 is lifted in a separate step from the primary insulation 6 and after pushing the inner sleeve 2 is placed on the first contact surface 2a, for example by means of the step described below or in a separate step.
- the outer sleeve 3 is then displaced in the direction of the inner sleeve 2 until contacting the second contact surface 3a and the first contact surface 2a, the aluminum screen braid 7 in the contact position and the aluminum wires of the aluminum screen braid 7 between the contact surfaces 2a, 3a are clamped and the electrical contact between the contact element 1 and the aluminum screen mesh 7 is made.
- one of the two sleeves 2, 3, ie either the inner sleeve 2 or the outer sleeve 3, is designed as a contact sleeve, which is made of copper or a copper alloy and preferably a corrosion-inhibiting coating, for example of nickel and / or tin or alloys from it.
- a contact sleeve is made of copper or a copper alloy and preferably a corrosion-inhibiting coating, for example of nickel and / or tin or alloys from it.
- the other sleeve is formed as a support sleeve and is made of aluminum or an aluminum alloy to reduce the corrosion of the aluminum wires.
- any combination of the first and second embodiments are also suitable for achieving the same technical effects. Also, geometries deviating from the geometry of the contact surfaces 2 a, 3 a shown in the exemplary embodiments are conceivable if they permit clamping or compression / shearing of the aluminum wires of the aluminum screen mesh 7.
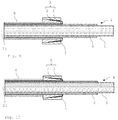
- FIG. 9 a third embodiment of the contact system according to the invention is shown, in which the inner sleeve 2 is seated in the contact position on the secondary insulation 8.
- a section of the aluminum screen braid 7 has been pushed back over the first contact surface 2a.
- the outer sleeve 3 is in the axial direction, ie in the direction of the conductor axis 15, pushed onto the inner sleeve 2 to allow the clamping or compression / shearing of the aluminum wires of the aluminum screen mesh 7 between the two contact surfaces 2a, 3a.
- the method for contacting the aluminum screen mesh 7 with the contact element 1 differs due to the different structure of the contact systems of the previously described in connection with the first two embodiments variants:
- the inner sleeve 2 on the open end of the electrically conductive cable 4 postponed and pushed over the stripped area on the secondary insulation 8.
- the first contact surface 2a - as in the illustrated embodiment - has areas with different sized cross-section, it is advantageous if the area with the smallest cross section in Direction of the open end of the cable 4 is directed.
- the contact surfaces 2a, 3a are conical as in the first and fourth embodiments, but it is also conceivable that the contact surfaces 2a, 3a analogously to the second embodiment stages or have a combination of slopes and steps.
- the inner sleeve 2 is flush with the secondary insulation 8, wherein a left-side or right-side offset is conceivable. Subsequently, an exposed by the stripping portion of the aluminum screen mesh 7 is folded over the first contact surface 2a, so that the aluminum screen mesh 7 is folded back and rests on the first contact surface 2a.
- the outer sleeve 3 is then displaced from the direction of the open end of the cable 4 in the direction of the inner sleeve 2, so that the aluminum braid 7 is first clamped between the contact surfaces 2a, 3a and further compressed by axial compression and cold-welded.
- FIG. 10 shows a fourth embodiment of the contact system according to the invention, which is constructed similar to the previously described third embodiment.
- the inner sleeve 2 is seated in the contact position, in contrast to the previously described embodiment, not on the secondary insulation 8, but on an exposed portion of the aluminum screen mesh 7.
- the aluminum screen mesh 7 is thus exposed or stripped over a larger area than turned over becomes.
- the method for contacting the aluminum screen braid 7 is carried out analogously to the method described above, wherein the inner sleeve 2 just on the exposed Section of the aluminum screen braid 7 is pushed and over the inner sleeve 2 projecting portion of the aluminum screen braid 7 is folded over the first contact surface 2a.
- the sliding of the outer sleeve 3 is carried out as previously described.
- Such a design allows a particularly space-saving arrangement of the contact element 1 in the contact position. Only by telescoping or compressing the sleeves 2, 3 according to the invention for making the contacting is it possible to rest the inner sleeve 2 on the aluminum braided screen 7, since the aluminum braided shield 7 underlying the inner sleeve 2 could be damaged in conventional radial pressing operations.
- the secondary insulation 8 can be used as a stop for positioning the inner sleeve 2.
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Cable Accessories (AREA)
- Details Of Connecting Devices For Male And Female Coupling (AREA)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17170864 | 2017-05-12 | ||
| PCT/EP2017/065459 WO2018206127A1 (fr) | 2017-05-12 | 2017-06-22 | Système de contact pour la mise en contact d'une tresse de blindage et d'un élément de contact |
| EP17731915.9A EP3417514B1 (fr) | 2017-05-12 | 2017-06-22 | Système de contact pour la mise en contact d'une tresse de blindage et d'un élément de contact |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17731915.9A Division-Into EP3417514B1 (fr) | 2017-05-12 | 2017-06-22 | Système de contact pour la mise en contact d'une tresse de blindage et d'un élément de contact |
| EP17731915.9A Division EP3417514B1 (fr) | 2017-05-12 | 2017-06-22 | Système de contact pour la mise en contact d'une tresse de blindage et d'un élément de contact |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3422481A1 true EP3422481A1 (fr) | 2019-01-02 |
| EP3422481B1 EP3422481B1 (fr) | 2020-12-23 |
Family
ID=58707405
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP18190110.9A Active EP3422481B1 (fr) | 2017-05-12 | 2017-06-22 | Système de contact destiné à la mise en contact d'un tressage de blindage et d'un élément de contact |
| EP17731915.9A Active EP3417514B1 (fr) | 2017-05-12 | 2017-06-22 | Système de contact pour la mise en contact d'une tresse de blindage et d'un élément de contact |
| EP18190109.1A Active EP3422480B1 (fr) | 2017-05-12 | 2017-06-22 | Système de contact destiné à la mise en contacte d'un tressage de blindage et d'un élément de contact |
Family Applications After (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP17731915.9A Active EP3417514B1 (fr) | 2017-05-12 | 2017-06-22 | Système de contact pour la mise en contact d'une tresse de blindage et d'un élément de contact |
| EP18190109.1A Active EP3422480B1 (fr) | 2017-05-12 | 2017-06-22 | Système de contact destiné à la mise en contacte d'un tressage de blindage et d'un élément de contact |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US11362445B2 (fr) |
| EP (3) | EP3422481B1 (fr) |
| CN (1) | CN110582894B (fr) |
| WO (1) | WO2018206127A1 (fr) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20210091518A1 (en) * | 2019-09-24 | 2021-03-25 | Corning Optical Communications Rf Llc | Coaxial cable connector having braid positioning elements and f-type female port with snap-in features |
| DE102019135102B4 (de) * | 2019-12-19 | 2024-06-06 | Auto-Kabel Management Gmbh | Elektrisches Kabel mit Hülse sowie Verfahren zur Herstellung einer Verbindung eines elektrischen Kabels mit einer Hülse |
| CN112002469B (zh) * | 2020-08-18 | 2022-02-11 | 昆山联滔电子有限公司 | 一种电缆及电缆的加工方法 |
| CN112072336B (zh) * | 2020-08-26 | 2022-09-30 | 国网山东省电力公司电力科学研究院 | 一种用于导线连接的非压接接续金具及接续方法 |
| CN113437541B (zh) * | 2020-08-26 | 2023-03-14 | 河南四达电力设备股份有限公司 | 一种滑块式楔形防雷引下线接续装置 |
| US12034264B2 (en) | 2021-03-31 | 2024-07-09 | Corning Optical Communications Rf Llc | Coaxial cable connector assemblies with outer conductor engagement features and methods for using the same |
| EP4156417A1 (fr) * | 2021-09-22 | 2023-03-29 | Schleich GmbH | Dispositif de mise en contact électrique d'un moteur électrique |
| DE102023103727A1 (de) | 2023-02-15 | 2024-08-22 | Te Connectivity Solutions Gmbh | Kontaktsystem und Verfahren zur Herstellung solch eines Kontaktsystems |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE898018C (de) * | 1951-03-22 | 1953-11-26 | Siemens Ag | Zugfeste und wasserdichte Einfuehrung bewehrter elektrischer Kabel in Gehaeuse |
| US3245027A (en) * | 1963-09-11 | 1966-04-05 | Amp Inc | Coaxial connector |
| US5508475A (en) * | 1994-08-22 | 1996-04-16 | Transtechnology Corporation | Termination apparatus for conduit, cable, and braided bundle |
| US6692299B1 (en) * | 2002-11-04 | 2004-02-17 | Hitachi Cable Indiana, Inc. | Electrical connector for coaxial cable |
| DE102012000137A1 (de) | 2012-01-06 | 2013-07-11 | Auto-Kabel Managementgesellschaft Mbh | Elektrisches Kabel, Verfahren zum Herstellen eines elektrischen Kabels sowie Schweißvorrichtung zum Herstellen eines elektrischen Kabels |
| EP2874236A1 (fr) | 2013-11-19 | 2015-05-20 | Nexans | Dispositif de contact pour la mise en contact d'un blindage de câble |
| DE102015004485B4 (de) | 2015-04-07 | 2016-12-15 | Rosenberger Hochfrequenztechnik Gmbh & Co. Kg | Verfahren zum Herstellen einer Steckverbinderanordnung |
| EP3139446A1 (fr) * | 2015-09-03 | 2017-03-08 | Corning Optical Communications RF LLC | Connecteur de câble coaxial |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB931509A (en) * | 1961-01-09 | 1963-07-17 | British Insulated Callenders | Improvements in or relating to metal cable glands for wire-armoured electric cables |
| DE1196268B (de) * | 1962-03-13 | 1965-07-08 | Rohde & Schwarz | Verbindungsanordnung fuer Vollmantel-Koaxialkabel |
| GB1087228A (en) * | 1966-04-05 | 1967-10-18 | Automatic Metal Products Corp | Electrical connectors for coaxial cables |
| DE2019332B2 (de) * | 1970-04-22 | 1973-04-12 | Thompson, John Thomas, Los Angeles; Gillemot, George Warren, Santa Monica; Calif. (V.StA.) | Verfahren und vorrichtung zum anbringen einer elektrischen und mechanischen verbindung an dem kabelmantel und der abschirmung eines kabels |
| SE392996B (sv) * | 1973-10-01 | 1977-04-25 | Asea Ab | Jordforbindning samt sett att framstella en dylik jordforbindning |
| US4135776A (en) * | 1977-01-28 | 1979-01-23 | E. F. Johnson Company | Solderless coaxial cable connector |
| US4408822A (en) * | 1980-09-22 | 1983-10-11 | Delta Electronic Manufacturing Corp. | Coaxial connectors |
| DE3131274C2 (de) * | 1981-08-07 | 1986-09-25 | Kabel- Und Lackdrahtfabriken Gmbh, 6800 Mannheim | Erdverbindung für Schichtenmantel oder dgl. eines elektrischen Kabels |
| US6153830A (en) * | 1997-08-02 | 2000-11-28 | John Mezzalingua Associates, Inc. | Connector and method of operation |
| US6210222B1 (en) * | 1999-12-13 | 2001-04-03 | Eagle Comtronics, Inc. | Coaxial cable connector |
| JP4316482B2 (ja) * | 2004-12-03 | 2009-08-19 | 矢崎総業株式会社 | シールド電線のアース処理方法及びアース処理構造 |
| MX2008012578A (es) * | 2006-03-29 | 2009-04-15 | Corning Gilbert Inc | Conector coaxial y ensamble de conector de cable coaxial y metodo relacionado. |
| US20080102696A1 (en) * | 2006-10-26 | 2008-05-01 | John Mezzalingua Associates, Inc. | Flexible rf seal for coax cable connector |
| MX2010003729A (es) * | 2009-04-06 | 2010-11-23 | Thomas & Betts Int | Conector de cable coaxial con sellado de rfi. |
| JP5762219B2 (ja) * | 2011-08-31 | 2015-08-12 | 矢崎総業株式会社 | シールド電線の編組シールド層とドレイン線との接続方法、及び、接続構造 |
-
2017
- 2017-06-22 EP EP18190110.9A patent/EP3422481B1/fr active Active
- 2017-06-22 WO PCT/EP2017/065459 patent/WO2018206127A1/fr active Application Filing
- 2017-06-22 EP EP17731915.9A patent/EP3417514B1/fr active Active
- 2017-06-22 EP EP18190109.1A patent/EP3422480B1/fr active Active
- 2017-06-22 CN CN201780090394.6A patent/CN110582894B/zh active Active
- 2017-06-22 US US16/612,013 patent/US11362445B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE898018C (de) * | 1951-03-22 | 1953-11-26 | Siemens Ag | Zugfeste und wasserdichte Einfuehrung bewehrter elektrischer Kabel in Gehaeuse |
| US3245027A (en) * | 1963-09-11 | 1966-04-05 | Amp Inc | Coaxial connector |
| US5508475A (en) * | 1994-08-22 | 1996-04-16 | Transtechnology Corporation | Termination apparatus for conduit, cable, and braided bundle |
| US6692299B1 (en) * | 2002-11-04 | 2004-02-17 | Hitachi Cable Indiana, Inc. | Electrical connector for coaxial cable |
| DE102012000137A1 (de) | 2012-01-06 | 2013-07-11 | Auto-Kabel Managementgesellschaft Mbh | Elektrisches Kabel, Verfahren zum Herstellen eines elektrischen Kabels sowie Schweißvorrichtung zum Herstellen eines elektrischen Kabels |
| EP2874236A1 (fr) | 2013-11-19 | 2015-05-20 | Nexans | Dispositif de contact pour la mise en contact d'un blindage de câble |
| DE102015004485B4 (de) | 2015-04-07 | 2016-12-15 | Rosenberger Hochfrequenztechnik Gmbh & Co. Kg | Verfahren zum Herstellen einer Steckverbinderanordnung |
| EP3139446A1 (fr) * | 2015-09-03 | 2017-03-08 | Corning Optical Communications RF LLC | Connecteur de câble coaxial |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3417514A1 (fr) | 2018-12-26 |
| EP3417514B1 (fr) | 2019-12-18 |
| US20210143562A1 (en) | 2021-05-13 |
| WO2018206127A1 (fr) | 2018-11-15 |
| CN110582894B (zh) | 2021-11-23 |
| EP3422480A1 (fr) | 2019-01-02 |
| US11362445B2 (en) | 2022-06-14 |
| EP3422481B1 (fr) | 2020-12-23 |
| EP3422480B1 (fr) | 2020-09-30 |
| CN110582894A (zh) | 2019-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3417514B1 (fr) | Système de contact pour la mise en contact d'une tresse de blindage et d'un élément de contact | |
| DE69701065T2 (de) | Verbinder für Koaxialkabel | |
| DE102011077888B4 (de) | Verfahren zur Konfektionierung einer Leitung | |
| EP3506431B1 (fr) | Connecteur de conduite ainsi que procédé de fabrication d'une connexion électrique | |
| EP2456013B1 (fr) | Connexion par sertissage à complémentarité de forme et de force pour un connecteur à fiche coaxial et outil de sertissage associé | |
| DE102018220107A1 (de) | Mit Anschluss versehenes Elektrokabel und Verfahren zur Herstellung des mit Anschluss versehenen Elektrokabels | |
| EP2596552B1 (fr) | Element de sertissage pour connexion sertie | |
| EP1870961A1 (fr) | Raccordement de câbles | |
| DE112016001748T5 (de) | Anschluss und mit Anschlüssen versehener elektrischer Draht | |
| EP3364507A1 (fr) | Connecteur électrique pour un câble électrique multi-fils | |
| WO2005053103A1 (fr) | Cable coaxial et son procede de production | |
| DE102013215686B4 (de) | Verfahren zum Herstellen einer Anordnung mit einer Litze und Anordnung mit einer Litze | |
| DE102011077885B4 (de) | Leitung sowie Verfahren zur Konfektionierung einer derartigen Leitung | |
| DE102011077886B4 (de) | Verfahren zur Leitungskonfektionierung | |
| EP3618197B1 (fr) | Agencement de cable multi-brins | |
| DE102019135102B4 (de) | Elektrisches Kabel mit Hülse sowie Verfahren zur Herstellung einer Verbindung eines elektrischen Kabels mit einer Hülse | |
| EP2458685B1 (fr) | Connecteur de câbles | |
| WO2021139986A1 (fr) | Serre-câble pour un connecteur électrique monté sur une ligne blindée | |
| DE102007047436B4 (de) | Crimpen mit Mittenaussparung | |
| DE102019113228A1 (de) | Crimpvorrichtung | |
| EP2104959B1 (fr) | Entrée de câble | |
| DE202016102145U1 (de) | Kabel-Kontaktstück-System zur elektrischen Verbindung eines Kabels mit einem Kontaktstück | |
| EP0996193A1 (fr) | Dispositif de connexion de l' écran d'un câble électrique, câble électrique et procédé de fabrication | |
| DE10111669C2 (de) | Kabelanschluß- oder -verbindungseinrichtung | |
| EP2571102B1 (fr) | Dispositif de mise en contact de la gaine d'un câble coaxial |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN PUBLISHED |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3417514 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20190702 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20200612 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| INTC | Intention to grant announced (deleted) | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| INTG | Intention to grant announced |
Effective date: 20201030 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 3417514 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502017008797 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1348627 Country of ref document: AT Kind code of ref document: T Effective date: 20210115 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210324 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210323 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20201223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210323 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG9D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210423 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502017008797 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| 26N | No opposition filed |
Effective date: 20210924 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20210630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210622 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20210423 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210630 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230510 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20170622 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1348627 Country of ref document: AT Kind code of ref document: T Effective date: 20220622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220622 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240618 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240627 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240625 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20201223 |