EP3294637B1 - Verfahren und vorrichtung zum behandeln von getränkebehältnissen - Google Patents
Verfahren und vorrichtung zum behandeln von getränkebehältnissen Download PDFInfo
- Publication number
- EP3294637B1 EP3294637B1 EP16794270.5A EP16794270A EP3294637B1 EP 3294637 B1 EP3294637 B1 EP 3294637B1 EP 16794270 A EP16794270 A EP 16794270A EP 3294637 B1 EP3294637 B1 EP 3294637B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- characteristic state
- product
- determined
- containers
- characteristic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 46
- 235000013361 beverage Nutrition 0.000 title description 3
- 238000001514 detection method Methods 0.000 claims description 49
- 238000002372 labelling Methods 0.000 claims description 16
- 238000012545 processing Methods 0.000 claims description 13
- 238000011144 upstream manufacturing Methods 0.000 claims description 6
- 239000005022 packaging material Substances 0.000 claims description 5
- 239000000853 adhesive Substances 0.000 claims description 2
- 239000000047 product Substances 0.000 description 71
- 238000004519 manufacturing process Methods 0.000 description 15
- 239000000463 material Substances 0.000 description 5
- 238000003860 storage Methods 0.000 description 5
- 230000006870 function Effects 0.000 description 4
- 239000012785 packaging film Substances 0.000 description 3
- 229920006280 packaging film Polymers 0.000 description 3
- 239000000969 carrier Substances 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000012263 liquid product Substances 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 239000012265 solid product Substances 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/40—Controls; Safety devices
- B65C9/42—Label feed control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B57/00—Automatic control, checking, warning, or safety devices
- B65B57/20—Applications of counting devices for controlling the feed of articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/26—Devices for applying labels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B67—OPENING, CLOSING OR CLEANING BOTTLES, JARS OR SIMILAR CONTAINERS; LIQUID HANDLING
- B67C—CLEANING, FILLING WITH LIQUIDS OR SEMILIQUIDS, OR EMPTYING, OF BOTTLES, JARS, CANS, CASKS, BARRELS, OR SIMILAR CONTAINERS, NOT OTHERWISE PROVIDED FOR; FUNNELS
- B67C3/00—Bottling liquids or semiliquids; Filling jars or cans with liquids or semiliquids using bottling or like apparatus; Filling casks or barrels with liquids or semiliquids
- B67C3/007—Applications of control, warning or safety devices in filling machinery
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C3/00—Labelling other than flat surfaces
- B65C3/06—Affixing labels to short rigid containers
- B65C3/08—Affixing labels to short rigid containers to container bodies
- B65C3/10—Affixing labels to short rigid containers to container bodies the container being positioned for labelling with its centre-line horizontal
- B65C3/12—Affixing labels to short rigid containers to container bodies the container being positioned for labelling with its centre-line horizontal by rolling the labels onto cylindrical containers, e.g. bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65C—LABELLING OR TAGGING MACHINES, APPARATUS, OR PROCESSES
- B65C9/00—Details of labelling machines or apparatus
- B65C9/08—Label feeding
- B65C9/10—Label magazines
- B65C9/105—Storage arrangements including a plurality of magazines
Definitions
- the present invention relates to a method for treating containers and a device for treating containers.
- the containers are transported along a predetermined transport route and combined with at least one product whose quantity can be determined in such a way that the product is fed to each individual container in a predetermined feed area of the transport route, with the product being guided along a feed route to the feed area.
- quantity "quantity” refers to a weight, a volume, a number of pieces, and/or a length of the product.
- the state of the art offers the possibility of continuously determining the contents of the containers, for example by means of a shift register in a device for processing, for example for filling containers.
- a statement can be made about, for example, when and how many containers are still in the filling machine to then be labeled.
- an automatic system can be used to provide an operator with a comprehensive display during production indicating at what point one of the rolls can be loaded with the labels of the next product as soon as there are enough remaining labels available on the other roll.
- Such a decision about a preventive pre-loading of the new roll with labels is made, for example, by a stored number of labels on the respective roll or the roll to be loaded.
- the number of labels can also be displayed. Accordingly, the information be forwarded to an operator regarding a future label and/or roll change.
- Such a display can therefore, for example, be made as part of a message in the form of "Labels for the next type can be provided".
- an early change of labels can only be carried out using the number of labels on the respective rolls as a calculation basis.
- a decisive criterion for such an early change of labels in order to avoid having to interrupt the production process and to ensure that labels are dispensed and applied as continuously as possible to the bottles to be filled or already filled, is therefore based to a large extent on the predetermined value for the number of labels on the, preferably full, roll.
- the predetermined number of labels on the roll i.e. an expected value of the number of labels on the roll
- this deviation has also been solved by checking and determining the number of labels discretely or continuously via a sensor, although this type of sensor also had a high degree of error.
- the latter discloses a method for treating containers, wherein the containers are transported along a predetermined transport route and are combined with at least one product whose quantity can be determined in such a way that the product is fed to each individual container in a predetermined feed area of the transport route, wherein the product is guided along a feed route to the feed area, wherein in a detection area which is arranged along the feed route of the product or in a transport direction of the containers upstream of the feed area, at least one individually determined characteristic state and at least one further characteristic state are determined by a detection unit, which characteristic state and which further characteristic state are characteristic of an initial loading quantity of the product to be fed in relation to at least one loading device, and wherein the further characteristic state is calculated by the detection unit in such a way that a mathematical mean value is determined, and wherein a residual quantity of the product to be fed on the loading device is determined as a function of this characteristic state and further characteristic state during operation, and wherein as a function of this residual quantity a characteristic signal is issued for a change of assembly, where the product
- the invention is based on the object of reducing the amount of waste caused by a production program change.
- At least one characteristic state determined individually before the treatment and at least one further characteristic state are determined or specified, in particular by a detection unit, in a detection area which is arranged along the feed path of the product or in a transport direction of the containers upstream of the feed area, wherein the characteristic state and/or the further characteristic state is characteristic of an initial loading quantity (for example a number of labels specified by the manufacturer) of the product to be fed in relation to at least one loading device.
- an initial loading quantity for example a number of labels specified by the manufacturer
- the detection area can partially or completely cover the area between the loading device and the feed area. In particular, this can mean that the detection area partially or completely covers the feed line of the product.
- the diameter of a label roll, a film thickness and/or a label length, and/or a packaging film length could be detected in order to calculate the number of labels/packaging film on the roll, for example.
- a residual quantity of the product to be supplied is determined on the loading device, and depending on this residual quantity, a characteristic signal for a loading change, in particular of the loading device, is output.
- the residual quantity can therefore be the quantity of the product on or in the loading device which results from the difference between the initial loading quantity of a loading device and the quantity of product already fed into the container.
- the identification state can, for example, be the number of labels which allow a clear statement to be made about the initial loading quantity of such labels in relation to the respective roll, in this case the loading device.
- the characteristic state is, for example, a number of containers that still have to be treated, especially before a product change. or are to be brought together with the product.
- the characteristic state could also be a filling state of a transport facility. For example, at the start of a transport route it could be determined that no more containers are arriving and therefore only the containers present in the transport route need to be treated. In this case, the characteristic state is based on a distinction as to whether or not a container is present at a certain point in the system.
- the characteristic state can, for example, also be a number of containers that still need to be treated or combined with the product - especially before a product change (type change).
- the state could also be a filling state of a transport facility. For example, at the start of a transport route it could be determined that no more containers are arriving and therefore only the containers present in the transport route need to be treated.
- the characteristic state is based on a distinction as to whether or not a container is present at a certain point in the system.
- an identifying state could also be determined which is characteristic for a quantity of the product and, depending on this identifying state, a number of containers is determined.
- the said identification status can also be specified by the user or an automatic system, although not according to the invention.
- a container lock can be closed and in this way it can be prevented that further containers enter the transport route.
- the said identification status is known from the outset or can be read out - for example from a storage device.
- this characteristic state is determined individually by the detection unit before the actual processing of the containers in order to know in advance how many, for example, labels are basically available for a labeling process, for example in relation to a label roll.
- both the identification state and the further identification state can be determined individually and preferably fully automatically, in particular by the detection unit, errors, for example with regard to the initial quantity of labels loaded onto a label roll, are avoided.
- the individual determination of the identification status and/or the further identification status in relation to the specific label roll enables the respective identification statuses to be determined as precisely as possible, which makes things much easier for the operator during the production process, since the identification status is determined particularly precisely in contrast to the state of the art. If the identification status is known as precisely as possible, the point in time at which a further roll can be loaded with labels or a label strip can be determined as precisely as possible.
- the recording unit can comprise at least one sensor, which determines the quantity of the product at predetermined intervals or continuously.
- the sensor is in data contact with an evaluation and calculation module.
- Such data contact can be wired or wireless.
- the evaluation and calculation module thus evaluates the quantity data determined by the sensor.
- the containers are transported along a predetermined transport route and combined with at least one product whose quantity can be determined in such a way that the product is fed to each individual container in a predetermined feed area of the transport route, wherein the product is guided along a feed route to the feed area.
- At least one characteristic state determined individually before the treatment and/or a further characteristic state is determined by a detection unit, which characteristic state and/or further characteristic state is characteristic of an initial loading quantity of the product to be fed in relation to at least one loading device, and wherein, depending on this characteristic state and/or further characteristic state, a residual quantity of the product to be fed on the loading device is determined during operation, and wherein, depending on these residual quantities, a characteristic signal for a loading change is output.
- the quantity is determined taking into account a partial quantity of the product located in the feed line.
- the quantity of labels or closures located between a magazine for the product and the transfer area can be determined.
- the quantity of a liquid product in a feed line between a tank and the filling area can also be determined.
- the quantity is preferably determined taking into account the number of containers between the detection area and the feed area, i.e. the transport route in this area.
- a buffer route it is possible for a buffer route to be arranged between the detection area and the feed area, in which a substantially specific number of containers are arranged.
- the automatic change of loading units can take place in good time so that at the end of the process in the machine the type of material that is needed next is ready for processing, for example a subsequent line production program. In this way, emptying times can be avoided, loading times for the new mass transport unit can also be avoided, as well as material loss within the transport unit between the magazine and the processing location in the machine.
- the quantity mentioned is preferably a residual quantity of the product. This is used to determine, depending on the key figure, what quantity of product is still required to properly load a certain margin.
- the containers can also be equip the containers with different products, for example with labels or with closures, in order to use the method according to the invention for both products, i.e. for both the labels and the closures and possibly also for a product to be filled.
- the product can also be packaging film.
- the containers are advantageously selected from a group of containers which includes plastic bottles, glass bottles, preforms, tubes, cartons, drinks crates, pallet carriers and the like. This means that, by definition, the containers do not necessarily have to be sealed liquid-tight. In the case of drinks crates, for example, it would be possible to assemble drinks crates filled with containers into pallets, in which case the products could be, for example, intermediate layers or pallet carriers for such pallets.
- the characteristic state is determined by the detection unit in such a way that during a determination process, the total quantity of the last product produced by a predeterminable number of placement devices is first determined, and then a mathematical average of the quantity of the product produced per placement device is determined in order to obtain an initial placement quantity for each placement device, and the total quantity is determined from a sum of sub-characteristic states of the individual placement devices.
- the initial placement quantity can be an initial quantity of labels from a new roll.
- the mathematical mean can be an arithmetic mean in which each of the individual quantity values is mathematically equally weighted.
- the mathematical mean can also be a median, geometric mean, harmonic mean, quadratic or cubic mean.
- the mathematical mean is formed in such a way that one or more determined quantity values have a greater or lesser influence on the determination of the mathematical mean than other quantity values. It is conceivable, for example, that the first or another subset of the quantity values have a lesser influence on the mean than the other quantity values. This could minimize the influence of any measurement inaccuracies that may still exist initially on the mean as much as possible.
- the respective sub-characteristic states can be a value which is determined on the basis of a number of labels and/or a label length per label roll.
- a predetermined number of different label rolls is first inserted into a corresponding device, for example a device for handling containers, in order to first determine for each roll a sub-identification state that can be clearly assigned to the roll, preferably one-to-one.
- these individual sub-characteristic states are preferably added to one another and divided by the number of sub-characteristic states, so that an average characteristic state can be achieved averaged over the predetermined number of label rolls.
- the identification status for the container actually to be treated is released, preferably by the recording unit itself. Only after this is the production process started and/or the identification status is used for one or more treatment processes.
- the sub-characteristic state is not taken into account by the detection unit for determining the characteristic state.
- the expected value in relation to the respective placement device is a value that is specified by the manufacturer. If the determined sub-characteristic state deviates from the expected value specified by the manufacturer, this means that there is a discrepancy between the measured sub-characteristic state and the expected value. This uncertainty in determining the characteristic state and/or the further characteristic state is therefore eliminated by not including such a placement device with the incorrect expected value in the calculation in advance.
- the further characteristic state is calculated by the detection unit in such a way that a mathematical mean value of the characteristic state, which was determined in advance, for example, and an expected value, preferably not transmitted by a detection unit, related to the respective assembly device are determined or specified, wherein the expected value can be assigned, preferably unambiguously, to the respective product and/or the respective assembly device.
- the expected value is a manufacturer-side initial assembly quantity.
- the further characteristic state differs from the characteristic state in that another mathematical quantity, for example the expected value, was included in the calculation of the further characteristic state.
- the expected value can also be realized as a predicted expected value (which is directed towards the future), although not according to the invention. This can mean that various expected values have been or will be stored and/or otherwise stored in the recording unit and these expected values form the basis for the predicted expected value. The expected value can then be continuously re-determined during the determination process.
- the advantage with regard to the further characteristic state compared to the characteristic state is therefore that not only characteristic states determined by the detection unit described here are included in the calculation, but also a manufacturer's expected value can be included as a second, for example independent source.
- a characteristic signal for a change of assembly is output only as a function of the further characteristic state and/or a deviation of the further characteristic state from the characteristic state is determined.
- the determination process then begins again.
- the detection unit detects a change in variety and then changes the characteristic value that can be assigned to a respective variety, preferably uniquely, or deletes the previous characteristic value, which can preferably be assigned uniquely to the respective variety, from a memory of the detection unit.
- a change of type is therefore a change, for example, in relation to the containers or in relation to the type of product to be supplied.
- a change of type is a change of bottles in relation to a bottle size or in relation to a filling product.
- the detection device detects a change of the loading device, for example a change of a label roll, and stores this, whereby the identification state for processing the containers is only released when a predeterminable number of change processes relating to different loading devices or the same loading device is exceeded.
- the recording unit makes a decision as to the number at which, with regard to the change of the assembly devices, sufficient certainty can be determined, for example a sufficiently accurate mathematical mean value of the quantity of the product produced per assembly device.
- the placement device comprises at least one label roll, the product to be fed being labels.
- the placement device can therefore actually only be one label roll.
- the placement device is a labeling machine with two or more label rolls for all-round labeling. In this case, it is possible to switch automatically to the second roll (and back). The rolls are glued/connected to one another (manual preparation, gluing takes place automatically during production).
- the labels are wrap-around labels and/or self-adhesive labels. These wrap-around labels can then be shrunk into shrink labels.
- a characteristic signal for a change of assembly is output as a function of the remaining quantity when a predeterminable minimum remaining quantity is reached on the current assembly device and then switching is made to another, preferably fully equipped, assembly device (buffer control).
- opened rolls can be used again first in the next production of this type, so that production losses are particularly effectively avoided in relation to the total production of a type.
- the present invention relates to a device for treating containers. This means that the features set out in relation to the methods described above are also disclosed for the device described and vice versa.
- the containers are transported along a predetermined transport path and combined with at least one product whose quantity can be determined in such a way that the product is fed to each individual container in a predetermined feed area of the transport path, the product being guided along a feed path to its feed area.
- At least one characteristic state and/or further characteristic state which is individually determined, in particular before the treatment, can be determined by a detection unit, which characteristic state and/or further characteristic state is characteristic of an initial loading quantity of the product to be fed in relation to at least one loading device, and wherein, depending on this characteristic state and/or further characteristic state, a residual quantity of the product to be fed on the loading device can be determined during operation, and wherein, depending on this residual quantity, a characteristic signal for a loading change can be output.
- the device for treating containers described here comprises and has the same advantageous configurations and advantages as described in connection with the methods described above.
- the feed unit is selected from a group of feed units which includes labelling devices for containers, closing devices for containers, assembling devices for groups of containers or the like.
- the device for treating containers is preferably a system that applies labels to the containers.
- the actual labeling device in this case is the feed unit mentioned above.
- the device is a system which expands preforms into containers and then fills them with a product, such as a beverage.
- containers which are provided with labels are provided with labels.
- the additional product can be either a solid product, such as the labels, closures, intermediate layers mentioned, or a liquid product, such as in particular a beverage or other liquid to be filled. It would also be possible to use the method according to the invention for filling containers with several products, i.e. both for filling with closures and for filling with labels.
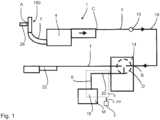
- Figure 1 shows a block diagram of a device 1 according to the invention for treating containers 10.
- the device 1 shown is a system which labels filled bottles.
- this illustration is to be understood as an example and is also applicable to other devices, although not according to the invention, which treat or equip containers in a predetermined manner, such as cappers, filling systems, disinfection devices and the like.
- the reference symbol T refers to a transport path along which the already filled containers are transported. In a storage area 4, several Rows of containers 10 are transported next to each other.
- the Figure 1 The arrows shown indicate the transport direction. Figure 1 In the embodiment shown, the containers 10 are moved from several or wider lanes to fewer or narrower lanes. However, the arrangement of the individual lanes is also conceivable in a different way.
- the reference number 18 designates a feed section for the containers, which runs between a point A, which lies in a detection area 8, and a point B, which here marks the end of the feed section 18. It is preferably known or can be determined how many containers 10 are in this feed section 18 during operation. However, it may be sufficient if only the approximate number of containers in the feed section 18 is known.
- the reference number 14 refers to a feed unit, whereby this feed unit 14 is a labeling device which feeds labels to the containers 10 or attaches these labels to the containers 10 starting from a label strip 20 (only shown schematically).
- the labels are fed from a magazine 16 (also called a loading device) via a feed line 6 to the feed unit 14.
- the labels are therefore the product described at the beginning.
- the reference number D designates the feed area in which the product is fed to the containers 10. Here, this feed area is arranged in the area of the labeling device 14.
- At least one characteristic state Z in particular before the treatment, individually determined and/or a further characteristic state Zw is determined by a detection unit 9, which characteristic state Z and/or further characteristic state Zw is characteristic of an initial loading quantity of the product to be fed in relation to at least one loading device 16.
- a residual quantity M of the product to be supplied is determined on the loading device 16 during operation, wherein a characteristic signal for a loading change is output depending on this residual quantity M.
- the number of labels that are in the feed line 6 during operation can be determined in order to be able to carry out a roll change in good time.
- This value can be the absolute number of labels (for example an initial loading quantity), but it would also be conceivable that a length of the label strip between the magazine 16 and the feed unit 14 is defined as the initial loading quantity.
- this information can be output to the storage unit or the magazine 16.
- the magazine or a control device for example the detection unit 9 or the further detection unit 26 within this magazine can decide when the supply of labels 20 should also be interrupted.
- the user can be instructed to cut the label strip at a specific point.
- the area of the labels that is still in the feed line 6 can then be attached to the containers 10. In this way, on the one hand, this portion of labels is not lost and, on the other hand, this portion does not have to be removed from the feed line when the product is changed, which is sometimes very time-consuming.
- a filling device 2 can also report an upcoming product change and/or a signal indicating that the filling device is empty to the labeling device (also called feed unit) 14 or the magazine 16, or, as mentioned, another detection unit 26 can detect a lack of containers.
- the magazine can now begin emptying its label storage.
- the labeling device 14 preferably reduces the speed in order to reduce the risk of a tape break in the event of a malfunction.
- an additional registration unit to detect a shortage of containers, ie a lack of containers.
- This registration unit is in a Area of the transport path in which the containers are arranged next to each other in a single lane, so that the number of containers between points C and B is known depending on the type. In the case of piece-by-piece transport, the number of containers is always known.
- a lock can also close due to a lack of containers and the feed unit 14 can end the labeling process. In this case, a few remaining labels are preferably left behind to compensate for any failures, particularly of other machine parts.
- the feed unit 14 can then switch to a new product and finally start production with the new product.
- the containers 10 are transported further along the transport path T.
- packaging or assembly units are provided which group the containers. Assembly units of this kind can also be integrated into the system in the manner according to the invention. For example, such an assembly device can be informed in a similar way that a flow of (possibly already labeled) containers 10 has been interrupted and thus only those containers which are in a section 22 are to be provided with a certain packaging material or assembled in a certain way.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Labeling Devices (AREA)
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum Behandeln von Behältnissen sowie eine Vorrichtung zum Behandeln von Behältnissen.
- Bei dem hier beschriebenen Verfahren zum Behandeln von Behältnissen werden die Behältnisse entlang einer vorgegebenen Transportstrecke transportiert und mit wenigstens einem hinsichtlich seiner Menge bestimmbaren Produkt derart zusammengeführt, dass das Produkt in einem vorbestimmten Zuführbereich der Transportstrecke jedem einzelnen Behältnis zugeführt wird, wobei das Produkt entlang einer Zuführstrecke zu dem Zuführbereich geführt wird. Dabei bezieht sich die Größe "Menge" auf ein Gewicht, ein Volumen, eine Stückzahl, und/oder eine Länge des Produkts.
- Solche Verfahren zum Behandeln von Behältnissen sind jedoch aus dem Stand der Technik, beispielweise der
DE 10 2008 037 708 B4 , wohl bekannt. Allerdings ergibt sich bei einem aus dem Stand der Technik bekannten Verfahren das Problem, dass gerade bei einem Produktwechsel oder auch einem Rollenwechsel Produktionszeitenverluste auftreten. - Um derartige Versorgungstätigkeiten an den Maschinen weitestgehend ohne Produktionszeitenverlust zu tätigen, ist man darauf bedacht, die einzelnen Magazine so zu vergrößern, dass die Anzahl derartiger Vorgänge minimiert wird. Auch ist es bekannt, Magazine unterschiedlicher oder gleicher Art zentral an einem Ort aufzustellen, um anfallende Arbeitstätigkeiten zu zentralisieren.
- Dazu ist es jedoch erforderlich, dass die zu verwendenden Transporteinheiten große Mengen bzw. Stückzahlen der entsprechenden Güter fassen. Weiterhin ist auch bekannt, bei einzelnen Anwendungen mit automatisch wechselnden Massentransporteinheiten, wie Rollen in Magazinen, einen Wechsel derart vorzunehmen, dass die Bestückungsvorgänge von Massentransporteinheiten zeitlich zusätzlich reduziert werden.
- Auf der anderen Seite sind jedoch derart große Magazine oder Transporteinheiten, insbesondere im Falle eines Produktionsprogrammwechsels in der Linie problematisch, da große Magazine oder Reservoirs in Transporteinheiten zum Ende des Verarbeitungsprozesses geleert werden müssen. Dieser Vorgang benötigt zum einen relativ viel Zeit und zum anderen können die entsprechenden Verpackungsmaterialien und Füllgüter gegebenenfalls nicht mehr verwendet werden und sind daher als Ausschuss zu betrachten.
- Um dieses Problem zu lösen und um insbesondere beispielsweise einen Rollenwechsel zu erleichtern, so dass Wechselzeiten möglichst kurz gehalten werden können, bietet der Stand der Technik beispielsweise die Möglichkeit an, eine kontinuierliche Inhaltsbestimmung der Behältnisse, beispielsweise mittels eines Schieberegisters in einer Vorrichtung zum Behandeln, beispielsweise zum Abfüllen von Behältnissen, durchzuführen. Durch die kontinuierliche Inhaltsbestimmung der Behälter kann daher eine Aussage darüber getätigt werden, beispielsweise wann und wie viele Behältnisse sich noch in der Füllmaschine befinden, um alsdann etikettiert zu werden.
- Zudem kann beispielsweise über eine Automatik umfassend eine Anzeige für einen Bediener bereits während der Produktion angezeigt werden, ab welchem Zeitpunkt eine der Rollen mit den Etiketten des nächsten Produkts bestückt werden kann, sobald auf der anderen Rolle noch genügend Restetiketten verfügbar sind.
- Eine derartige Entscheidung über eine präventive Vorbestückung der neuen Rolle mit Etiketten erfolgt beispielsweise über eine hinterlegte Etikettenanzahl auf der jeweiligen Rolle oder der zu bestückenden Rolle. Bei Eingang der Restbehälterzahl von einer Füllmaschine kann daher auch die Anzeige der Etikettenanzahl erfolgen. Entsprechend kann somit die Information einem Bediener hinsichtlich eines in der Zukunft anstehenden Etiketten- und/oder Rollenwechsels weitergeleitet werden. Eine solche Anzeige kann daher beispielsweise im Rahmen einer Mitteilung der Form "Etiketten für die nächste Sorte können bereitgestellt werden" geschehen.
- Insofern kann ein vorzeitiger Wechsel der Etiketten bislang nur mit der Etikettenanzahl auf den jeweiligen Rollen als Berechnungsgrundlage realisiert werden. Ein entscheidendes Kriterium für einen derartigen vorzeitigen Etikettenwechsel, um den Produktionsprozess möglichst nicht unterbrechen zu müssen und um eine möglichst kontinuierliche Abgabe und Aufbringen von Etiketten auf die zu befüllenden oder befüllten Flaschen zu realisieren, basiert daher in maßgeblicher Art und Weise auf dem vorbestimmten Wert für die Etikettenanzahl der, vorzugsweise vollen, Rolle.
- Allerdings wurde oftmals die Erfahrung gemacht, dass die vorbestimmte Etikettenanzahl auf der Rolle, das heißt ein Erwartungswert der Anzahl von Etiketten auf der Rolle, von der tatsächlichen Anzahl der Etiketten auf der Rolle abweichen kann. Diese Abweichung wurde im Stand der Technik auch bisher dadurch gelöst, dass die Etikettenanzahl via Sensor diskret oder zeitkontinuierlich überprüft und ermittelt wird, wobei eine derartige Sensorik ebenso einen hohen Fehlergrad aufwies.
- Verfahren und Vorrichtungen einer derartigen Überprüfung und Ermittlung der Etikettenanzahl sind aus der
US 2007/209753 A1 und derDE 10 2012 021997 A1 bekannt. - Letztere offenbart dabei ein Verfahren zum Behandeln von Behältnissen, wobei die Behältnisse entlang einer vorgegebenen Transportstrecke transportiert und mit wenigstens einem hinsichtlich seiner Menge bestimmbaren Produkt derart zusammengeführt werden, dass das Produkt in einem vorbestimmten Zuführbereich der Transportstrecke jedem einzelnen Behältnis zugeführt wird, wobei das Produkt entlang einer Zuführstrecke zu dem Zuführbereich geführt wird, wobei in einem Erfassungsbereich, der entlang der Zuführstrecke des Produktes oder in einer Transportrichtung der Behältnisse stromaufwärts bezüglich des Zuführbereichs angeordnet ist, wenigstens ein individuell ermittelter Kennzustand und mindestens ein weiterer Kennzustand durch eine Erfassungseinheit ermittelt wird, welcher Kennzustand und welcher weitere Kennzustand für eine Bestückungsausgangsmenge des zuzuführenden Produkts bezogen auf zumindest eine Bestückungsvorrichtung charakteristisch ist, und wobei der weitere Kennzustand derart von der Erfassungseinheit berechnet wird, dass ein mathematischer Mittelwert ermittelt wird, und wobei in Abhängigkeit dieses Kennzustandes und weiteren Kennzustandes während des Betriebes eine Restmenge des zuzuführenden Produkts auf der Bestückungsvorrichtung ermittelt wird, und wobei in Abhängigkeit dieser Restmenge ein charakteristisches Signal für einen Bestückungswechsel ausgegeben wird, wobei es sich bei dem Produkt um ein Etikettiermaterial handelt.
- Insbesondere wurde nämlich die Erfahrung gemacht, dass eine derartige Bestimmung eines Zeitpunkts, ab wann eine Bestückung einer neuen Rolle mit Etiketten auf Basis des nur grob bestimmbaren Eingabewerts (zum Beispiel eine Ettikettenanzahl) möglich ist mit Fehlern belegt sein, und dies zudem den Operator bei der Maschinenhandhabung verunsichern kann.
- Ausgehend hiervon ist es daher eine Aufgabe der vorliegenden Erfindung, insbesondere bei einem Produktionswechselprogramm in einer Linie die Ausfallzeiten zu reduzieren. Weiterhin liegt der Erfindung die Aufgabe zugrunde, die Menge an Ausschuss, der durch einen Produktionsprogrammwechsel bedingt wird, zu reduzieren.
- Dies wird erfindungsgemäß durch ein Verfahren zum Behandeln von Behältnissen nach Anspruch 1 und eine Vorrichtung nach Anspruch 11 erreicht.
- Vorteilhafte Weiterbildungen dieses Verfahrens sind Gegenstand der Unteransprüche.
- Bei dem erfindungsgemäßen Verfahren zum Behandeln von Behältnissen werden daher in einem Erfassungsbereich, der entlang der Zuführstrecke des Produkts oder in einer Transportrichtung der Behältnisse stromaufwärts bezüglich des Zuführbereichs angeordnet ist, wenigstens ein vor dem Behandeln individuell ermittelter Kennzustand und mindestens ein weiterer Kennzustand, insbesondere durch eine Erfassungseinheit, ermittelt oder vorgegeben, wobei der Kennzustand und/oder der weitere Kennzustand für eine Bestückungsausgangsmenge (zum Beispiel einer vom Hersteller vorgegebenen Ettikettenanzahl) des zuzuführenden Produkts bezogen auf zumindest eine Bestückungsvorrichtung charakteristisch ist.
- Der Erfassungsbereich kann teilweise oder vollständig den Bereich zwischen der Bestückungsvorrichtung und dem Zuführbereich abdecken. Dies kann insbesondere heißen, dass der Erfassungsbereich teilweise oder vollständig die Zuführstecke des Produkts umfasst. Erfasst werden könnten z.B. der Durchmesser einer Ettikettenrolle, eine Foliendicke und/oder eine Etikettenlänge, und/oder eine Verpackungsfolienlänge, um daraus beispielsweise die Etikettenzahl/Verpackungsfolienzahl auf der Rolle zu berechnen.
- Dabei wird in Abhängigkeit des Kennzustandes und/oder des weiteren Kennzustandes während des Betriebs eine Restmenge des zuzuführenden Produkts auf der Bestückungsvorrichtung ermittelt, wobei in Abhängigkeit dieser Restmenge ein charakteristisches Signal für einen Bestückungswechsel, insbesondere der Bestückungsvorrichtung, ausgegeben wird. Die Restmenge kann daher diejenige Mengenanzahl des Produkts auf oder in der Bestückungsvorrichtung sein, welches sich aus der Differenz der Bestückungsausgangsmenge einer Bestückungsvorrichtung und der bereits auf das Behältnis zugeführten Produktmenge ergibt. Bei dem Kennzustand kann es sich beispielsweise um die Anzahl von Etiketten handeln, welche eine eindeutige Aussage über die Bestückungsausgangsmenge von solchen Etiketten bezogen auf die jeweilige Rolle, in diesem Fall also die Bestückungsvorrichtung, zulassen.
- Möglich ist jedoch auch, dass es sich bei dem Kennzustand beispielsweise um eine Anzahl von Behältnissen handelt, welche insbesondere vor einem Produktwechsel noch zu behandeln bzw. mit dem Produkt zusammenzuführen sind. Weiterhin könnte es sich bei dem Kennzustand um einen Befüllungszustand einer Transporteinrichtung handeln. So könnte beispielsweise an dem Beginn einer Transportstrecke festgestellt werden, dass keine weiteren Behältnisse mehr ankommen und damit nur noch die in der Transportstrecke vorhandenen Behältnisse zu behandeln sind. Der Kennzustand basiert in diesem Fall auf einer Unterscheidung, ob an einem bestimmten Punkt der Anlage ein Behältnis vorhanden ist oder nicht.
- Bei dem Kennzustand kann es sich beispielsweise auch um eine Anzahl von Behältnissen handeln, welche - insbesondere vor einem Produktwechsel (Sortenwechsel) - noch zu behandeln bzw. mit dem Produkt zusammenzuführen sind. Weiterhin könnte es sich bei dem Zustand um einen Befüllungszustand einer Transporteinrichtung handeln. So könnte beispielsweise an dem Beginn einer Transportstrecke festgestellt werden, dass keine weiteren Behältnisse mehr ankommen und damit nur noch die in der Transportstrecke vorhandenen Behältnisse zu behandeln sind. Der Kennzustand basiert in diesem Fall auf einer Unterscheidung, ob an einem bestimmten Punkt der Anlage ein Behältnis vorhanden ist oder nicht.
- Weiterhin könnte auch ein Kennzustand ermittelt werden, der für eine Menge des Produkts charakteristisch ist und in Abhängigkeit von diesem Kennzustand eine Anzahl von Behältnissen ermittelt wird.
- Weiterhin kann der besagte Kennzustand, allerdings nicht erfindungsgemäß, auch durch den Benutzer oder eine Automatik vorgegeben werden. So kann beispielsweise eine Behältnissperre geschlossen und auf diese Weise verhindert werden, dass weitere Behältnisse in die Transportstrecke gelangen. Im Falle geblockter Anlagen bzw. von Anlagen, bei denen die Behältnisse stückweise geführt werden, ist der besagte Kennzustand von vorneherein bekannt bzw. kann - beispielsweise aus einer Speichereinrichtung - ausgelesen werden.
- Erfindungsgemäß wird jedoch jedenfalls dieser Kennzustand, anstatt fest vorgegeben zu werden, jeweils individuell von der Erfassungseinheit noch vor dem eigentlichen Behandeln, der Behältnisse ermittelt, um daher bereits vorab zu wissen, wie viele beispielsweise Etiketten grundsätzlich für einen Etikettiervorgang, beispielsweise bezogen auf eine Etikettenrolle, zur Verfügung stehen.
- Da sowohl der Kennzustand als auch der weitere Kennzustand jeweils individuell und vorzugsweise vollautomatisch insbesondere durch die Erfassungseinheit ermittelbar sind, werden daher Fehler, beispielsweise in Bezug auf die Bestückungsausgangsmenge einer Etikettenrolle mit den Etiketten, vermieden.
- "Vollautomatisch" heißt in diesem Zusammenhang, dass die Ermittlung des Kennzustandes frei von einem Eingriff eines Maschinenbenutzer sein kann. Denkbar ist in diesem Zusammenhang, dass der Maschinenbenutzer vor Beginn der Ermittlung des Kennzustands den Ermittlungsvorgang in Gang setzt und dabei lediglich zum Beispiel Rollenwechsel vornimmt.
- Mit anderen Worten ist daher durch die jeweils individuelle Ermittlung des Kennzustandes und/oder des weiteren Kennzustandes jeweils bezogen auf die konkrete Etikettenrolle, beispielsweise bezogen auf einen konkrete Sorte, eine möglichst genaue Ermittlung der jeweiligen Kennzustände ermöglicht, was für den Bediener eine ganz erhebliche Erleichterung während des Produktionsprozesses bedeutet, da der Kennzustand im Gegensatz zu dem Stand der Technik besonders genau bestimmt ist. Ist nämlich der Kennzustand möglichst genau bekannt, kann somit der Zeitpunkt, ab dem eine weitere Rolle mit Etiketten oder einem Etikettenband bestückt werden kann, möglichst genau bestimmt werden.
- Zum Erfassen der Menge kann die Erfassungseinheit zumindest einen Sensor umfassen, welcher in vorgegebenen Zeitabständen oder auch zeitkontinuierlich die Menge des Produkts ermittelt. Der Sensor steht mit einem Auswerte- und Berechnungsmodul in datentechnischem Kontakt. Ein solcher datentechnischer Kontakt kann kabelgebunden oder kabellos erfolgen. Das Auswerte- und Berechnungsmodul wertet somit die von dem Sensor ermittelten Mengendaten aus.
- Gemäß zumindest einer Ausführungsform des Verfahrens zum Behandeln von Behältnissen werden die Behältnisse entlang einer vorgegebenen Transportstrecke transportiert und mit wenigstens einem hinsichtlich seiner Menge bestimmbaren Produkt derart zusammengeführt, dass das Produkt in einem vorbestimmten Zuführbereich der Transportstrecke jedem einzelnen Behältnis zugeführt wird, wobei das Produkt entlang einer Zuführstrecke zu dem Zuführbereich geführt wird.
- Erfindungsgemäß wird in einem Erfassungsbereich, der entlang der Zuführstrecke des Produkts oder in einer Transportrichtung der Behältnisse stromaufwärts bezüglich des Zuführbereiches angeordnet ist, wenigstens ein vor dem Behandeln individuell ermittelter Kennzustand und/oder ein weiterer Kennzustand durch eine Erfassungseinheit ermittelt, welcher Kennzustand und/oder weiterer Kennzustand für eine Bestückungsausgangsmenge des zuzuführenden Produkts bezogen auf zumindest eine Bestückungsvorrichtung charakteristisch ist und wobei in Abhängigkeit dieses Kennzustandes und/oder weiteren Kennzustandes während des Betriebes eine Restmenge des zuzuführenden Produktes auf der Bestückungsvorrichtung ermittelt wird, und wobei in Abhängigkeit dieser Restmengen ein charakteristisches Signal für einen Bestückungswechsel ausgegeben wird.
- Beispielsweise wird die Menge unter Berücksichtigung einer in der Zuführstrecke befindlichen Teilmenge des Produktes bestimmt. Dabei kann beispielsweise die Menge an Etiketten oder Verschlüssen bestimmt werden, welche sich zwischen einem Magazin für das Produkt und dem Übergabebereich befinden. Weiterhin kann auch die Menge eines flüssigen Produktes in einer Zuführleitung zwischen einem Tank und dem Abfüllbereich bestimmt werden.
- Weiterhin wird bevorzugt die Menge unter Berücksichtigung einer Stückzahl der Behältnisse zwischen dem Erfassungsbereich und dem Zuführbereich, d. h. der Transportstrecke in diesem Bereich ermittelt. So ist es beispielsweise möglich, dass zwischen dem Erfassungsbereich und dem Zuführbereich eine Staustrecke angeordnet ist, in der eine im Wesentlichen bestimmte Anzahl an Behältnissen angeordnet ist.
- Unter Berücksichtigung auch dieser Menge kann beispielsweise festgelegt werden, wie viele Stück an Etiketten noch vorzubereiten sind, damit beispielsweise auch die Zuführstrecke für das Produkt weitgehend leergefahren werden kann. Auf diese Weise können einerseits die Zeiten für den Produktwechsel minimiert werden, da nicht ein altes Etikettenband aus dem Zuführbereich entfernt werden muss. Auch kann auf diese Weise der Verlust an Etikettenmaterial verringert werden.
- Damit ergibt sich für das erfindungsgemäße Verfahren eine Vermeidung von Entleerungszeiten der Transporteinheiten sowie auch eine Vermeidung von möglichen Verlusten von Materialien, die nicht mehr verwendet werden können.
- Im Falle von Massentransporteinheiten, wie beispielsweise Rollen für Verpackungsmaterialien, kann somit der automatische Wechsel von Bestückungseinheiten so rechtzeitig erfolgen, dass am Ende des Vorganges in der Maschine diejenige Sorte an Material zur Verarbeitung bereit steht, die als nächstes benötigt wird, also beispielsweise ein folgendes Linienproduktionsprogramm. Auf diese Weise können auch Entleerungszeiten vermieden werden, und weiterhin auch Ladezeiten für die neue Massentransporteinheit vermieden werden, sowie ein Materialverlust innerhalb der Transporteinheit zwischen dem Magazin und dem Ort der Verarbeitung in der Maschine. Bevorzugt handelt es sich bei der genannten Menge um eine Restmenge des Produktes. Damit wird in Abhängigkeit von der Kennzahl ermittelt, welche Menge an Produkt noch nötig ist, um eine bestimmte Marge ordnungsgemäß zu bestücken.
- Weiterhin wäre es auch möglich, die Behältnisse mit unterschiedlichen Produkten zu bestücken, beispielsweise mit Etiketten oder mit Verschlüssen, um das erfindungsgemäße Verfahren für beide Produkte, das heißt sowohl für die Etiketten als auch die Verschlüsse und ggf. auch für ein abzufüllendes Produkt anzuwenden. Bei dem Produkt kann es sich auch um Verpackungsfolie handeln.
- Vorteilhaft sind die Behältnisse aus einer Gruppe von Behältnissen ausgewählt, welche Kunststoffflaschen, Glasflaschen, Vorformlinge, Tuben, Kartons, Getränkekästen, Palettenträger und dergleichen enthält. Dies bedeutet, dass definitionsgemäß die Behältnisse nicht notwendigerweise flüssigkeitsdicht abgeschlossen sein müssen. Im Falle von Getränkekästen wäre es beispielsweise möglich, mit Behältnissen bestückte Getränkekästen jeweils zu Paletten zusammenzustellen, wobei es sich in diesem Fall bei den Produkten beispielsweise um Zwischenlagen oder Palettenträger für solche Paletten handeln kann.
- Gemäß zumindest einer Ausführungsform wird der Kennzustand von der Erfassungseinheit derart ermittelt, dass während eines Ermittlungsvorgangs zunächst die Gesamtmenge des zuletzt produzierten Produkts einer vorgebbaren Anzahl von Bestückungsvorrichtungen ermittelt wird, und im Anschluss daran ein mathematischer Mittelwert der Menge des pro Bestückungsvorrichtung produzierten Produkts ermittelt wird, um somit eine Bestückungsausgangsmenge je Bestückungsvorrichtung zu erhalten, und wobei sich die Gesamtmenge aus einer Summe von Sub-Kennzuständen der einzelnen Bestückungsvorrichtungen ermittelt. Insbesondere kann es sich bei der Bestückungsausgangsmenge um eine Anfangsmenge an Etiketten einer neuen Rolle handeln.
- Bei dem mathematischen Mittelwert kann es sich um einen arithmetischen Mittelwert handeln, bei dem jeder der einzelnen Mengenwerte mathematisch gleichgewichtet ist. Alternativ kann es sich jedoch bei dem mathematischen Mittelwert auch um einen Median, geometrisches Mittel, harmonisches Mittel, quadratisches oder kubisches Mittel handeln. Weiter alternativ ist zudem vorstellbar, dass der mathematische Mittelwert derart gebildet ist, dass ein oder mehrere ermittelte Mengenwerte in die Ermittlung des mathematischen Mittelwertes stärker oder schwächer einfließen als andere Mengenwerte. Denkbar ist dabei beispielsweise, dass der erste oder eine sonstige Teilanzahl der Mengenwerte weniger stark in den Mittelwert miteinfließen als die übrigen Mengenwerte. Dies könnte den Einfluss von anfänglich noch vorhandenen Messungenauigkeiten an dem Mittelwert möglichst minimieren.
- Weiter kann es sich bei den jeweiligen Sub-Kennzuständen um einen Wert handeln, welcher auf Basis einer Etikettenzahl und/oder einer Etikettenlänge pro Etikettenrolle ermittelt ist.
- Da nun jedoch die tatsächliche Etikettenanzahl, insbesondere die Bestückungsausgangsmenge, der Etikettenrolle während eines Produktionsprozesses variieren kann, wird zunächst eine vorbestimmte Anzahl von unterschiedlichen Etikettenrollen in eine entsprechende Vorrichtung, beispielsweise eine Vorrichtung zum Behandeln von Behältnissen, eingelegt, um zunächst je Rolle einen für die Rolle eindeutig, vorzugsweise eineindeutig, zuordenbaren Sub-Kennzustand zu ermitteln.
- Ist eine vorgegebene Anzahl von verschiedenen Sub-Kennzuständen erreicht und damit eine vorgebbare Anzahl von beispielsweise Rollen durchgemessen, werden diese einzelnen Sub-Kennzustände vorzugsweise aufeinander addiert und durch die Anzahl der Sub-Kennzustände geteilt, so dass dadurch ein durchschnittlicher Kennzustand gemittelt über die vorgegebene Anzahl von Etikettenrollen erreichbar ist.
- Nach Durchführung und Ermittlung dieses Kennzustandes durch die Erfassungseinheit während dieses Ermittlungsvorganges wird, vorzugsweise von der Erfassungseinheit selbst, der Kennzustand für das eigentlich zu behandelnde Behältnis freigeschaltet. Erst nach diesem wird daher der Produktionsprozess aufgenommen und/oder der Kennzustand wird für einen oder mehrere Behandlungsprozesse herangezogen.
- Gemäß zumindest einer Ausführungsform wird bei einer Abweichung eines von der Erfassungseinheit ermittelten Sub-Kennzustandes von einem für die Bestückungsvorrichtung eindeutig charakteristischen Erwartungswert der Sub-Kennzustand von der Erfassungseinheit für die Ermittlung des Kennzustands nicht berücksichtigt.
- Erfindungsgemäß handelt es sich bei dem Erwartungswert bezogen auf die jeweilige Bestückungsvorrichtung, beispielsweise eine Etikettenrolle, um einen solchen Wert, welcher herstellerseitig angegeben ist. Weicht nun der ermittelte Sub-Kennzustand von dem herstellerseitig angegebenen Erwartungswert ab, heißt dies, dass eine Diskrepanz zwischen dem gemessenen Sub-Kennzustand und dem Erwartungswert herrscht. Diese Unsicherheit in der Ermittlung des Kennzustandes und/oder des weiteren Kennzustandes wird daher dadurch beseitigt, dass bereits im Voraus eine derartige Bestückungsvorrichtung mit dem fehlerhaften Erwartungswert nicht in die Berechnung mit einbezogen wird.
- Gemäß der Erfindung wird der weitere Kennzustand derart von der Erfassungseinheit berechnet, dass ein mathematischer Mittelwert des Kennzustandes, welcher beispielsweise vorab ermittelt wurde, und ein, vorzugsweise nicht von einer Erfassungseinheit übermittelten Erwartungswert, bezogen auf die jeweilige Bestückungsvorrichtung, ermittelt oder vorgegeben werden, wobei der Erwartungswert, vorzugweise eindeutig, dem jeweiligen Produkt und/oder der jeweiligen Bestückungsvorrichtung zuordenbar ist. Beispielsweise handelt es sich bei dem Erwartungswert um eine herstellerseitige Bestückungsausgangsmenge.
- Mit anderen Worten unterscheidet sich der weitere Kennzustand von dem Kennzustand dadurch, dass in die Berechnung des weiteren Kennzustandes eine weitere mathematische Größe, beispielsweise der Erwartungswert, mit einbezogen wurde.
- Alternativ zu der Identifikation des Erwartungswertes als ein fest vorgegebener herstellerseitiger Mengenwert kann, allerdings nicht erfindungsgemäß, der Erwartungswert auch als ein prognostizierter Erwartungswert (welcher auf die Zukunft gerichtet ist) realisiert sein. Dies kann heißen, dass in der Erfassungseinheit verschiedene Erwartungswerte abgespeichert und/oder sonstig hinterlegt wurden oder werden und diese Erwartungswerte die Basis für den prognostizierten Erwartungswert bilden. Der Erwartungswert kann dann während des Ermittlungsvorganges laufend neu bestimmt werden.
- Der Vorteil in Bezug auf den weiteren Kennzustand im Vergleich zu dem Kennzustand ist daher, dass nicht nur von der hier beschriebenen Erfassungseinheit ermittelte Kennzustände in die Berechnung einbezogen werden, sondern zudem auch als zweite, beispielsweise unabhängige Quelle, ein herstellerseitiger Erwartungswert mit einbezogen werden kann.
- Gemäß zumindest einer Ausführungsform wird nur in Abhängigkeit von dem weiteren Kennzustand ein charakteristisches Signal für einen Bestückungswechsel ausgegeben und/oder es wird eine Abweichung des weiteren Kennzustandes von dem Kennzustand ermittelt.
- Dies kann heißen, dass durch die Berechnung der Abweichung des weiteren Kennzustandes von dem Kennzustand auf Basis dieser berechneten Abweichung auch der Erwartungswert entsprechend eingestellt und berechnet werden kann.
- Gemäß zumindest einer Ausführungsform wird bei einer Abweichung des weiteren Kennzustandes von dem Kennzustand von größer eins die Ermittlung des Kennzustandes und/oder des weiteren Kennzustandes nicht berücksichtigt, wobei der Ermittlungsvorgang dann von Neuem beginnt.
- Dies kann sicherstellen, dass die beispielsweise herstellerseitigen Angaben hinsichtlich des Erwartungswertes oder des prognostizierten Erwartungswertes nicht zu weit von den eigentlich von der Erfassungseinheit ermittelten Kennwerten abweichen können.
- Gemäß zumindest einer Ausführungsform erkennt die Erfassungseinheit einen Sortenwechsel und wechselt daraufhin den einer jeweiligen Sorte, vorzugsweise eindeutig, zuordenbaren Kennwert oder löscht den vormaligen Kennwert, welcher der jeweiligen Sorte vorzugsweise eindeutig zuordenbar ist aus einem Speicher der Erfassungseinheit.
- Ein Sortenwechsel ist daher ein Wechsel beispielsweise in Bezug auf die Behältnisse oder aber auch in Bezug auf die Art des zuzuführenden Produkts. Beispielsweise ist ein Sortenwechsel ein Wechsel von Flaschen bezogen auf eine Flaschengröße oder in Bezug auf ein Abfüllprodukt.
- Gemäß zumindest einer Ausführungsform erkennt die Erfassungsvorrichtung einen Wechsel der Bestückungsvorrichtung, beispielsweise einen Wechsel einer Etikettenrolle, und speichert diesen ab, wobei erst bei Überschreiten einer vorgebbaren Anzahl von Wechselvorgängen bezogen auf unterschiedliche Bestückungsvorrichtungen oder die gleiche Bestückungsvorrichtung eine Freigabe des Kennzustandes zum Behandeln der Behältnisse erfolgt.
- Insofern ist denkbar, dass die Erfassungseinheit eine Entscheidung trifft, ab welcher Anzahl bezogen auf den Wechsel der Bestückungsvorrichtungen eine ausreichende Sicherheit, beispielsweise ein ausreichend genauer mathematischer Mittelwert der Menge des pro Bestückungsvorrichtung produzierten Produktes ermittelbar ist.
- Gemäß zumindest einer Ausführungsform umfasst die Bestückungsvorrichtung zumindest eine Etikettenrolle, wobei es sich bei dem zuzuführenden Produkt um Etiketten handelt. Wie obig bereits mehrmals beschrieben, kann daher die Bestückungsvorrichtung auch tatsächlich nur eine Etikettenrolle sein. Denkbar ist in diesem Zusammenhang, dass die Bestückungsvorrichtung eine Etikettiermaschine mit zwei oder mehr Etikettenrollen zur Rundumetikettierung ist. In diesem Fall kann automatisch auf die zweite Rolle (und zurück) gewechselt werden. Die Rollen werden dazu miteinander verklebt/verbunden (manuelle Vorbereitung, die Verklebung erfolgt automatisch während der Produktion).
- Beispielsweise handelt es sich bei den Etiketten um Rundumetiketten und/oder um Selbstklebeetiketten. Diese Rundumetiketten können anschließend zu Schrumpfetiketten geschrumpft werden.
- Gemäß zumindest einer Ausführungsform wird in Abhängigkeit der Restmenge ein charakteristisches Signal für einen Bestückungswechsel bereits dann ausgegeben, wenn eine vorgebbare Restmengenmindestanzahl auf der aktuellen Bestückungsvorrichtung erreicht ist und anschließend auf eine andere, vorzugsweise vollbestückte, Bestückungsvorrichtung umgeschalten wird (Pufferkontrolle).
- In dieser Ausführungsform kann daher noch vor dem Ende der Etikettenrolle bereits auf eine neue Rolle umschaltet werden. Dadurch kann sichergestellt werden, dass die neue Rolle eine ausreichende Bestückungsanzahl umfasst.
- Bei einem Produktionsende können angebrochene Rollen bei der nächsten Produktion dieser Sorte als erstes wieder genutzt werden, sodass in Bezug auf eine Gesamtproduktion einer Sorte ein Produktionsverlust besonders effektiv vermieden ist.
- Des Weiteren betrifft die vorliegende Erfindung eine Vorrichtung zum Behandeln von Behältnissen. Dies heißt, dass die in Bezug auf obig beschriebenen Verfahren ausgeführten Merkmale ebenso für die beschriebene Vorrichtung offenbart sind und umgekehrt.
- Bei der hier beschriebenen Vorrichtung zum Behandeln von Behältnissen werden die Behältnisse entlang einer vorgegebenen Transportstrecke transportiert und mit wenigstens einem hinsichtlich einer Menge bestimmbaren Produkt derart zusammengeführt, dass das Produkt in einem vorbestimmten Zuführbereich der Transportstrecke jedem einzelnen Behältnis zugeführt wird, wobei das Produkt entlang einer Zuführstrecke zu dessen Zuführbereich geführt wird.
- In einem Erfassungsbereich der Vorrichtung, der entlang der Zuführstrecke des Produktes oder in einer Transportrichtung der Behältnisse stromaufwärts bezüglich des Zuführbereiches angeordnet ist, ist wenigstens ein, insbesondere vor, dem Behandeln individuell ermittelter Kennzustand und/oder weiterer Kennzustand durch eine Erfassungseinheit ermittelbar, welcher Kennzustand und/oder weiterer Kennzustand für eine Bestückungsausgangsmenge des zuzuführenden Produktes bezogen auf zumindest eine Bestückungsvorrichtung charakteristisch ist, und wobei in Abhängigkeit dieses Kennzustandes und/oder weiteren Kennzustandes während des Betriebs eine Restmenge des zuzuführenden Produkts auf der Bestückungsvorrichtung ermittelbar ist, und wobei in Abhängigkeit dieser Restmenge ein charakteristisches Signal für einen Bestückungswechsel ausgebbar ist.
- Dabei umfasst und weist die hier beschriebene Vorrichtung zum Behandeln von Behältnissen die gleichen vorteilhaften Ausgestaltungen und Vorteile auf, wie im Zusammenhang mit den obig beschriebenen Verfahren beschrieben.
- Vorzugsweise ist die Zuführeinheit aus einer Gruppe von Zuführeinheiten ausgewählt, welche Etikettiereinrichtungen für Behältnisse, Verschließeinrichtungen für Behältnisse, Zusammenstellungseinrichtungen für Gruppen von Behältnissen oder dergleichen enthält.
- Weiter vorzugsweise handelt es sich bei der Vorrichtung zur Behandlung von Behältnissen um eine Anlage, welche die Behältnisse mit Etiketten bestückt. Die eigentliche Etikettiereinrichtung ist in diesem Fall die oben erwähnte Zuführeinheit.
- Es wäre jedoch auch denkbar, allerdings nicht erfindungsgemäß, dass es sich bei der Vorrichtung um eine Anlage handelt, welche Vorformlinge zu Behältnissen expandiert und diese anschließend mit einem Produkt, wie einem Getränk, befüllt.
- Die folgende Beschreibung erfolgt unter Bezugnahme auf Behältnisse, welche mit Etiketten bestückt werden. Dies ist jedoch lediglich beispielhaft zu verstehen. Es wird darauf hingewiesen, dass die Erfindung auch anwendbar ist auf Behältnisse, welche beispielsweise mit Verschlüssen versehen werden oder auch mit einem Produkt befüllt werden oder auch auf Behältnisse, welche palettiert werden und dergleichen. Bei dem weiteren Produkt kann es sich dabei sowohl um ein festes Produkt, wie die erwähnten Etiketten, Verschlüsse, Zwischenlagen als auch um ein flüssiges Produkt, wie insbesondere ein einzufüllendes Getränk oder eine sonstige Flüssigkeit handeln. Auch wäre es möglich, das erfindungsgemäße Verfahren für eine Bestückung von Behältnissen mit mehreren Produkten anzuwenden, d. h. sowohl für die Bestückung mit den Verschlüssen als auch für die Bestückung mit Etiketten.
- Weitere Vorteile und Ausführungsformen ergeben sich aus der beigefügten Zeichnung.
- Darin zeigt:
- Fig. 1
- Ein Blockdiagramm einer erfindungsgemäßen Vorrichtung
-
Figur 1 zeigt eine blockdiagrammartige Darstellung einer erfindungsgemäßen Vorrichtung 1 zur Behandlung von Behältnissen 10. Bei der in derFigur 1 gezeigten Vorrichtung 1 handelt es sich um eine Anlage, welche befüllte Flaschen mit Etiketten versieht. Diese Darstellung ist jedoch als beispielhaft zu verstehen und auch auf andere Vorrichtungen anwendbar, allerdings nicht erfindungsgemäß, welche Behältnisse in vorgegebener Weise behandeln bzw. ausstatten, wie beispielsweise Verschließer, Füllanlagen, Desinfektionseinrichtungen und dergleichen. - Das Bezugszeichen T bezieht sich auf einen Transportpfad, entlang dessen die hier bereits befüllten Behältnisse transportiert werden. In einem Staubereich 4 können dabei mehrere Reihen an Behältnissen 10 nebeneinander transportiert werden. Die in der
Figur 1 dargestellten Pfeile zeigen die Transportrichtung an. Bei der inFigur 1 gezeigten Ausführungsform werden die Behältnisse 10 ausgehend von mehreren bzw. breiteren Bahnen auf weniger bzw. engere Bahnen verbracht. Die Anordnung der einzelnen Bahnen ist jedoch auch in anderer Weise denkbar. - Das Bezugszeichen 18 kennzeichnet einen Zuführabschnitt für die Behältnisse, der zwischen einem Punkt A, der in einem Erfassungsbereich 8 liegt und einem Punkt B, der hier das Ende des Zuführabschnittes 18 markiert, verläuft. Vorzugsweise ist bekannt oder ermittelbar, wie viele Behältnisse 10 sich im Arbeitsbetrieb in diesem Zuführabschnitt 18 befinden. Dabei kann es jedoch ausreichend sein, wenn lediglich die ungefähre Anzahl an Behältnissen in dem Zuführabschnitt 18 bekannt ist.
- Das Bezugszeichen 14 bezieht sich auf eine Zuführeinheit, wobei es sich hier bei dieser Zuführeinheit 14 um eine Etikettiereinrichtung handelt, welche den Behältnissen 10 Etiketten zuführt bzw. diese Etiketten, ausgehend von einem Etikettenband 20 (nur schematisch dargestellt) an den Behältnissen 10 anbringt. Dabei werden die Etiketten ausgehend von einem Magazin 16 (auch Bestückungsvorrichtung genannt) über eine Zuführstrecke 6 der Zuführeinheit 14 zugeführt. Bei den Etiketten handelt es sich somit um das eingangs beschriebene Produkt. Das Bezugszeichen D kennzeichnet den Zuführbereich, in dem das Produkt den Behältnissen 10 zugeführt wird. Hier ist dieser Zuführbereich im Bereich der Etikettiereinrichtung 14 angeordnet.
- Erfindungsgemäß wird, in dem Erfassungsbereich 8, der entlang der Zuführstrecke 6 angeordnet ist, wenigstens ein, insbesondere vor dem Behandeln, individuell ermittelter Kennzustand Z und/oder ein weiterer Kennzustand Zw durch eine Erfassungseinheit 9 ermittelt wird, welcher Kennzustand Z und/oder weitere Kennzustand Zw für eine Bestückungsausgangsmenge des zuzuführenden Produkts bezogen auf zumindest eine Bestückungsvorrichtung 16 charakteristisch ist.
- Dabei wird in Abhängigkeit dieses Kennzustandes Z und/oder weiteren Kennzustandes Zw während des Betriebes eine Restmenge M des zuzuführenden Produktes auf der Bestückungsvorrichtung 16 ermittelt, wobei in Abhängigkeit dieser Restmenge M ein charakteristisches Signal für einen Bestückungswechsel ausgegeben wird.
- Mit anderen Worten kann damit die Anzahl von Etiketten, die sich während des Arbeitsbetriebes in der Zuführstrecke 6 befinden, bestimmt werden, um rechtzeitig einen Rollenwechsel durchführen zu können. Bei diesem Wert kann es sich um die absolute Anzahl an Etiketten (beispielsweise eine Bestückungsausgangsmenge) handeln, es wäre jedoch auch denkbar, dass eine Länge des Etikettenbandes zwischen dem Magazin 16 und der Zuführeinheit 14 als Bestückungsausgangsmenge definiert wird.
- Sind beispielsweise aufgrund eines bevorstehenden Produktwechsels keine Behältnisse 10 mehr in diesem Erfassungsbereich 180 vorhanden, so kann diese Information an die Bevorratungseinheit bzw. das Magazin 16 ausgegeben werden. Aufgrund der (ermittelten oder noch zu ermittelnden) Anzahl an Behältnissen, die sich zwischen den Punkten A und B befinden und aufgrund der ebenfalls bekannten Anzahl von Etiketten in der Zuführstrecke 6 kann das Magazin bzw. eine Steuerungseinrichtung (beispielsweise die Erfassungseinheit 9 oder die weitere Erfassungseinheit 26) innerhalb dieses Magazin entscheiden, wann auch die Zufuhr an Etiketten 20 zu unterbrechen ist.
- So kann beispielsweise an den Benutzer die Anweisung gegeben werden, das Etikettenband an einer bestimmten Stelle abzuschneiden. Vorzugsweise kann dann noch derjenige Bereich der Etiketten, der sich noch in der Zuführstrecke 6 befindet, an den Behältnissen 10 angebracht werden. Auf diese Weise geht einerseits dieser Anteil an Etiketten nicht verloren und andererseits muss bei einem Produktwechsel eben dieser Anteil auch nicht aus der Zuführstrecke entfernt werden, was mitunter sehr aufwendig ist.
- So kann in einem beispielhaften Ablauf auch eine Fülleinrichtung 2 einen anstehenden Produktwechsel und/oder ein Signal, welches anzeigt, dass die Fülleinrichtung leer ist, an die Etikettiereinrichtung (auch Zuführeinheit genannt) 14 oder das Magazin 16 melden, oder aber, wie erwähnt, eine weitere Erfassungseinheit 26 einen Behältermangel erkennen. Das Magazin kann nunmehr das Leerfahren seines Etikettenspeichers beginnen. Sobald ein bestimmtes Minimum erreicht ist, verringert die Etikettiervorrichtung 14 bevorzugt die Geschwindigkeit, um die Gefahr eines Bandrisses im Falle einer Störung zu verringern.
- Es wäre jedoch auch möglich, dass eine weiter zusätzliche Erfassungseinheit einen Behältnismangel, d. h. ein Fehlen der Behältnisse erkennt. Diese Erfassungseinheit ist in einem Bereich des Transportpfades angeordnet, in dem die Behältnisse einbahnig aneinander stehen, so dass die Anzahl an Behältnissen zwischen den Punkten C und B sortenabhängig bekannt ist. Bei einem stückweisen Transport ist die Anzahl der Behältnisse in jedem Fall bekannt.
- Weiterhin wäre es auch möglich, dass, insbesondere bei Weiterführen des Verfahrens mit einem anderen Produkt, ein Endabschnitt einer Rolle mit dem gerade abgelaufenen oder nicht mehr zu verwendenden Etikettentyp mit einem Anfangsabschnitt einer Rolle mit einem neuen Etikettentyp verbunden wird, so dass die Produktion nahtlos von einer Produktsorte zu einer weiteren Produktsorte fortgesetzt werden kann. Dies bringt den Vorteil mit sich, dass auch das neue Etikettenband nicht aufwendig in die Zuführstrecke eingefädelt werden muss, sondern quasi automatisch mit dem vorhergehenden Band eingezogen wird. Diese Vorgehensweise kann auch auf solche Produkte, welche dem Prozess stückweise zugeführt werden, wie Paletten, angewandt werden. Dabei muss jedoch die alte Rolle nicht vollständig aufgebraucht sein und die neue Rolle kann bereits angebrochen sein.
- Auch kann eine Sperre aufgrund des Behältnismangels schließen und die Zuführeinheit 14 den Etikettiervorgang beenden. Dabei werden bevorzugt noch einige Restetiketten zurückgelassen, um etwaige Ausfälle insbesondere anderer Maschinenteile zu kompensieren. Daraufhin kann die Umstellung auf ein neues Produkt an der Zuführeinheit 14 erfolgen und schließlich die Produktion mit dem neuen Produkt begonnen werden.
- Nach dem Anbringen der Etiketten 20 auf die Behältnisse 10 werden die Behältnisse 10 weiter entlang des Transportpfads T transportiert. Dabei ist es möglich, dass Verpackungs- oder Zusammenstellungseinheiten vorgesehen sind, welche die Behältnisse gruppieren. Auch derartige Zusammenstellungseinheiten können in der erfindungsgemäßen Weise in die Anlage eingebunden werden. So kann beispielsweise in ähnlicher Weise einer derartigen Zusammenstellungseinrichtung gemeldet werden, dass ein Strom (ggfs. bereits etikettierter) Behältnisse 10 unterbrochen ist und damit nur noch diejenigen Behältnisse, die sich in einem Abschnitt 22 befinden, mit einem bestimmten Verpackungsmaterial zu versehen bzw. in einer bestimmten Art zusammenzustellen sind.
-
- A
- Punkt A
- B
- Punkt B
- C
- Punkt C
- D
- Punkt D/Zuführbereich
- M
- Restmenge
- T
- Transportstrecke
- Z
- Kennzustand
- ZA
- Erwartungswert
- Zi
- Sub-Kennzustand
- Zw
- Kennzustand
- 1
- Vorrichtung
- 4
- Staubereich
- 6
- Zuführstrecke
- 8
- Erfassungsbereich
- 9
- Erfassungseinheit
- 10
- Behältnisse
- 14
- Zuführeinheit/Etikettiereinrichtung
- 16
- Bestückungsvorrichtung /Magazin
- 18
- Zuführabschnitt für die Behältnisse 10
- 20
- Etiketten(band)
- 22
- Abschnitt
- 26
- weitere Erfassungseinheit
- 180
- Erfassungsbereich
Claims (11)
- Verfahren zum Behandeln von Behältnissen, wobei die Behältnisse (10) entlang einer vorgegebenen Transportstrecke (T) transportiert und mit wenigstens einem hinsichtlich seiner Menge bestimmbaren Produkt derart zusammengeführt werden, dass das Produkt in einem vorbestimmten Zuführbereich (D) der Transportstrecke (T) jedem einzelnen Behältnis (10) zugeführt wird, wobei das Produkt entlang einer Zuführstrecke (6) zu dem Zuführbereich (D) geführt wird,wobei in einem Erfassungsbereich (8), der entlang der Zuführstrecke (6) des Produktes oder in einer Transportrichtung der Behältnisse (10) stromaufwärts bezüglich des Zuführbereichs (D) angeordnet ist, wenigstens ein vor dem Behandeln, individuell ermittelter Kennzustand (Z) und mindestens ein weiterer Kennzustand (Zw) durch eine Erfassungseinheit (9) ermittelt werden, welcher Kennzustand (Z) und welcher weitere Kennzustand (Zw) für eine Bestückungsausgangsmenge des zuzuführenden Produkts bezogen auf zumindest eine Bestückungsvorrichtung (16) charakteristisch sind, und wobeider weitere Kennzustand (Zw) derart von der Erfassungseinheit berechnet wird, dass ein mathematischer Mittelwert des Kennzustandes (Z) und eines nicht von der Erfassungseinheit ermittelten Erwartungswertes (ZA) ermittelt wird, wobei der Erwartungswert, vorzugsweise eindeutig, dem jeweiligen Produkt und/oder der jeweiligen Bestückungsvorrichtung (16) zuordenbar ist, und es sich bei dem Erwartungswert (ZA) bezogen auf die jeweilige Bestückungsvorrichtung (16) um einen solchen Wert handelt, welcher herstellerseitig angegeben ist, und wobeiin Abhängigkeit dieses Kennzustandes (Z) und weiteren Kennzustandes (Zw) während des Betriebes eine Restmenge (M) des zuzuführenden Produkts auf der Bestückungsvorrichtung (16) ermittelt wird, und wobei in Abhängigkeit dieser Restmenge ein charakteristisches Signal für einen Bestückungswechsel ausgegeben wird, wobei es sich bei dem Produkt um ein Etikettier- oder Verpackungsmaterial handelt, wobei dieser Kennzustand (Z) anstatt fest vorgegeben zu werden, jeweils individuell von der Erfassungseinheit noch vor dem eigentlichen Behandeln der Behältnisse ermittelt wird, um daher bereits vorab zu wissen, wie viele beispielsweise Etiketten grundsätzlich für einen Etikettiervorgang zur Verfügung stehen.
- Verfahren nach Anspruch 1,
dadurch gekennzeichnet, dass
der Kennzustand (Z) von der Erfassungseinheit (9) derart ermittelt wird, dass während eines Ermittlungsvorganges zunächst die Gesamtmenge der zuletzt produzierten Produkte einer vorgebbaren Anzahl von Bestückungsvorrichtungen (16) ermittelt wird, und im Anschluss daran ein mathematischer Mittelwert der Menge des pro Bestückungsvorrichtung (16) produzierten Produkts ermittelt wird, um somit eine Bestückungsausgangsmenge je Bestückungsvorrichtung (16) zu erhalten, und wobei sich die Gesamtmenge aus einer Summe von Sub-Kennzuständen (Zi) der einzelnen Bestückungsvorrichtungen ermittelt. - Verfahren nach Anspruch 2,
dadurch gekennzeichnet, dass
bei einer Abweichung eines von der Erfassungseinheit ermittelten Sub-Kennzustandes (Zi) von einem für die Bestückungsvorrichtung eindeutig charakteristischen Erwartungswert (ZA), der Sub-Kennzustand (Zi) von der Erfassungseinheit für die Ermittlung des Kennzustands (Z) nicht berücksichtigt wird. - Verfahren nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
nur in Abhängigkeit von dem weiteren Kennzustand (Zw) ein charakteristisches Signal für einen Bestückungswechsel ausgegeben wird und/oder dass eine Abweichung des weiteren Kennzustandes (Zw) von dem Kennzustand (Z) ermittelt wird. - Verfahren nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
dass bei einer Abweichung des weiteren Kennzustandes (Zw) vom dem Kennzustand (Z) von größer eins, die Ermittlung des Kennzustands und/oder des weiteren Kennzustands nicht berücksichtigt wird und der Ermittlungsvorgang von Neuem beginnt. - Verfahren nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
die Erfassungseinheit (9) einen Sortenwechsel erkennt und daraufhin den, einer jeweiligen Sorte, vorzugsweise eindeutig, zuordenbaren Kennwert (Z), wechselt oder den vormaligen Kennwert (Z) aus einem Speicher der Erfassungseinheit (9) löscht. - Verfahren nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
die Erfassungseinheit (9) einen Wechsel der Bestückungsvorrichtung (16) erkennt, und abspeichert, und wobei erst bei Überschreiten einer vorgebbaren Anzahl von Wechselvorgängen bezogen auf unterschiedliche Bestückungsvorrichtungen eine Freigabe des Kennzustandes (Z) zum Behandeln der Behältnisse erfolgt. - Verfahren nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
dass die Bestückungsvorrichtung (16) zumindest eine Etikettenrolle umfasst, und es sich bei dem zuzuführenden Produkt um Etiketten handelt. - Verfahren nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
es sich bei den Etiketten um Rundumetiketten und/oder Selbstklebeetiketten handelt. - Verfahren nach zumindest einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass
in Abhängigkeit der Restmenge (M) ein charakteristisches Signal für einen Bestückungswechsel bereits dann ausgegeben wird, wenn eine vorgebbare Restmengenmindestanzahl auf der aktuellen Bestückungsvorrichtung (16) erreicht ist und anschließend auf eine andere, vorzugsweise vollbestückte, Bestückungsvorrichtung (16) umgeschalten wird. - Vorrichtung zum Behandeln von Behältnissen, wobei die Behältnisse (10) entlang einer vorgegebenen Transportstrecke (T) transportierbar und mit wenigstens einem hinsichtlich seiner Menge bestimmbaren Produkt derart zusammenführbar sind, dass das Produkt in einem vorbestimmten Zuführbereich (D) der Transportstrecke (T) jedem einzelnen Behältnis (10) zugeführt wird, wobei das Produkt entlang einer Zuführstrecke (6) zu dem Zuführbereich (D) geführt wird,wobei in einem Erfassungsbereich (8), der entlang der Zuführstrecke (6) des Produkts oder in einer Transportrichtung der Behältnisse (10) stromaufwärts bezüglich des Zuführbereichs (D) angeordnet ist, wenigstens ein vor dem Behandeln, individuell ermittelter Kennzustand (Z) und/ ein weiterer Kennzustand (Zw) durch eine Erfassungseinheit (9) ermittelbar sind,welcher Kennzustand (Z) und welcher weitere Kennzustand (Zw) für eine Bestückungsausgangsmenge des zuzuführenden Produkts bezogen auf zumindest eine Bestückungsvorrichtung (16) charakteristisch sind, und wobei der weitere Kennzustand (Zw) derart von der Erfassungseinheit berechenbar ist, dass ein mathematischer Mittelwert des Kennzustandes (Z) und eines nicht von der Erfassungseinheit ermittelten Erwartungswertes (ZA) ermittelbar ist, wobei der Erwartungswert, vorzugsweise eindeutig, dem jeweiligen Produkt und/oder der jeweiligen Bestückungsvorrichtung (16) zuordenbar ist und es sich bei dem Erwartungswert (ZA) bezogen auf die jeweilige Bestückungsvorrichtung (16) um einen solchen Wert handelt, welcher herstellerseitig angegeben ist, und wobeiin Abhängigkeit dieses Kennzustandes (Z) und weiteren Kennzustandes (Zw) während des Betriebs eine Restmenge (M) des zuzuführenden Produkts auf der Bestückungsvorrichtung (16) ermittelbar ist, und wobei in Abhängigkeit dieser Restmenge ein charakteristisches Signal für einen Bestückungswechsel ausgebbar ist, wobei es sich bei dem Produkt um ein Etikettier- oder Verpackungsmaterial handelt, wobei dieser Kennzustand (Z) anstatt fest vorgegeben zu werden, jeweils individuell von der Erfassungseinheit noch vor dem eigentlichen Behandeln der Behältnisse ermittelt wird, um daher bereits vorab zu wissen, wie viele Etiketten grundsätzlich für einen Etikettiervorgang zur Verfügung stehen.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102015119023.0A DE102015119023A1 (de) | 2015-11-05 | 2015-11-05 | Verfahren und Vorrichtung zum Behandeln von Getränkebehältnissen |
| PCT/EP2016/076792 WO2017077101A1 (de) | 2015-11-05 | 2016-11-07 | Verfahren und vorrichtung zum behandeln von getränkebehältnissen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP3294637A1 EP3294637A1 (de) | 2018-03-21 |
| EP3294637B1 true EP3294637B1 (de) | 2024-09-04 |
Family
ID=57281201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP16794270.5A Active EP3294637B1 (de) | 2015-11-05 | 2016-11-07 | Verfahren und vorrichtung zum behandeln von getränkebehältnissen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US10308388B2 (de) |
| EP (1) | EP3294637B1 (de) |
| CN (1) | CN108137185B (de) |
| DE (1) | DE102015119023A1 (de) |
| WO (1) | WO2017077101A1 (de) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022123054A1 (de) | 2022-09-09 | 2024-03-14 | Krones Aktiengesellschaft | Verfahren zur Produktionsüberwachung einer Etikettiermaschine und Etikettiermaschine zur Etikettierung von Behältern |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7886795B2 (en) | 2006-03-09 | 2011-02-15 | Illinois Tool Works Inc. | High speed decorating system |
| DE102008037708B4 (de) | 2008-08-14 | 2014-05-28 | Krones Aktiengesellschaft | Verfahren und Vorrichtung zum Behandeln von Getränkebehältnissen |
| DE102012021997A1 (de) * | 2012-11-12 | 2014-05-15 | Krones Ag | Verfahren zum Herstellen von Getränkebehältnissen und Vorrichtung zum Herstellen von Getränkebehältnissen |
| ITBO20120686A1 (it) * | 2012-12-19 | 2014-06-20 | Marchesini Group Spa | Sistema di carico e di alimentazione di articoli per una apparecchiatura di confezionamento operante in ambiente sterile |
| DE102014105034A1 (de) * | 2014-04-09 | 2015-10-15 | Krones Ag | Abfüllanlage zum Befüllen von Behältern mit Transporteinrichtung |
-
2015
- 2015-11-05 DE DE102015119023.0A patent/DE102015119023A1/de active Pending
-
2016
- 2016-11-07 EP EP16794270.5A patent/EP3294637B1/de active Active
- 2016-11-07 US US15/740,022 patent/US10308388B2/en active Active
- 2016-11-07 CN CN201680038683.7A patent/CN108137185B/zh active Active
- 2016-11-07 WO PCT/EP2016/076792 patent/WO2017077101A1/de active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| CN108137185A (zh) | 2018-06-08 |
| CN108137185B (zh) | 2020-03-17 |
| WO2017077101A1 (de) | 2017-05-11 |
| US20180186497A1 (en) | 2018-07-05 |
| EP3294637A1 (de) | 2018-03-21 |
| DE102015119023A1 (de) | 2017-05-11 |
| US10308388B2 (en) | 2019-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102008037708B4 (de) | Verfahren und Vorrichtung zum Behandeln von Getränkebehältnissen | |
| EP1041006B2 (de) | Verfahren und Einrichtung zur Steuerung einer Zigaretten- Fertigungs- und Verpackungsanlage | |
| EP3672882B1 (de) | Verfahren zum steuern der menge eines auf einen träger aufzubringenden klebemittels | |
| EP2062478B1 (de) | Abfüllmaschine und Verfahren zum Abfüllen | |
| EP2539272B1 (de) | Überwachungsvorrichtung für behältnis-behandlungsanlagen | |
| EP2712829B1 (de) | Verfahren und Vorrichtung zur Handhabung von Druckstoffgebinden | |
| EP3310664B1 (de) | Anlage und verfahren zum abfüllen von behältern | |
| WO2013131863A2 (de) | Verpackungslinie | |
| EP2760748A1 (de) | Integrierte qualitätskontrolle von verbrauchsmaterialien für verpackungsmaschinen | |
| EP3659932A2 (de) | Verfahren und systeme zum verpacken von artikeln | |
| DE102020120336A1 (de) | Transportvorrichtung und Verfahren zur Verteilung einer Vielzahl gleichartig geformter und dimensionierter Artikel | |
| EP3294637B1 (de) | Verfahren und vorrichtung zum behandeln von getränkebehältnissen | |
| EP1892207A2 (de) | Vorrichtung zum Verteilen und/oder Sortieren von Materialrollen und deren Übergabe und ein Verfahren zum Transport von Materialrollen | |
| EP3323744B1 (de) | Verfahren und wiege- und etikettier-fördervorrichtung mit alternierender druckernutzung | |
| EP2917145B1 (de) | Verfahren und vorrichtung zum herstellen von getränkebehältnissen | |
| EP3129319B1 (de) | Anlage zum befüllen von behältern mit einer transporteinrichtung | |
| EP3670431B1 (de) | Vorrichtung zum befüllen von behältnissen und verfahren zum betreiben der vorrichtung | |
| EP1582464B1 (de) | Füllventil zum Abfüllen von Flüssigkeiten in Behälter |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: UNKNOWN |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE INTERNATIONAL PUBLICATION HAS BEEN MADE |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20171213 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| DAV | Request for validation of the european patent (deleted) | ||
| DAX | Request for extension of the european patent (deleted) | ||
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| 17Q | First examination report despatched |
Effective date: 20190904 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20240411 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |