EP2803792A2 - Clé destinée à actionner un cylindre de fermeture et son procédé de fabrication - Google Patents
Clé destinée à actionner un cylindre de fermeture et son procédé de fabrication Download PDFInfo
- Publication number
- EP2803792A2 EP2803792A2 EP14450024.6A EP14450024A EP2803792A2 EP 2803792 A2 EP2803792 A2 EP 2803792A2 EP 14450024 A EP14450024 A EP 14450024A EP 2803792 A2 EP2803792 A2 EP 2803792A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- key
- coding
- hard plastic
- key according
- reide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 17
- 229920003023 plastic Polymers 0.000 claims abstract description 32
- 239000004033 plastic Substances 0.000 claims abstract description 32
- 239000000945 filler Substances 0.000 claims abstract description 19
- 230000005294 ferromagnetic effect Effects 0.000 claims abstract description 16
- 239000000463 material Substances 0.000 claims abstract description 16
- 230000005291 magnetic effect Effects 0.000 claims description 35
- 238000001746 injection moulding Methods 0.000 claims description 17
- 229920001601 polyetherimide Polymers 0.000 claims description 16
- 239000004697 Polyetherimide Substances 0.000 claims description 13
- 238000002347 injection Methods 0.000 claims description 11
- 239000007924 injection Substances 0.000 claims description 11
- 239000004642 Polyimide Substances 0.000 claims description 8
- 229920001721 polyimide Polymers 0.000 claims description 8
- 230000005415 magnetization Effects 0.000 claims description 7
- 239000000835 fiber Substances 0.000 claims description 5
- 230000002787 reinforcement Effects 0.000 claims description 3
- 239000003365 glass fiber Substances 0.000 claims description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims 1
- 229910052799 carbon Inorganic materials 0.000 claims 1
- 239000004917 carbon fiber Substances 0.000 claims 1
- -1 is fiber-reinforced Substances 0.000 claims 1
- 239000002184 metal Substances 0.000 description 13
- 229910052751 metal Inorganic materials 0.000 description 13
- 238000013461 design Methods 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 238000005299 abrasion Methods 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000010354 integration Effects 0.000 description 2
- 239000006187 pill Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 229910000938 samarium–cobalt magnet Inorganic materials 0.000 description 2
- 238000007493 shaping process Methods 0.000 description 2
- 206010020751 Hypersensitivity Diseases 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000007815 allergy Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- KPLQYGBQNPPQGA-UHFFFAOYSA-N cobalt samarium Chemical compound [Co].[Sm] KPLQYGBQNPPQGA-UHFFFAOYSA-N 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 125000005462 imide group Chemical group 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images
Classifications
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B19/00—Keys; Accessories therefor
- E05B19/26—Use of special materials for keys
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05B—LOCKS; ACCESSORIES THEREFOR; HANDCUFFS
- E05B47/00—Operating or controlling locks or other fastening devices by electric or magnetic means
- E05B47/0038—Operating or controlling locks or other fastening devices by electric or magnetic means using permanent magnets
- E05B47/0045—Operating or controlling locks or other fastening devices by electric or magnetic means using permanent magnets keys with permanent magnets
Definitions
- the invention relates to a key for actuating a lock cylinder comprising a Reide and a shaft with a magnetically scannable coding, wherein the magnetically scannable coding comprises at least one coding field comprising a magnetizable material.
- the invention further relates to a method for producing such a key.
- the direction of movement of the scanning element can have any direction and in practice runs predominantly in the direction of the radius of the magnet rotor, but can also run in the axial direction of the magnet rotor.
- Such locks can be cylinder locks or sliding locks.
- the magnet rotors are mounted in recesses of the cylinder core and the mentioned scanning elements cooperate on the one hand with the magnet rotors and on the other hand with latching elements of the cylinder housing in order to effect the unlocking or locking.
- Keys that are designed to operate such a magnetic lock and have a Reide and a shaft with key magnets are usually made of metal.
- the production of a metal key is very expensive due to the many process steps required to provide the key with the respective individual magnetic coding.
- a metal key is very expensive due to the many process steps required to provide the key with the respective individual magnetic coding.
- the key magnets are formed by so-called magnetic pills, which are small disk-shaped elements made of a ferromagnetic and magnetized to a permanent magnet material, such. Samarium-cobalt.
- the individual magnetic pills can be magnetized differently strong and with different orientation of the magnetic poles, resulting in a variety of coding variants.
- Most of the keys have at least six key magnets, with at least three key magnets being arranged on each side of the key shaft.
- a disadvantage of the conventional design is that each key magnet must be individually magnetized to ensure the particular desired magnetic field strength and the orientation of the polarity.
- metal keys have proven very useful, in addition to the complex and costly production, they have a number of other disadvantages.
- Metal keys have a high weight and can trigger allergies especially in the case of a nickel containing material.
- the profiling of the keys is subject to certain limitations due to the manufacturing process, so that the number of coding possibilities is low.
- a colored design of metal keys is limited. The color of the metal can hardly be influenced. A color design is possible only by applying a paint, which is naturally subject to high wear.
- the metal shaft and the Reide can thus not be made of one and the same material, which further increases the cost of manufacture.
- the magnetic coding elements key magnets
- the metal shaft can adversely affect the magnetic field lines.
- the present invention therefore seeks to overcome the drawbacks mentioned above in connection with metal keys and to simplify the manufacture of the integration of the magnetic coding fields into the key shank.
- keys should preferably be obtained in which no relevant losses in terms of wear resistance and torsional and bending stiffness must be taken into account.
- the key should also have an abrasion resistance that allows for a number of usage cycles, so that the key can be used daily for many years.
- the key shank consists at least partially of a hard plastic, which is offset in the at least one coding field with a ferromagnetic filler.
- the key shank can thus be produced in one piece, wherein the magnetic coding elements, in contrast to the prior art not as a separate, used in the shaft components, but in the Plastic are formed of the key shaft.
- the ferromagnetic filler present in the at least one coding field provides for a corresponding magnetization for the formation of a magnetic region which, in combination with possibly further coding fields, represents the magnetic coding.
- the ferromagnetic filler may preferably be formed by a metal powder, with Fe or SmCo powder being preferred.
- the individual coding fields can be magnetized to different degrees within the scope of the coding, wherein the strength of the magnetic field used in the magnetization of the coding fields influences the magnetic field strength emanating from the coding field in the sequence.
- a preferred embodiment provides that at least a first and a second coding field are provided in which the hard plastic in each case with a ferromagnetic Filler is offset, wherein the absolute amount of the filler in the first coding field is greater than in the second coding field.
- the absolute amount of the ferromagnetic filler determines the strength of the magnetic field emanating from the individual coding fields with the same magnetization duration and intensity. The larger the amount of the ferromagnetic filler, the stronger the magnetic field of the coding field.
- the absolute amount of filling material in a coding field can be determined, for example, by the volume fraction of the filling material in the coding field.
- the key is preferably developed in this context such that the volume fraction of the filler in the hard plastic in the first coding field is greater than in the second coding field.
- the absolute amount of filling material may also be determined by the material thickness of the coding field.
- the key is preferably further formed in such a way that the material thickness of the hard plastic mixed with filler is greater in the first coding field than in the second coding field.
- the key shank preferably consists at least partially of a hard plastic from the group of polyimides.
- Polyimides are high-performance plastics whose most important structural feature is the imide group.
- Polyimides include, for example, polyetherimides and polyamide-imides, it being shown in experiments that polyetherimides are particularly preferred for use in key production.
- Polyimides are generally characterized by high mechanical strength, high chemical resistance and high temperature resistance.
- Polyetherimide meets the typical requirements for keys such as high strength, low abrasion and high temperature resistance.
- polyetherimides are also to be regarded as preferred in particular because, in contrast to other polyimides, they can be processed by injection molding. This reduces the manufacturing costs and the corresponding costs.
- the Reide consists at least partially of a hard plastic from the group of polyimides.
- the Reide and the key shank are made of the same hard plastic, in particular of polyetherimide, wherein the key shaft and the Reide are preferably formed integrally with each other.
- the entire key can thus preferably be produced in a single work step, in which connection preferably an injection molding process is used. If, as corresponds to a preferred development, the key shank and / or the Reide completely made of a hard plastic, the corresponding part or the entire key can be made in one piece by injection molding. In order to offset different portions of the key for forming coding fields with a ferromagnetic filler, a two-component or multi-component injection molding method may preferably be used. The use of a two- or multi-component injection molding process may also be advantageous if the Reide is to be coated with a softer material compared to hard plastic, in particular polyetherimide, in order to improve the feel.
- the shaping of the key and in particular the shaping of a mechanical profiling (coding) of the key shank which may additionally be provided in addition to the magnetic coding is not subject to any production-related restrictions.
- the mechanical coding variety can be substantially increased, whereby the Nachsperrschreib is increased.
- the key has at least one magnetic or electronic coding component.
- the said component can be embedded in the hard plastic of the key shaft or the Reide or completely enclosed by the hard plastic be.
- the magnetic or electronic coding component is a microchip.
- the microchip may be formed in a particularly preferred manner as an RFID transponder.
- an embodiment in which the microchip operates passively, ie without its own power source, is particularly advantageous.
- a passive RFID transponder is preferred in this context.
- the integration of the component serving for magnetic or electronic coding into the key takes place, with particular preference in terms of production technology, by virtue of the fact that said component is inserted into the injection mold before injection molding.
- the said component is encapsulated during the injection molding or embedded in the key body produced by the injection molding.
- the material properties can preferably be further improved by the fact that the hard plastic, in particular polyetherimide, fiber-reinforced, with reinforcement preferably for coal and / or glass fibers are used.
- the fiber reinforcement serves in particular to increase the torsional and bending stiffness of the key body.
- the fiber-reinforced hard plastic, in particular the fiber-reinforced polyether imide has a fiber content of 5-40, preferably 20-35 vol .-% based on the hard plastic.
- a preferred embodiment provides that the fibers are in the same orientation state.
- a method for producing the key according to the invention provides that the shaft and the Reide be made in an injection molding tool by means of a two- or multi-component injection molding of a thermoplastic hard plastic, wherein a portion of the hard plastic is mixed with a ferromagnetic filler and injected to form at least one coding field of the key shaft in the injection mold is removed, and that the key is supplied after removal from the injection mold a magnetization device in which all coding fields for magnetizing the same are exposed to a magnetic field.
- the method according to the invention it becomes possible to jointly magnetize all coding fields of a key instead of individually magnetizing each coding field.
- the individual setting of the magnetic strength of the coding fields and possibly other coding parameters is not achieved by individual adjustment of the magnetic field used for the magnetization, but is already achieved in the production of the key by the amount and distribution of the ferromagnetic filler.
- the procedure is such that a multiplicity of injection-molded keys are jointly exposed to the magnetic field.
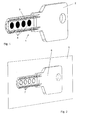
- Fig.1 shows a key with a magnetically scannable coding.
- the key 1 has a Reide 2 and a key shank 3, wherein the key shank 3 carries on two opposite sides a plurality of permanent magnetic coding fields 4, which carry the magnetic coding.
- the key 1 is made of fiber-reinforced polyetherimide.
- the key 1 and the coding fields 4 are produced in a two-component injection molding. From the first polyetherimide component, the Reide 2 and the key shank 3 are produced in one piece in a first step of the injection molding process. The magnetic inserts are then injection molded from the second ferromagnetic particle-added polyetherimide component.
- Fig. 2 is the injection mold 5 of an injection molding tool, not shown schematically.
- the injection mold 5 comprises two mold halves delimiting a cavity 6.
- the cavity 6 has the shape of in Fig. 1 1 designated key having a key shaft 3 and a Reide 2.
- the two mold halves may be separated from each other along a plane of separation in the plane of the drawing to release the interior of the mold 5 for removal of the injection-molded key.
- Displaceable slides are provided in the mold transversely of the parting plane, which keep the areas of the coding fields free during the first step of the injection molding process.
- the slides are pulled out of the cavity 6 to expose in this way the openings 7, which are then filled with the offset with ferromagnetic particles polyetherimide component.
Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Push-Button Switches (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Lock And Its Accessories (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ATA398/2013A AT514509B1 (de) | 2013-05-14 | 2013-05-14 | Schlüssel zum Betätigen eines Schließzylinders sowie Verfahren zur Herstellung des Schlüssels |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2803792A2 true EP2803792A2 (fr) | 2014-11-19 |
| EP2803792A3 EP2803792A3 (fr) | 2016-07-06 |
| EP2803792B1 EP2803792B1 (fr) | 2017-11-22 |
Family
ID=50841727
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP14450024.6A Not-in-force EP2803792B1 (fr) | 2013-05-14 | 2014-05-08 | Clé destinée à actionner un cylindre de fermeture et son procédé de fabrication |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2803792B1 (fr) |
| AT (1) | AT514509B1 (fr) |
| ES (1) | ES2656669T3 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104453382A (zh) * | 2014-11-27 | 2015-03-25 | 陈以列 | 新型锁具 |
| DE102015007117A1 (de) * | 2015-01-15 | 2016-07-21 | Assa Abloy Sicherheitstechnik Gmbh | Magnetanordnung zur Anwendung in einem Schloss-Schlüssel-System |
| CN104481274B (zh) * | 2014-11-27 | 2016-09-07 | 薛宜 | 一种锁具 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015205213A1 (de) * | 2015-03-23 | 2016-09-29 | Bks Gmbh | Profilzylinderschlüssel |
| AT526389A1 (de) * | 2022-07-20 | 2024-02-15 | Evva Sicherheitstechnologie | Schlüssel für ein Zylinderschloss und Zylinderschloss |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT341901B (de) | 1975-07-03 | 1978-03-10 | Evva Werke | Steuereinrichtung, insbesondere schloss |
| AT357430B (de) | 1978-06-29 | 1980-07-10 | Evva Werke | Steuereinrichtung, insbesondere schloss |
| EP0305588A2 (fr) | 1987-09-03 | 1989-03-08 | Axxess Entry Technologies | Tige de la clé en plastique renforcée |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT371532B (de) * | 1978-12-15 | 1983-07-11 | Grundmann Gmbh Geb | Flachschluessel |
| FR2733781A1 (fr) * | 1995-05-02 | 1996-11-08 | Ma Bunn Sieng | Cle pour serrure magnetique et appareil de magnetisation de ladite cle |
| JP2010236194A (ja) * | 2009-03-30 | 2010-10-21 | Denso Corp | 電子キーシステムの携帯機、エマージェンシーキー |
-
2013
- 2013-05-14 AT ATA398/2013A patent/AT514509B1/de not_active IP Right Cessation
-
2014
- 2014-05-08 ES ES14450024.6T patent/ES2656669T3/es active Active
- 2014-05-08 EP EP14450024.6A patent/EP2803792B1/fr not_active Not-in-force
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT341901B (de) | 1975-07-03 | 1978-03-10 | Evva Werke | Steuereinrichtung, insbesondere schloss |
| AT357430B (de) | 1978-06-29 | 1980-07-10 | Evva Werke | Steuereinrichtung, insbesondere schloss |
| EP0305588A2 (fr) | 1987-09-03 | 1989-03-08 | Axxess Entry Technologies | Tige de la clé en plastique renforcée |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104453382A (zh) * | 2014-11-27 | 2015-03-25 | 陈以列 | 新型锁具 |
| CN104481274B (zh) * | 2014-11-27 | 2016-09-07 | 薛宜 | 一种锁具 |
| DE102015007117A1 (de) * | 2015-01-15 | 2016-07-21 | Assa Abloy Sicherheitstechnik Gmbh | Magnetanordnung zur Anwendung in einem Schloss-Schlüssel-System |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2803792A3 (fr) | 2016-07-06 |
| ES2656669T3 (es) | 2018-02-28 |
| EP2803792B1 (fr) | 2017-11-22 |
| AT514509A1 (de) | 2015-01-15 |
| AT514509B1 (de) | 2015-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2803792B1 (fr) | Clé destinée à actionner un cylindre de fermeture et son procédé de fabrication | |
| DE69411654T2 (de) | Verfahren zur Herstellung eines Gewindespindels aus synthetischen Kunststoff mit einem rohrartigen Kern | |
| DE212009000174U1 (de) | Magnetschloss, Magnetschlüssel und Kombination derselben | |
| EP0791448A2 (fr) | Procédé et dispositif pour mouler par injection des articles en matière plastique | |
| DE102009026176A1 (de) | Längenveränderbarer Knaufschließzylinder | |
| AT514254B1 (de) | Verfahren zur Herstellung eines Schlüssels sowie eine Vorrichtung zur Durchführung des Verfahrens | |
| DE19500138A1 (de) | Verfahren zur Herstellung von verhältnismäßig dickwandigen Bürstenkörpern, insbesondere von Zahnbürsten aus thermoplastischem Kunststoff | |
| DE202013009775U1 (de) | Universalschlüssel | |
| EP2803791A2 (fr) | Clé destinée à actionner une serrure cylindrique et combinaison de la clé avec la serrure cylindrique | |
| AT515619B1 (de) | Verfahren zur Herstellung eines Schlüssels sowie eine Vorrichtung zur Durchführung des Verfahrens | |
| DE10010501C2 (de) | Integrierte Schloß-/Griffanordnung | |
| EP2803790A2 (fr) | Clé destinée à actionner une serrure cylindrique | |
| EP1952963B1 (fr) | Moulage par injection d'une pièce d'habillage de véhicules à moteur | |
| DE102018114284A1 (de) | Verfahren zur Herstellung einer Spritzgießform für Kunststoffteile | |
| DE102014206115A1 (de) | Verfahren zur Herstellung von spritzgegossenen kunststoffgebundenen Dauermagneten aus einem Duroplast, welcher ein partikelförmiges magnetisches Material enthält, sowie Verfahren zur Herstellung eines spritzgegossenen kunststoffgebundenen Dauermagneten aus einem Duroplast, welcher ein partikelförmiges magnetisches Material enthält, als ein Zwei-Komponenten-Bauteil und spritzgegossener kunststoffgebundener Dauermagnet | |
| AT516238A2 (de) | Schließzylinder sowie Kombination eines Schlüssels mit dem Schließzylinder | |
| DE202018102032U1 (de) | Gewuchteter Rotationskörper | |
| DE102017205246A1 (de) | Anzeigeelement, Verfahren zur Herstellung eines Anzeigeelements und Verwendung eines Anzeigeelements und Fahrzeug mit einem Anzeigeelement | |
| AT515900A2 (de) | Schlüssel zum Betätigen eines Schließzylinders | |
| DE19617768C2 (de) | Verfahren und Vorrichtung zum Spritzgießen von Kunststoffteilen | |
| EP3041654B1 (fr) | Procédé de production d'une pièce d'insertion pour un élément de moulage par injection, pièce d'insertion pour élément de moulage par injection, et élément de moulage par injection | |
| DE202005015298U1 (de) | Verriegelungseinrichtung | |
| DE1234315B (de) | Abgleichbare elektrische Spule mit einem Schalenkern | |
| DE102017201572A1 (de) | Spritzgusswerkzeug zur Herstellung von mindestens zwei unterschiedlich geformten Spritzgusswerkstücken, Verfahren zur Herstellung von mindestens zwei unterschiedlich geformten Spritzgusswerkstücken und Spritzgusswerkstück | |
| EP1785558B1 (fr) | Serrure, en particulier pour coffre-fort |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140508 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: E05B 19/26 20060101AFI20160602BHEP Ipc: E05B 47/00 20060101ALI20160602BHEP |
|
| R17P | Request for examination filed (corrected) |
Effective date: 20161222 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170804 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: DAVIDOVAC, KRISTIJAN Inventor name: AMON, REINHARD |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: OK PAT AG PATENTE MARKEN LIZENZEN, CH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 948565 Country of ref document: AT Kind code of ref document: T Effective date: 20171215 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502014006313 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2656669 Country of ref document: ES Kind code of ref document: T3 Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180222 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180223 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180222 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502014006313 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20180823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20190526 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20190530 Year of fee payment: 6 Ref country code: ES Payment date: 20190603 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20190527 Year of fee payment: 6 Ref country code: SE Payment date: 20190531 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20190604 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190528 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20140508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171122 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180322 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171122 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 948565 Country of ref document: AT Kind code of ref document: T Effective date: 20190508 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PFUS Owner name: EVVA SICHERHEITSTECHNOLOGIE GMBH, AT Free format text: FORMER OWNER: EVVA SICHERHEITSTECHNOLOGIE GMBH, AT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190508 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502014006313 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20200601 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200509 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200601 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20201201 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20210927 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200509 |