EP2729377B1 - Gebinde und verfahren zur herstellung eines solchen - Google Patents
Gebinde und verfahren zur herstellung eines solchen Download PDFInfo
- Publication number
- EP2729377B1 EP2729377B1 EP12728399.2A EP12728399A EP2729377B1 EP 2729377 B1 EP2729377 B1 EP 2729377B1 EP 12728399 A EP12728399 A EP 12728399A EP 2729377 B1 EP2729377 B1 EP 2729377B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- container
- containers
- adhesive
- contact
- pack
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 7
- 239000000853 adhesive Substances 0.000 claims description 125
- 230000001070 adhesive effect Effects 0.000 claims description 122
- 238000000034 method Methods 0.000 claims description 15
- 230000000295 complement effect Effects 0.000 claims description 8
- 238000003825 pressing Methods 0.000 claims description 4
- 230000014759 maintenance of location Effects 0.000 claims 6
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 238000005056 compaction Methods 0.000 claims 1
- 230000001066 destructive effect Effects 0.000 claims 1
- 238000002844 melting Methods 0.000 claims 1
- 230000008018 melting Effects 0.000 claims 1
- 239000013589 supplement Substances 0.000 claims 1
- 238000013461 design Methods 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 3
- 238000004026 adhesive bonding Methods 0.000 description 2
- 239000002313 adhesive film Substances 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 229920006300 shrink film Polymers 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229920006302 stretch film Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 238000012549 training Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/0003—Tray-like elements provided with handles, for storage or transport of several articles, e.g. bottles, tins, jars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B17/00—Other machines, apparatus, or methods for packaging articles or materials
- B65B17/02—Joining articles, e.g. cans, directly to each other for convenience of storage, transport, or handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B27/00—Bundling particular articles presenting special problems using string, wire, or narrow tape or band; Baling fibrous material, e.g. peat, not otherwise provided for
- B65B27/04—Bundling groups of cans or bottles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D21/00—Nestable, stackable or joinable containers; Containers of variable capacity
- B65D21/02—Containers specially shaped, or provided with fittings or attachments, to facilitate nesting, stacking, or joining together
- B65D21/0201—Containers specially shaped, or provided with fittings or attachments, to facilitate nesting, stacking, or joining together stackable or joined together side-by-side
- B65D21/0205—Containers specially shaped, or provided with fittings or attachments, to facilitate nesting, stacking, or joining together stackable or joined together side-by-side joined together by bonding, adhesive or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/50—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material comprising a plurality of articles held together only partially by packaging elements formed otherwise than by folding a blank
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/14—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for incorporating, or forming and incorporating, handles or suspension means in packages
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D2571/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans, pop bottles; Bales of material
Definitions
- the invention relates to a container according to the preamble of claim 1, whose features EP 2 258 625 A
- the articles of the container may be wrapped in a strapping formed by at least one strapping element, which strapping is looped around the article group and holds it together to form the bundle.
- the strapping can have at least one closure with at least one closure element.
- Articles within the meaning of the invention are containers, namely plastic, so for example, PET bottles, but also already in groups (multiple pack) combined articles.
- PET bottles have a contact area, which is executed spherically curved, so that the articles or containers can virtually roll around one another around a circumferential path, that is to say on a "unrolling ring".
- this is recognizable in the case of repeated use of the bottle, for example by means of the wear ring, which is usually recognizable in a light highlighting.
- Such "roll-off rings” can be arranged in PET bottles not only in the head area but also in the foot area.
- the production of the containers is carried out by the method, for example, in such a way that the containers are placed on a transport plane of a conveyor and oriented with their container axis in the vertical direction or substantially vertical direction in a mass transport or in a wide container flow the containers have an arbitrary orientation with regard to distinctive containers and / or features.
- This wide container stream is then converted by lane division into several single-lane container streams.
- the compartments of the containers or their container groups forming containers are separated from the single-lane container streams.
- Another foil-free container is from the already mentioned EP 2 258 625 A2 known, in which the container has a gear-like cross-section with ribs and grooves for engagement with each other and Verzah NEN.
- This document also describes a method for producing the container from the plastic containers.
- the object of the invention is to provide containers of the type mentioned in which is always avoided in a simple way that the articles arrive in the transport in a nesting position, whereby even after the removal of one or more items from a container, the cohesion of the remaining Article in the container is retained or can be restored.
- the contact or contact surface negatively interrupts the spherically configured contact region, ie the unrolling ring, in the radial direction and that the contact or contact surface is provided with an adhesive or adhesive application by combining and pressing together the other articles or containers directly adjacent to the "adhesive" article via this adhesive or adhesive application, the articles are joined together to form the strong and stable package, although the other articles of the package do not require this adhesive application It is advantageous if each article or container has an adhesive application to its directly adjacent article or container so that an article could be removed, the cohesion would be maintained even without strapping.
- the articles are also referred to as containers.
- the containers of the container are arranged in a non-nesting position.
- “Adhesives” within the meaning of the invention are, inter alia, all materials or compounds with which an adhesive bond between containers is possible, in particular compounds, materials or compounds which, applied in the liquid or viscous state, form a self-adhesive order and / or under certain circumstances. turn of pressure and / or by energy input and / or after curing or crosslinking (also by energy input) effect an adhesive bond.
- “Adhesives” within the meaning of the invention are, inter alia, also multi-layer materials, for example those of at least one carrier material, which is coated with a material with which an adhesive bond between containers is possible, ie at least two-sided adhesive and / or adhesive are active.
- An “adhesive" container has adhesives or adhesives according to the invention, or is provided with an adhesive and adhesive application.
- the adhesive or adhesive is preferably selected such that the containers are detachable manually or non-destructively from the container or separable from each other.
- a negative interruption of the Abrollrings seen in the radial direction means in the context of the invention that the originally spherical, ie curved Abroll Scheme is flattened, that is flat. In this respect, the contact or contact area has a smaller outer diameter than the rest of the spherically configured Abrollring. Due to the flattening of the Abrollrings also quasi measures are taken, which hinder unimpeded unrolling, if not only allow sections and then prevent when two flats of adjacent containers or items together.
- a positive interruption of the Abrollrings seen in the radial direction means that the contact or contact surfaces have a larger diameter or radius than the rest of Abrollring.
- the contact or contact surfaces are more or less protruding from the rolling ring, or project beyond it. Even with this measure, it is conceivable that unhindered unrolling of adjacent containers to one another is made more difficult. It can be applied to the circumferentially spherically continuous contact area, ie on the Abrollring the adhesive application so that seen in the radial direction positive interruption is formed.
- the advantage of a container according to the invention is that it is very stable in the production and conveying process and shows no tendency to fall into a nesting arrangement and this at lower contact forces, also by the strapping, in comparison to known solutions. Furthermore, there is an advantage that after the first release of the group of articles, these, also by the strapping or in the interaction of strapping or by the respective adhesive cohesion without strapping with a carrying handle or loop, these combined again into a stable unit become which the end user can transport easily and as a group of articles.
- the article or container has the contact surface or contact surface, preferably provided with the adhesive agent application, on its head region and on its foot region or on one of the regions.
- the two head-side and foot-side contact and contact surfaces are arranged vertically one above the other on a common vertical axis.
- each article or container of the container at its head and at its foot has at least two circumferentially offset by 90 ° arranged contact and contact surfaces, wherein it is preferably provided that head-side and foot-side contact and Contact surfaces in a common vertical axis aligned with each other.
- each article or container enough "splices" to each adjacent article or container have to hold the container together enough. Strapping can thus be dispensed with while maintaining the integrity of the package, even if one or more of the articles were removed from the package.
- it can be ensured that the contact and contact surfaces of adjacent articles or containers are oriented toward one another so that they can then also lie exactly against one another.
- Such alignment e.g. By aligning features is known, wherein the contact and contact surfaces can form the Ausrichtmerkmale. The orientation will not be discussed further.
- the contact and contact surfaces can be different in their geometric design.
- the contact and contact surfaces may be circular or polygonal, e.g. square, whereby opposite sides of the quadrangle can be slightly rounded.
- the adhesive and adhesive can be applied. Conceivable, but not according to the invention, but also, as already mentioned, apply the adhesive and adhesive in such a thickness that the positive elevation results, so that the Abrollring seen in the circumferential direction is positively interrupted.
- the adhesive application can be provided to apply the adhesive application as a thin film, ie as a thin layer which wets the entire contact and contact surface. But it is also possible to apply the adhesive particularly thick, so almost mushroom-like.
- the particular container may be formed, for example, from four, six or nine articles or containers, the number mentioned being, of course, not limiting, but merely exemplary, each of the containers or a selected number of more than one container having an adhesive application can be provided.
- the container of four containers formed with the contact and contact surfaces, and has a strapping, it makes sense if only one of the container, so a single container, which has the adhesive application, is a corner container. This has direct contact with two adjacent containers, which are so glued to the "sticky" container. Of course it is also possible to provide two containers with adhesive.
- the container is formed of six containers with the contact and contact surfaces, and has a strapping, wherein the containers are arranged in two rows to three containers or in three rows to two containers, it is expedient to provide a single container from a central position to be provided with the adhesive.
- This "sticky" container has direct contact with the other container of the central and adjacent corner containers.
- a container of six containers are advantageous only 16.67% of the container or a single container provided with adhesive and adhesive. Of course it is also possible to provide two or three containers with adhesive.
- the container of nine containers formed with the contact and contact surfaces, and has a strapping, wherein the containers are arranged in three rows to three containers, it is purposeful in the context of the invention, if only the central container as an "adhesive" container is executed. For a container of nine containers only 11.11% or one container is provided with adhesive. Of course, it is also possible to provide two, three or four or more containers with adhesive.
- each of the containers is dispensed with, it is purposefully provided for each of the containers to "stick" to its directly adjacent container. Of course, this can also be provided if the strapping is used.
- the adhesive application is provided in strips on the contact and BermmConsequently, it makes sense to arrange the strip extending in the vertical direction.
- the strip can also be provided extending in the circumferential direction.
- the container is guided by a respective alignment feature which has a distinctive container shape. or container equipment feature or corresponds to such a feature to align or inspect, so that the container in each container thus produced have a desired orientation, ie are oriented with their container or equipment features in a predetermined direction. But so are the "adhesive dots" or the “adhesive strips” in a desired orientation to the adjacent containers.
- the containers can be aligned with each other.
- a harmonic, visually appealing appearance which u.a. provides an additional incentive to buy, especially against containers with arranged in arbitrary orientation containers.
- An advantageous embodiment is when the respective strapping of the container can be opened and closed several times and beyond the loop length of the loop formed by the strapping is arbitrarily often changed, so after removal of an article or container from a container by shortening the loop length or by re-tightening the strapping remaining in the container items or containers are kept there or fixed.
- the formulation that "the strapping of the containers can be opened and closed several times" is understood to mean that an extension of the length of the loop formed by the strapping already leads to its opening. A complete severing of the strapping, or a mutual loosening of the ends of the loop is possible, but not mandatory.
- this includes, inter alia, a conveyor, oriented on the container with their container axes in the vertical direction or substantially in the vertical direction stand up and in mass transport, ie fed in a disordered amount and with a relatively large conveying width in a transport direction on a first section of the conveyor.
- a lane division of the container stream in such a way that several, i. in the illustrated embodiment, three are formed by the inner guide rails separate lanes, in which the containers each form a single-lane container stream.
- the single-lane container flows are first moved apart in the streets, through a corresponding course of the outer and inner guide railing, so that the streets and thus the local container streams are clearly spaced perpendicular to the transport direction.
- a separation of the containers in each alley can take place so that the containers then have a predetermined distance from each other in a further section adjoining in the transport direction in each passage.
- the adhesive or adhesive jobs are laterally applied to the passing containers. applied to the perpendicular to the transport direction oriented side portions of the container outer surfaces. Following this, the containers provided with the adhesive and adhesive applications are treated by suitable means, i.
- the adhesive or adhesive jobs on the applicators in pairs in the form of an upper and a lower adhesive or adhesive applied.
- a turning device rotates the containers about their container axis by 90 °, so that the last applied adhesive or adhesive jobs are located on the leading edge in the transport direction of the respective container outer surface.
- the containers are rotated about the container axis only by the respectively required degree of angularity, e.g. if they should take a nesting position in the container.
- each section of the conveyor in each case, two containers belonging to a container are brought together and pressed against one another, so that these containers are connected to one another via the adhesive or adhesive jobs and form a container subgroup. Following this, these container sub-groups are brought together in the transverse direction to the transport direction and pressed together, so that then the container groups forming the respective container is obtained. The strapping then takes place in a suitable strapping station.
- the possibly desired or required turning and alignment of the containers at the rotating means is preferably controlled by opto-electrical sensors, for example in the form of cameras or camera systems and using a sensor or image signals of the sensors evaluating computer, which controls the respective rotating device ,
- the orientation feature used is the adhesive or adhesive agent applied to the containers.
- FIG. 7 shows a known bottle according to the prior art.
- the FIG. 1 shows a device 1 for producing the container 2.
- the device 1 comprises a feed dog 3, on which the container 4 with their container axes in the vertical direction or substantially vertically oriented up and mass transport, ie in a disordered amount and with relatively large Conveyor width in a transport direction A on a section 3.1 of the conveyor to be supplied.
- outer and inner guide railing 5 first a lane division of the container stream in such a way that several, i. in the illustrated embodiment, three by the inner guide railing 5 separate lanes 6 are formed, in which the container 4 each form a single-lane container flow.
- FIG. 1 schematically represented by the block workstation 7, the application of adhesive or adhesive orders 8 and the merging and pressing against each other of the container 4 to form the container 2.
- the workstation 7 takes place at the same time the application of the carrying handles 10 and the strapping 11. A strapping must not necessarily done, as will be described below.
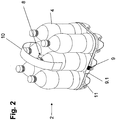
- the container 2 is formed in each case from a container group with example six, arranged in non-nesting position containers 4, wherein between adjacent articles or containers 4 at least one axially aligned contact portion 12 extends, which defines the region of closest approach is also soft in one or more contact or contact surfaces 13 ( FIGS. 4 to 6 ) lie.
- the contact and contact surfaces 13 are according to the invention as a negative interruption (flattening) of the head and foot-side spherical portion 14 and 15, so the respective Abrollrings 14 and 15 of the container 4 executed.
- the contact and contact surfaces 13 of the adhesive and adhesive coating 8 is arranged, which will be discussed in more detail.
- the strapping 11 is arranged in a foot region of the article or container 4.
- the carrying handle 10 is attached to central containers 4 each on an outer periphery of the container or the article 4, for example, glued.
- the strapping 11 has a discharge loop 9, a region of the strapping 11, in which it is laid in duplicate and fixed by a loop securing 9.1, which is designed as an adhesive strip.
- the discharge loop can also be fixed to the strapping 11 by adhesive bonding or welding, eg ultrasonic welding. If this relief loop 9 is released, the strapping 11 forms a single ring or hoop and the container 4 can be easily removed without the strapping 11 having to be destroyed.
- a closure element which can be opened and / or closed several times could alternatively be arranged, for example comparable to a cable tie closure, in particular an unlockable closure, or comparable to a hook-and-loop fastener.
- FIG. 2 can be seen further, has only a single container 4 at its contact or contact surface 13 an adhesive application 8, which is exemplary only strip-shaped, and extends parallel to the container vertical axis BA.
- the adhesive application 8 can also be punctiform or viewed in the circumferential direction over the entire surface or interrupted applied to the contact or contact surface 13.
- all containers 4 of the container each have a plurality, preferably four contact and contact surfaces 13.
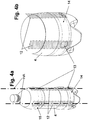
- a strapping is in the embodiment after FIG. 3 unavailable.
- four contact and contact surfaces 13 are preferably provided on the respective container 4, of which in each case two on a common vertical axis HA are preferably arranged in alignment with each other.
- the contact and contact surfaces 13 arranged in the vertical direction are preferably arranged offset relative to one another at an angle of 90 ° (viewed in the circumferential direction) ( FIGS. 4 to 6 ).
- two contact and contact surfaces, viewed in the circumferential direction on the head side are offset by 90 ° relative to each other.
- This arrangement of the contact and contact surfaces 13 is sufficient to contact the respectively adjacent container 4.
- the contact and contact surfaces 13 need not necessarily be provided with an adhesive and adhesive application 8.
- an adhesive and adhesive application 8 By running in the radial direction negative or preferably positive interruption of the "Abrollrings" quasi rotation prevention measures are taken, which allow a displacement of the container 4 relative to each other only to a slight extent, namely up to the time at which adjacent container 4 with their contact and Touching surfaces 13 abut each other, which largely prevents further rotation.
- an advantageous variant of the adhesive application 8 is shown, which has an adhesive and adhesive portion and a handle and manipulation section.
- the adhesive and adhesive portion is disposed substantially between the adjacent containers, wherein the handle and manipulation portion projects into the space of the container or beyond, so that it is manually grasped by the end user and released by train can.
- An example is here adhesion and adhesive application, as it is known as a Power Trip ®. Also conceivable is an adhesive and adhesive with comparable properties.
- each container 4 The contact and contact surfaces 13 of each container 4 are designed identical in a preferred embodiment.
- the contact and contact surfaces 13 are polygonal, for example quadrangular, wherein opposite sides may be rounded, which in the enlargement on the right side of FIG. 4 is clearly visible.
- the contact and contact surfaces 13 are as seen in the radial direction negative interruption of the "Abrollrings", so quasi executed as a flattening.
- the contact and contact surfaces 13 may be provided with the adhesive application 8, which may be applied over the entire surface as an adhesive film.
- the contact and contact surfaces 13 have a circular configuration, and are designed as a positive interruption of the "Abrollringes", so quasi as a circular plate-like survey.
- the contact and contact surfaces 13 are arranged at two elevations of the container axis BA and can have the adhesive application 8 in the layer thickness of an adhesive film.
- the layer thickness of the adhesive application 8 but also have an amount such that the adhesive application 8 is designed mushroom-like, and the Abrollring additionally surmounted in addition to the survey.
- this is ideally softened or melted by means of external energy. This can be done, for example, by a laser beam or infrared waves.
- Particularly advantageous in this case is a method in which one or more motor-driven laser emitters follow the movement of the container and thereby focus on the adhesive application 8, and these at least partially melt or soften the adhesive applications 8. This energy input can also be made after the compression of the container 4.
- the container in each case two containers 4 in three rows (or three containers 4 in two rows).
- Each two outer container with their contact or contact surfaces 13 abut each other and to middle containers.
- the target is, if only one of the middle container 4 is provided with the adhesive application 8. It is particularly preferred if the adhesive application 8 as a single adhesive dot or tape, as in FIG. 2 dargterrorism, is applied to the head-side contact or contact surface 13.
- the container 2 after FIG. 2 or its container 4 can remain due to the inventive arrangement of the single adhesive application 8 to a single container 4 during transport in its non-nesting position, and maintain this stability even if, for example, one of the container 4 is removed from the container 2.
- each container 4 of the container 2 is "glued” to the respectively adjacent container 4. Due to the advantageous arrangement of the contact and contact surfaces, which are preferably arranged in the circumferential direction offset by 90 ° to each other, it is also ensured that they are always arranged in the "inner” of the container 2, as well as the Figures 2 and 3 can be removed, in which the outer surfaces of the container 1 and the outwardly facing surfaces of the container 4 are contact and berround vom- or klebeschêts arthritis.
- FIG. 6b shows such a complementary design.
- a complementary complementary form is particularly advantageous when facing the container 4 both slightly radially outwardly projecting contact and contact surfaces 13.1 in the dressing analog slightly radially inwardly facing contact and contact surfaces 13.2 of the adjacent bottle or the contact and contact surfaces 13.2 , only plan is executed, so the convex curvature interrupts (not shown).
- the containers are ideally formed on their circumference at least at a height of the container axis BA with these two types of contact and contact surfaces, alternately 90 ° angular distance.
- the containers 4 are then aligned so that the respective complementary contact and contact surfaces face each other before the containers are finally compacted into the container.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Packages (AREA)
- Adhesive Tapes (AREA)
- Basic Packing Technique (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL12728399T PL2729377T3 (pl) | 2011-07-05 | 2012-06-15 | Opakowanie zbiorcze i sposób wytwarzania takiego opakowania zbiorczego |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011106759.4A DE102011106759C5 (de) | 2011-07-05 | 2011-07-05 | Verfahren zur Herstellung von Gebinden |
| DE201110109956 DE102011109956B3 (de) | 2011-08-11 | 2011-08-11 | Gebinde |
| PCT/EP2012/002561 WO2013004341A1 (de) | 2011-07-05 | 2012-06-15 | Gebinde und verfahren zur herstellung eines solchen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2729377A1 EP2729377A1 (de) | 2014-05-14 |
| EP2729377B1 true EP2729377B1 (de) | 2017-08-09 |
Family
ID=46320876
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12728399.2A Active EP2729377B1 (de) | 2011-07-05 | 2012-06-15 | Gebinde und verfahren zur herstellung eines solchen |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20140238881A1 (es) |
| EP (1) | EP2729377B1 (es) |
| CN (1) | CN103648915A (es) |
| BR (1) | BR112013030449A2 (es) |
| ES (1) | ES2638491T3 (es) |
| MX (1) | MX2014000005A (es) |
| PL (1) | PL2729377T3 (es) |
| RU (1) | RU2014103813A (es) |
| WO (1) | WO2013004341A1 (es) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PT2826831T (pt) | 2013-07-16 | 2019-06-28 | Khs Gmbh | Uso de cola termo-fusível para o agrupamento de recipientes e garrafas para bebidas ou alimentos em embalagens prontas para armazenar vários artigos |
| DE102013107574A1 (de) * | 2013-07-16 | 2015-01-22 | Khs Gmbh | Verfahren zur Herstellung von Gebinden |
| CA2932444C (en) | 2014-01-10 | 2022-02-22 | H.B. Fuller Company | Foamed hot melt adhesive composition for bonding packs of containers |
| DE102014105901B3 (de) | 2014-04-28 | 2015-02-05 | Khs Gmbh | Verfahren zum Herstellen eines Gebindes aus Behältern |
| TWI520880B (zh) * | 2014-06-09 | 2016-02-11 | 肯娜瑪莉卡股份有限公司 | 供給容器裝置 |
| MX2017007711A (es) | 2014-12-17 | 2017-10-27 | Fuller H B Co | Composicion adhesiva fusionada por calor para unir empaques de envases de metal. |
| ES2844498T3 (es) | 2014-12-17 | 2021-07-22 | Fuller H B Co | Composición adhesiva termofusible para unir conjuntos embalados de recipientes de plástico |
| CN107108091B (zh) * | 2014-12-22 | 2018-12-25 | 克朗斯股份公司 | 由拉伸塑料膜形成且设置有抓持把手的改进的被缠绕的集束包装体 |
| DE102015106665A1 (de) * | 2015-04-29 | 2016-11-03 | Khs Gmbh | Gebinde sowie Verfahren zur Herstellung eines solchen Gebindes |
| US10683479B2 (en) | 2016-01-27 | 2020-06-16 | LucasE3, L.C. | Whole stillage separation |
| DE102016105746A1 (de) * | 2016-03-30 | 2017-10-19 | Krones Ag | Verfahren und Vorrichtung zum Bilden von Behältniszusammenstellungen |
| MX2018013102A (es) | 2016-04-28 | 2019-03-28 | Fuller H B Co | Tarima con envases apilados. |
| US11117071B2 (en) | 2017-03-29 | 2021-09-14 | LucasE3, L.C. | Expanded distillation for ethanol production |
| IT201700077504A1 (it) * | 2017-07-10 | 2019-01-10 | Leon Ribi | Impianto per assemblare in fardelli bottiglie in PVC o altri contenitori affini mediante l'applicazione di vincoli nastriformi detti anche regge |
| US11339107B2 (en) | 2018-01-29 | 2022-05-24 | LucasE3, L.C. | Efficient distillation of ethanol |
| US11376521B2 (en) | 2018-01-29 | 2022-07-05 | LucasE3, L.C. | Efficient distillation of ethanol |
| US11541326B2 (en) | 2019-04-05 | 2023-01-03 | LucasE3, L.C. | Regenerative vapor energy recovery system and method |
| US11186851B2 (en) | 2019-04-05 | 2021-11-30 | LucasE3, L.C. | Continuous ethanol recovery from fermentation with high solids corn slurry production |
| US12006377B2 (en) | 2020-02-07 | 2024-06-11 | LucasE3, L.C. | System and method for starch separation and dry fracturing with fiber wash |
| WO2022002827A1 (en) | 2020-06-30 | 2022-01-06 | Société des Produits Nestlé S.A. | Multipack of several containers held together by adhesive |
| WO2022002828A1 (en) | 2020-06-30 | 2022-01-06 | Société des Produits Nestlé S.A. | Multipack of several containers held together by adhesive |
| US11987439B2 (en) * | 2020-07-21 | 2024-05-21 | United Laboratories, Inc. | Cleanup kits including both wet wipes and dry wipes |
| CN112455006B (zh) * | 2020-09-29 | 2023-12-26 | 桐庐伟炜塑料制品有限公司 | 一种包装绳叠加覆盖设备 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2677460A (en) * | 1949-11-05 | 1954-05-04 | Walfred C Johnson | Multiunit package |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3388791A (en) * | 1966-01-14 | 1968-06-18 | United Shoe Machinery Corp | Packages |
| US3902992A (en) * | 1973-05-04 | 1975-09-02 | Coors Co Adolph | Multi-container package |
| DE2331193A1 (de) | 1973-06-19 | 1975-01-16 | Coors Co Adolph | Grifflose, tragbare einheit aus einer anzahl von behaeltern |
| DE2419990A1 (de) * | 1974-04-25 | 1975-11-06 | Enzinger Union Werke Ag | Verfahren und vorrichtung zum zusammenfassen von einzelbehaeltern zu einer verpackungseinheit |
| FR2286763A1 (fr) * | 1974-10-03 | 1976-04-30 | Unisabi Sa | Procede d'emballage d'un groupe de recipients |
| DE2645495A1 (de) * | 1976-10-08 | 1978-04-13 | Paul Hettler | Verpackungsrueckstandfreie sammelpackungssysteme fuer selbstbedienungslaeden |
| DE4126212C2 (de) | 1991-08-08 | 1995-03-16 | Packmaster System Entwicklung | Mehrfachverpackung sowie Verfahren zum Verpacken einer Mehrzahl von Behältnissen |
| DE19616153A1 (de) * | 1996-04-23 | 1997-10-30 | Focke & Co | Gebindeverpackung sowie Verfahren und Vorrichtung zum Herstellen derselben |
| DE20306140U1 (de) * | 2003-04-16 | 2003-06-18 | Pohl, Heinrich Robert, 50769 Köln | Getränkebehälter und Anordnung von Getränkebehältern |
| DE102004047830A1 (de) * | 2004-09-29 | 2006-03-30 | Genima Innovations Marketing Gmbh | Behälter, insbesondere Getränkeflasche |
| EP2096039A1 (en) | 2008-02-26 | 2009-09-02 | Nestec S.A. | A reinforced packaging assembly |
| US7726464B2 (en) | 2008-07-18 | 2010-06-01 | Alain Cerf | Apparatus for nesting bottles |
| DE102009025824A1 (de) | 2009-05-18 | 2010-11-25 | Krones Ag | Gebinde aus Artikelgruppen, Verfahren zu dessen Herstellung, Gebindelage und Palette |
| DE102009025912A1 (de) * | 2009-06-03 | 2010-12-09 | Krones Ag | Körper und aus Körpern erstellte Gebinde sowie Vorrichtung und Verfahren zur Erstellung von Gebinden |
| DE102009040700A1 (de) * | 2009-09-10 | 2011-03-24 | Krones Ag | Verfahren und Vorrichtung zur Herstellung von Gebinden |
| DE102009044519A1 (de) * | 2009-09-29 | 2011-03-31 | Krones Ag | Gebinde aus mehreren Behältern und Verfahren zur Herstellung des Gebindes |
| DE102009044271A1 (de) | 2009-10-16 | 2011-04-28 | Krones Ag | Gebinde aus mehreren Behältern und Verfahren zur Herstellung eines solchen Gebindes |
-
2012
- 2012-06-15 RU RU2014103813/12A patent/RU2014103813A/ru not_active Application Discontinuation
- 2012-06-15 CN CN201280033427.0A patent/CN103648915A/zh active Pending
- 2012-06-15 BR BR112013030449A patent/BR112013030449A2/pt not_active IP Right Cessation
- 2012-06-15 US US14/131,032 patent/US20140238881A1/en not_active Abandoned
- 2012-06-15 EP EP12728399.2A patent/EP2729377B1/de active Active
- 2012-06-15 PL PL12728399T patent/PL2729377T3/pl unknown
- 2012-06-15 MX MX2014000005A patent/MX2014000005A/es not_active Application Discontinuation
- 2012-06-15 ES ES12728399.2T patent/ES2638491T3/es active Active
- 2012-06-15 WO PCT/EP2012/002561 patent/WO2013004341A1/de active Application Filing
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2677460A (en) * | 1949-11-05 | 1954-05-04 | Walfred C Johnson | Multiunit package |
Also Published As
| Publication number | Publication date |
|---|---|
| CN103648915A (zh) | 2014-03-19 |
| BR112013030449A2 (pt) | 2017-03-21 |
| PL2729377T3 (pl) | 2018-01-31 |
| EP2729377A1 (de) | 2014-05-14 |
| ES2638491T3 (es) | 2017-10-23 |
| RU2014103813A (ru) | 2015-08-10 |
| WO2013004341A1 (de) | 2013-01-10 |
| MX2014000005A (es) | 2014-02-17 |
| US20140238881A1 (en) | 2014-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2729377B1 (de) | Gebinde und verfahren zur herstellung eines solchen | |
| DE102011106759B3 (de) | Verfahren zur Herstellung von Gebinden | |
| DE102011107265B4 (de) | Verfahren zur Herstellung von Gebinden | |
| EP3022118B1 (de) | Verfahren zur herstellung von gebinden | |
| WO2013004339A1 (de) | Gebinde und verfahren zu herstellen solcher gebinde | |
| EP2785595B1 (de) | Vorrichtung und verfahren zur bildung von verpackungseinheiten | |
| EP2830952B1 (de) | Vorrichtung zur bildung von verpackungseinheiten | |
| EP2785597B1 (de) | Vorrichtung zur bildung von mehrreihigen verpackungseinheiten | |
| WO2013079133A1 (de) | Vorrichtung zur bildung von verpackungseinheiten | |
| WO2013004337A1 (de) | Verfahren zur herstellung von gebinden aus behältern, sowie das erhaltene gebinde | |
| WO2013004340A1 (de) | Verfahren zur herstellung von gebinden aus behältern | |
| EP2785599A1 (de) | Vorrichtung und verfahren zur bildung von verpackungseinheiten | |
| WO2018046234A1 (de) | Gebinde von behältern sowie verfahren und anlage zur herstellung von solchen gebinden | |
| WO2013079164A1 (de) | Vorrichtung zur bildung von verpackungseinheiten | |
| EP3245141B1 (de) | Gebinde mit verklebten behältern und tragegriff | |
| DE102012011582A1 (de) | Taillenträger für Behältergebinde | |
| DE102012005927A1 (de) | Vorrichtung zur Bildung von Verpackungseinheiten | |
| EP3288840B1 (de) | Gebinde sowie verfahren zur herstellung eines solchen gebindes | |
| WO2012152390A1 (de) | Verfahren zur herstellung von gebinden | |
| DE102011109956B3 (de) | Gebinde | |
| DE102011108835A1 (de) | Gebinde und Verfahren zu Herstellen solcher Gebinde | |
| EP2878543B2 (de) | Verfahren und Vorrichtung zur Herstellung eines Gebindes aus miteinander verbundenen Artikeln | |
| EP2852531B1 (de) | Vorrichtung zur bildung von verpackungseinheiten | |
| WO2016113180A1 (de) | Gebinde mit in der unteren hälfte verbundenen behältern |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140205 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20151123 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 71/50 20060101ALI20170209BHEP Ipc: B65D 21/02 20060101ALI20170209BHEP Ipc: B65D 1/02 20060101AFI20170209BHEP Ipc: B65B 27/04 20060101ALI20170209BHEP Ipc: B65B 17/02 20060101ALI20170209BHEP Ipc: B65B 61/14 20060101ALI20170209BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20170321 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 916520 Country of ref document: AT Kind code of ref document: T Effective date: 20170815 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502012010983 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2638491 Country of ref document: ES Kind code of ref document: T3 Effective date: 20171023 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20170809 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171109 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171110 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171109 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20171209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502012010983 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| 26N | No opposition filed |
Effective date: 20180511 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180630 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180615 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180615 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180630 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 916520 Country of ref document: AT Kind code of ref document: T Effective date: 20180615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180615 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20120615 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170809 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20170809 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230623 Year of fee payment: 12 Ref country code: ES Payment date: 20230829 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20240620 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20240619 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240628 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20240611 Year of fee payment: 13 |