EP2703304A1 - Verfahren und Vorrichtung zum Befüllen von Packungen - Google Patents
Verfahren und Vorrichtung zum Befüllen von Packungen Download PDFInfo
- Publication number
- EP2703304A1 EP2703304A1 EP20130004066 EP13004066A EP2703304A1 EP 2703304 A1 EP2703304 A1 EP 2703304A1 EP 20130004066 EP20130004066 EP 20130004066 EP 13004066 A EP13004066 A EP 13004066A EP 2703304 A1 EP2703304 A1 EP 2703304A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- filling
- objects
- transport
- filter
- packet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/004—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material in blanks, e.g. sheets precut and creased for folding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B19/00—Packaging rod-shaped or tubular articles susceptible to damage by abrasion or pressure, e.g. cigarettes, cigars, macaroni, spaghetti, drinking straws or welding electrodes
- B65B19/02—Packaging cigarettes
- B65B19/22—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers
- B65B19/223—Wrapping the cigarettes; Packaging the cigarettes in containers formed by folding wrapping material around formers in a curved path; in a combination of straight and curved paths, e.g. on rotary tables or other endless conveyors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/54—Feeding articles along multiple paths to a single packaging position
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/56—Orientating, i.e. changing the attitude of, articles, e.g. of non-uniform cross-section
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/20—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D85/00—Containers, packaging elements or packages, specially adapted for particular articles or materials
- B65D85/07—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles
- B65D85/08—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular
- B65D85/10—Containers, packaging elements or packages, specially adapted for particular articles or materials for compressible or flexible articles rod-shaped or tubular for cigarettes
- B65D85/1081—Inserts or accessories added or joined to the container, e.g. coins, pens, cards, spacers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B2220/00—Specific aspects of the packaging operation
- B65B2220/14—Adding more than one type of material or article to the same package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B5/00—Packaging individual articles in containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, jars
- B65B5/06—Packaging groups of articles, the groups being treated as single articles
Definitions
- the invention relates to a method according to the preamble of claim 1 for filling packages. Furthermore, the invention relates to a device for carrying out the method.
- a method according to the preamble of claim 1 is known by DE 10 2004 032 832 A1 .
- the cigarette groups for the matching cigarette blocks are simultaneously ejected from pockets of a common cigarette turret and transported along a cigarette path, each wrapped in an inner blank (Stanniolzuêtintroducing) and then provided as a cigarette block with a double collar inserted together in the outer pack.
- the objects to be handled as contents of the package are accordingly designed as a parallelepiped.
- the present invention is concerned with the filling of packages, in particular cuboid folding boxes / Hinge Lid packages with differently shaped, structured and sized Objects.
- a preferred example is the introduction of (foil) bags with tobacco for the in-house production of cigarettes.
- Another object is a packet of cigarette paper and / or a group of filter pieces and / or lighter, matches, production aids for the in-house production of cigarettes possible.
- the objects in question should be positioned in a certain relative position within the package.
- the problem underlying the invention is therefore to introduce a unit of at least two, in particular of three different, independent objects or groups of objects with high performance of the machines in a package, in particular in a partially finished folding box.
- the packages are positioned in pockets of a folding turret, such that the articles can be introduced (simultaneously) in the radially directed transport path into the packages open on the outside.
- the objects are transported in the region of the transport path / filling path essentially along own tracks, preferably without mutual contact, in units corresponding to the contents of the package and handed over to the packing in a filling station.
- the filler web forms separate transport paths or channels for each object, with each transport path associated carriers detect the objects for transport.
- the objects are transferred to the common filling web at different positions, in particular in such a way that initially - in the longitudinal direction of the web - a group of pieces of goods or filter rods with orientation in the longitudinal direction is introduced into the web. Thereafter, another object is introduced by transverse movement in the filler, in particular a packet of cigarette paper. Finally, in a further station, the third object is supplied, in particular a bag (pouch) with tobacco, which is oriented to the dimensions of the pack.
- the bag is preferably located in an upper trajectory, while the other objects - filter rods and packets of cigarette paper - in a common plane underneath each other lying - each with distance from each other - are transported.
- a special feature is the transfer of the items to the prepared package. Following the filling path, the group of objects enters a Transfer conveyor, in particular a stage with recordings for each item. The stage causes a transfer of the objects to immediately adjacent to the pack.
- a Ausschuborgan transmits the group of objects at the same time to the pack, wherein following the appropriately positioned stage funnel-shaped organs are arranged for (distance-free) merging of the objects in the pack relative position.
- Other features of the invention relate to the configuration of the filler and the organs for the transfer of different objects to the filler.
- the embodiments of the drawings are concerned with the supply of a plurality of differently shaped objects and with the transfer of the same to a pack 10.
- This is preferably made of thin cardboard and is formed in the illustrated embodiment as a folding box / Hinge lid pack, as for the recording of cigarettes is known.
- the package 10 thus consists of box part 11, cover 12 and (optionally) a collar 13. Box part 11 and lid 12 are formed from a conventional, one-piece blank.
- the collar 13 with collar front wall 14 and collar side flap 15 consists of a separate blank and may extend to a bottom of the box part 11.
- the pack 10 serves to accommodate at least two differently shaped objects or groups of objects. In the present case, three objects or groups are to be arranged in a predetermined relative position within the pack 10. It is a bag 16 made of foil in the execution of a designated for holding tobacco wrapping bag with a pocket 17 (for the tobacco) and a bag 17 in the closed position completely or partially surrounding the winding tab 18th
- the package 10 contains a packet 19 with a supply of cigarette paper for self-preparation of cigarettes using the tobacco from the bag 16.
- the third article is a number of (four) filter rods 20 in a special embodiment, namely with break points 21 for producing a plurality of filter pieces 22 from each filter rod 20.
- the filter pieces 22 are used in the in-house production of filter cigarettes.
- the filter rods 20 are positioned side by side in a row. According to the present example, the aforementioned objects 16, 19, 20 are arranged in a particular relative position.
- the bag 16 is housed in an upright position in a front region of the pack 10, wherein the winding tab 18 rests on the inside of the collar front wall 14.
- the (five) filter rods 20 are juxtaposed in series against a rear wall 23 of the package 10. Next to it is the packet 19, thus likewise in the rear region under contact with the rear wall 23.
- the (three) objects 16, 19, 20 are jointly and simultaneously loaded into the open or unfinished package 10 in the region of a filling station 24 (FIG. Fig. 4 ) introduced.
- the package 10 is in a special folding position in a pocket 25 of a folding turret 26.
- the articles are fed along a transport path - filling web 27 - the filling station 24.
- a special feature is that the objects are successively fed to the filler web 27 and transported in the same area over and / or next to each other as a formed unit.
- a first transfer station namely filter station 28, the group formed of the filter rods 20 is inserted in the longitudinal direction in the filling path 27.
- a subsequent transfer station namely packet station 29, the packets 19 are fed and deposited in the filling track 27 next to the filter rods 20.
- the bags 16 are fed and stored in the package-oriented relative position in the region of the filler web 27.
- the transport path for the objects - filling track 27 - is formed in a special way.
- These individual tracks are arranged side by side and one above the other.
- a transport channel for the filter rods 20 - rod channel 31 - in a lower level and next to the transport channel for the packet 19 - packet channel 32 - arranged.
- the transport channel 31, 32 for the bags 16 - bag channel 33 - is formed in a plane above the transport channels.
- the transport channel 33 is bounded below by a transverse wall 34, which also serves as a support for the bag 16 during transport in the longitudinal direction of the filler web 27.
- the bags 16 are slidably conveyed on the transverse wall 34.
- the (lower) transport channels 31, 32 are assigned a (horizontal) track wall or track plate 35. This serves as a condition for the (sliding) Transport of the lower objects - packet 19, filter rods 20.
- the transport channels 31, 32 separated by an (upright) partition 89 from each other.
- the filler web 27 is also provided with an upper hood-shaped cover 36, which forms an upper wall of the transport channel 33 and side walls for the (three) transport channels 31, 32, 33.
- the objects 16, 19, 20 are transported in the region of the filler web 27 by a (common) endless conveyor, namely by a chain or belt conveyor 37 with a plurality of each of a group of objects 16, 19, 20 associated drivers.
- the belt conveyor 37 preferably consists of two spaced apart (endless.) Chains or (present) toothed belt. These are interconnected by transverse connecting members, in this case by struts 38. These are also carriers of the carriers for the objects.
- the objects associated with the spaced-apart carrier are arranged on a common carrier, namely a U-shaped support profile 39. This sits on the strut 38 and is connected thereto.
- the belonging to the unit of a package contents articles 16, 19, 20 are detected and transported together, by appropriately trained and arranged driver.
- upright webs 40, 41 are arranged on the support profile 39, the driver heads 42, 43, 44 for one or the other article 16, 19, 20 and run for the common transport movement in the channels 31, 32, 33.
- the heads 42, 43, 44 are formed as elongated, transverse tongues which extend approximately over the full width of the channels 31, 32, 33.
- At a first web 40 of the driver head 42 for the bag 16 and the driver head 44 for the packet 19 are attached.
- the driving head 43 for the filter rods 20 At the free end of the web 41 is the driving head 43 for the filter rods 20.
- the two webs 40, 41 pass through longitudinal slots 45, 46 of the track plate 35 therethrough.
- the (longer) web 40 also passes through a longitudinal slot 47 of the transverse wall 34.
- a special feature is the introduction of the articles 16, 19, 20 in the filling web 27.
- the group of filter rods 20 is first introduced into the associated transport channel 31.
- the filter rods 20 are pushed out analogously to the handling of cigarettes in groups from a magazine 48 and transferred to an intermediate conveyor, namely a cyclically rotating in transverse plane filter turret 49. This is along the perimeter with pockets 50 for each group of Filter rods 20 provided.
- the pocket 50 is arranged on a support web 51 at a distance from the circumference of the filter turret 49 in the transverse or tangential direction projecting.
- the relative position is selected such that the belt conveyor 37 running in the axial direction of the filter turret 49 or its driver head 43 passes through the pocket 50 and removes the filter rods 20 from the pocket 50 or transfers them to the subsequent transport channel 31.
- the pocket 50 of the filter turret 49 is provided on the radially outer side by a support plate 52 with slot for the passage of the web 41.
- the remainder of the complex driver is moved 49 outside of parts of the filter turret.
- the web 40 runs past the pocket 50.
- the transverse driver head 42 is passed through a recess 53 which is formed by the staggered support web 51 and the pocket 50.
- the packet station 29 follows.
- the packets 19 are supplied by a packet conveyor 54 arranged next to the filling track 27. This is arcuate, so that the packet 19 are first provided transversely to the filling path 27 and then by deflection in the conveying direction of the filler web 27.
- the packet conveyor 54 which is preferably designed as a pneumatic conveyor, transports the packets 19 into the one transverse transfer channel 55. This leads into the region of the filling track 27 and is open to the transport channel 32 through a corresponding recess in the side wall of the cover 36 (FIG. Fig. 9 ).
- a slider 56 with the longitudinal extent in the conveying direction pointing packet 19 is inserted into the associated transport channel 32, in coordination with the movement of the driver or the driver head 44, so that the packet 19 is transported accurately positioned with the filter rods 20.
- the (filled) bags 16 are fed in the longitudinal direction, ie in a relative position with transverse seams of the pocket 17.
- a feed unit - bag unit 57 - is arranged above the filling track 27.
- the bags 16 are first supplied in the downward direction, in this case by upright conveyor belts 58, 59.
- At this includes a deflection member 60 with an arcuate deflection path.
- Outside a fixed guide piece 61 is arranged with arcuate sliding surface 62.
- driven endless conveyors in the present version in the form of round belts 63, 64, which are guided at a distance from each other via deflection wheels and drive wheels.
- the sliding surface 62 is inside the round belt 63, 64 associated with a support wall 65 as a guide, so that in this area a (circular) arcuate conveying channel 66 is created for the bag 16.
- the dimension of the conveyor channel 66 is chosen so that the bags 16 are not deformed during transport.
- the propulsion of the bag 16 is effected by the voltage applied to these, consisting of corresponding material round belt 63, 64.
- the cover 36 or its upper wall is provided with a corresponding recess, so that the bags 16 can be fed one after the other and deposited on the transverse wall 34.
- the deposited bag is detected by the driver head 42, so that the group of objects associated with a pack 10 is transported on as a unit.
- the group of objects 16, 19, 20 is transferred from the belt conveyor 37 to an intermediate conveyor or to a transfer conveyor, which is commonly referred to as Stage 67 is designated. This is between a transfer station in the deflection region of the belt conveyor 37 (FIG. Fig. 14 ) and a transfer station adjacent to the folding turret 26 (FIG. Fig. 16 ) back and forth.
- the stage 67 connects to the filling track 27, namely to the channels 31, 32, 33, so that the objects 16, 19, 20 are pushed by the drivers while continuing the movement in corresponding receptacles of the stage 67.
- the stage 67 is moved (at increased speed) to the filling station 24, so that the carriers of the belt conveyor 37 are freely deflectable in the region of a deflection roller of the toothed belts ( Fig. 14 ).
- the stage 67 is designed analogously to the filling track 27, namely with internal chambers or chambers 68, 69, 70 for the bag 16 (upper chamber 68), for the packet 19 (one of the lower chambers 69) and for the filter rods 20 (chamber 70 below next to the chamber 69).
- the lower chambers 69, 70 are open on the inside to form a free space 71 for the passage of a pusher.
- a bottom plate 72 is closed because a Ausschuborgan is supplied from above.
- a (horizontal) partition wall 73 is provided with a slot 74.
- An upper wall 75 for defining the upper chamber 68 is provided with a wide recess 76 aligned with the free space 71 and the slot 74.
- the chambers 68, 69, 70 of the stage 67 are on both sides - pointing in the conveying direction - open. To avoid displacements, misalignments of objects and parts thereof, the objects in the chambers 68, 69, 70 are fixed.
- the bag 16 is pneumatically fixed in the upper chamber 68, by pressing against the intermediate wall 73 as a bearing surface for the bag 16.
- the intermediate wall 73 as a bearing surface for the bag 16.
- pneumatic pressure elements 77 mounted on oblique surfaces of the upper wall 75 pneumatic pressure elements 77, in particular in the embodiment as a membrane, the an air line 78 can be acted upon with compressed air and snuggles under pressure to the top of the bag 16.
- a pressure member 77 is arranged in the region of the winding tab 18 and another pressure member 77 in the region of an upwardly directed pocket wall, in particular outside the winding tab 18.
- the other objects are pressed by vacuum (suction) to the bottom plate 72 of the stage 67.
- suction suction
- two rows of suction holes 79 for holding the packet 19 are connected to a suction line 80.
- depressions 81 for a respective filter rod 20 are formed on the bottom side.
- Each trough 81 is associated with a series of suction holes 82.
- the suction holes 82 are connected to a suction line 83 for fixing the filter rods to the bottom plate 72nd
- the stage 67 is designed such that the collar 13 is deposited in the partially folded package 10 in the pocket 25 of the folding turret 26 with the objects 16, 19, 20 ( Fig. 6 ).
- the collar 13 is (unfolded) by a transverse collar conveyor 84 ( Fig. 14 ), in the plane of the top of the stage 67. There, the collar 13 is placed in transverse alignment ( Fig. 11 ).
- the collar 13 is entrained, by acting on the top of the stage stops 85 for the back of the collar thirteenth
- the articles 16, 19, 20 are detected by a further conveyor, pushed out of the stage 67 and inserted, eliminating the mutual distances as a unit in the open on the feed side pack 10.
- the blank for the package 10 is folded in the filling station 24 angularly or L-shaped, wherein in a known manner the rear wall 23 rests on a bottom of the bag, while the unfolded parts of the lid 12 are substantially outside the pocket 25.
- the collar 13 is carried along, folded with respect to the collar side tabs 15 and thus brought into the package-oriented position ( Fig. 6 ), in which the cross-sectionally U-shaped collar 13 on the upper object - bag 16 - is applied. Thereafter, the package 10 is unfolded in the usual manner.
- the ejection of the objects 16, 19, 20 from the stage 67 into the pack 10 is effected by a rotating slide 86 (FIG. EP 0 994 029 B1 ).
- the pusher 86 is provided with a special pusher head 87 which conforms to the shape of the stage 67 and engages the objects by correspondingly formed projections on the back.
- the slider head 87 is further formed so that portions between the projections can pass through the recess 76, the slot 74 and the clearance 71.
- the projections for carrying the objects are each directed sideways.
- movable guide webs 88 are effective laterally. These are in the rotational movement of the folding turret 49 back or swung away.
- converging sliding surfaces are formed by the guide webs 88 on both sides of the path of movement of the articles 16, 19, 20, so that packet 19 and filter rods 20 are brought together overcoming the distances.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Container Filling Or Packaging Operations (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren gemäß Oberbegriff des Anspruchs 1 zum Befüllen von Packungen. Weiterhin betrifft die Erfindung eine Vorrichtung zur Durchführung des Verfahrens.
- Ein Verfahren gemäß Oberbegriff des Anspruchs 1 ist bekannt durch
DE 10 2004 032 832 A1 . Bei dieser bekannten Entwicklung geht es um die Herstellung von Zigarettenpackungen mit Doppelblock, also mit zwei gegeneinander abgegrenzten, hinsichtlich der Anzahl der Zigaretten aber übereinstimmenden Zigarettenblöcken. Die Zigarettengruppen für die zusammengehörenden Zigarettenblöcke werden gleichzeitig aus Taschen eines gemeinsamen Zigaretttenrevolvers ausgeschoben und entlang einer Zigarettenbahn transportiert, jeweils in einen Innenzuschnitt (Stanniolzuschnitt) eingehüllt und sodann als Zigarettenblock mit einem Doppel-Kragen versehen gemeinsam in die Außenpackung eingeschoben. Die zu handhabenden Gegenstände als Packungsinhalt sind demnach übereinstimmend quaderförmig ausgebildet. - Bei einem Einsatz von (Hart-)Packungen, insbesondere Klappschachteln, für die Aufnahme anderer, unterschiedlich ausgebildeter Gegenstände ist die vorstehend geschilderte Technologie nicht anwendbar. Die vorliegende Erfindung befasst sich mit der Befüllung von Packungen, insbesondere quaderförmigen Klappschachteln/Hinge Lid-Packungen mit unterschiedlich ausgebildeten, strukturierten und bemessenen Gegenständen. Als bevorzugtes Beispiel geht es um die Einführung von (Folien-)Beuteln mit Tabak für die Eigenfertigung von Zigaretten. Als weiterer Gegenstand ist ein Päckchen Zigarettenpapier und/oder eine Gruppe von Filterstücken und/oder Feuerzeug, Streichhölzer, Fertigungshilfen für die Eigenfertigung von Zigaretten möglich. Die betreffenden Gegenstände sollen in einer bestimmten Relativstellung innerhalb der Packung positioniert sein.
- Die der Erfindung zugrundeliegende Aufgabe besteht demnach darin, eine Einheit aus mindestens zwei, insbesondere aus drei unterschiedlichen, eigenständigen Gegenständen oder Gegenstandsgruppen bei hoher Leistungsfähigkeit der Maschinen in eine Packung, insbesondere in eine teilweise fertiggestellte Klappschachtel einzuführen.
- Zur Lösung dieser Aufgabe werden bei dem erfindungsgemäßen Verfahren die Merkmale des Anspruchs 1 eingesetzt.
- Vorzugsweise sind die Packungen in Taschen eines Faltrevolvers positioniert, derart, dass die Gegenstände (gleichzeitig) bei radial gerichteter Transportbahn in die an der Außenseite offenen Packungen eingeführt werden können. Die Gegenstände werden im Bereich der Transportbahn/Füllbahn im Wesentlichen entlang eigener Bahnen, vorzugsweise ohne wechselseitigen Kontakt, in dem Packungsinhalt entsprechenden Einheiten transportiert und in einer Füllstation der Packung übergeben. Die Füllbahn bildet voneinander getrennte Transportbahnen bzw. -kanäle für jeden Gegenstand, wobei jeder Transportbahn zugeordnete Mitnehmer die Gegenstände für den Transport erfassen.
- Die Gegenstände werden an unterschiedlichen Positionen in die gemeinsame Füllbahn übergeben, insbesondere derart, dass zunächst - in Längsrichtung der Bahn - eine Gruppe von Füterstücken bzw. Filterstäben mit Orientierung in Längsrichtung in die Bahn eingeführt wird. Danach wird ein weiterer Gegenstand durch Querbewegung in die Füllbahn eingeführt, insbesondere ein Päckchen mit Zigarettenpapier. Schließlich wird in einer weiteren Station der dritte Gegenstand zugeführt, insbesondere ein auf die Abmessungen der Packung ausgerichteter Beutel (Pouch) mit Tabak. Der Beutel liegt vorzugsweise in einer oberen Bewegungsbahn, während die weiteren Gegenstände - Filterstäbe und Päckchen mit Zigarettenpapier - in einer gemeinsamen Ebene darunter nebeneinander liegend - jeweils mit Abstand voneinander - transportiert werden.
- Eine Besonderheit ist auch die Übergabe der Gegenstände an die bereitgehaltene Packung. Im Anschluss an die Füllbahn gelangt die Gruppe der Gegenstände in einen Übergabeförderer, insbesondere eine Bühne mit Aufnahmen für jeden Gegenstand. Die Bühne bewirkt eine Überführung der Gegenstände bis unmittelbar benachbart zur Packung. Ein Ausschuborgan überträgt die Gruppe der Gegenstände gleichzeitig an die Packung, wobei im Anschluss an die entsprechend positionierte Bühne trichterförmige Organe angeordnet sind zur (abstandsfreien) Zusammenführung der Gegenstände in packungsgemäßer Relativstellung. Weitere Besonderheiten der Erfindung betreffen die Ausgestaltung der Füllbahn sowie die Organe zur Übergabe von unterschiedlichen Gegenständen an die Füllbahn.
- Einzelheiten der Erfindung werden nachfolgend anhand der Zeichnungen näher erläutert. Es zeigt:
- Fig. 1
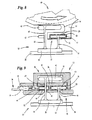
- eine geöffnete Packung während der Befüllung, in perspektivischer Darstellung,
- Fig. 2
- die Packung gemäß
Fig. 1 nach Befüllung im Querschnitt der Ebene II-II inFig. 1 , bei vergrößertem Maßstab, - Fig. 3
- einen Teilbereich einer Füllanlage in schematischer Seitenansicht,
- Fig. 4
- ein schematisches Bewegungsbild der Gegenstände bei der Zuführung zur Packung, perspektivisch,
- Fig. 5
- einen Teilbereich der Maschine gemäß
Fig. 3 in Draufsicht bzw. im Horizontalschnitt der Ebene V-V inFig. 3 , bei vergrößertem Maßstab, - Fig. 6
- einen Ausschnitt eines Faltrevolvers, nämlich eine Tasche mit einem teilweise gefalteten Zuschnitt nach Einführung des Packungsinhalts in Draufsicht,
- Fig. 7
- einen Ausschnitt eines Übergabeförderers - Bühne - für Packungsinhalt in Draufsicht,
- Fig. 8
- ein Organ zum Transport von langgestreckten Gegenständen - Filterstäben - in einem Teilausschnitt entsprechend Draufsicht VIII-VIII in
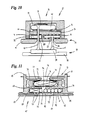
Fig. 5 , bei vergrößertem Maßstab, - Fig. 9
- einen Querschnitt durch eine Füllbahn gemäß
Fig. 5 in der Schnittebene IX-IX bei vergrößertem Maßstab, - Fig. 10
- einen Querschnitt analog
Fig. 9 durch die Füllbahn in der Schnittebene X-X derFig. 5 , - Fig. 11
- den Zwischen- bzw. Übergabeförderer - Bühne - im Querschnitt gemäß Schnittebene XI-XI in
Fig. 7 , - Fig. 12
- einen Ausschnitt aus der Darstellung gemäß
Fig. 4 , nämlich ein Zuförderaggregat für Gegenstände, in schematischer Seitenansicht, teilweise im Vertikalschnitt, bei starker Vergrößerung, - Fig. 13
- eine Queransicht bzw. ein horizontaler Querschnitt der Vorrichtung gemäß
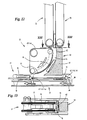
Fig. 12 in der Schnittebene XIII-XIII, bei vergrößertem Maßstab, - Fig. 14
- einen Bereich einer Packungsbahn gemäß Pfeil XIV der
Fig. 4 , teilweise im Vertikalschnitt, - Fig. 15
- eine Darstellung analog
Fig. 14 für den Bereich gemäß Pfeil XV inFig. 4 , teilweise im Vertikalschnitt, - Fig. 16
- die Einzelheit gemäß
Fig. 15 in Draufsicht bzw. im Horizontalschnitt gemäß Ebene-XVI-XVI inFig. 15 , bei vergrößertem Maßstab. - Die Ausführungsbeispiele der Zeichnungen befassen sich mit der Zuführung von mehreren unterschiedlich ausgebildeten Gegenständen und mit der Übergabe derselben an eine Packung 10. Diese besteht vorzugsweise aus dünnem Karton und ist bei dem dargestellten Ausführungsbeispiel als Klappschachtel/Hinge Lid-Packung ausgebildet, wie sie für die Aufnahme von Zigaretten bekannt ist. Die Packung 10 besteht demnach aus Schachtelteil 11, Deckel 12 und (optional) einem Kragen 13. Schachtelteil 11 und Deckel 12 sind aus einem üblichen, einstückigen Zuschnitt gebildet. Der Kragen 13 mit Kragen-Vorderwand 14 und Kragen-Seitenlappen 15 besteht aus einem gesonderten Zuschnitt und kann sich bis zu einem Boden des Schachtelteils 11 erstrecken.
- Die Packung 10 dient zur Aufnahme von mindestens zwei unterschiedlich ausgebildeten Gegenständen bzw. Gruppen von Gegenständen. Vorliegend sind drei Gegenstände bzw. Gruppen in vorgegebener Relativstellung innerhalb der Packung 10 anzuordnen. Es handelt sich dabei um einen Beutel 16 aus Folie in der Ausführung eines zur Aufnahme von Tabak bestimmten Wickelbeutels mit einer Tasche 17 (für den Tabak) und einer die Tasche 17 in Schließstellung ganz oder teilweise umgebenden Wickellasche 18.
- Weiterhin enthält die Packung 10 ein Päckchen 19 mit einem Vorrat an Zigarettenpapier zum Selbstfertigen von Zigaretten unter Verwendung des Tabaks aus dem Beutel 16. Der dritte Gegenstand ist eine Anzahl von (vier) Filterstäben 20 in besonderer Ausführung, nämlich mit Bruchstellen 21 zum Herstellen einer Mehrzahl von Filterstücken 22 aus jedem Filterstab 20. Die Filterstücke 22 werden bei der Eigenfertigung von Filterzigaretten eingesetzt. Die Filterstäbe 20 sind in einer Reihe nebeneinander liegend positioniert. Gemäß vorliegendem Beispiel sind die vorgenannten Gegenstände 16, 19, 20 in besonderer Relativstellung angeordnet. Der Beutel 16 ist in aufrechter Stellung in einem frontseitigen Bereich der Packung 10 untergebracht, wobei die Wickellasche 18 innenseitig an der Kragen-Vorderwand 14 anliegt. Die (fünf) Filterstäbe 20 sind nebeneinander in Reihe an einer Rückwand 23 der Packung 10 anliegend positioniert. Daneben befindet sich das Päckchen 19, also ebenfalls im rückwärtigen Bereich unter Anlage an der Rückwand 23.
- Die (drei) Gegenstände 16, 19, 20 werden gemeinsam und gleichzeitig in die offene bzw. unfertige Packung 10 im Bereich einer Füllstation 24 (
Fig. 4 ) eingeführt. Vorliegend befindet sich die Packung 10 in einer besonderen Faltstellung in einer Tasche 25 eines Faltrevolvers 26. Die Gegenstände werden entlang einer Transportbahn - Füllbahn 27 - der Füllstation 24 zugeführt. Eine Besonderheit besteht darin, dass die Gegenstände nacheinander der Füllbahn 27 zugeführt und im Bereich derselben über- und/oder nebeneinander liegend als formierte Einheit transportiert werden. - In einer ersten Übergabestation, nämlich Filterstation 28, wird die formierte Gruppe der Filterstäbe 20 in Längsrichtung in die Füllbahn 27 eingeführt. In einer nachfolgenden Übergabestation, nämlich Päckchenstation 29 werden die Päckchen 19 zugeführt und neben den Filterstäben 20 in der Füllbahn 27 abgelegt. Schließlich werden in einer weiteren Übergabestation, nämlich der Beuteltstation 30, die Beutel 16 zugeführt und in der packungsgerechten Relativstellung im Bereich der Füllbahn 27 abgelegt.
- Die Transportbahn für die Gegenstände - Füllbahn 27 - ist in besonderer Weise ausgebildet. Durch Führungsorgane und Trennwände werden für jeden der Gegenstände 16, 18, 19 voneinander abgegrenzte Transportkanäle geschaffen, nämlich Stäbchenkanal 31, Päckchenkanal 32 und Beutelkanal 33. Diese individuellen Bahnen sind neben- und übereinander angeordnet. Bei der vorliegenden Konstellation ist ein Transportkanal für die Filterstäbe 20 - Stäbchenkanal 31 - in einer unteren Ebene und daneben der Transportkanal für die Päckchen 19 - Päckchenkanal 32 - angeordnet. Der Transportkanal 31, 32 für die Beutel 16 - Beutelkanal 33 - ist in einer Ebene oberhalb der Transportkanäle gebildet. Der Transportkanal 33 ist nach unten durch eine Querwand 34 begrenzt, die zugleich als Auflage für die Beutel 16 beim Transport in Längsrichtung der Füllbahn 27 dient. Die Beutel 16 werden gleitend auf der Querwand 34 gefördert.
- In entsprechender Weise ist den (unteren) Transportkanälen 31, 32 eine (horizontale) Bahnwand bzw. Bahnplatte 35 zugeordnet. Diese dient als Auflage für den (gleitenden) Transport der unteren Gegenstände - Päckchen 19, Filterstäbe 20. Innenseitig sind die Transportkanäle 31, 32 durch eine (aufrechte) Trennwand 89 voneinander abgeteilt. Die Füllbahn 27 ist darüber hinaus mit einer oberen, im Querschnitt haubenförmigen Abdeckung 36 versehen, die eine Oberwand des Transportkanals 33 sowie Seitenwände für die (drei) Transportkanäle 31, 32, 33 bildet.
- Die Gegenstände 16, 19, 20 werden im Bereich der Füllbahn 27 durch einen (gemeinsamen) Endlosförderer transportiert, nämlich durch einen Ketten- bzw. Gurtförderer 37 mit einer Mehrzahl von je einer Gruppe von Gegenständen 16, 19, 20 zugeordneten Mitnehmern. Der Gurtförderer 37 besteht vorzugsweise aus zwei in größerem Abstand voneinander angeordneten (endlosen.) Ketten oder (vorliegend) Zahnriemen. Diese sind durch quergerichtete Verbindungsorgane, vorliegend durch Streben 38, miteinander verbunden. Diese sind zugleich Träger der Mitnehmer für die Gegenstände. Die den Gegenständen zugeordneten, mit Abstand voneinander angebrachten Mitnehmer sind auf einem gemeinsamen Träger angeordnet, nämlich einem U-förmigen Tragprofil 39. Dieses sitzt auf der Strebe 38 und ist mit dieser verbunden.
- Die zu der Einheit eines Packungsinhalts gehörenden Gegenstände 16, 19, 20 werden gemeinsam erfasst und transportiert, durch entsprechend ausgebildete und angeordnete Mitnehmer. Bei dem vorliegenden Beispiel sind an dem Tragprofil 39 aufrechte Stege 40, 41 angeordnet, die Mitnehmerköpfe 42, 43, 44 für den einen oder anderen Gegenstand 16, 19, 20 aufweisen und für die gemeinsame Transportbewegung in den Kanälen 31, 32, 33 laufen. Die Köpfe 42, 43, 44 sind als langgestreckte, quergerichtete Zungen ausgebildet, die sich annähernd über die volle Breite der Kanäle 31, 32, 33 erstrecken. An einem ersten Steg 40 sind der Mitnehmerkopf 42 für die Beutel 16 und der Mitnehmerkopf 44 für die Päckchen 19 angebracht. Am freien Ende des Stegs 41 befindet sich der Mitnehmerkopf 43 für die Filterstäbe 20. Die beiden Stege 40, 41 treten durch Längsschlitze 45, 46 der Bahnplatte 35 hindurch. Der (längere) Steg 40 tritt darüber hinaus durch einen Längsschlitz 47 der Querwand 34 hindurch.
- Eine Besonderheit ist die Einführung der Gegenstände 16, 19, 20 in die Füllbahn 27. Vorliegend wird als Erstes die Gruppe der Filterstäbe 20 in den zugeordneten Transportkanal 31 eingeführt. Die Filterstäbe 20 werden analog zu der Handhabung bei Zigaretten in Gruppen aus einem Magazin 48 ausgeschoben und an einen Zwischenförderer übergeben, nämlich an einen in Querebene taktweise drehenden Filterrevolver 49. Dieser ist längs des Umfangs mit Taschen 50 für je eine Gruppe der Filterstäbe 20 versehen. Die Tasche 50 ist an einem Tragsteg 51 mit Abstand vom Umfang des Filterrevolvers 49 in Quer- bzw. Tangentialrichtung abstehend angeordnet. Die Relativstellung ist so gewählt, dass der in Axialrichtung des Filterrevolvers 49 laufende Gurtförderer 37 bzw. dessen Mitnehmerkopf 43 durch die Tasche 50 hindurchläuft und die Filterstäbe 20 aus der Tasche 50 abtransportiert bzw. an den anschließenden Transportkanal 31 übergibt. Die Tasche 50 des Filterrevolvers 49 ist an der radial außen liegenden Seite durch ein Stützblech 52 mit Schlitz für den Durchtritt des Stegs 41 versehen.
- Der übrige Teil des komplexen Mitnehmers wird außerhalb von Teilen des Filterrevolvers 49-bewegt. Der Steg 40 läuft an der Tasche 50 vorbei. Der quergerichtete Mitnehmerkopf 42 wird durch eine Ausnehmung 53 hindurchgeführt, die durch den versetzt angeordneten Tragsteg 51 und die Tasche 50 gebildet ist.
- Im Anschluss an die in vorstehender Weise ausgebildete Filterstation 28 folgt die Päckchenstation 29. Die Päckchen 19 werden durch einen neben der Füllbahn 27 angeordneten Päckchenförderer 54 zugeführt. Dieser ist bogenförmig ausgebildet, so dass die Päckchen 19 zunächst quer zur Füllbahn 27 und durch Umlenkung sodann in Förderrichtung der Füllbahn 27 bereitgestellt werden. Der vorzugsweise als Druckluftförderer ausgebildete Päckchenförderer 54 transportiert die Päckchen 19 bis in den einen quergerichteten Übergabekanal 55. Dieser führt in den Bereich der Füllbahn 27 und ist offen zum Transportkanal 32 durch entsprechende Ausnehmung in der Seitenwand der Abdeckung 36 (
Fig. 9 ). Durch einen Schieber 56 wird das mit der Längserstreckung in Förderrichtung weisende Päckchen 19 in den zugeordneten Transportkanal 32 eingeschoben, und zwar in Abstimmung mit der Bewegung des Mitnehmers bzw. des Mitnehmerkopfes 44, so dass das Päckchen 19 positionsgenau mit den Filterstäben 20 weitertransportiert wird. - Im Bereich der Beutelstation 30 werden die (gefüllten) Beutel 16 in Längsrichtung zugeführt, also in einer Relativstellung mit quergerichteten Verbindungsnähten der Tasche 17. Ein Zuführaggregat - Beutelaggregat 57 - ist oberhalb der Füllbahn 27 angeordnet. Die Beutel 16 werden zunächst in Abwärtsrichtung zugeführt, vorliegend durch aufrechte Fördergurte 58, 59. An diese schließt ein Umlenkorgan 60 mit einer bogenförmigen Umlenkbahn an. Außen ist ein feststehendes Führungsstück 61 mit bogenförmiger Gleitfläche 62 angeordnet. Innenseitig sind angetriebene Endlosförderer, vorliegend in der Ausführung als Rundriemen 63, 64, die mit Abstand voneinander über Umlenkräder und Antriebsräder geführt sind. Gegenüberliegend zur Gleitfläche 62 ist innenseitig den Rundriemen 63, 64 eine Stützwandung 65 als Führung zugeordnet, so dass in diesem Bereich ein (kreis-)bogenförmiger Förderkanal 66 für die Beutel 16 geschaffen ist. Die Abmessung des Förderkanals 66 ist so gewählt, dass die Beutel 16 während des Transports nicht verformt werden. Der Vortrieb der Beutel 16 wird durch die an diesen anliegenden, aus entsprechendem Material bestehenden Rundriemen 63, 64 bewirkt.
- Im Bereich der Beutelstation 30 ist die Abdeckung 36 bzw. deren Oberwandung mit einer entsprechenden Aussparung versehen, so dass die Beutel 16 nacheinander zugeführt und auf der Querwand 34 abgelegt werden können. Für den Weitertransport wird der abgelegte Beutel durch den Mitnehmerkopf 42 erfasst, so dass die Gruppe der einer Packung 10 zugeordneten Gegenstände als Einheit weitertransportiert wird.
- Die Füllbahn 27 bzw. der Gurtförderer 37 endet mit Abstand von der Füllstation 24, vorliegend mit Abstand vom Faltrevolver 26. Die Gruppe der Gegenstände 16, 19, 20 wird von dem Gurtförderer 37 an einen Zwischenförder bzw. an einen Übergabeförderer übertragen, der üblicherweise als Bühne 67 bezeichnet ist. Diese ist zwischen einer Übernahmestation im Umlenkbereich des Gurtförderers 37 (
Fig. 14 ) und einer Übergabestation benachbart zum Faltrevolver 26 (Fig. 16 ) hin- und herbewegbar. In der Übernahmestation schließt die Bühne 67 an die Füllbahn 27 an, und zwar an die Kanäle 31, 32, 33, so dass die Gegenstände 16, 19, 20 durch die Mitnehmer unter Fortsetzung der Bewegung in entsprechende Aufnahmen der Bühne 67 eingeschoben werden. Nach Übernahme der Gegenstände 16, 19, 20 wird die Bühne 67 (mit erhöhter Geschwindigkeit) zur Füllstation 24 bewegt, so dass die Mitnehmer des Gurtförderers 37 frei umlenkbar sind im Bereich einer Umlenkwalze der zahnriemen (Fig. 14 ). - Die Bühne 67 ist analog zur Füllbahn 27 ausgebildet, nämlich mit Innenräumen bzw. Kammern 68, 69, 70 für den Beutel 16 (obere Kammer 68), für das Päckchen 19 (eine der unteren Kammern 69) und für die Filterstäbe 20 (Kammer 70 unten neben der Kammer 69). Die unteren Kammern 69, 70 sind innenseitig offen unter Bildung eines Freiraums 71 für den Durchtritt eines Ausschiebers. Eine Bodenplatte 72 ist hingegen geschlossen, da ein Ausschuborgan von oben zugeführt wird. In Fortsetzung des Freiraums 71 ist eine (horizontale) Zwischenwand 73 mit einem Schlitz 74 versehen. Eine Oberwand 75 zur Begrenzung der oberen Kammer 68 ist mit einer auf den Freiraum 71 und den Schlitz 74 ausgerichteten breiten Ausnehmung 76 versehen.
- Die Kammern 68, 69, 70 der Bühne 67 sind beidseitig - in Förderrichtung weisend - offen. Um Verschiebungen, Schiefstellungen von Gegenständen und Teilen derselben zu vermeiden, werden die Gegenstände in den Kammern 68, 69, 70 fixiert.
- Der Beutel 16 wird in der oberen Kammer 68 pneumatisch fixiert, und zwar durch Andrücken an die Zwischenwand 73 als Lagerfläche für den Beutel 16. Oberhalb desselben sind an schräggerichteten Flächen der Oberwand 75 pneumatische Druckorgane 77 angebracht, insbesondere in der Ausführung als Membran, die über eine Luftleitung 78 mit Druckluft beaufschlagt werden kann und sich unter Erzeugung von Druck an die Oberseite des Beutels 16 anschmiegt. Ein Druckorgan 77 ist im Bereich der Wickellasche 18 und ein anderes Druckorgan 77 im Bereich einer nach oben gerichteten Taschenwand, insbesondere außerhalb der Wickellasche 18, angeordnet.
- Die weiteren Gegenstände werden durch Unterdruck (Saugluft) an die Bodenplatte 72 der Bühne 67 gedrückt. Im Bereich der Kammer 69 (für das Päckchen 19) sind zwei Reihen von Saugbohrungen 79 zum Halten des Päckchens 19 mit einer Saugleitung 80 verbunden. Im Bereich der Kammer 70 sind bodenseitig Mulden 81 für je einen Filterstab 20 gebildet. Jeder Mulde 81 ist eine Reihe von Saugbohrungen 82 zugeordnet. Die Saugbohrungen 82 sind an eine Saugleitung 83 angeschlossen zum Fixieren der Filterstäbe an der Bodenplatte 72.
- Die Bühne 67 ist so ausgebildet, dass mit den Gegenständen 16, 19, 20 der Kragen 13 in die teilweise gefaltete Packung 10 in der Tasche 25 des Faltrevolvers 26 abgelegt wird (
Fig. 6 ). Der Kragen 13 wird (ungefaltet) durch einen quergerichteten Kragenförderer 84 (Fig. 14 ) zugeführt, und zwar in der Ebene der Oberseite der Bühne 67. Dort wird der Kragen 13 in Querausrichtung abgelegt (Fig. 11 ). Bei der Förderbewegung der Bühne 67 wird der Kragen 13 mitgenommen, und zwar durch an der Oberseite der Bühne wirkende Anschläge 85 für die Rückseite des Kragens 13. - In der dem Faltrevolver 26 zugekehrten Endstellung der Bühne 67 (
Fig. 15 ) werden die Gegenstände 16, 19, 20 durch einen weiteren Förderer erfasst, aus der Bühne 67 ausgeschoben und unter Beseitigung der wechselseitigen Abstände als Einheit in die an der Zuführungsseite offene Packung 10 eingeschoben. Der Zuschnitt für die Packung 10 ist in der Füllstation 24 winkelförmig bzw. L-förmig gefaltet, wobei in bekannter Weise die Rückwand 23 auf einem Taschenboden aufliegt, während die ungefalteten Teile des Deckels 12 im Wesentlichen außerhalb der Tasche 25 liegen. Über diese Seite werden die Gegenstände 16, 19, 20 in der sich ausFig. 2 ergebenden Relativstellung eingeschoben. Der Kragen 13 wird dabei mitgenommen, hinsichtlich der Kragen-Seitenlappen 15 gefaltet und so in die packungsgerechte Stellung gebracht (Fig. 6 ), in der der im Querschnitt U-förmige Kragen 13 an dem oberen Gegenstand - Beutel 16 - anliegt. Danach wird die Packung 10 in der üblichen Weise fertiggefaltet. - Der Ausschub der Gegenstände 16, 19, 20 aus der Bühne 67 in die Packung 10 erfolgt durch einen rotierenden Einschieber 86 (
EP 0 994 029 B1 ). Der Einschieber 86 ist mit einem besonderen Schieberkopf 87 versehen, der an die Form der Bühne 67 angepasst ist und die Gegenstände durch entsprechend ausgebildete Vorsprünge an der Rückseite erfasst. Der Schieberkopf 87 ist weiterhin so ausgebildet, dass Bereiche zwischen den Vorsprüngen durch die Ausnehmung 76, den Schlitz 74 und den Freiraum 71 hindurchtreten können. Die Vorsprünge zur Mitnahme der Gegenstände sind jeweils seitwärts gerichtet. - Im Bereich zwischen der Bühne 67 und der Tasche 25 des Faltrevolvers 26 sind bewegbare Führungsstege 88 seitlich wirksam. Diese sind bei der Drehbewegung des Faltrevolvers 49 zurück- bzw. weggeschwenkt. In der Funktionsstellung (
Fig. 16 ) werden konvergierende Gleitflächen durch die Führungsstege 88 zu beiden Seiten der Bewegungsbahn der Gegenstände 16, 19, 20 gebildet, so dass Päckchen 19 und Filterstäbe 20 unter Überwindung der Abstände zusammengeführt werden. Zugleich dienen die Führungsstege 88 als Mundstück, um die freie Seite der Packung 10 offen zu halten. - Verfahren und Vorrichtung können in analoger Weise eingesetzt werden, wenn andere Gegenstände in Packungen (unterschiedlicher Gestaltung) einzuführen sind, zum Beispiel Feuerzeug, Streichholzpäckchen oder Beigaben einer Packung für andere Zwecke.
Bezugszeichenliste: 10 Packung 51 Tragsteg 11 Schachtetteit 52 Stützblech 12 Deckel 53 Ausnehmung 13 Kragen 54 Päckchenförderer 14 Kragen-Vorderwand 55 Übergabekanal 15 Kragen-Seitenlappen 56 Schieber 16 Beutel 57 Beutelaggregat 17 Tasche 58 Fördergurt 18 Wickellasche 59 Fördergurt 19 Päckchen 60 Umlenkorgan 20 Filterstab 61 Führungsstück 21 Bruchstelle 62 Gleitfläche 22 Filierstück 63 Rundriemen 23 Rückwand 64 Rundriemen 24 Füllstation 65 Stützwandung 25 Tasche 66 Förderkanal 26 Faltrevolver 67 Bühne 27 Füllbahn 68 Kammer 28 Filterstation 69 Kammer 29 Päckchenstation 70 Kammer 30 Beutelstation 71 Freiraum 31 Stäbchenkanal 72 Bodenplatte 32 Päckchenkanal 73 Zwischenwand 33 Beutelkanal 74 Schlitz 34 Querwand 75 Oberwand 35 Bahnplatte 76 Ausnehmung 36 Abdeckung 77 Druckorgan 37 Gurtförderer 78 Luftleitung 38 Strebe 79 Saugbohrung 39 Tragprofil 80 Saugleitung 40 Steg 81 Mulde 41 Steg 82 Saugbohrung 42 Mitnehmerkopf 83 Saugleitung 43 Mitnehmerkopf 84 Kragenförderer 44 Mitnehmerkopf 85 Anschlag 45 Längsschlitz 86 Einschieber 46 Längsschlitz 87 Schieberkopf 47 Längsschlitz 88 Führungssteg 48 Magazin 89 Trennwand 49 Filterrevolver 50 Tasche
Claims (15)
- Verfahren zum Einführen von mindestens zwei Gegenständen (16, 19, 20) bzw. Gegenstandsgruppen in eine gemeinsame Packung (10), insbesondere in eine (quaderförmige) Packung (10) des Typs Klappschachtel/Hinge Lid, vorzugsweise zum Einführen eines (Folien-)Beutels (16) für Tabak, eines Päckchens (19) mit Zigarettenpapier und vorzugsweise einer Mehrzahl von Filterstücken (22) bzw. Filterstäben (20) für die Eigenfertigung von (Filter-)Zigaretten, wobei die den Packungsinhalt bildenden Gegenstände (16, 19, 20) entlang einer gemeinsamen Transportbahn - Füllbahn (27)- bis in die offene bzw. teilweise gefaltete Packung (10) gefördert werden, gekennzeichnet durch folgende Merkmale:a) die in Form und/oder Größe unterschiedlichen Gegenstände (16, 19, 20) werden einzeln, in Förderrichtung aufeinanderfolgend, der gemeinsamen Transportbahn bzw. Füllbahn (27) zugeführt,b) die Gegenstände (16, 19, 20) werden in einer der Anordnung in der Packung (10) entsprechenden räumlichen Zuordnung und mit wechselseitiger Ausrichtung gemeinsam entlang der Füllbahn (27) transportiert,c) die einer Packung (10) zugeordneten Gegenstände (16, 19, 20) werden in gesonderten, gegeneinander abgegrenzten Bahnen bzw. Transportkanälen (31, 32, 33) mit wechselseitigem Abstand voneinander - in Querrichtung - entlang der Füllbahn (27) transportiert.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die einer Packung (10) zugeordneten Gegenstände (16, 19, 20) durch die Füllbahn (27) bzw. im Anschluss an diese einer gesondert bewegbaren Übergabevorrichtung zugeführt werden - Bühne (67) - und durch diese bis zur Übertragung an die bzw. zum Einschub in die teilweise gefaltete Packung (10) transportiert werden.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass mindestens zwei Gegenstände, insbesondere eine Gruppe von Filterstäben (20) und das Päckchen (19) mit Zigarettenpapier, in einer unteren, vorzugsweise gemeinsamen Ebene der Transportbahn bzw. Füllbahn (27) nebeneinander und ein dritter, größerer Gegenstand, insbesondere der Beutel (16), in einer darüber liegenden, gesonderten Ebene transportiert werden.
- Verfahren nach Anspruch 1 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass zuerst die Gruppe der Filterstäbe (20) vorzugsweise in Längsrichtung in die Füllbahn (27) - am Anfang der Füllbahn (27) - eingeführt, danach das Päckchen (19) der Füllbahn (27) zugeführt wird, vorzugsweise durch quergerichtete, seitliche Einführung in eine Position neben den Filterstäben (20) und dass schließlich in einer weiteren, nachfolgenden Beutelstation (30) Beutel (16) in die Füllbahn (27) eingeführt werden, vorzugsweise durch Zuführung an der Oberseite der Füllbahn (27) unter Ablage in einer oberen Transportebene.
- Vorrichtung zum Transport von mindestens zwei unterschiedlichen Gegenständen (16, 19, 20) bzw. Gegenstandsgruppen und zur Übergabe an eine gemeinsame Packung (10), insbesondere an eine Packung des Typs Klappschachtel/Hinge Lid, vorzugsweise zum Transport eines (Folien-)Beutels (16) für Tabak, eines Päckchens (19) mit Zigarettenpapier und vorzugsweise einer Mehrzahl von Filterstücken bzw. Filterstäben (20) für die Eigenfertigung von (Filter-)Zigaretten, wobei die den Packungsinhalt bildenden Gegenstände (16, 19, 20) gemeinsam der offenen bzw. teilweise gefalteten Packung (10) durch Förderer und Schieber zuführbar sind, gekennzeichnet durch folgende Merkmale:a) eine vorzugsweise geradlinige Transportbahn bzw. Füllbahn (27) dient zum Transport der einem Packungsinhalt entsprechenden Gegenstände (16, 19, 20) als Transporteinheit,b) die Transport- bzw. Füllbahn (27) ist durch Trennwandungen und/oder Führungen in voneinander mindestens teilweise getrennte Transportkanäle unterteilt, insbesondere Stäbchenkanal (31), Päckchenkanal (32) und Beutelkanal (33),c) jeweils einer der Gegenstände (16, 19, 20) ist in einem zugeordneten Transportkanal durch einen zugeordneten Mitnehmerkopf (42, 43, 44) erfassbar und transportierbar.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die (gemeinsame) Füllbahn (27) durch horizontale und vertikale Wandungen in mindestens zwei, vorzugsweise drei Transportkanäle (31, 32, 33) aufgeteilt ist, wobei vorzugsweise ein oberer, breiterer Beutelkanal (33) eine untere Querwand (34) als Auflager für die Beutel (16) und zur Abgrenzung gegenüber darunter liegenden Transportkanälen - Stäbchenkanal (31), Päckchenkanal (32) - bildet, wobei die Transportkanäle (31, 32) durch eine aufrechte Trennwand voneinander abgegrenzt-und nach unten durch eine durchgehende Bahnplatte (35) begrenzt sind.
- Vorrichtung nach Anspruch 5 oder 6, dadurch gekennzeichnet, dass die Transportkanäle (31, 32, 33) im Querschnitt allseits geschlossen sind, im oberen und seitlichen Bereich vorzugsweise durch eine im Querschnitt U-förmige Abdeckung (36).
- Vorrichtung nach Anspruch 5 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass die Gegenstände (16, 19, 20) entlang der Füllbahn (27) durch einen Endlosförderer transportierbar sind - Gurtförderer (37) -, der im Abstand voneinander Mitnehmer aufweist, die mit den Transportkanälen (31, 32, 33) zugeordneten Mitnehmerköpfen (42, 43, 44) in die jeweils zugeordneten Transportkanäle (31, 32, 33) eintreten, wobei die Mitnehmerköpfe (42, 43, 44) an Stegen (40, 41) angebracht sind, die mit dem Gurtförderer (37) verbunden sind und durch Schlitze (45, 46, 47) in Wandungen der Transportkanäle (31, 32, 33) hindurchtreten.
- Vorrichtung nach Anspruch 5 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass eine Gruppe von Filterstäben (20) in einer Lage im Bereich eines entsprechend ausgebildete Taschen (50) aufweisenden Filterrevolvers (49) formierbar und durch einen zugeordneten Mitnehmer bzw. Mitnehmerkopf (43) durch den Gurtförderer (37) aus den sich in Transportrichtung erstreckenden Taschen (50) des Filterrevolvers (49) aus- und in die Füllbahn (27) bzw. den zugeordneten Stäbchenkanal (31) einführbar ist.
- Vorrichtung nach Anspruch 9 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass die Taschen (50) des Filterrevolvers (49) am Umfang desselben unter Bildung einer einseitig offenen Ausnehmung (53) für den Durchtritt eines Mitnehmerkopfes (42) des Gurtförderers (37) angeordnet sind.
- Vorrichtung nach Anspruch 5 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass Gegenstände für den Packungsinhalt, insbesondere die Päckchen (19) für Zigarettenpapier, quer zur Transportrichtung der Gegenstände im Bereich der Füllbahn (27) dieser zugeführt und vorzugsweise neben den Filterstäben (20) ablegbar sind, wobei sich an die Füllbahn (27) im Bereich des Päckchenkanals (32) seitlich ein Übergabekanal (55) für die Päckchen (19) mit einer Öffnung für den Durchtritt anschließt, derart, dass die Päckchen (19) über den Übergabekanal (55) in die Füllbahn (27) einführbar sind, vorzugsweise mit-Längserstreckung in Förderrichtung.
- Vorrichtung nach Anspruch 1 oder einem der weiteren Ansprüche, gekennzeichnet durch folgende Merkmale:a) der als Endlosförderer ausgebildete Gurtförderer (37) endet mit Abstand von einer Füllstation (28) - benachbart zu einem Faltrevolver (26),b) ein Zwischenförderer - Bühne (67) - dient zum Transport der Gegenstände (16, 19, 20) entsprechend Packungsinhalt im Anschluss an den Gurtförderer (37),c) die Bühne (67) weist - beidseitig offene -, sich in Förderrichtung erstreckende Ausnehmungen bzw. Kammern (68, 69, 70) auf, die hinsichtlich Position und Abmessung auf die Transportkanäle (31, 32, 33) der Füllbahn (27) abgestimmt sind, derart, dass die Gegenstände (16, 19, 20) durch die Mitnehmer des Gurtförderers (37) im Anschluss an die Füllbahn (27) in die Kammern (68, 69, 70) der entsprechend positionierten Bühne (67) einfühbar sind.
- Vorrichtung nach Anspruch 12 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass die Gegenstände (16, 19, 20) in der Bühne (67) bzw. in den Kammern (68, 69, 70) gegen Veränderung der Stellung fixiert sind, vorzugsweise mittels Druckluft oder Saugluft, wobei vorzugsweise eine Oberwand (75) der Kammer (68) innenseitig verformbare Druckorgane (77) aufweist, die mittels Druckluft an eine Oberseite des Beutels (16) andrückbar sind und wobei weiterhin vorzugsweise eine die (unteren) Kammern (69, 70) begrenzende Bodenplatte (72) in die Kammern (69, 70) mündende Saugbohrungen (79, 82) aufweist zum Fixieren der Gegenstände - Päckchen (19) einerseits, Filterstäbe (20) andererseits.
- Vorrichtung nach Anspruch 12 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass die einer Packung (10) zugeordneten Gegenstände (16, 19, 20) durch einen Einschieber (86) in einer der Packung (10) zugeordneten Übergabestellung aus den Kammern (68, 69, 70) aus- und in die teilweise offene Packung (10) einschiebbar sind, wobei während der Einschubbewegung Querabstände zwischen den Gegenständen (16, 19, 20) aufhebbar sind.
- Vorrichtung nach Anspruch 14 oder einem der weiteren Ansprüche, dadurch gekennzeichnet, dass der Einschieber (86) von oben her - über eine Ausnehmung (76) in der Oberwand (75) der Bühne (67) - in die Kammern (68, 69, 70) einführbar ist, wobei jeder Kammer (68, 69, 70) ein Vorsprung an einem Einschieberkopf (87) zum Erfassen jeweils eines Gegenstands (16, 19, 20) zugeordnet ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102012017133.1A DE102012017133A1 (de) | 2012-08-30 | 2012-08-30 | Verfahren und Vorrichtung zum Befüllen von Packungen |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2703304A1 true EP2703304A1 (de) | 2014-03-05 |
| EP2703304B1 EP2703304B1 (de) | 2018-02-28 |
Family
ID=49000292
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13004066.0A Not-in-force EP2703304B1 (de) | 2012-08-30 | 2013-08-16 | Verfahren und Vorrichtung zum Befüllen von Packungen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2703304B1 (de) |
| DE (1) | DE102012017133A1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2923968A1 (de) * | 2014-03-25 | 2015-09-30 | Focke & Co. (GmbH & Co.) | Packung für Raucherartikel sowie Verfahren und Vorrichtung zum Herstellen derselben |
| WO2015176784A1 (de) * | 2014-05-22 | 2015-11-26 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und vorrichtung zum herstellen von packungen für zigaretten |
| WO2015192925A1 (de) * | 2014-06-16 | 2015-12-23 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und vorrichtung zum herstellen von packungen für zigaretten, sowie packung für zigaretten |
| EP3042863A1 (de) | 2015-01-08 | 2016-07-13 | Focke & Co. (GmbH & Co. KG) | Packung für raucherartikel sowie verfahren und vorrichtung zum herstellen derselben |
| CN113854644A (zh) * | 2021-10-13 | 2021-12-31 | 深圳市思野精机有限公司 | 一种低温加热不燃烧草本烟弹全自动灌装设备 |
| CN114872993A (zh) * | 2022-04-28 | 2022-08-09 | 红塔烟草(集团)有限责任公司 | 预制包装条盒输送及烟组装填设备 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018127740A1 (de) * | 2018-11-07 | 2020-05-07 | Focke & Co. (Gmbh & Co. Kg) | Packung für Produkte der Zigarettenindustrie und Verfahren sowie Vorrichtung zur Herstellung derselben |
| DE102021124939A1 (de) | 2021-09-27 | 2023-03-30 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Zuführen einer Gruppe von Produkten der Zigarettenindustrie als Packungsinhalt zu einem Zuschnitt für eine Packung für Produkte der Zigarettenindustrie |
| KR102464376B1 (ko) * | 2022-07-08 | 2022-11-09 | 주식회사 바이엠텍 | 숟가락 및 젓가락 자동포장 장치 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4081126A (en) | 1975-06-17 | 1978-03-28 | Peter Stuyvesant Of Canada, Limited | Dual-bundle cigarette packaging structure |
| US4258528A (en) | 1978-03-11 | 1981-03-31 | Focke & Co. | Method and apparatus for introducing groups of cigarettes into a packet and folding wrapper flaps |
| US4673078A (en) * | 1986-06-30 | 1987-06-16 | Gerber Products Company | Apparatus and method for assembling product combinations |
| FR2754239A1 (fr) * | 1996-10-08 | 1998-04-10 | Euresko | Dispositif alimentaire pour chaine de conditionnement d'assortiment d'articles et chaine mettant en oeuvre un tel dispositif |
| US20030183481A1 (en) * | 2000-03-07 | 2003-10-02 | Bendt Hoeg | Method and apparatus for handling of items delivered from parallel lines and to be grouped as portions of different items |
| US20040112771A1 (en) | 2000-10-10 | 2004-06-17 | Bailey Thomas Williams | Package |
| US6941728B1 (en) | 2004-03-08 | 2005-09-13 | British American Tobacco (Investments) Limited | Method and apparatus for forming a multiple bundle hinged lid hinged cigarette pack |
| EP1616795A1 (de) | 2004-07-12 | 2006-01-18 | G.D Societ Per Azioni | Verfahren zur Herstellung von faltbaren Doppel-Klappschachteln |
| DE102004032832A1 (de) | 2004-07-06 | 2006-02-16 | Focke & Co.(Gmbh & Co. Kg) | Vorrichtung zum Herstellen von Doppelblock-Zigarettenpackungen |
| US7210279B1 (en) * | 2005-12-14 | 2007-05-01 | Ahmed Ibrahim A | Device for wrapping a napkin about silverware and associated method |
| USD545493S1 (en) | 2005-08-04 | 2007-06-26 | Carter Jeffrey S | Cigarette pack for two lengths of cigarettes |
| EP0994029B1 (de) | 1998-10-15 | 2009-03-11 | Focke & Co. (GmbH & Co. KG) | Vorrichtung zur Erzeugung hin- und hergehender Bewegungen |
| EP2447168A1 (de) * | 2010-10-26 | 2012-05-02 | Krones AG | Verfahren und Vorrichtung zum Zusammenstellen eines Gebindes aus befüllten Behältern |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2630951A (en) * | 1947-03-05 | 1953-03-10 | Gen Mills Inc | Selective assembler and carton filler |
| IT1179332B (it) * | 1984-05-09 | 1987-09-16 | I M A Indu Macchine Automatich | "metodo per l'allestimento ed il confezionamento in astucci di contenitori tubolari schiacciabili preformati macchina intubettatrice astucciatrice relativa |
| DE10223569A1 (de) * | 2002-05-27 | 2003-12-11 | Trapo Ag | Vorrichtung zum Sortieren von Gegenständen |
-
2012
- 2012-08-30 DE DE102012017133.1A patent/DE102012017133A1/de not_active Withdrawn
-
2013
- 2013-08-16 EP EP13004066.0A patent/EP2703304B1/de not_active Not-in-force
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4081126A (en) | 1975-06-17 | 1978-03-28 | Peter Stuyvesant Of Canada, Limited | Dual-bundle cigarette packaging structure |
| US4258528A (en) | 1978-03-11 | 1981-03-31 | Focke & Co. | Method and apparatus for introducing groups of cigarettes into a packet and folding wrapper flaps |
| US4673078A (en) * | 1986-06-30 | 1987-06-16 | Gerber Products Company | Apparatus and method for assembling product combinations |
| FR2754239A1 (fr) * | 1996-10-08 | 1998-04-10 | Euresko | Dispositif alimentaire pour chaine de conditionnement d'assortiment d'articles et chaine mettant en oeuvre un tel dispositif |
| EP0994029B1 (de) | 1998-10-15 | 2009-03-11 | Focke & Co. (GmbH & Co. KG) | Vorrichtung zur Erzeugung hin- und hergehender Bewegungen |
| US20030183481A1 (en) * | 2000-03-07 | 2003-10-02 | Bendt Hoeg | Method and apparatus for handling of items delivered from parallel lines and to be grouped as portions of different items |
| US20040112771A1 (en) | 2000-10-10 | 2004-06-17 | Bailey Thomas Williams | Package |
| US6941728B1 (en) | 2004-03-08 | 2005-09-13 | British American Tobacco (Investments) Limited | Method and apparatus for forming a multiple bundle hinged lid hinged cigarette pack |
| DE102004032832A1 (de) | 2004-07-06 | 2006-02-16 | Focke & Co.(Gmbh & Co. Kg) | Vorrichtung zum Herstellen von Doppelblock-Zigarettenpackungen |
| EP1616795A1 (de) | 2004-07-12 | 2006-01-18 | G.D Societ Per Azioni | Verfahren zur Herstellung von faltbaren Doppel-Klappschachteln |
| USD545493S1 (en) | 2005-08-04 | 2007-06-26 | Carter Jeffrey S | Cigarette pack for two lengths of cigarettes |
| US7210279B1 (en) * | 2005-12-14 | 2007-05-01 | Ahmed Ibrahim A | Device for wrapping a napkin about silverware and associated method |
| EP2447168A1 (de) * | 2010-10-26 | 2012-05-02 | Krones AG | Verfahren und Vorrichtung zum Zusammenstellen eines Gebindes aus befüllten Behältern |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2923968B1 (de) | 2014-03-25 | 2016-11-23 | Focke & Co. (GmbH & Co.) | Packung für Raucherartikel sowie Verfahren und Vorrichtung zum Herstellen derselben |
| DE102014009283A1 (de) | 2014-03-25 | 2015-10-01 | Focke & Co. (Gmbh & Co. Kg) | Packung für Raucherartikel sowie Verfahren und Vorrichtung zum Herstellen derselben |
| EP2923968A1 (de) * | 2014-03-25 | 2015-09-30 | Focke & Co. (GmbH & Co.) | Packung für Raucherartikel sowie Verfahren und Vorrichtung zum Herstellen derselben |
| WO2015176784A1 (de) * | 2014-05-22 | 2015-11-26 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und vorrichtung zum herstellen von packungen für zigaretten |
| WO2015192925A1 (de) * | 2014-06-16 | 2015-12-23 | Focke & Co. (Gmbh & Co. Kg) | Verfahren und vorrichtung zum herstellen von packungen für zigaretten, sowie packung für zigaretten |
| EP3154862A1 (de) * | 2014-06-16 | 2017-04-19 | Focke & Co. (GmbH & Co.) | Verfahren und vorrichtung zum herstellen von packungen für zigaretten, sowie packung für zigaretten |
| JP2017522238A (ja) * | 2014-06-16 | 2017-08-10 | フォッケ・ウント・コンパニー(ゲゼルシャフト・ミト・べシュレンクテル・ハフツング・ウント・コンパニー・コマンデイトゲゼルシャフト) | シガレット用のパックを製造するための方法及び装置とシガレット用のパック |
| US10343837B2 (en) | 2014-06-16 | 2019-07-09 | Focke & Co. (Gmbh & Co. Kg) | Method and apparatus for producing packs for cigarettes, and pack for cigarettes |
| DE102015000032A1 (de) | 2015-01-08 | 2016-07-14 | Focke & Co. (Gmbh & Co. Kg) | Packung für Raucherartikel sowie Verfahren und Vorrichtung zum Herstellen derselben |
| EP3042863A1 (de) | 2015-01-08 | 2016-07-13 | Focke & Co. (GmbH & Co. KG) | Packung für raucherartikel sowie verfahren und vorrichtung zum herstellen derselben |
| CN113854644A (zh) * | 2021-10-13 | 2021-12-31 | 深圳市思野精机有限公司 | 一种低温加热不燃烧草本烟弹全自动灌装设备 |
| CN114872993A (zh) * | 2022-04-28 | 2022-08-09 | 红塔烟草(集团)有限责任公司 | 预制包装条盒输送及烟组装填设备 |
| CN114872993B (zh) * | 2022-04-28 | 2024-04-02 | 红塔烟草(集团)有限责任公司 | 预制包装条盒输送及烟组装填设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102012017133A1 (de) | 2014-03-06 |
| EP2703304B1 (de) | 2018-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2703304B1 (de) | Verfahren und Vorrichtung zum Befüllen von Packungen | |
| EP0959002B1 (de) | Vorrichtung zum Verpacken von Gruppen von (Einzel-)Packungen | |
| EP2509889B1 (de) | Verfahren und vorrichtung zum herstellen von packungen insbesondere für zigaretten | |
| EP0197368B1 (de) | Verfahren und Vorrichtung zum Verpacken von insbesondere Zigaretten | |
| EP0731023B1 (de) | Vorrichtung zum Herstellen von Zigaretten-Packungen | |
| EP2125573B1 (de) | Verfahren zum herstellen von zigarettenpackungen | |
| EP2066574B1 (de) | Verfahren und vorrichtung zum handhaben von windeln | |
| EP1829783B1 (de) | Vorrichtung und Verfahren zum Herstellen von Doppelpackungen | |
| EP0275886B1 (de) | Verpackungsmaschine mit Trockenrevolver | |
| DE102008015190A1 (de) | Gruppenbildungsverfahren und Einheit zum Bilden einer Gruppe von Packungen | |
| EP2019783A1 (de) | Verfahren und vorrichtung zum herstellen von zigarettenpackungen | |
| DE19716930A1 (de) | Vorrichtung zum Herstellen von vorzugsweise Großpackungen | |
| DE3536791C2 (de) | ||
| DE102008015192A1 (de) | Gruppenbildungsverfahren und Einheit zum Bilden einer Gruppe von wenigstens zwei Packungen | |
| DE102014110440A1 (de) | Verfahren und Vorrichtung zum Herstellen von Packungen für Zigaretten | |
| EP3042863B1 (de) | Packung für raucherartikel sowie verfahren und vorrichtung zum herstellen derselben | |
| DE4334479A1 (de) | Vorrichtung zum Transport von Zigaretten-Packungen | |
| CH710103A2 (de) | Verfahren und Vorrichtung zum Handhaben von langgestreckten Gegenständen. | |
| DE10203459A1 (de) | Verfahren und Vorrichtung zum Herstellen von Gebindepackung für Zigaretten | |
| DE4023025A1 (de) | Vorrichtung zum gruppenweisen verpacken von produkten in schachteln | |
| WO2012163455A1 (de) | Gebindepackung für zigaretten sowie verfahren und vorrichtung zur herstellung derselben | |
| EP1238910A1 (de) | Verfahren und Vorrichtung zum Verpacken von länglichen Gegenständen | |
| EP2134609B1 (de) | Verfahren und vorrichtung zur bildung von packungsgruppen | |
| EP3643626B1 (de) | Verfahren und vorrichtung zum herstellen von packungen für produkte der zigarettenindustrie | |
| DE102013114642A1 (de) | Verfahren und Vorrichtung zum Herstellen einer Verpackung für Produkte der Zigarettenindustrie |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20140214 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| TPAC | Observations filed by third parties |
Free format text: ORIGINAL CODE: EPIDOSNTIPA |
|
| 17Q | First examination report despatched |
Effective date: 20150210 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502013009522 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B65B0035300000 Ipc: B65B0019220000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 61/20 20060101ALI20170814BHEP Ipc: B65B 35/54 20060101ALI20170814BHEP Ipc: B65B 19/22 20060101AFI20170814BHEP Ipc: B65B 35/30 20060101ALI20170814BHEP Ipc: B65D 85/10 20060101ALI20170814BHEP Ipc: B65B 11/00 20060101ALI20170814BHEP Ipc: B65B 35/56 20060101ALI20170814BHEP Ipc: B65B 5/06 20060101ALN20170814BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65B 19/22 20060101AFI20170907BHEP Ipc: B65D 85/10 20060101ALI20170907BHEP Ipc: B65B 61/20 20060101ALI20170907BHEP Ipc: B65B 35/30 20060101ALI20170907BHEP Ipc: B65B 35/56 20060101ALI20170907BHEP Ipc: B65B 5/06 20060101ALN20170907BHEP Ipc: B65B 35/54 20060101ALI20170907BHEP Ipc: B65B 11/00 20060101ALI20170907BHEP |
|
| INTG | Intention to grant announced |
Effective date: 20170925 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 973825 Country of ref document: AT Kind code of ref document: T Effective date: 20180315 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013009522 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180528 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180528 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180529 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013009522 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20181129 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502013009522 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180816 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180831 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190301 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180831 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 973825 Country of ref document: AT Kind code of ref document: T Effective date: 20180816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180816 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130816 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180628 |