EP2636622A2 - Wendewickler einer Giessfolienanlage - Google Patents
Wendewickler einer Giessfolienanlage Download PDFInfo
- Publication number
- EP2636622A2 EP2636622A2 EP13001063.0A EP13001063A EP2636622A2 EP 2636622 A2 EP2636622 A2 EP 2636622A2 EP 13001063 A EP13001063 A EP 13001063A EP 2636622 A2 EP2636622 A2 EP 2636622A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- winding
- height level
- turret
- devices
- turret winder
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/08—Web-winding mechanisms
- B65H18/10—Mechanisms in which power is applied to web-roll spindle
- B65H18/106—Mechanisms in which power is applied to web-roll spindle for several juxtaposed strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H18/00—Winding webs
- B65H18/02—Supporting web roll
- B65H18/021—Multiple web roll supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/2207—Changing the web roll in winding mechanisms or in connection with winding operations the web roll being driven by a winding mechanism of the centre or core drive type
- B65H19/2223—Turret-type with more than two roll supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H19/00—Changing the web roll
- B65H19/22—Changing the web roll in winding mechanisms or in connection with winding operations
- B65H19/30—Lifting, transporting, or removing the web roll; Inserting core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/413—Supporting web roll
- B65H2301/4132—Cantilever arrangement
- B65H2301/41322—Cantilever arrangement pivoting movement of roll support
- B65H2301/413226—Cantilever arrangement pivoting movement of roll support around an axis perpendicular to roll axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/413—Supporting web roll
- B65H2301/4136—Mounting arrangements not otherwise provided for
- B65H2301/41364—Mounting arrangements not otherwise provided for the roller axis pivoting around an axis perpendicular to itself
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/41—Winding, unwinding
- B65H2301/413—Supporting web roll
- B65H2301/4139—Supporting means for several rolls
- B65H2301/41398—Supporting means for several rolls juxtaposed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/30—Supports; Subassemblies; Mountings thereof
- B65H2402/33—Supports; Subassemblies; Mountings thereof cantilever support means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2402/00—Constructional details of the handling apparatus
- B65H2402/30—Supports; Subassemblies; Mountings thereof
- B65H2402/35—Supports; Subassemblies; Mountings thereof rotating around an axis
- B65H2402/352—Turrets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/40—Holders, supports for rolls
- B65H2405/42—Supports for rolls fully removable from the handling machine
- B65H2405/422—Trolley, cart, i.e. support movable on floor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/23—Winding machines
- B65H2408/231—Turret winders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2511/00—Dimensions; Position; Numbers; Identification; Occurrences
- B65H2511/20—Location in space
- B65H2511/21—Angle
- B65H2511/214—Inclination
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/17—Nature of material
- B65H2701/175—Plastic
- B65H2701/1752—Polymer film
Definitions
- the invention relates to a turret winder of a cast film plant, comprising a frame in which winding devices for winding film are arranged, wherein at least three winding devices are arranged in the frame, wherein two winding devices at a first height level and a third winding device at a second, from the first height level is arranged at different levels of height, each winding device has at least two winding shafts for winding foil and wherein the at least two winding shafts are mounted in a turning cross.
- Turret winder of this kind are for example from the DE 32 39 661 A1 known. Here several winding devices are arranged at different height levels. A similar solution shows the FR 1 120 135 A .
- the winding of tape-shaped good to reels also deal with the US Pat. No. 6,283,401 B1 that US 5,909,856 and the EP 2 067 724 A1 ,
- Turret winder of a cast film plant comprising a frame in which winding devices for the winding of film are arranged.
- a cast film plant for producing films essentially has an extruder unit in which plastic material is plasticized.
- the extruder unit is followed by the casting station in which the film is formed from the plastic melt.
- a device for measuring the thickness of the cast film is usually arranged behind the casting station. Behind a so-called corona unit then follows said turret winder, in which the film is wound and prepared for further handling.
- a turning of the film is intended to configure and provide various film layers.
- the abovementioned installation can be designed, for example, as a so-called stretch film installation, in which case, for example, the production of so-called pallet stretch film can take place.
- Such systems can be designed for a certain film width (eg 4 x 500 mm net film width as a so-called 4-up version or 8 x 500 mm net film width as a so-called 8-up version).
- a certain film width eg 4 x 500 mm net film width as a so-called 4-up version or 8 x 500 mm net film width as a so-called 8-up version.
- winders are generally built only up to a certain film width. It has also become known to arrange two juxtaposed winder in the turret winder for the case of a wider solution.
- the invention is therefore based on the object , a turret winder of the type mentioned in such a way that even larger systems can be performed easily, on the one hand it is important that a proper winding can be sufficiently spaced from critical winder speeds and where on the other essential is that the film produced can be handled advantageously.
- Another important aspect is that the space required for the turret winder should be as low as possible, so that a correspondingly large system without significant additional costs - in terms of space requirements - is feasible. It is the removal of finished bobbins from the winding shafts and their placement with sleeves essential to; In this regard, a space-saving and easy to automate solution to be proposed, which is thus a space-saving design and efficient operation should be possible.
- the solution of this problem by the invention is characterized in that the winding shafts are arranged pivotably about a vertically arranged axis in the turning cross, wherein the pivot point of the winding shaft is disposed in an axial end portion of the winding shaft, wherein the pivot points of two winding shafts, which are on the same Height level are located in adjacent axial end portions of the winding shaft.
- the maximum pivot angle is preferably 20 °, more preferably a maximum of 15 °.
- At least one winding shaft of a winding device can be arranged pivotably on the first height level and at least one winding shaft of a winding device on the second height level in the same pivoting and parallel to each other about the vertically arranged axis. It can thus be achieved that the wound reels (bobbins) can be pulled off parallel from two winding shafts at the same time. As a result, a very space-saving arrangement is possible, which uses an overlapping construction.
- the turret winder preferably further has at least one taken-out trolley for wound film, wherein the pick-up trolley is translationally movable on a rail system extending at least in sections, wherein the direction of the rail system is aligned with the frame at the maximum pivoting angle.
- the first height level is preferably lower than the second height level.
- a preferred embodiment provides that two winding devices located at the first height level adjoin two lateral end regions of the frame and the adjacent axial end regions of the winding shafts are located in the machine center.
- a winding device located at the second height level is arranged centrally between the two lateral end regions of the frame.
- the axial extent of the located on the second level height winding device can continue with the axial extensions of the two located at the first level height winders overlap; In this case, the overlap between 5% and 50% of the axial extent of one of the winding devices amount.
- Each winding device preferably has the same axial length.
- the winding devices located at the first height level and a winding device located at the second height level may be arranged offset in the direction radially to the axis of rotation of the winding devices and in the direction of the horizontal.
- Each of the winding devices can be designed to wind up to a winding diameter of 600 mm foils.
- Each winding device may be associated with a measuring roller for determining the tension in the film to be wound.
- each winding device can be equipped with a control system for reducing or preventing vibrations in order to be able to change or eliminate the critical speed of the winding device.
- the frame preferably has two lateral cheeks which are connected to each other via bars.
- All winding devices may be associated with a common cutting device, which is designed for longitudinal separation of the film web.
- the turret winder is according to a preferred embodiment of the invention part of a stretch film plant.
- the proposed solution makes it possible to realize even larger systems (executed, for example, as so-called. 12-up systems), the winding of the film in the turret winder is easily possible.
- the proposed turret winder allows a sufficient winding speed of the film, with a sufficient distance from the critical shaft speeds or the rotational speeds can be maintained, so that a clean winding is ensured.
- the space required for the turret winder is optimized, since the said arrangement of preferably three winder (winder) optimally takes place in the frame, so that given the footprint of the turret winder a maximum performance of the winder is given.
- the room costs are kept so low. This applies in particular taking into account the removal of finished wound bobbins and the loading of the winding shafts with sleeves for the winding of film.
- the said pivoting of the winding shafts about a vertical axis allows in the said arrangement a very compact design with a small footprint.
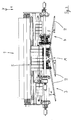
- Fig. 1 is to see a turret winder 1, which is part of a stretch film plant.
- the turret winder has a frame 2, the main components of which are two cheeks 8 and 9, which are connected to one another via bars 10 and are held at a defined distance.
- Each winding device 3, 4, 5 comprises at least two (shown in the embodiment, optionally also three or four) winding positions with respective winding shafts 11 which are rotatably arranged in turning crosses 12.
- the free winding length is shortened and the winding quality is increased during turning.
- this is known in the prior art, so that details for this need not be described (see the above-mentioned prior art).
- the two lower winding devices 3 and 4 are arranged on a first lower, ie lower height level H 1 , while the third winding device 5 is arranged at a higher second height level H 2 . Accordingly, the two winding devices 3 and 4 in the direction of the vertical V are arranged deeper in the frame than the winding device. 5
- the winding device 5 is arranged offset to the devices 3 and 4 arranged in the frame 2.
- winding shafts 11 in the turning cross 12 are arranged pivotable about a vertically arranged axis A, wherein the pivot point S of the winding shaft 11 in an axial end portion 13 and 14 of the winding shaft 11 is arranged.
- the pivot points S of two winding shafts 11, which are located at the same height level H 1 lie in adjacent axial end regions 13 and 14 of the winding shaft 11.
- the winding shafts 11 for the purpose of removing bobbins 17 (and for pushing sleeves 18) by a pivot angle ⁇ about the vertically oriented axis A can be pivoted.
- the winding shafts 11 of the winding devices 3 and 5 can be swung out parallel to each other, so that a particularly space-saving and simultaneous removal of the bobbins 17 is possible.
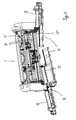
- FIGS. 4 to 8 For this purpose, different stages of the process are outlined in chronological order.
- Fig. 4 are the removal car 15 in the waiting position. It can be seen that on the winding shafts 11 'arranged at the rear, film is just being wound up, while on the winding shafts 11 "arranged at the front, the sleeves 18 for the next winding are pushed on.
- the winding shafts 11 have now been turned by the turning crosses, so that the finished bobbins 17 come to lie in front and can be removed.
- the winding shafts 11 have been swung out about the axes A from the turret winder.
- the trolley 15 was previously moved into position and can accommodate the reels 17.
Landscapes
- Replacement Of Web Rolls (AREA)
Abstract
Description
- Die Erfindung betrifft einen Wendewickler einer Gießfolienanlage, umfassend einen Rahmen, in dem Wickelvorrichtungen für das Aufwickeln von Folie angeordnet sind, wobei mindestens drei Wickelvorrichtungen im Rahmen angeordnet sind, wobei zwei Wickelvorrichtungen auf einem ersten Höhenniveau und eine dritte Wickelvorrichtung auf einem zweiten, vom ersten Höhenniveau unterschiedlichen Höhenniveau angeordnet ist, wobei jede Wickelvorrichtung mindestens zwei Wickelwellen zum Aufwickeln von Folie aufweist und wobei die mindestens zwei Wickelwellen in einem Wendekreuz gelagert sind.
- Wendewickler dieser Art sind beispielsweise aus der
DE 32 39 661 A1 bekannt. Hier sind mehrere Wickelvorrichtungen auf verschiedenen Höhenniveaus angeordnet. Eine ähnliche Lösung zeigt dieFR 1 120 135 A US 6 283 401 B1 , dieUS 5 909 856 und dieEP 2 067 724 A1 . - Wendewickler einer Gießfolienanlage, umfassend einen Rahmen, in dem Wickelvorrichtungen für das Aufwickeln von Folie angeordnet sind.
- Eine Gießfolienanlage zur Herstellung von Folien weist im wesentlichen eine Extrudereinheit auf, in der Kunststoffmaterial plastifiziert wird. Der Extrudereinheit schließt sich die Gießstation an, in der aus der Kunststoffschmelze die Folie geformt wird. Hinter der Gießstation ist zumeist eine Einrichtung zur Messung der Dicke der gegossenen Folie angeordnet. Hinter einer sog. Corona-Einheit folgt dann besagter Wendewickler, in dem die Folie aufgewickelt und für die weitere Handhabung vorbereitet wird. Hier ist insbesondere an ein Wenden der Folie gedacht, um verschiedene Folienlagen zu konfigurieren und bereitzustellen.
- Die genannte Anlage kann beispielsweise als sog. Stretchfolienanlage ausgebildet sein, wobei dann auf ihr beispielsweise die Herstellung sog. Palettenstretchfolie erfolgen kann.
- Derartige Anlagen können für eine gewisse Folienbreite konzipiert werden (z. B. 4 x 500 mm Nettofolienbreite als sog. 4-up-Ausführung oder 8 x 500 mm Nettofolienbreite als sog. 8-up-Ausführung).
- Zu beachten ist bei den in Rede stehenden Wendewicklern, dass sie aufgrund der zu verarbeitenden Größe (maximal 450 mm Durchmesser bei Stretchfolienwicklern) eine gewisse kritische Durchbiegung erreichen, bei der die Welle bruchgefährdet ist und die Rotation der Wickelwelle instabil wird und dementsprechend ein unbefriedigendes Wickelergebnis vorliegt. Daher werden Wickler (Wickelvorrichtungen) im allgemeinen nur bis zu einer gewissen Folienbreite gebaut. Bekannt geworden ist es auch, für den Fall breiterer Lösung zwei nebeneinander angeordnete Wickler im Wendewickler anzuordnen.
- Nachteilig ist, dass eine beliebige Aufteilung der Folie auf mehrere Wickler zu Platzproblemen führen kann, insbesondere was die Bestückung der Wickelwelle mit (Wickel)Hülsen und die Entnahme der fertig gewickelten Bobinen anbelangt.
- Der Erfindung liegt daher die Aufgabe zugrunde, einen Wendewickler der eingangs genannten Art so fortzubilden, dass auch größere Anlagen problemlos ausgeführt werden können, wobei zum einen darauf Wert gelegt wird, dass eine einwandfreie Wicklung hinreichend beabstandet von kritischen Wicklerdrehzahlen erfolgen kann und wobei zum anderen wesentlich ist, dass die erzeugte Folie vorteilhaft gehandhabt werden kann. Ein weiterer wichtiger Aspekt ist, dass der Platzbedarf für den Wendewickler möglichst gering sein soll, so dass eine entsprechend große Anlage ohne wesentliche Mehrkosten - was den Raumbedarf anbelangt - realisierbar ist. Dabei kommt der Entnahme fertiger Bobinen von den Wickelwellen und deren Bestückung mit Hülsen eine wesentliche Bedeutung zu; diesbezüglich soll eine platzsparende und gut automatisierbare Lösung vorgeschlagen werden, wodurch also eine platzsparende Bauweise und ein effizienter Betrieb ermöglicht werden soll.
- Die Lösung dieser Aufgabe durch die Erfindung ist dadurch gekennzeichnet, dass die Wickelwellen im Wendekreuz um eine vertikal angeordnete Achse verschwenkbar angeordnet sind, wobei der Schwenkpunkt der Wickelwelle in einem axialen Endbereich der Wickelwelle angeordnet ist, wobei die Schwenkpunkte zweier Wickelwellen, die sich auf dem gleichen Höhenniveau befinden, in benachbarten axialen Endbereichen der Wickelwelle liegen.
- Der maximale Schwenkwinkel beträgt dabei vorzugsweise 20°, besonders bevorzugt maximal 15°.
- Zumindest eine Wickelwelle einer Wickelvorrichtung kann dabei auf dem ersten Höhenniveau und zumindest eine Wickelwelle einer Wickelvorrichtung auf dem zweiten Höhenniveau im selben Schwenksinn und parallel zueinander um die vertikal angeordnete Achse verschwenkbar angeordnet sein. Damit kann erreicht werden, dass die gewickelten Rollen (Bobinen) parallel von zwei Wickelwellen gleichzeitig abgezogen werden können. Hierdurch ist eine sehr platzsparende Anordnung möglich, die eine überlappende Konstruktion nutzt.
- Der Wendewickler hat vorzugsweise weiterhin mindestens einen Entnahmewagen für gewickelte Folie, wobei der Entnahmewagen auf einem sich zumindest abschnittsweise geradlinig erstreckenden Schienensystem translatorisch beweglich ist, wobei die Richtung des Schienensystems unter dem maximalen Schwenkwinkel zum Rahmen ausgerichtet ist.
- Das erste Höhenniveau ist vorzugsweise niedriger als das zweite Höhenniveau.
- Eine bevorzugte Weiterbildung sieht vor, dass zwei sich auf dem ersten Höhenniveau befindliche Wickelvorrichtungen an zwei seitlichen Endbereichen des Rahmens angrenzen und die benachbarten axialen Endbereiche der Wickelwellen in der Maschinenmitte liegen. Vorzugsweise ist dabei eine sich auf dem zweiten Höhenniveau befindliche Wickelvorrichtung zwischen den beiden seitlichen Endbereichen des Rahmens zentrisch angeordnet. Die axiale Erstreckung der sich auf dem zweiten Höhenniveau befindlichen Wickelvorrichtung kann weiterhin mit den axialen Erstreckungen der beiden sich auf dem ersten Höhenniveau befindlichen Wickelvorrichtungen überlappen; hierbei kann die Überlappung zwischen 5 % und 50 % der axialen Erstreckung einer der Wickelvorrichtungen betragen. Jede Wickelvorrichtung hat dabei bevorzugt die gleiche axiale Länge.
- Die sich auf dem ersten Höhenniveau befindlichen Wickelvorrichtungen und eine sich auf dem zweiten Höhenniveau befindliche Wickelvorrichtung können in Richtung radial zur Drehachse der Wickelvorrichtungen und in Richtung der Horizontalen versetzt zueinander angeordnet sein.
- Jede der Wickelvorrichtungen kann dabei ausgelegt sein, um Folien bis zu einem Wickeldurchmesser von 600 mm aufzuwickeln.
- Jeder Wickelvorrichtung kann eine Messrolle zur Bestimmung der Spannung in der aufzuwickelnden Folie zugeordnet sein.
- Ferner kann jede Wickelvorrichtung mit einem Regelsystem zur Reduzierung oder Verhinderung von Schwingungen ausgestattet sein, um die kritische Drehzahl der Wickelvorrichtung verändern oder eliminieren zu können.
- Der Rahmen hat bevorzugt zwei seitliche Wangen, die über Holme miteinander verbunden sind.
- Alle Wickelvorrichtungen können einer gemeinsamen Schneidvorrichtung zugeordnet sein, die zum Längstrennen der Folienbahn ausgebildet ist.
- Der Wendewickler ist gemäß einer bevorzugten Ausgestaltung der Erfindung Bestandteil einer Stretchfolienanlage.
- Die vorgeschlagene Lösung macht es möglich, auch größere Anlagen (ausgeführt beispielsweise als sog. 12-up-Anlagen) zu realisieren, wobei das Wickeln der Folie im Wendewickler problemlos möglich ist.
- Der vorgeschlagene Wendewickler erlaubt eine ausreichende Wickelgeschwindigkeit der Folie, wobei hinreichender Abstand von der oder den kritischen Wellendrehzahlen gehalten werden kann, so dass ein sauberes Aufwickeln sichergestellt ist.
- Weiterhin ist der Platzbedarf für den Wendewickler optimiert, da die genannten Anordnung der bevorzugt insgesamt drei Wickler (Wickelvorrichtungen) optimal im Rahmen erfolgt, so dass bei gegebener Stellfläche des Wendewicklers eine höchstmögliche Leistungsfähigkeit des Wicklers gegeben ist. Die Raumkosten werden so gering gehalten. Die gilt insbesondere unter Berücksichtigung der Entnahme fertig gewickelter Bobinen und der Bestückung der Wickelwellen mit Hülsen für das Aufwickeln von Folie. Die genannte Verschwenkbarkeit der Wickelwellen um eine Vertikalachse erlaubt bei der genannten Anordnung eine sehr kompakte Bauweise bei geringem Platzbedarf.
- In der Zeichnung ist ein Ausführungsbeispiel der Erfindung dargestellt. Es zeigen:
- Fig. 1
- in perspektivischer Darstellung einen Wendewickler einer Stretchfolienanlage, wobei auf den Wickelwellen fertige Bobinen angeordnet sind,
- Fig. 2
- in perspektivischer Ansicht den Wendewickler (ohne seitlich Verkleidung), wobei einige Wickelwellen in eine Entnahmeposition verschwenkt sind,
- Fig. 3
- die Draufsicht auf den Wendewickler nach
Fig. 2 , - Fig. 4
- in perspektivischer Ansicht den Wendewickler samt einer Anordnung von Entnahmewagen auf Schienensystemen zu einem ersten Verfahrenszeitpunkt, zu dem noch keine zu entnehmenden Bobinen vorhanden sind,
- Fig. 5
- in perspektivischer Ansicht den Wendewickler samt Entnahmewagen zu einem zweiten Verfahrenszeitpunkt, zu dem die Wickelwellen in eine Entnahmeposition verschwenkt und die Entnahmewagen in eine Entnahmeposition verfahren sind,
- Fig. 6
- in perspektivischer Ansicht den Wendewickler samt Entnahmewagen zu einem dritten Verfahrenszeitpunkt, zu dem die Bobinen von den Entnahmewagen entnommen werden,
- Fig. 7
- in perspektivischer Ansicht den Wendewickler samt Entnahmewagen zu einem vierten Verfahrenszeitpunkt, zu dem die Bobinen von den Entnahmewagen entnommen sind und Hülsen auf die Wickelwellen aufgeschoben werden, und
- Fig. 8
- in perspektivischer Ansicht den Wendewickler samt Entnahmewagen zu einem fünften Verfahrenszeitpunkt, zu dem die Bobinen von den Entnahmewagen entnommen und die Hülsen auf die Wickelwellen aufgeschoben sind.
- In
Fig. 1 ist ein Wendewickler 1 zu sehen, der Bestandteil einer Stretchfolienanlage ist. Der Wendewickler weist einen Rahmen 2 auf, dessen Hauptkomponenten zwei Wangen 8 und 9 sind, die über Holme 10 miteinander verbunden sind und auf definiertem Abstand gehalten werden. - Im Rahmen 2 sind insgesamt drei Wickelvorrichtungen 3, 4 und 5 gelagert, auf denen jeweils Folie aufgewickelt werden kann.
- Jede Wickelvorrichtung 3, 4, 5 umfasst dabei mindestens zwei (dargestellt im Ausführungsbeispiel, gegebenenfalls auch drei oder vier) Wickelpositionen mit jeweiligen Wickelwellen 11, die in Wendekreuzen 12 drehbar angeordnet sind. Hierbei werden die freie Wickellänge verkürzt und die Wickelqualität beim Wenden erhöht. Dies ist im Stand der Technik allerdings bekannt, so dass Details hierzu nicht beschrieben werden müssen (s. den oben genannten Stand der Technik).
- Dabei ist zu erkennen, dass die beiden unteren Wickelvorrichtungen 3 und 4 auf einem ersten unteren, d. h. niedrigerem Höhenniveau H1 angeordnet sind, während die dritte Wickelvorrichtung 5 auf einem höheren zweiten Höhenniveau H2 angeordnet ist. Demgemäß sind die beiden Wickelvorrichtungen 3 und 4 in Richtung der Vertikalen V tiefer im Rahmen angeordnet als die Wickelvorrichtung 5.
- Aber auch in Richtung der Horizontalen H, und zwar in radiale Richtung auf die Drehachsen der Wickelvorrichtungen 3, 4, 5 betrachtet, ist die Wickelvorrichtung 5 zu den Vorrichtungen 3 und 4 versetzt angeordnet im Rahmen 2 gelagert.
- Mit Blick auf die Anordnung der beiden unteren Wickelvorrichtungen 3, 4 im Rahmen 2 ist ferner zu sehen, dass diese beiden Vorrichtungen an die seitlichen Endbereiche 6 bzw. 7 angrenzen, während die obere Wickelvorrichtung 5 zentrisch zwischen den Endbereichen 6, 7, d. h. zentrisch zwischen den Wangen 8 und 9 angeordnet ist.
- Allerdings liegt eine Überlappung x - gesehen in axiale Richtung der Wickelvorrichtungen - zwischen der Wickelvorrichtung 3 und der Wickelvorrichtung 5 vor. Analoges gilt für die Wickelvorrichtungen 4 und 5.
- Wesentlich ist, dass die Wickelwellen 11 im Wendekreuz 12 um eine vertikal angeordnete Achse A verschwenkbar angeordnet sind, wobei der Schwenkpunkt S der Wickelwelle 11 in einem axialen Endbereich 13 bzw. 14 der Wickelwelle 11 angeordnet ist. Die Schwenkpunkte S zweier Wickelwellen 11, die sich auf dem gleichen Höhenniveau H1 befinden, liegen dabei in benachbarten axialen Endbereichen 13 bzw. 14 der Wickelwelle 11.
- Wie es am besten in
Fig. 2 undFig. 3 gesehen werden kann, können demgemäß die Wickelwellen 11 zwecks Entnahme von Bobinen 17 (und zum Aufschieben von Hülsen 18) um einen Schwenkwinkel α um die vertikal ausgerichtete Achse A verschwenkt werden. Wie es sich für die beiden herausgeschwenkten Wickelwellen 11 der Wickelvorrichtungen 3 und 5 ergibt (s. insbesondereFig. 3 ), können demgemäß die Wickelwellen 11 parallel zueinander ausgeschwenkt werden, so dass eine besonders platzsparende und simultane Entnahme der Bobinen 17 möglich ist. - Dies ergibt sich bei Ausstattung des Wendewicklers 1 mit drei Wickelvorrichtungen 3, 4 und 5 insbesondere dann, wenn zwei sich auf dem ersten Höhenniveau H1 befindliche Wickelvorrichtungen 3 und 4 an den beiden seitlichen Endbereichen 6 und 7 des Rahmens 2 angrenzen und die benachbarten axialen Endbereiche 13 und 14 der Wickelwellen 11 in der Maschinenmitte M liegen (s.
Fig. 3 ). - Die Entnahme fertig gewickelter Bobinen 17 und das Aufschieben von Hülsen 18 zum Aufwickeln des bandförmigen Materials erfolgt automatisch mittels einer Anzahl Entnahmewagen 15, die auf einem Schienensystem 16 verfahrbar sind.
- In den
Figuren 4 bis 8 sind hierzu in der zeitlichen Abfolge verschiedene Verfahrensstadien skizziert. - Gemäß
Fig. 4 befinden sich die Entnahmewagen 15 in der Warteposition. Zu sehen ist, dass auf den hinten angeordneten Wickelwellen 11' gerade noch Folie aufgewickelt wird, während auf den vorne angeordneten Wickelwellen 11 " die Hülsen 18 für die nächste Wicklung aufgeschoben sind. - Wie in
Fig. 5 zu sehen, sind die Wickelwellen 11 nun durch die Wendekreuze gewendet worden, so dass die fertigen Bobinen 17 vorne zu liegen kommen und entnommen werden können. Hierzu sind die Wickelwellen 11 um die Achsen A aus dem Wendewickler herausgeschwenkt worden. Die Entnahmewagen 15 wurde vorher in Position gefahren und können die Bobinen 17 aufnehmen. - Der Abziehvorgang der Bobinen 17 von den Wickelwellen 11 ist in
Fig. 6 illustriert. InFig. 7 ist zu sehen, wie die Bobinen 17 alle abgezogen sind; es werden jetzt Hülsen 18 auf die leeren Wickelwellen aufgeschoben. Dieser Vorgang ist gemäßFig. 8 abgeschlossen, d. h. die Hülsen 18 befinden sich auf den Wickelwellen, die als nächstes wieder eingeschwenkt werden. - Nachdem die im Wendewickler hinten gewickelten Bobinen 17 fertig gewickelt sind, erfolgt ein Wenden per Wendekreuz 12, so dass die auf die Wickelwellen 11 aufgefädelten Hülsen 18 in die Position zum Aufwickeln von Folie gebracht werden.
- Der beschriebene Vorgang erfolgt aufs Neue.
-
- 1
- Wendewickler
- 2
- Rahmen
- 3
- Wickelvorrichtung
- 4
- Wickelvorrichtung
- 5
- Wickelvorrichtung
- 6
- seitlicher Endbereich
- 7
- seitlicher Endbereich
- 8
- Wange
- 9
- Wange
- 10
- Holm
- 11
- Wickelwelle
- 11'
- Wickelwelle
- 11"
- Wickelwelle
- 12
- Wendekreuz
- 13
- axialer Endbereich
- 14
- axialer Endbereich
- 15
- Entnahmewagen
- 16
- Schienensystem
- 17
- Bobine
- 18
- Hülse
- H1
- erstes Höhenniveau
- H2
- zweites Höhenniveau
- H
- Horizontale
- V
- Vertikale
- M
- Maschinenmitte
- x
- Überlappung
- A
- Achse
- S
- Schwenkpunkt
- α
- Schwenkwinkel
Claims (15)
- Wendewickler (1) einer Gießfolienanlage, umfassend einen Rahmen (2), in dem Wickelvorrichtungen (3, 4, 5) für das Aufwickeln von Folie angeordnet sind, wobei mindestens drei Wickelvorrichtungen (3, 4, 5) im Rahmen (2) angeordnet sind, wobei zwei Wickelvorrichtungen (3, 4) auf einem ersten Höhenniveau (H1) und eine dritte Wickelvorrichtung (5) auf einem zweiten, vom ersten Höhenniveau (H1) unterschiedlichen Höhenniveau (H2) angeordnet ist, wobei jede Wickelvorrichtung (3, 4, 5) mindestens zwei Wickelwellen (11) zum Aufwickeln von Folie aufweist, wobei die mindestens zwei Wickelwellen (11) in einem Wendekreuz (12) gelagert sind,
dadurch gekennzeichnet, dass
die Wickelwellen (11) im Wendekreuz (12) um eine vertikal angeordnete Achse (A) verschwenkbar angeordnet sind, wobei der Schwenkpunkt (S) der Wickelwelle (11) in einem axialen Endbereich (13, 14) der Wickelwelle (11) angeordnet ist, wobei die Schwenkpunkte (S) zweier Wickelwellen (11), die sich auf dem gleichen Höhenniveau (H1) befinden, in benachbarten axialen Endbereichen (13, 14) der Wickelwelle (11) liegen. - Wendewickler nach Anspruch 1, dadurch gekennzeichnet, dass der maximale Schwenkwinkel (α) 20°, vorzugsweise maximal 15°, beträgt.
- Wendewickler nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass zumindest eine Wickelwelle (11) einer Wickelvorrichtung (3) auf dem ersten Höhenniveau (H1) und zumindest eine Wickelwelle (11) einer Wickelvorrichtung (5) auf dem zweiten Höhenniveau (H1) im selben Schwenksinn und parallel zueinander um die vertikal angeordnete Achse (A) verschwenkbar angeordnet sind.
- Wendewickler nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet, dass er weiterhin mindestens einen Entnahmewagen (15) für gewickelte Folie aufweist, wobei der Entnahmewagen (15) auf einem sich zumindest abschnittsweise geradlinig erstreckenden Schienensystem (16) translatorisch beweglich ist, wobei die Richtung des Schienensystems (16) unter dem maximalen Schwenkwinkel (α) zum Rahmen (2) ausgerichtet ist.
- Wendewickler nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass das erste Höhenniveau (H1) niedriger ist als das zweite Höhenniveau (H2).
- Wendewickler nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass zwei sich auf dem ersten Höhenniveau (H1) befindliche Wickelvorrichtungen (3, 4) an zwei seitlichen Endbereichen (6, 7) des Rahmens (2) angrenzen und die benachbarten axialen Endbereiche (13, 14) der Wickelwellen (11) in der Maschinenmitte (M) liegen.
- Wendewickler nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass eine sich auf dem zweiten Höhenniveau (H2) befindliche Wickelvorrichtung (5) zwischen den beiden seitlichen Endbereichen (6, 7) des Rahmens (2) zentrisch angeordnet ist.
- Wendewickler nach Anspruch 6 und 7, dadurch gekennzeichnet, dass die axiale Erstreckung der sich auf dem zweiten Höhenniveau (H2) befindlichen Wickelvorrichtung (5) mit den axialen Erstreckungen der beiden sich auf dem ersten Höhenniveau (H1) befindlichen Wickelvorrichtungen (3, 4) überlappt, wobei die Überlappung (x) vorzugsweise zwischen 5 % und 50 % der axialen Erstreckung einer der Wickelvorrichtungen (3, 4, 5) beträgt.
- Wendewickler nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass die sich auf dem ersten Höhenniveau (H1) befindlichen Wickelvorrichtungen (3, 4) und eine sich auf dem zweiten Höhenniveau (H2) befindliche Wickelvorrichtung (5) in Richtung radial zur Drehachse der Wickelvorrichtungen (3, 4, 5) und in Richtung der Horizontalen (H) versetzt zueinander angeordnet sind.
- Wendewickler nach einem der Ansprüche 1 bis 9, dadurch gekennzeichnet, dass jede der Wickelvorrichtungen (3, 4, 5) ausgelegt ist, um Folien bis zu einem Wickeldurchmesser von 600 mm aufzuwickeln.
- Wendewickler nach einem der Ansprüche 1 bis 10, dadurch gekennzeichnet, dass jeder Wickelvorrichtung (3, 4, 5) eine Messrolle zur Bestimmung der Spannung in der aufzuwickelnden Folie zugeordnet ist.
- Wendewickler nach einem der Ansprüche 1 bis 11, dadurch gekennzeichnet, dass jede Wickelvorrichtung (3, 4, 5) mit einem Regelsystem zur Reduzierung oder Verhinderung von Schwingungen ausgestattet ist, um die kritische Drehzahl der Wickelvorrichtung (3, 4, 5) verändern oder eliminieren zu können.
- Wendewickler nach einem der Ansprüche 1 bis 12, dadurch gekennzeichnet, dass der Rahmen (2) zwei seitliche Wangen (8, 9) aufweist, die über Holme (10) miteinander verbunden sind.
- Wendewickler nach einem der Ansprüche 1 bis 13, dadurch gekennzeichnet, dass alle Wickelvorrichtungen (3, 4, 5) einer gemeinsamen Schneidvorrichtung zugeordnet sind, die zum Längstrennen der Folienbahn ausgebildet ist.
- Wendewickler nach einem der Ansprüche 1 bis 14, dadurch gekennzeichnet, dass er Bestandteil einer Stretchfolienanlage ist.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL13001063T PL2636622T3 (pl) | 2012-03-09 | 2013-03-04 | Nawijarka odwracająca do instalacji folii lanej |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE202012002466U DE202012002466U1 (de) | 2012-03-09 | 2012-03-09 | Wendewickler einer Gießfolienanlage |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2636622A2 true EP2636622A2 (de) | 2013-09-11 |
| EP2636622A3 EP2636622A3 (de) | 2017-11-29 |
| EP2636622B1 EP2636622B1 (de) | 2019-01-09 |
Family
ID=46511716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP13001063.0A Active EP2636622B1 (de) | 2012-03-09 | 2013-03-04 | Wendewickler einer Giessfolienanlage |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2636622B1 (de) |
| DE (1) | DE202012002466U1 (de) |
| PL (1) | PL2636622T3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013108829A1 (de) * | 2013-05-13 | 2014-11-13 | Windmöller & Hölscher Kg | Rollenhandlingsystem für einen Wickler sowie Verfahren hierzu |
| DE102013108831A1 (de) * | 2013-05-13 | 2014-11-13 | Windmöller & Hölscher Kg | Rollenhandlingsystem mit einer einseitig lösbar befestigten Wickelwelle |
| CN106006127A (zh) * | 2016-06-29 | 2016-10-12 | 安徽三彩工贸有限责任公司 | 一种聚氨酯弹性卷料回收设备 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102018125942B4 (de) * | 2018-10-18 | 2021-12-23 | Reifenhäuser GmbH & Co. KG Maschinenfabrik | Verfahren zum Betreiben einer Wickelvorrichtung |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1120135A (fr) | 1955-01-15 | 1956-07-02 | Rhodiaceta | Procédé de préparation de chaînes destinées au tissage |
| DE3239661A1 (de) | 1982-10-27 | 1984-05-03 | Paul-Reinhard 5223 Nümbrecht Lang | Verfahren und vorrichtung zum wickeln von kernlosen rollen aus bahnmaterial |
| US5909856A (en) | 1997-03-05 | 1999-06-08 | Myer; William R. | Duplex slitter/rewinder with automatic splicing and surface/center winding |
| US6283401B1 (en) | 1999-05-14 | 2001-09-04 | Barmag Ag | Method and apparatus for winding a continuously advancing yarn |
| EP2067724A1 (de) | 2006-09-29 | 2009-06-10 | Hitachi Chemical Company, Ltd. | Automatische folienwickelvorrichtung, schlitz- und wickelsystem und verfahren zur herstellung einer aufgerollten folie |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4208019A (en) * | 1978-08-10 | 1980-06-17 | John Dusenbery Co., Inc. | Turret winder for pressure-sensitive tape |
| US5941474A (en) * | 1996-07-16 | 1999-08-24 | Huntsman Packaging Corporation | System, apparatus and method for unloading and loading winder shafts |
-
2012
- 2012-03-09 DE DE202012002466U patent/DE202012002466U1/de not_active Expired - Lifetime
-
2013
- 2013-03-04 EP EP13001063.0A patent/EP2636622B1/de active Active
- 2013-03-04 PL PL13001063T patent/PL2636622T3/pl unknown
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1120135A (fr) | 1955-01-15 | 1956-07-02 | Rhodiaceta | Procédé de préparation de chaînes destinées au tissage |
| DE3239661A1 (de) | 1982-10-27 | 1984-05-03 | Paul-Reinhard 5223 Nümbrecht Lang | Verfahren und vorrichtung zum wickeln von kernlosen rollen aus bahnmaterial |
| US5909856A (en) | 1997-03-05 | 1999-06-08 | Myer; William R. | Duplex slitter/rewinder with automatic splicing and surface/center winding |
| US6283401B1 (en) | 1999-05-14 | 2001-09-04 | Barmag Ag | Method and apparatus for winding a continuously advancing yarn |
| EP2067724A1 (de) | 2006-09-29 | 2009-06-10 | Hitachi Chemical Company, Ltd. | Automatische folienwickelvorrichtung, schlitz- und wickelsystem und verfahren zur herstellung einer aufgerollten folie |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013108829A1 (de) * | 2013-05-13 | 2014-11-13 | Windmöller & Hölscher Kg | Rollenhandlingsystem für einen Wickler sowie Verfahren hierzu |
| DE102013108831A1 (de) * | 2013-05-13 | 2014-11-13 | Windmöller & Hölscher Kg | Rollenhandlingsystem mit einer einseitig lösbar befestigten Wickelwelle |
| US9656823B2 (en) | 2013-05-13 | 2017-05-23 | Windmöller & Hölscher Kg | Reel handling system having a winding shaft which is fastened releasably on one side |
| US9656824B2 (en) | 2013-05-13 | 2017-05-23 | Windmöller & Hölscher Kg | Reel handling system for a winder, and method in this regard |
| DE102013108831B4 (de) * | 2013-05-13 | 2017-06-29 | Windmöller & Hölscher Kg | Rollenhandlingsystem mit einer einseitig lösbar befestigten Wickelwelle |
| DE102013108829B4 (de) * | 2013-05-13 | 2019-03-28 | Windmöller & Hölscher Kg | Rollenhandlingsystem für einen Wickler sowie Verfahren hierzu |
| CN106006127A (zh) * | 2016-06-29 | 2016-10-12 | 安徽三彩工贸有限责任公司 | 一种聚氨酯弹性卷料回收设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202012002466U1 (de) | 2012-06-11 |
| EP2636622A3 (de) | 2017-11-29 |
| PL2636622T3 (pl) | 2019-07-31 |
| EP2636622B1 (de) | 2019-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE10035894B4 (de) | Wickeleinrichtung für Bandmaterial | |
| DE19608842B4 (de) | Vorrichtung und Verfahren für den Bahneinzug | |
| EP2636622B1 (de) | Wendewickler einer Giessfolienanlage | |
| DE3928648A1 (de) | Anlage mit einer oder mehreren spinnmaschinen und mit wenigstens einem wechselwagen zum wechseln von kannen | |
| EP2803609B1 (de) | Maschine zum Aufwickeln von bahnförmigen Materialien | |
| DE102011088342A1 (de) | Kreuzwickelvorrichtung | |
| DE4039048C2 (de) | Wickelvorrichtung zum Aufwickeln einer kontinuierlich zugeführten Kunststoffbahn | |
| EP2364941A2 (de) | Rollenwickelvorrichtung und Verfahren zur Behandlung einer Materialbahnrolle | |
| DE102011007092B4 (de) | Rückwärts-Tragwalzenwickler zum Aufwickeln von bahnförmigen Materialien zu Rollen | |
| DE3328517C1 (de) | Doppeltragwalzen-Wickelmaschine | |
| DE2838563C2 (de) | Vorrichtung zum Erzielen festgewickelter Bunde gleichen Durchmessers beim Aufwickeln mehrerer Schmalbänder | |
| DE3900960A1 (de) | Vorrichtung zum laengsteilen eines bandes und aufwickeln der streifen des geteilten bandes | |
| DE202017100258U1 (de) | Vorrichtung für die Einstellung der Rollenlänge für die Wickelmaschine, die die Wickelrollen getrennt wickelt | |
| DE8322778U1 (de) | Doppeltragwalzen-Wickelmaschine | |
| DE102013010428A1 (de) | Verfahren zum Führen von bandförmigen Material | |
| EP3962847B1 (de) | Abrollstation | |
| DE102009004815B4 (de) | Herstellungs- und/oder Behandlungslinie für eine Faserbahn | |
| CH685632A5 (de) | Transportfahrzeug für Wattewickel. | |
| DE102019209498A1 (de) | Flexibler Kaltstrang, und Verfahren zum Aufwickeln eines Kaltstrangs | |
| DE102017105298A1 (de) | Konfektionierungsanlage | |
| DE2449911C3 (de) | Wickelmaschine mit Drahtführung | |
| DE102004054987A1 (de) | Rollenwickelvorrichtung und Verfahren zum Erzeugen von Wickelrollen | |
| EP0826616A1 (de) | Bandleitvorrichtung | |
| DE102012008706A1 (de) | Servicewagen zum Aufnehmen und Transportieren eines entlang der Arbeitsstellen einer Kreuzspulen herstellenden Textilmaschine verfahrbaren Bedienaggregates | |
| DE102005005371A1 (de) | Verfahren und Vorrichtung zum Abwickeln einer Materialbahn von einer Materialbahnrolle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 19/22 20060101ALI20171023BHEP Ipc: B65H 18/02 20060101AFI20171023BHEP Ipc: B65H 19/30 20060101ALI20171023BHEP Ipc: B65H 18/10 20060101ALI20171023BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: REQUEST FOR EXAMINATION WAS MADE |
|
| 17P | Request for examination filed |
Effective date: 20180529 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180920 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: AT Ref legal event code: REF Ref document number: 1087030 Country of ref document: AT Kind code of ref document: T Effective date: 20190115 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502013011983 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20190109 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190409 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190509 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190409 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190509 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190410 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502013011983 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190304 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190331 |
|
| 26N | No opposition filed |
Effective date: 20191010 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190409 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190409 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190331 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190309 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20130304 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190109 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250319 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20250319 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20250226 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20250331 Year of fee payment: 13 |