EP2592018A1 - Verpackung von Mehrkomponentenzusammensetzungen - Google Patents
Verpackung von Mehrkomponentenzusammensetzungen Download PDFInfo
- Publication number
- EP2592018A1 EP2592018A1 EP11188958.0A EP11188958A EP2592018A1 EP 2592018 A1 EP2592018 A1 EP 2592018A1 EP 11188958 A EP11188958 A EP 11188958A EP 2592018 A1 EP2592018 A1 EP 2592018A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- chamber
- container
- closure
- contents
- spatula
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 22
- 238000000034 method Methods 0.000 claims abstract description 14
- 238000002156 mixing Methods 0.000 claims description 29
- 238000004806 packaging method and process Methods 0.000 claims description 16
- 229920001684 low density polyethylene Polymers 0.000 claims description 8
- 239000004702 low-density polyethylene Substances 0.000 claims description 8
- 239000004952 Polyamide Substances 0.000 claims description 7
- 239000000853 adhesive Substances 0.000 claims description 7
- 230000001070 adhesive effect Effects 0.000 claims description 7
- 229920002647 polyamide Polymers 0.000 claims description 7
- -1 polyethylene Polymers 0.000 claims description 6
- 238000003825 pressing Methods 0.000 claims description 6
- 239000000126 substance Substances 0.000 claims description 5
- 239000004698 Polyethylene Substances 0.000 claims description 4
- 239000004743 Polypropylene Substances 0.000 claims description 4
- 229920001903 high density polyethylene Polymers 0.000 claims description 4
- 239000004700 high-density polyethylene Substances 0.000 claims description 4
- 229920001179 medium density polyethylene Polymers 0.000 claims description 4
- 239000004701 medium-density polyethylene Substances 0.000 claims description 4
- 235000011837 pasties Nutrition 0.000 claims description 4
- 229920000573 polyethylene Polymers 0.000 claims description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 4
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 4
- 229920002397 thermoplastic olefin Polymers 0.000 claims description 4
- 229920001155 polypropylene Polymers 0.000 claims description 3
- 239000004793 Polystyrene Substances 0.000 claims description 2
- 239000005038 ethylene vinyl acetate Substances 0.000 claims description 2
- 229920002681 hypalon Polymers 0.000 claims description 2
- 239000004800 polyvinyl chloride Substances 0.000 claims description 2
- 239000000565 sealant Substances 0.000 claims description 2
- 238000003860 storage Methods 0.000 claims description 2
- 229920001169 thermoplastic Polymers 0.000 claims 1
- 239000004416 thermosoftening plastic Substances 0.000 claims 1
- 239000000463 material Substances 0.000 description 7
- 230000006378 damage Effects 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- 239000011324 bead Substances 0.000 description 3
- 206010053648 Vascular occlusion Diseases 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000002474 experimental method Methods 0.000 description 2
- 238000004898 kneading Methods 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 238000006116 polymerization reaction Methods 0.000 description 2
- 239000002699 waste material Substances 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 150000001875 compounds Chemical group 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 239000008240 homogeneous mixture Substances 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 150000002605 large molecules Chemical class 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229920002521 macromolecule Polymers 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000006068 polycondensation reaction Methods 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 150000003384 small molecules Chemical class 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/32—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging two or more different materials which must be maintained separate prior to use in admixture
- B65D81/3261—Flexible containers having several compartments
- B65D81/3266—Flexible containers having several compartments separated by a common rupturable seal, a clip or other removable fastening device
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D25/00—Details of other kinds or types of rigid or semi-rigid containers
- B65D25/02—Internal fittings
- B65D25/04—Partitions
- B65D25/08—Partitions with provisions for removing or destroying, e.g. to facilitate mixing of contents
- B65D25/087—Partitions with provisions for removing or destroying, e.g. to facilitate mixing of contents the partition being in the form of a plug or the like which can be raised off its seat by means of a pull cord or the like, e.g. the plug being connected to the cap
Definitions
- the invention is in the field of packaging of multicomponent compositions.
- tubular bag packaging is used with advantage wherever it is necessary to pack liquid to pasty substances in small quantities.
- the removal is typically carried out after a targeted destruction of the outer skin of the tubular bag packaging.
- the mixing of the separately packaged components typically occurs either by combining the components outside the package, for example by blending with a spatula, or by blending the components within the package, for example by opening a closure in the package and then kneading the now interconnected components.
- the multicomponent composition has to be processed quickly, for example because of a short pot life or high time pressure, a homogeneous mixture of the components must be achieved quickly.
- FIG. 1 a package for separate storage and subsequent mixing of several components is shown, comprising a container 1, which is formed from a first wall 2 and an opposite second wall 3.
- a shutter 4 shares the Container leak-tight in a first chamber 5 and a second chamber 6 within the container.
- the closure 4 is formed from a closure piece 7, which is arranged on the first wall 2, and a closure counterpart 8, which is arranged on the opposite second wall 3, wherein a part of a spatula 9 forms the closure piece 7 or the closure counterpart 8.
- the closure 4 is preferably a snap connection or a pressure connection, in particular a snap connection with interlocking counterparts, preferably a snap connection with an interlocking plug element (male element) and an interlocking receiving element (female element).
- the interlocking male element may have a semicircular cross-section.
- the interlocking receiving member may have two inwardly curved members which form a receptacle or channel into which the interengaging male member can snap-engage. This is for example in FIG. 3 shown.
- the closure 4 is in particular preferably a snap-fit connection with interlocking counterparts, wherein the closure piece 7 is an interlocking receiving element and the closure counterpart 8 is an interlocking plug-in element.
- the closure 4 may further be a plug connection, in particular a tongue and groove connection, wherein the closure piece 7 is the groove and the closure counterpart 8 is the spring.
- the shutter 4 leaks the container into a first chamber 5 and a second chamber 6 within the container.
- the term "leak-tight" is understood in the present document that the closure in the closed state does not allow exchange between the components located in the two chambers.
- the closure piece 7 is preferably an interlocking receiving element with a substantially semicircular cross section and the closure counterpart 8 is an interlocking plug element with a substantially semicircular cross section.
- a part of a spatula 9 forms the closure piece 7 or the closure counterpart 8, as for example in the FIGS. 2a . 2 B and 3 is shown.
- This is to the advantage of advantage, because as a slim arrangement of the packaging possible, which is advantageous in confined spaces. So, as in FIG. 4 shown, the two chambers 5/6 are arranged one above the other, with the spatula 9 comes to lie in between.
- a further advantage is a reduction of the waste, since the spatula forms part of the closure 4. Furthermore, this reduces the risk of losing the spatula.
- the spatula preferably has rounded corners, thereby reducing the risk of injury / damage to the packaging, particularly the walls 2/3.
- the spatula is preferably made of a plastic, in particular of a plastic with low adhesion to multi-component adhesives. This offers the advantage that an application of multi-component adhesives with the aid of the spatula is simplified. It is also preferred if the spatula is produced by injection molding, as this causes the production costs are particularly low in large quantities.
- the spatula 9 is made of a thermoplastic material selected from the group consisting of high density polyethylene (HDPE), medium density polyethylene (MDPE), low density polyethylene (LDPE), polyethylene (PE), polypropylene (PP ), Polyethylene terephthalate (PET), polystyrene (PS), polyvinyl chloride (PVC), Polyamides (PA), ethylene-vinyl acetate (EVA), chlorosulfonated polyethylene and thermoplastic polyolefins (TPO).
- a thermoplastic material selected from the group consisting of high density polyethylene (HDPE), medium density polyethylene (MDPE), low density polyethylene (LDPE), polyethylene (PE), polypropylene (PP ), Polyethylene terephthalate (PET), polystyrene (PS), polyvinyl chloride (PVC), Polyamides (PA), ethylene-vinyl acetate (EVA), chlorosulfonated polyethylene and thermoplastic polyolefins (TPO).
- the container 1 is formed of a first wall 2 and an opposite second wall 3.
- the first wall 2 and the opposing second wall 3 are walls of flexible material.
- flexible material in the present document means a material which in particular allows a mixing of the contents with the aid of the spatula and the application of the mixed contents with the aid of the spatula, as described below. It is also advantageous if the material of the walls is a material which allows mixing of the contents by kneading by hand.
- the walls 2/3 comprise a material selected from the group consisting of aluminum, low density polyethylene (LDPE) and polyamides (PA).
- LDPE low density polyethylene
- PA polyamides
- the thickness of the walls 2/3 is preferably 50-300 microns, especially 100-150 microns.
- the walls 2/3 have a tensile strength (average) according to DIN EN IS0527-1 to 3 of longitudinal ⁇ 40, transverse ⁇ 40, in particular longitudinal ⁇ 50, transverse ⁇ 50, and / or an elongation at break (mean) according to DIN EN ISO527-1 to 3 of longitudinal ⁇ 50, transverse ⁇ 50, in particular longitudinal ⁇ 60, transverse ⁇ 60.
- the container preferably has a contact surface 17 which surrounds the container in a frame-shaped manner and is formed by a composite of the first wall 2 and an opposing second wall 3, the composite preferably being welded and / or adhesively bonded and / or crimped on the two walls is formed. This is inexpensive and produces little waste.
- the container has a first chamber 5 and a second chamber 6.
- the container may also have further chambers, which are formed by other closures leak-tight within the container.
- component A 14 in the first chamber 5 and a component B 15 in the second chamber 6 are able to react chemically with one another.
- component B is a compound which reacts chemically with component A , in particular for the polymerization of component A , for example by initiation or acceleration, and can lead to the final curing of component A.
- polymerization in this document is meant any kind of conversion of low molecular weight compounds (monomers, oligomers, prepolymers) into high molecular weight compounds (polymers, macromolecules, polymers) and includes polyaddition and polycondensation.
- the component A 14 and / or the component B (15) is a pasty substance.
- the pasty substance has a viscosity according to DIN 53019 measured at 25 ° C of 1 - 1000 Pa.s, in particular 5 - 100 Pa.s, in particular 10 to 50 Pa.s, on.
- components A 14 and B 15 are components of adhesive compositions and / or sealant compositions.
- Component A is preferably an adhesive and component B is a curing accelerator.
- the ratio of the volume of component B to the volume of component A is preferably 1: 1 to 1:10, in particular 1: 2 to 1: 5, preferably 1: 2 to 1: 3.
- the container 1 has a closable outlet 16, which is connected to the first chamber 5 or the second chamber 6, as shown for example in FIG FIG. 1 is apparent.
- the outlet 16 is made of a plastic, in particular of a plastic with low adhesion to multi-component adhesives.
- a targeted opening of the container can be achieved and an exact application of the content is simplified.
- the closable outlet 16 is an outlet with a screw cap.
- the mixing in step b) results in substantially homogeneous mixing of the contents of the first and second chambers.
- step b the contents of the first chamber 5 and the contents of the second chamber 6 are moved longitudinally from one end of the container into the other end of the container.
- the movement is carried out with the aid of the part of the spatula 9, which forms the closure piece 7 or the closure counterpart 8, by pressing the first wall 2 on the opposite second wall 3 while moving in the longitudinal direction of the container. This is in FIG. 5 shown.
- the movement of the contents of the first chamber 5 and the contents of the second chamber 6 longitudinally from one end of the container to the other end of the container is performed 4 - 8 times, this is conducive to a homogeneous mixing of the components.
- Homogeneous mixing of the components is particularly beneficial if, after moving the contents of the first chamber 5 and the contents of the second chamber 6 in the longitudinal direction of one end of the Container in the other end of the container of the part of the container, which is substantially free of contents of the first chamber 5 and contents of the second chamber 6 is rolled up, and thereafter the part of the container, which is substantially the contents of the first chamber 5 and contents contains the second chamber 6, is kneaded by hand.
- a particularly homogeneous mixing is achieved when the longitudinal movement from one end of the container to the other end of the container has been carried out 4-8 times.
- a homogeneous mixing of the components is beneficial if the spatula 9 has no curvature over its entire transverse direction.
- the spatula can be used particularly well for mixing the contents of the first chamber 5 and the second chamber 6, without the container being opened / damaged.
- By pressing the spatula of the first wall 2 on the opposite second wall 3 with simultaneous movement in the longitudinal direction of the container mentioned contents are mixed, especially with multiple movement in the longitudinal direction of the container.
- Such a shape of the spatula allows a high flexibility in the movement of the spatula in the longitudinal direction of the container while pressing the container against a substrate.
- the spatula 9 has a head region 10, an end region 11 and an intermediate neck region 12, and the end region 11 forms the closure piece 7 or the closure counterpart 8.
- the head region 10 may preferably be used for application of the mixed contents of the first chamber 5 and the second chamber 6, in particular if the head region 10, as in FIG FIG. 2a shown, a plurality of, arranged at regular intervals in the lateral direction depressions 13.
- the depressions can be, for example, semicircular, rectangular, trapezoidal or triangular in shape, this allows a uniform application in caterpillar form.
- the neck portion 12 of the spatula 9 has a thickness of 1-5 mm.
- Such a spatula is advantageous, inter alia, because, as part of the closure system, it can separate the two chambers from each other and thus is always available, and in particular can not be lost. Further, because of its shape, it can be used for mixing and dispensing the contents of the compartments, and it can be used for processing / application of the mixed multicomponent composition, for example spreading or molding.
- a conventional spatula in particular with a cylindrical handle, typically has sharp and / or pointed surfaces which may be suitable for processing / application of the mixed multicomponent composition, but would damage the container during mixing, especially when pressed and moved forward on the container.
- the mixing state of the contents of the container can be determined before opening the container, for example, characterized in that the container, in particular a wall 2/3, at least partially, consists of transparent material.
- step b) and c) take place in the following chronological order.
- the container is opened.
- the opening typically takes place by slicing or tearing open. If the container has an outlet 16, it is preferably opened and the mixed composition is applied through it.
- the container is typically opened at the point where the mixed composition is after mixing.
- the containers consist of two walls of a layer structure of polyamide / LDPE / aluminum / LDPE (total thickness of a wall about 120 microns), which are interconnected by a sealed seam.
- the first container was kneaded intensively by hand for one minute, after which the container was cut laterally with a knife and the contents pressed by hand in the form of a bead from the opening in the container onto a paper.
- the second and third containers had a spatula whose end portion forms the spring of the closure.
- the contents of the first and second chambers were pushed from the left end portion of the bag to the right end portion of the bag, respectively backward, within 6 seconds while pressing with the end portion of the spatula.
- the end portion of the spatula was guided over the entire width of the container in the longitudinal direction, so that substantially no content remained in the area over which the spatula was guided.
- the container was cut laterally with a knife and the contents pressed by hand in the form of a bead from the opening in the container on a paper.
- the contents of the first and second chambers were pushed from the left end portion of the bag to the right end portion of the bag, respectively backward, 6 times while pressing with the end portion of the spatula, for 40 seconds.
- the end portion of the spatula was guided over the entire width of the container in the longitudinal direction, so that substantially no content remained in the area over which the spatula was guided.
- the flattened (and thus substantially deflated) part of the bag was rolled up within 5 seconds and then the end portion of the bag, which essentially contains the contents of the two chambers, was kneaded by hand for 10 seconds. Thereafter, the container was cut laterally with a knife and the contents are pressed by hand in the form of a bead from the opening in the container onto a paper.
- the three methods described above were each performed at least 3 times.
- the first method first container
- two-thirds of the tests found a poor mixing, one-third a moderate mixing, and in particular the poor mixing of the eye was detectable due to different coloring of the components and differences in the consistency of the composition pressed onto the paper.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Package Specialized In Special Use (AREA)
Abstract
Bei einer Verpackung zur getrennten Lagerung und anschliessendem Mischen von mehreren Komponenten umfassend einen Behälter (1), welcher aus einer ersten Wand (2) und einer gegenüberliegenden zweiten Wand (3) gebildet wird, teilt ein Verschluss (4) den Behälter leckdicht in eine erste Kammer (5) und eine zweite Kammer (6) innerhalb des Behälters. Der Verschluss wird aus einem Verschlussstück (7), welches auf der ersten Wand angeordnet ist, und einem Verschlussgegenstück (8), welches auf der gegenüberliegenden zweiten Wand angeordnet ist, gebildet, wobei ein Teil eines Spatels (9) das Verschlussstück oder das Verschlussgegenstück bildet. Ein solcher Spatel ist unter anderem deshalb vorteilhaft, weil er als Teil des Verschlusssystems die beiden Kammern voneinander trennen kann und dadurch stets verfügbar ist, insbesondere nicht verloren gehen kann. Weiter kann er aufgrund seiner Ausformung zum Mischen und Ausbringen der Inhalte der Kammern verwendet werden und er kann zur Verarbeitung/Applikation der gemischten Mehrkomponentenzusammensetzung verwendet werden.
Description
- Die Erfindung befindet sich auf dem Gebiet der Verpackungen von Mehrkomponentenzusammensetzungen.
- Generell werden Schlauchbeutelverpackungen mit Vorteil überall dort eingesetzt, wo es darum geht, flüssige bis pastöse Stoffe in Kleinmengen abzupacken. Die Entnahme erfolgt typischerweise nach einer gezielten Zerstörung der Aussenhaut der Schlauchbeutelverpackung. Das Mischen der separat abgepackten Komponenten erfolgt typischerweise entweder durch Zusammenführen der Komponenten ausserhalb der Verpackung, beispielsweise durch Vermengen mit einem Spatel, oder durch Vermengen der Komponenten innerhalb der Verpackung, beispielsweise durch Öffnen eines Verschlusses in der Verpackung und anschliessendes Kneten der nun miteinander verbundenen Komponenten.
- Insbesondere wenn die Mehrkomponentenzusammensetzung schnell verarbeitet werden muss, beispielsweise wegen einer kurzen Topfzeit oder hohem Zeitdruck, muss schnell eine homogene Mischung der Komponenten erreicht werden.
- Weiter sind oft, insbesondere bei der Verwendung im Aussenbereich, keine, nur behelfsmässige oder nur rudimentäre (Stab, etc) Hilfsmittel zum Mischen der Komponenten vorhanden.
- Weiter verbleibt durch die vorgehend genannten Verfahren oft ein beträchtlicher Teil des Inhalts in der Verpackung zurück.
- Dies führt oft, insbesondere bei knapper Zeit für die Mischung der Mehrkomponentenzusammensetzung, zu einer ungenügenden und/oder inhomogenen Mischung und dadurch zu qualitativ minderwertigen Mehrkomponentenzusammensetzung und zu einem hohen Materialverlust.
- Es stellt sich daher die Aufgabe, Vorrichtungen und Verfahren zum Mischen/Applizieren von Stoffen in Mehrkomponentenverpackungen zur Verfügung zu stellen, welche die zuvor genannten Nachteile nicht aufweisen.
- Diese Aufgabe wird von der Verpackung und dem Verfahren zur Applikation einer mehrkomponentigen Zusammensetzung gemäss den unabhängigen Ansprüchen gelöst.
- Weitere vorteilhafte Ausgestaltungen der Erfindung ergeben sich aus den Unteransprüchen.
- Im Folgenden werden anhand der Zeichnungen Ausführungsbeispiele der Erfindung näher erläutert. Gleiche Elemente sind in den verschiedenen Figuren mit den gleichen Bezugszeichen versehen.
- Es zeigen:
- Fig.1
- Längsquerschnitt durch eine erfindungsgemässe Verpackung
- Fig. 2a/2b
- Seitliche Ansicht eines Spatels
- Fig. 3
- Seitlicher Querschnitt durch einen Verschluss
- Fig. 4
- Weiterer Längsquerschnitt durch eine erfindungsgemässe Verpackung
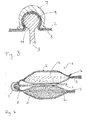
- Fig. 5
- Mischen der Inhalte der ersten und der zweiten Kammer unter Zuhilfenahme des Spatels
- Es sind nur die für das unmittelbare Verständnis der Erfindung wesentlichen Elemente gezeigt.
- In der
Figur 1 ist eine Verpackung zur getrennten Lagerung und anschliessendem Mischen von mehreren Komponenten dargestellt, umfassend einen Behälter 1 , welcher aus einer ersten Wand 2 und einer gegenüberliegenden zweiten Wand 3 gebildet wird. Ein Verschluss 4 teilt den Behälter leckdicht in eine erste Kammer 5 und eine zweite Kammer 6 innerhalb des Behälters. Der Verschluss 4 wird aus einem Verschlussstück 7, welches auf der ersten Wand 2 angeordnet ist, und einem Verschlussgegenstück 8, welches auf der gegenüberliegenden zweiten Wand 3 angeordnet ist, gebildet, wobei ein Teil eines Spatels 9 das Verschlussstück 7 oder das Verschlussgegenstück 8 bildet. - Bei dem Verschluss 4 handelt es sich vorzugsweise um eine Schnappverbindung oder eine Druckverbindung, insbesondere eine Schnappverbindung mit ineinander greifenden Gegenstücken, vorzugsweise eine Schnappverbindung mit einem ineinander greifenden Steckelement (männliches Element) und einem ineinander greifenden Aufnahmeelement (weibliches Element). Das ineinander greifende Steckelement kann einen halbkreisförmigen Querschnitt aufweisen. Das ineinander greifende Aufnahmeelement kann zwei nach innen gekrümmte Glieder aufweisen, die eine Aufnahme oder einen Kanal bilden, in den das ineinander greifende Steckelement schnappend eingreifen kann. Dies ist beispielsweise in
Figur 3 gezeigt. - Bei dem Verschluss 4 handelt es sich insbesondere bevorzugt um eine Schnappverbindung mit ineinander greifenden Gegenstücken, wobei es sich bei dem Verschlussstück 7 um ein ineinander greifendes Aufnahmeelement und bei dem Verschlussgegenstück 8 um ein ineinander greifendes Steckelement handelt.
- Bei dem Verschluss 4 kann es weiter um eine Steckverbindung, insbesondere eine Nut-Feder-Verbindung, handeln, wobei es sich bei dem Verschlussstück 7 um die Nut und bei dem Verschlussgegenstück 8 um die Feder handelt.
- Der Verschluss 4 teilt den Behälter leckdicht in eine erste Kammer 5 und eine zweite Kammer 6 innerhalb des Behälters. Unter dem Begriff "leckdicht" wird im vorliegenden Dokument verstanden, dass der Verschluss im geschlossenen Zustand keinen Austausch zwischen den in den beiden Kammern befindlichen Komponenten zulässt.
- Vorzugsweise handelt es sich bei dem Verschlussstück 7 um ein ineinander greifendes Aufnahmeelement mit im Wesentlichen halbkreisförmigem Querschnitt und bei dem Verschlussgegenstück 8 um ein ineinander greifendes Steckelement mit im Wesentlichen halbkreisförmigem Querschnitt.
- Es ist weiter vorteilhaft, wenn ein Teil des Spatels 9 das Verschlussgegenstück 8 bildet. Es ist jedoch auch möglich, dass ein Teil des Spatels 9 das Verschlussstück 7 bildet.
- Ein Teil eines Spatels 9 bildet das Verschlussstück 7 oder das Verschlussgegenstück 8, wie dies beispielsweise in den
Figuren 2a ,2b und3 gezeigt ist. Dies ist dahingehend von Vorteil, weil so eine schlanke Anordnung der Verpackung möglich, was unter beengten Platzverhältnissen vorteilhaft ist. So können, wie inFigur 4 gezeigt, die beiden Kammern 5/6 aufeinanderliegend angeordnet werden, wobei der Spatel 9 dazwischen zu liegen kommt. - Ein weiterer Vorteil ist eine Reduktion des Abfalls, da der Spatel einen Teil des Verschlusses 4 bildet. Weiter ist dadurch das Risiko eines Verlierens des Spatels vermindert.
- Der Spatel weist vorzugsweise abgerundete Ecken auf, dadurch wird das Risiko eines Verletzens/Beschädigens der Verpackung, insbesondere der Wände 2/3, vermindert.
- Der Spatel besteht vorzugsweise aus einem Kunststoff, insbesondere aus einem Kunststoff mit geringer Adhäsionskraft gegenüber Mehrkomponentenklebstoffen. Dies bietet den Vorteil, dass ein Applizieren von Mehrkomponentenklebstoffen unter Zuhilfenahme des Spatels vereinfacht wird. Auch ist es bevorzugt, wenn der Spatel durch Spritzgiessen hergestellt wird, da hierdurch die Herstellungskosten bei grossen Stückzahlen besonders gering ausfallen.
- Vorzugsweise besteht der Spatel 9 aus einem thermoplastischen Kunststoff, welcher ausgewählt ist aus der Gruppe bestehend aus Polyethylen mit hoher Dichte (HDPE), Polyethylen mit mittlerer Dichte (MDPE), Polyethylen mit tiefer Dichte (LDPE), Polyethylen (PE), Polypropylen (PP), Polyethylenterephthalat (PET), Polystyrol (PS), Polyvinylchlorid (PVC), Polyamide (PA), Ethylen-Vinylacetat (EVA), chlorsulfoniertes Polyethylen und thermoplastische Polyolefine (TPO).
- Der Behälter 1 wird gebildet aus einer ersten Wand 2 und einer gegenüberliegenden zweiten Wand 3. Typischerweise handelt es sich bei der ersten Wand 2 und der gegenüberliegenden zweiten Wand 3 um Wände aus flexiblem Material. Unter dem Begriff "flexibles Material" wird im vorliegenden Dokument ein Material verstanden, welches insbesondere ein Mischen der Inhalte unter Zuhilfenahme des Spatels und die Applikation des vermischten Inhalts unter Zuhilfenahme des Spatels, wie nachstehend beschrieben, erlaubt. Es ist weiter vorteilhaft, wenn es sich bei dem Material der Wände um ein Material handelt, welches ein Mischen der Inhalte durch Kneten von Hand erlaubt.
- Vorzugsweise weisen die Wände 2/3 ein Material ausgewählt aus der Gruppe bestehend aus Aluminium, Polyethylen mit tiefer Dichte (LDPE) und Polyamide (PA) auf.
- Die Dicke der Wände 2/3 beträgt vorzugsweise 50-300 µm, insbesondere 100-150 µm.
- Vorzugsweise weisen die Wände 2/3 eine Zugfestigkeit (Mittelwert) gemäss DIN EN IS0527-1 bis 3 von Längs ≥40, Quer ≥40, insbesondere Längs ≥50, Quer ≥50, auf und/oder eine Reissdehnung (Mittelwert) gemäss DIN EN ISO527-1 bis 3 von Längs ≥50, Quer ≥50, insbesondere Längs ≥60, Quer ≥60, auf.
- Vorzugsweise weist der Behälter eine den Behälter rahmenförmig umgebende Kontaktfläche 17 auf, die von einem Verbund der ersten Wand 2 und einer gegenüberliegenden zweiten Wand 3 gebildet wird, wobei der Verbund vorzugsweise durch Verschweissen und/oder Verkleben und/oder Krimpen der beiden Wände 2/3 gebildet wird. Dies ist kostengünstig und produziert wenig Abfall.
- Der Behälter weist eine erste Kammer 5 und eine zweite Kammer 6 auf. Der Behälter kann auch noch weitere Kammern aufweisen, welche durch weitere Verschlüsse leckdicht innerhalb des Behälters gebildet werden.
- Vorzugsweise befindet sich in der ersten Kammer 5 eine Komponente A 14 und in der zweiten Kammer 6 eine Komponente B 15, wobei Komponente A 14 und Komponente B 15 chemisch miteinander reagieren können.
- Vorzugsweise ist die Komponente B eine Verbindung, welche mit der Komponente A chemisch reagiert, insbesondere zur Polymerisation der Komponente A, beispielsweise durch Initiation oder Beschleunigung, und zur finalen Härtung der Komponente A führen kann. Unter "Polymerisation" wird in diesem Dokument die irgendwie geartete Überführung von niedermolekularen Verbindungen (Monomeren, Oligomeren, Prepolymeren) in hochmolekulare Verbindungen (Polymere, Makromoleküle, Polymerisate) verstanden und umfasst Polyaddition und Polykondensation.
- Vorzugsweise ist die Komponente A 14 und/oder die Komponente B (15) eine pastöse Substanz.Vorzugsweise weist die pastöse Substanz eine Viskosität gemäss DIN 53019 gemessen bei 25°C von 1 - 1000 Pa.s, insbesondere 5 - 100 Pa.s, bevorzugt insbesondere 10 - 50 Pa.s, auf.
- Vorzugsweise sind die Komponenten A 14 und B 15 Komponenten von Klebstoffzusammensetzungen und/oder Dichtstoffzusammensetzungen.
- Bevorzugt ist die Komponente A ein Klebstoff und die Komponente B ein Aushärtungsbeschleuniger.
- Vorzugsweise beträgt das Verhältnis des Volumens der Komponente B zum Volumen der Komponente A 1 : 1 - 1 : 10, insbesondere 1 : 2 - 1 : 5, bevorzugt 1 : 2 - 1 : 3.
- Vorzugsweise weist der Behälter 1 einen verschliessbaren Auslass 16 auf, welcher mit der ersten Kammer 5 oder der zweiten Kammer 6 verbunden ist, wie dies beispielsweise in
Figur 1 ersichtlich ist. - Vorzugsweise wird der Auslass 16 aus einem Kunststoff hergestellt, insbesondere aus einem Kunststoff mit geringer Adhäsionskraft gegenüber Mehrkomponentenklebstoffen. Dadurch kann ein gezieltes Öffnen des Behälters erreicht werden und eine exakte Applikation des Inhalts wird vereinfacht.
- Vorzugsweise handelt es sich bei dem verschliessbaren Auslass 16 um einen Auslass mit Schraubverschluss.
- In einem weiteren Aspekt betrifft die Erfindung ein Verfahren zur Applikation einer mehrkomponentigen Zusammenensetzung unter Verwendung einer Verpackung wie sie vorgehend beschrieben wurde aufweisend die Schritte:
- a) Öffnen des Verschlusses 4 und damit Verbinden der Inhalte der ersten Kammer 5 und der zweiten Kammer 6 innerhalb des Behälters,
- b) Mischen der Inhalte der ersten Kammer 5 und der zweiten Kammer 6 unter Zuhilfenahme jenes Teils des Spatels 9, welcher das Verschlussstück 7 oder das Verschlussgegenstück 8 bildet, ohne dass der Behälter geöffnet wird,
- c) Applikation des vermischten Inhalts der ersten Kammer 5 und der zweiten Kammer 6 unter Zuhilfenahme des Spatels 9.
- Vorzugsweise führt das Mischen in Schritt b) zu einem im Wesentlichen homogenen Vermischen der Inhalte der ersten und der zweiten Kammer.
- Vorzugsweise werden in Schritt b) der Inhalt der ersten Kammer 5 sowie der Inhalt der zweiten Kammer 6 in Längsrichtung von einem Ende des Behälters in das andere Ende des Behälters bewegt. Das Bewegen wird unter Zuhilfenahme des Teils des Spatels 9, welcher das Verschlussstück 7 oder das Verschlussgegenstück 8 bildet, ausgeführt, durch Drücken der ersten Wand 2 auf die gegenüberliegende zweite Wand 3 bei gleichzeitiger Bewegung in Längsrichtung des Behälters. Dies ist in
Figur 5 gezeigt. - Vorzugsweise wird das Bewegen des Inhalts der ersten Kammer 5 sowie des Inhalt der zweiten Kammer 6 in Längsrichtung von einem Ende des Behälters in das andere Ende des Behälters 4 - 8 mal ausgeführt, dies ist einem homogenen Vermischen der Komponenten zuträglich.
- Einer homogenen Vermischung der Komponenten besonders zuträglich ist es, wenn nach einem Bewegen des Inhalt der ersten Kammer 5 sowie des Inhalt der zweiten Kammer 6 in Längsrichtung von einem Ende des Behälters in das andere Ende des Behälters der Teil des Behälters, der im Wesentlichen frei von Inhalt der ersten Kammer 5 sowie Inhalt der zweiten Kammer 6 ist, aufgerollt wird und danach der Teil des Behälters, der im Wesentlichen den Inhalt der ersten Kammer 5 sowie Inhalt der zweiten Kammer 6 enthält, von Hand geknetet wird. Eine besonders homogene Vermischung wird erreicht, wenn das Bewegen Längsrichtung von einem Ende des Behälters in das andere Ende des Behälters 4 - 8 mal ausgeführt wurde.
- Einer homogenen Vermischung der Komponenten zuträglich ist weiter, wenn der Spatel 9 auf seiner gesamten Querrichtung keine Wölbung aufweist. Dadurch kann der Spatel nach Entfernen des Verschlusses 4 besonders gut zum Mischen der Inhalte der ersten Kammer 5 und der zweiten Kammer 6 benutzt werden, ohne dass der Behälter geöffnet/beschädigt wird. Durch Drücken des Spatels der ersten Wand 2 auf die gegenüberliegende zweiten Wand 3 bei gleichzeitiger Bewegung in Längsrichtung des Behälters werden erwähnte Inhalte gemischt, insbesondere bei mehrfacher Bewegung in Längsrichtung des Behälters. Eine solche Form des Spatels erlaubt eine hohe Flexibilität beim Bewegung des Spatels in Längsrichtung des Behälters unter Drücken des Behälters gegen einen Untergrund.
- Weiter ist es vorteilhaft, wenn der Spatel 9 einen Kopfbereich 10, einen Endbereich 11 und einen dazwischenliegenden Halsbereich 12 aufweist und der Endbereich 11 das Verschlussstück 7 oder das Verschlussgegenstück 8 bildet. Dies ist beispielsweise in
Figur 2a oder2b ersichtlich. Der Kopfbereich 10 kann vorzugsweise zur Applikation des vermischten Inhalts der ersten Kammer 5 und der zweiten Kammer 6 verwendet werden, insbesondere wenn der Kopfbereich 10, wie inFigur 2a gezeigt, mehrere, in regelmässigen Abständen in seitlicher Richtung angeordnete Vertiefungen 13 aufweist. Die Vertiefungen können beispielsweise halbkreisförmig, rechteckig, trapezförmig oder dreieckig ausgeformt sein, dies erlaubt eine gleichmässige Applikation in raupenform. - Es kann für eine gleichmässige Applikation jedoch auch vorteilhaft sein, wenn der Kopfbereich 10 in Bezug auf den seitlichen Querschnitt keilförmig ausgebildet ist, wie das in
Figur 2b ersichtlich ist. Dies ist insbesondere für das Verfüllen von Hohlräumen vorteilteilhaft. - Vorzugsweise weist der Halsbereich 12 des Spatels 9 ein Dicke von 1 - 5 mm auf.
- Ein solcher Spatel ist unter anderem deshalb vorteilhaft, weil er als Teil des Verschlusssystems die beiden Kammern voneinander trennen kann und dadurch stets verfügbar ist, insbesondere nicht verloren gehen kann. Weiter kann er aufgrund seiner Ausformung zum Mischen und Ausbringen der Inhalte der Kammern verwendet werden und er kann zur Verarbeitung/Applikation der gemischten Mehrkomponentenzusammensetzung, beispielsweise Verstreichen oder Formen, verwendet werden. Ein herkömmlicher Spatel, insbesondere mit zylinderförmigem Griff, weist typischerweise scharfe und/oder spitzige Flächen auf, welche sich zwar zur Verarbeitung/Applikation der gemischten Mehrkomponentenzusammensetzung geeignet sein mag, jedoch beim Mischen, insbesondere beim Drücken und Vorwärtsbewegen auf dem Behälter den Behälter beschädigen würde.
- Es kann weiter vorteilhaft sein, wenn der Mischzustand des Inhalts des Behälters vor Öffnen des Behälters festgestellt werden kann, beispielsweise dadurch, dass der Behälter, insbesondere eine Wand 2/3, mindestens teilweise, aus transparentem Material besteht.
- Die Schritte a)-c) finden in nachfolgender zeitlicher Reihenfolge statt. Zwischen Schritt b) und c) wird der Behälter geöffnet. Das Öffnen findet typischerweise durch Aufschneiden oder Aufreissen statt. Falls der Behälter einen Auslass 16 aufweist, wird vorzugsweise dieser geöffnet und die gemischte Zusammensetzung durch diesen appliziert.
- Selbstverständlich wird der Behälter typischerweise an jener Stelle geöffnet, an welcher sich die gemischte Zusammensetzung nach dem Mischen befindet.
- In einem Vergleichsversuch wurden bei drei Behältern, die in einer ersten Kammer einen Klebstoff auf Polyurethanbasis und in einer zweiten
- Kammer einen Aushärtungsbeschleuniger enthalten, der Verschluss geöffnet, indem die Nut-Feder-Verbindung geöffnet und entfernt wurde. Die Behälter bestehen aus zwei Wänden aus einem Schichtaufbau von Polyamid/LDPE/Aluminium/LDPE (Gesamtdicke einer Wand ca. 120 µm), welche durch eine Siegelnaht miteinander verbunden sind.
- Der erste Behälter wurde für eine Minute intensiv von Hand geknetet, danach wurde der Behälter mit einem Messer seitlich aufgeschnitten und der Inhalt von Hand in Form einer Raupe aus der Öffnung im Behälter auf ein Papier gedrückt.
- Der zweite und der dritte Behälter wiesen einen Spatel auf, dessen Endbereich die Feder des Verschlusses bildet.
- Bei dem zweiten Behälter wurde innerhalb von 60 Sekunden 6 mal unter Drücken mit dem Endbereich des Spatels der Inhalt der ersten und der zweiten Kammer vom linken Endbereich des Beutels in den rechten Endbereich des Beutels, respektive zurück, geschoben. Dabei wurde der Endbereich des Spatels über die gesamte Breite des Behälters in Längsrichtung geführt, damit im Wesentlichen kein Inhalt in dem Bereich verblieb, über welchen der Spatel geführt wurde. Danach wurde der Behälter mit einem Messer seitlich aufgeschnitten und der Inhalt von Hand in Form einer Raupe aus der Öffnung im Behälter auf ein Papier gedrückt.
- Bei dem dritten Behälter wurde innerhalb von 40 Sekunden 6 mal unter Drücken mit dem Endbereich des Spatels der Inhalt der ersten und der zweiten Kammer vom linken Endbereich des Beutels in den rechten Endbereich des Beutels, respektive zurück, geschoben. Dabei wurde der Endbereich des Spatels über die gesamte Breite des Behälters in Längsrichtung geführt, damit im Wesentlichen kein Inhalt in dem Bereich verblieb, über welchen der Spatel geführt wurde. Anschliessend wurde innerhalb von 5 Sekunden der flachgedrückte (und somit im Wesentlichen entleerte) Teil des Beutels aufgerollt wird und danach der Endbereich des Beutels, der im Wesentlichen den Inhalt der beiden Kammern enthält, von Hand für 10 Sekunden intensiv geknetet. Danach wurde der Behälter mit einem Messer seitlich aufgeschnitten und der Inhalt von Hand in Form einer Raupe aus der Öffnung im Behälter auf ein Papier gedrückt.
- Die drei vorgehend beschriebenen Verfahren wurden jeweils mindestens 3-mal ausgeführt. Bei dem ersten Verfahren (erster Behälter) wurden bei 2 Dritteln der Versuche eine mangelhafte, bei einem Drittel eine mässige Vermischung festgestellt, insbesondere waren aufgrund unterschiedlicher Farbgebung der Komponenten und Unterschiede in der Konsistenz der auf das Papier gedrückten Zusammensetzung die mangelhafte Vermischung von Auge feststellbar.
- Bei dem zweiten und dritten Verfahren (zweiter und dritter Behälter) wurden bei allen Versuchen eine gute, homogene Vermischung festgestellt, die auf das Papier gedrückten Zusammensetzung wies eine gleichmässige Farbgebung und Konsistenz auf. Weiter wurde durch Wägen festgestellt, dass die Menge der in der Verpackung verbleibenden Zusammensetzung bei dem ersten Verfahren um 50% höher war als in dem zweiten und dritten Verfahren. Durch Verwenden des Endbereichs des Spatels zum Herausdrücken der Zusammensetzung aus der Verpackung auf das Papier konnte die Menge der in der Verpackung verbleibenden Zusammensetzung weiter signifikant verringert werden.
- Selbstverständlich ist die Erfindung nicht auf die gezeigten und beschriebenen Ausführungsbeispiele beschränkt.
-
- 1
- Behälter
- 2
- Erste Wand
- 3
- Zweite Wand
- 4
- Verschluss
- 5
- Erste Kammer
- 6
- Zweite Kammer
- 7
- Verschlussstück
- 8
- Verschlussgegenstück
- 9
- Spatel
- 10
- Kopfbereich
- 11
- Endbereich
- 12
- Halsbereich
- 13
- Vertiefung
- 14
- Komponente A
- 15
- Komponente B
- 16
- Verschliessbarer Auslass
- 17
- Behälter rahmenförmig umgebende Kontaktfläche
Claims (14)
- Verpackung zur getrennten Lagerung und anschliessendem Mischen von mehreren Komponenten umfassend einen Behälter (1) gebildet aus einer ersten Wand (2) und einer gegenüberliegenden zweiten Wand (3), einem Verschluss (4), welcher den Behälter in eine erste Kammer (5) und eine zweite Kammer (6) leckdicht innerhalb des Behälters teilt, wobei der Verschluss (4) aus einem Verschlussstück (7), welches auf der ersten Wand (2) angeordnet ist, und einem Verschlussgegenstück (8), welches auf der gegenüberliegenden zweiten Wand (3) angeordnet ist, gebildet wird, wobei ein Teil eines Spatels (9) das Verschlussstück (7) oder das Verschlussgegenstück (8) bildet.
- Verpackung gemäss Anspruch 1, dadurch gekennzeichnet, dass es sich bei dem Verschluss (4) um eine Schnappverbindung mit ineinander greifenden Gegenstücken handelt, wobei es sich bei dem Verschlussstück (7) um ein ineinander greifendes Aufnahmeelement und bei dem Verschlussgegenstück (8) um ein ineinander greifendes Steckelement handelt.
- Verpackung gemäss Anspruch 2, dadurch gekennzeichnet, dass es sich bei dem Verschlussstück (7) um ein ineinander greifendes Aufnahmeelement mit im Wesentlichen halbkreisförmigem Querschnitt und bei dem Verschlussgegenstück (8) um ein ineinander greifendes Steckelement mit im Wesentlichen halbkreisförmigem Querschnitt handelt.
- Verpackung gemäss Anspruch einem der Ansprüche 2 oder 3, dadurch gekennzeichnet, dass ein Teil eines Spatels (9) das Verschlussgegenstück (8) bildet.
- Verpackung gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Spatels (9) aus einem aus einem thermoplastischen Kunststoff, welcher ausgewählt ist aus der Gruppe bestehend aus Polyethylen mit hoher Dichte (HDPE), Polyethylen mit mittlerer Dichte (MDPE), Polyethylen mit tiefer Dichte (LDPE), Polyethylen (PE), Polypropylen (PP), Polyethylenterephthalat (PET), Polystyrol (PS), Polyvinylchlorid (PVC), Polyamide (PA), Ethylen-Vinylacetat (EVA), chlorsulfoniertes Polyethylen und thermoplastische Polyolefine (TPO), besteht.
- Verpackung gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Spatel (9) auf seiner gesamten Querrichtung keine Wölbung aufweist.
- Verpackung gemäss einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass sich in der ersten Kammer (5) eine Komponente A (14) und in der zweiten Kammer (6) eine Komponente B (15) befindet, wobei Komponente A (14) und Komponente B (15) chemisch miteinander reagieren können.
- Verpackung gemäss Anspruch 7, dadurch gekennzeichnet, dass die Komponente A (14) und/oder die Komponente B (15) eine pastöse Substanz ist.
- Verpackung gemäss Anspruch 7 oder 8, dadurch gekennzeichnet, dass die Komponenten A (14) und B (15) Komponenten von Klebstoffzusammensetzungen und/oder Dichtstoffzusammensetzungen sind.
- Verpackung gemäss Anspruch 7 bis 9, dadurch gekennzeichnet, dass das Verhältnis des Volumens der Komponente B (15) zum Volumen der Komponente A (14) 1 : 1 - 1 : 10, insbesondere 1 : 2 - 1 : 5, bevorzugt 1:2 - 1: 3, beträgt.
- Verfahren zur Applikation einer mehrkomponentigen Zusammensetzung unter Verwendung einer Verpackung gemäss einem der Ansprüche 1 - 10 aufweisend die Schritte:a) Öffnen des Verschlusses (4) und damit Verbinden der Inhalte der ersten Kammer (5) und der zweiten Kammer (6) innerhalb des Behälters,b) Mischen der Inhalte der ersten Kammer (5) und der zweiten Kammer (6) unter Zuhilfenahme jenes Teils des Spatels (9), welcher das Verschlussstück (7) oder das Verschlussgegenstück (8) bildet, ohne dass der Behälter geöffnet wird,c) Applikation des vermischten Inhalts der ersten Kammer (5) und der zweiten Kammer (6) unter Zuhilfenahme des Spatels (9).
- Verfahren gemäss Anspruch 11, dadurch gekennzeichnet, dass in Schritt b) der Inhalt der ersten Kammer (5) sowie der Inhalt der zweiten Kammer (6) in Längsrichtung von einem Ende des Behälters in das andere Ende des Behälters bewegt werden, wobei das Bewegen unter Zuhilfenahme des Teils des Spatels (9), welcher das Verschlussstück (7) oder das Verschlussgegenstück (8) bildet, ausgeführt wird, durch Drücken der ersten Wand (2) auf die gegenüberliegende zweiten Wand (3) bei gleichzeitiger Bewegung in Längsrichtung des Behälters.
- Verfahren gemäss Anspruch 12, dadurch gekennzeichnet, dass das Bewegen des Inhalt der ersten Kammer (5) sowie des Inhalt der zweiten Kammer (6) in Längsrichtung von einem Ende des Behälters in das andere Ende des Behälters 4 - 8 mal ausgeführt wird.
- Verfahren gemäss Anspruch 12 oder 13, dadurch gekennzeichnet, dass nach einem Bewegen des Inhalt der ersten Kammer (5) sowie des Inhalt der zweiten Kammer (6) in Längsrichtung von einem Ende des Behälters in das andere Ende des Behälters der Teil des Behälters, der im Wesentlichen frei von Inhalt der ersten Kammer (5) sowie Inhalt der zweiten Kammer (6) ist, aufgerollt wird und danach der Teil des Behälters, der im Wesentlichen den Inhalt der ersten Kammer (5) sowie Inhalt der zweiten Kammer (6) enthält, von Hand geknetet wird.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11188958.0A EP2592018A1 (de) | 2011-11-14 | 2011-11-14 | Verpackung von Mehrkomponentenzusammensetzungen |
| EP12788495.5A EP2780257A1 (de) | 2011-11-14 | 2012-11-13 | Verpackung von mehrkomponentenzusammensetzungen |
| BR112014008571A BR112014008571A2 (pt) | 2011-11-14 | 2012-11-13 | embalagens para composições de multicomponentes |
| CN201280050959.5A CN103874640A (zh) | 2011-11-14 | 2012-11-13 | 用于多组分组合物的包装 |
| PCT/EP2012/072500 WO2013072313A1 (de) | 2011-11-14 | 2012-11-13 | Verpackung von mehrkomponentenzusammensetzungen |
| US14/276,468 US20140248436A1 (en) | 2011-11-14 | 2014-05-13 | Packaging for multi-component compositions |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP11188958.0A EP2592018A1 (de) | 2011-11-14 | 2011-11-14 | Verpackung von Mehrkomponentenzusammensetzungen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2592018A1 true EP2592018A1 (de) | 2013-05-15 |
Family
ID=47216240
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11188958.0A Withdrawn EP2592018A1 (de) | 2011-11-14 | 2011-11-14 | Verpackung von Mehrkomponentenzusammensetzungen |
| EP12788495.5A Withdrawn EP2780257A1 (de) | 2011-11-14 | 2012-11-13 | Verpackung von mehrkomponentenzusammensetzungen |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12788495.5A Withdrawn EP2780257A1 (de) | 2011-11-14 | 2012-11-13 | Verpackung von mehrkomponentenzusammensetzungen |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20140248436A1 (de) |
| EP (2) | EP2592018A1 (de) |
| CN (1) | CN103874640A (de) |
| BR (1) | BR112014008571A2 (de) |
| WO (1) | WO2013072313A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3020654A1 (de) * | 2014-11-12 | 2016-05-18 | Sigismund Laskowski | Mehrkammer-aufbewahrungsbehälter, in einen behandlungsmittel-behälter umwandelbar |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014005569A1 (de) * | 2014-04-16 | 2015-10-22 | Fresenius Medical Care Deutschland Gmbh | Mehrkammerbeutelöffnungshilfe |
| CN106628648A (zh) * | 2015-07-28 | 2017-05-10 | 李和伟 | 一种改性膜布的新型包装装置 |
| EP3162726A1 (de) * | 2015-10-30 | 2017-05-03 | HILTI Aktiengesellschaft | Mehrkammer-folienbeutel und dessen verwendung |
| CN105501690B (zh) * | 2015-10-31 | 2018-09-14 | 重庆利尔达科技开发有限公司 | 一种外隔离一体式双组份胶容器及其制作方法 |
| EP4419447A4 (de) * | 2021-10-19 | 2025-08-27 | Greenonyx Ltd | Mischpackung für wasserpflanzen |
| USD1079485S1 (en) * | 2023-11-14 | 2025-06-17 | Mas Marketing Holding Company, Llc | Package for food |
| USD1079486S1 (en) * | 2023-11-14 | 2025-06-17 | Mas Marketing Holding Company, Llc | Package for food |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4023675A (en) * | 1975-01-29 | 1977-05-17 | Antonius Bernardus Claasen | Packing for impression material for dental use |
| US4039076A (en) * | 1976-02-26 | 1977-08-02 | Fabrique D'horlogerie Cms. Tissot Et Fils S.A. | Packaging and display arrangement for chemicals |
| JPS563844U (de) * | 1979-06-20 | 1981-01-14 | ||
| DE8616763U1 (de) * | 1986-06-24 | 1987-07-30 | Waller, Christoph, 7400 Tübingen | Behälter zum Verpacken und blasenfreien Vermengen von gießbaren Zweikomponenten-Silikonharzen |
| EP1693043A1 (de) * | 2003-12-02 | 2006-08-23 | Fuso Pharmaceutical Industries Ltd. | Doppelkammer-behälter |
| JP2007117211A (ja) * | 2005-10-25 | 2007-05-17 | Otsuka Pharmaceut Factory Inc | 輸液バッグ |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2649772C3 (de) * | 1976-10-29 | 1979-09-27 | Hago - Chemie Gmbh + Co Chemisch- Technische Produkte Kg, 8000 Muenchen | Vorrichtung zur getrennten Aufbewahrung und anschließenden Vermischung fließfähiger, pastöser und/oder löslicher Stoffe |
| DE8914942U1 (de) * | 1989-12-19 | 1990-02-01 | B. Braun Melsungen Ag, 3508 Melsungen | Verschlußvorrichtung |
| DE4204181A1 (de) * | 1992-02-13 | 1993-08-19 | Degussa | Mischpackbeutel |
| GB2272197B (en) * | 1992-11-10 | 1996-02-07 | Astor Stag Ltd | Packaging for multicomponent reactive systems |
| JP2001080681A (ja) * | 1999-07-13 | 2001-03-27 | Toli Corp | 反応性物質の貯蔵方法、及び反応性物質の混合容器、及び添加用物質の混合容器、及び当該混合容器に用いられる補助部材 |
-
2011
- 2011-11-14 EP EP11188958.0A patent/EP2592018A1/de not_active Withdrawn
-
2012
- 2012-11-13 BR BR112014008571A patent/BR112014008571A2/pt not_active IP Right Cessation
- 2012-11-13 EP EP12788495.5A patent/EP2780257A1/de not_active Withdrawn
- 2012-11-13 WO PCT/EP2012/072500 patent/WO2013072313A1/de not_active Ceased
- 2012-11-13 CN CN201280050959.5A patent/CN103874640A/zh active Pending
-
2014
- 2014-05-13 US US14/276,468 patent/US20140248436A1/en not_active Abandoned
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4023675A (en) * | 1975-01-29 | 1977-05-17 | Antonius Bernardus Claasen | Packing for impression material for dental use |
| US4039076A (en) * | 1976-02-26 | 1977-08-02 | Fabrique D'horlogerie Cms. Tissot Et Fils S.A. | Packaging and display arrangement for chemicals |
| JPS563844U (de) * | 1979-06-20 | 1981-01-14 | ||
| DE8616763U1 (de) * | 1986-06-24 | 1987-07-30 | Waller, Christoph, 7400 Tübingen | Behälter zum Verpacken und blasenfreien Vermengen von gießbaren Zweikomponenten-Silikonharzen |
| EP1693043A1 (de) * | 2003-12-02 | 2006-08-23 | Fuso Pharmaceutical Industries Ltd. | Doppelkammer-behälter |
| JP2007117211A (ja) * | 2005-10-25 | 2007-05-17 | Otsuka Pharmaceut Factory Inc | 輸液バッグ |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3020654A1 (de) * | 2014-11-12 | 2016-05-18 | Sigismund Laskowski | Mehrkammer-aufbewahrungsbehälter, in einen behandlungsmittel-behälter umwandelbar |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2780257A1 (de) | 2014-09-24 |
| WO2013072313A1 (de) | 2013-05-23 |
| US20140248436A1 (en) | 2014-09-04 |
| BR112014008571A2 (pt) | 2017-04-18 |
| CN103874640A (zh) | 2014-06-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2592018A1 (de) | Verpackung von Mehrkomponentenzusammensetzungen | |
| DE69413844T2 (de) | Mehrkomponenten-verpackungssystem | |
| EP0700280B1 (de) | Peelfähige polymere mehrschichtfolie für einen medizinischen mehrkammerbeutel und verfahren zu dessen herstellung | |
| DE60208514T2 (de) | Vorrichtung zur getrennten Verpackung und gemeinsamen Ausgabe von zwei Produkten | |
| DE69312632T2 (de) | Beutel für mindestens zwei getrennt aufzubewahrende und zu mischende Substanzen | |
| DE2649316C2 (de) | Doppelkammerbehälter zur Verabreichung von zwei Einzeldosen oder zweier Einzelkomponenten und Verfahren zu seiner Herstellung | |
| DE69002238T2 (de) | Vorrichtung zum aufnehmen und abgeben dosierter mengen pastösen materials sowie verfahren zu ihrer herstellung. | |
| DE102013018707A1 (de) | Behältnis zum dosierbaren Abgeben eines Fluids und ein Gebindesystem mit einem solchen Behältnis | |
| DE19639707A1 (de) | Behälter zum Abdichten von Reifen bei Pannen | |
| DE102008001658A1 (de) | Foliengebinde mit nebeneinander angeordneten Folienbeuteln | |
| EP3131518A1 (de) | Mehrkammerbeutelöffnungshilfe | |
| EP1609739B1 (de) | Einmal-Spendevorrichtung und Verfahren zur Herstellung einer Einmal-Spendevorrichtung | |
| DE1486175A1 (de) | Zusammendrueckbarer Behaelter | |
| DE2649772A1 (de) | Vorrichtung zur getrennten aufbewahrung und anschliessenden vermischung fliessfaehiger, pastoeser und/oder loeslicher stoffe | |
| EP3019325B1 (de) | Gefässeinrichtung, werkzeugeinrichtung zur herstellung einer zumindest teilweise und/oder zumindest bereichsweise blasgeformten gefässeinrichtung, herstellungsverfahren | |
| EP3368435B1 (de) | Mehrkammer-folienbeutel und dessen verwendung | |
| DE3143671A1 (de) | "auspressbarer behaelter" | |
| EP3829992B1 (de) | Tubenverpackung | |
| DE202018105661U1 (de) | Kartusche für ein Misch- und Austragssystem | |
| EP1947028A2 (de) | Vorrichtung zur Lagerung und Dosierung einer Mehrzahl von Komponenten | |
| DE4204181A1 (de) | Mischpackbeutel | |
| EP1692053B1 (de) | Vorratsgebinde sowie verschlusskappe für ein vorratsgebinde | |
| DE10349089B3 (de) | Verpackung und Verfahren zum Herstellen einer Verpackung | |
| EP2277801A1 (de) | Vorrichtung zur Lagerung und Dosierung einer Mehrzahl von Komponenten | |
| DE102014009990A1 (de) | Einwegbehältnis für 2-Komponenten-Reaktionswerkstoffe sowie Verfahren zu dessen Herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20131116 |