EP2592006B1 - Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut - Google Patents
Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut Download PDFInfo
- Publication number
- EP2592006B1 EP2592006B1 EP13154434.8A EP13154434A EP2592006B1 EP 2592006 B1 EP2592006 B1 EP 2592006B1 EP 13154434 A EP13154434 A EP 13154434A EP 2592006 B1 EP2592006 B1 EP 2592006B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- material sheet
- packaging material
- packaged
- product
- packing material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004806 packaging method and process Methods 0.000 title claims description 44
- 238000000034 method Methods 0.000 title claims description 39
- 239000005022 packaging material Substances 0.000 claims description 73
- 239000000853 adhesive Substances 0.000 claims description 37
- 230000001070 adhesive effect Effects 0.000 claims description 34
- 239000000126 substance Substances 0.000 claims description 15
- 230000007797 corrosion Effects 0.000 claims description 12
- 238000005260 corrosion Methods 0.000 claims description 12
- 238000003860 storage Methods 0.000 claims description 11
- 230000002401 inhibitory effect Effects 0.000 claims description 8
- 239000000463 material Substances 0.000 description 153
- 238000012856 packing Methods 0.000 description 143
- 239000002390 adhesive tape Substances 0.000 description 19
- 238000000576 coating method Methods 0.000 description 17
- 239000011248 coating agent Substances 0.000 description 10
- 238000005304 joining Methods 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 239000004033 plastic Substances 0.000 description 8
- 238000004026 adhesive bonding Methods 0.000 description 6
- 239000003570 air Substances 0.000 description 6
- 238000011161 development Methods 0.000 description 5
- 230000018109 developmental process Effects 0.000 description 5
- 239000000123 paper Substances 0.000 description 5
- 239000002985 plastic film Substances 0.000 description 5
- 229920006255 plastic film Polymers 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- 239000000428 dust Substances 0.000 description 4
- 230000002349 favourable effect Effects 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 230000001681 protective effect Effects 0.000 description 4
- 239000011888 foil Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000010943 off-gassing Methods 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 241001163841 Albugo ipomoeae-panduratae Species 0.000 description 1
- 229910001335 Galvanized steel Inorganic materials 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000008397 galvanized steel Substances 0.000 description 1
- 238000012858 packaging process Methods 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/006—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers in stretch films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/50—Enclosing articles, or quantities of material, by disposing contents between two sheets, e.g. pocketed sheets, and securing their opposed free margins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/58—Applying two or more wrappers, e.g. in succession
- B65B11/585—Applying two or more wrappers, e.g. in succession to stacked articles, e.g. pallettised loads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B35/00—Supplying, feeding, arranging or orientating articles to be packaged
- B65B35/30—Arranging and feeding articles in groups
- B65B35/50—Stacking one article, or group of articles, upon another before packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/02—Applying adhesives or sealing liquids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/04—Applying separate sealing or securing members, e.g. clips
- B65B51/06—Applying adhesive tape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B53/00—Shrinking wrappers, containers, or container covers during or after packaging
- B65B53/02—Shrinking wrappers, containers, or container covers during or after packaging by heat
- B65B53/06—Shrinking wrappers, containers, or container covers during or after packaging by heat supplied by gases, e.g. hot-air jets
- B65B53/066—Mobile frames, hoods, posts or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D19/00—Pallets or like platforms, with or without side walls, for supporting loads to be lifted or lowered
- B65D19/0004—Rigid pallets without side walls
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/0088—Palletisable loads, i.e. loads intended to be transported by means of a fork-lift truck
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D71/00—Bundles of articles held together by packaging elements for convenience of storage or transport, e.g. portable segregating carrier for plural receptacles such as beer cans or pop bottles; Bales of material
- B65D71/02—Arrangements of flexible binders
- B65D71/04—Arrangements of flexible binders with protecting or supporting elements arranged between binder and articles or materials, e.g. for preventing chafing of binder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D75/00—Packages comprising articles or materials partially or wholly enclosed in strips, sheets, blanks, tubes, or webs of flexible sheet material, e.g. in folded wrappers
- B65D75/28—Articles or materials wholly enclosed in composite wrappers, i.e. wrappers formed by associating or interconnecting two or more sheets or blanks
- B65D75/30—Articles or materials enclosed between two opposed sheets or blanks having their margins united, e.g. by pressure-sensitive adhesive, crimping, heat-sealing, or welding
Definitions
- the present invention relates to a method for packaging a packaged goods, in particular a product stack formed with several Gut Sharingap. Furthermore, the invention relates to a packaging for a packaged goods.
- the present invention is applicable to a variety of goods and goods to be packaged, the present invention and the problems underlying it will be described in more detail below with reference to the packaging of a stack of goods in the form of a laminated core formed from individual stacked metal sheets.
- a stack of stacked metal sheets transported by the manufacturer or dealer to a customer or the stack must be stored before, it is desirable to protect the stacked sheets during transport or storage from dirt and moisture in particular, so that the goods Customers achieved in a condition of integrity.
- metal sheets in particular, it should be prevented that the sheets begin to corrode.
- galvanized steel sheets or objects for example, the aim is to avoid the formation of unsightly white rust on their surface.
- the laminated core can be surrounded with an airtight packaging wrapper to make a supply moister Prevent air masses from the storage or transport environment.
- FR 0 249 534 discloses a method for packaging a packaged good.
- the object of the present invention is thus to provide a method which makes it possible to package a packaged goods in such a way that the packaged goods are protected on the one hand against the ingress of dirt and moisture and on the other hand the packings are opened by hand in a simple manner without tools can. It is another object of the present invention to provide a corresponding packaging for a packaged product.
- This object is achieved by a method for packaging a packaged goods with the features of claim 1 and by a package for a packaged with the features of claim 13 solved.
- the first packing material sheet and the second packing material sheet are adhesively detachable and in particular reconnectably connected in a respective predetermined first area along a first portion of a circumference of the support element.
- a packaging for a packaged product in particular for a stack of goods formed with several Gutstapel, is provided, which is produced in particular by means of the method according to the invention.
- the packaging has a support element, in particular a pallet, for carrying the packaged goods.
- the packaging has a first packaging material sheet and a second packaging material sheet, wherein the first and the second packaging material sheet are partially connected to one another.
- the first packing material sheet and the second packing material sheets are adhesively detachable and in particular reconnectably connected in a respective predetermined first area along a first portion of a circumference of the support element.
- the idea of the present invention is to connect the first and second dunnage sheets along two different portions of the circumference of the support member in different ways. While the two Packmaterialbögen along the first portion of the circumference in the first area are adhesively and detachably connected to each other, the connection along the second portion is such that the two Packmaterialbögen can be solved by destroying the packaging of the pack again from each other. Due to the releasable adhesive bond along the first section, on the one hand a tight connection of the packing material sheets is achieved, on the other hand the mutually adhering first regions of the two packing material sheets can be detached from one another manually to open the packaging along the first section.
- a different kind of connection of the first and second packing material sheets along the second portion of the circumference of the support element preferably contributes to the fact that the two packing material sheets do not detach in an unpractical manner when opening the packaging completely.
- the forces required to separate the first dunnage sheet from the second dunnage sheet along the second portion are substantially greater than those necessary to peel off the two dunnage sheets in the first region along the first portion.
- the joining of the first and the second packing material sheet in the first region can in particular be effected in such a way that the packing material sheets can be reconnected in the first region, for example by re-adhering to one another.
- This is also advantageous, because if it is in the packaged goods to a good stack, it can be removed from the packaging in a simple manner, only a portion of the packaged goods. For a continued storage of the remaining, to be taken at a later time good, the packaging can be quickly and easily sealed again corrosion-resistant.
- the respective first region is edge regions of the first and second packaging material sheets.
- the respective second region is likewise edge regions of the first and second packaging material sheets.
- a part of the first packing material sheet projecting beyond the packaged goods is folded away from the carrying element towards side surfaces of the packaged goods.
- an underside of the first packaging material sheet in the first and second regions is overlapped with an underside of the second packaging material sheet.
- a part of the first packing material sheet projecting beyond the packaged goods is folded away from the packaged goods to side faces of the carrying element.
- an upper side of the first packaging material sheet in the first and second regions may be overlapped with an underside of the second packaging material sheet. In this way, in addition, penetration of, for example, water between the first packing material sheet and the support element can be avoided, which may be favorable in the case of a wooden support element.
- the first packing material sheet along the first portion of the circumference of the support member is additionally connected to the side surfaces of the support member.
- the first packing material sheet for joining with the side surfaces of the support member by means of a blunt mandrel is stitched to the side surfaces of the support member or attached by means of staples.
- a double-sided adhesive tape is applied in the respective first area to the first packaging material sheet or to the second packaging material sheet for adhesive bonding along the first portion.
- the connection in the first region can thereby be effected in a cost-effective manner.
- the use of double-sided adhesive tape allows a locally very flexible choice of position and extent of the first area, which may be of particular advantage when packaged goods or stacks of very different sizes, for example, stacks of different cut sheets, to be packed successively.
- the double-sided adhesive tape can be glued on site as needed in the packaging process. Furthermore, the adhered amount of the double-sided adhesive tape can be varied to adjust the force to be applied to release the joint in the first area.
- the first packing material sheet and / or the second packing material sheet for adhesive bonding along the first portion of the circumference of the support member are coated with an adhesive at least in the respective first region.
- a separate tape can be dispensed with. If only a part of a respective surface of the first and / or the second packing material sheet, in particular in the respective first area, coated with adhesive, then also sticking one or both of the Packmaterialbögen to the packaged, such as the sheets, avoided and the Removal of packaged goods are made possible. This refinement can also be used to reliably prevent adhesive traces from remaining on the packaged item after removal from the pack.
- the first and second packing material sheets can also be provided with different coatings, which are formed such that only at a mutual Touching these two coatings an adhesive effect is achieved.
- the first packing material sheet and / or the second packing material sheet for the adhesive bonding along the first portion of the circumference of the support member are formed self-adhesive at least in the respective first region.
- a suitable choice of material for the respective packing material sheet For example, a packing material sheet or both may be formed as an electrostatically charged film or as a film which already has favorable adhesion properties without adhesive coating. In this way can be dispensed with adhesive tapes and adhesive coatings. The method can thus be carried out in a particularly simple manner and a combination of particularly good tightness can be achieved.
- the partially overlapping first and second dunnage sheets in the first region are pressed against each other and against the side surfaces of the support member or against the side surfaces of the package to assist the adhesive bond.
- This pressing can be effected, for example, by means of a rotating roller guided along the respective side surface, an equally rotating rotary round brush or else a flat brush brushing over the upper side of the second packing material sheet along the first section of the circumference of the support element.
- the first packaging material sheet and the second packaging material sheet are joined together by joining along the first portion and along the second portion substantially along the entire circumference of the support member. Thereby, a tight closure along the entire circumference of the support element can be brought about.
- vertically extending folds which are formed there by excess material of the first and second packing material sheets, are applied flat to the packaged goods and / or to the carrier element and attached to the outside of the second packing material sheet.
- This attachment can be done for example by applying an adhesive to the fold before applying, by sticking a double-sided adhesive tape on the fold before applying this or by pasting over the edge of the fold with a single-sided adhesive tape.
- the packaged item is enclosed on all sides and in particular in an air-tight and moisture-tight manner. This is for a protection of the packaged goods against the ingress of moisture and dirt of particular advantage.
- a moisture-binding substance and / or a volatile at a storage temperature of the packaged material, corrosion-inhibiting chemical is introduced between the packaged product and the first packing material sheet and / or between the packaged and the second packing material sheet.
- the first and / or the second packing material sheet are provided on a surface facing the packaged goods at least in sections with such a substance and / or such a chemical or contain same.
- Moisture-binding substances within the packaging are advantageous, in particular in the case of an airtight sealing of the packaged goods in relation to the outside atmosphere, since they allow a largely dry atmosphere to be obtained within the packaging.
- the first and / or the second packing material sheet are formed with a plastic film.
- the plastic film may in particular be welded.
- Plastic films provide good protection against moisture and also dust and allow the production of dense connections.
- first and / or the second packing material sheet can also be formed with a paper, in particular a plastic-coated and / or fiber-reinforced paper.
- a paper in particular a plastic-coated and / or fiber-reinforced paper.
- the support element is designed as a transport pallet made of wood, plastic or metal. This allows easy handling of the packaged packaged goods, for example by means of a truck. In particular, it may also be a pallet with standardized dimensions, which may prove advantageous during transport and storage of the packaged goods.
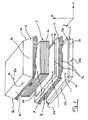
- FIG. 1 illustrates the implementation of a method for packaging a packaged product 1 according to a first exemplary embodiment of the invention on the basis of an exploded view.
- a support member 2 is first provided.
- the support element 2 serves to carry the packaged goods 1 and can in particular comprise a pallet, for example made of plastic, wood, metal or another suitable material.
- a first packing material sheet 3 is placed on the support member 2, for example, as in FIG. 1 illustrated, viewed along a vertical direction Z, from above.
- the first packing material sheet 3 may be, for example, a sheet of plastic-coated and preferably fiber-reinforced paper or a plastic film of suitable thickness and tear strength.
- the packaged product 1 is arranged on the first packing material sheet 3.
- the packaged goods 1 can be placed as a whole stack of goods on the resting on the support element 2 first packing material sheet 3, or the Gut Communitye 1a can be placed individually.
- the packaged product 1 is placed such that it does not protrude laterally beyond the support element 2, although a lateral projection of the packaged product 1 via the support element 2 is possible.
- a second packing material sheet 6 which may be formed from the same material as the first packing material sheet 3, placed on a top 7 of the packaged goods 1.
- the second packing material sheet 6 can also be formed, for example, with a plastic-coated and preferably fiber-reinforced paper or with a plastic film.
- the two Packmaterialbögen 3 and 6 can be made transparent or non-transparent as desired or printed with information or handling instructions or the like.
- the first packing material sheet 3 is partially connected to the second packing material sheet 6.
- This joining takes place along two sections 11, 12 of a circumference of the support element 2, wherein FIG. 1 the first portion 11 of the circumference in dotted line, the second portion 12 are indicated in dash-dotted line.
- the two sections 11, 12 each extend approximately along the half of the circumference, wherein they adjoin each other approximately in the middle of two opposite side surfaces 13b, 13d of the support element 2.
- the other two, also opposite side surfaces of the support member 2 are denoted by the reference numerals 13a, 13c.
- the first and second portions 11 and 12 are common to that in FIG FIG.
- the first and second sections 11, 12 may, however, also extend over different sized portions of the circumference of the support element 2. So could the first section 11, for example, limited to that part of the circumference of the support member 2, which is associated with the side surface 13c. In this case, the second portion 12 may extend over the side surfaces 13d, 13a and 13b. On the other hand, however, the first portion 11 can also be chosen to be larger and include the circumference of the support element 2 in the region of three side surfaces 13b, 13c, 13d, while the second portion 12 remains limited to the fourth side surface 13d.
- the joining of the first packing material sheet 3 with the second packing material sheet 6 takes place along the first portion 11 in a respective predetermined first, in FIG FIG. 1 dotted area 14 of the first dunnage sheet 3 and the second dunnage sheet 6. Further, the joining takes place along the second portion 12 in a respective predetermined second, in FIG. 1 hatched area 15 of the first dunnage sheet 3 and the second dunnage sheet 6.
- the two dunnage sheets 3 and 6 are joined according to the first embodiment of the present invention in the first region 14 in a manner which depends on the type of joint in the second region 15 is different.
- the dunnage sheets 3 and 6 are adhesively bonded together in the first region 14.
- This adhesive bond in region 14 is dense on the one hand, for example against the ingress of moist air, dust and water, and on the other hand releasably formed, in particular such that the two Packmaterialbögen 3 and 6 along the portion 11 after or during transport or storage To open the packaging from each other can be easily solved by hand.
- a person can deduct the two in the first region 14 adhering to each other Packmaterialbögen 3, 6 with a manually easily manageable effort.
- no knife or the like is necessary to gain access to the packaged packaged goods 1.
- connection in the first region 14 is made such that the first and the second packing material sheets 3 and 6 can be reconnected to each other in the first region 14 after opening the package and preferably also tightly without the need for a tool.
- the packaged goods 1 inspected or subsets of the packaged product 1, for example, several metal sheets 1a, removed and the packaging are then closed again in such a way that the packaged 1 or the remaining remaining packaged even before corrosion and Remain protected pollution.
- first packing material sheet 3 and the second packing material sheet 6 are joined together along the second portion 12 of the circumference of the support element 2 in the respective second region 15 such that the first and second packing material sheets in the second region 15 only by destroying the packaging again can be solved from each other.
- the connection in the second region 15 is formed in such a way that the forces to be applied to separate the first packing material sheet 3 from the second packing material sheet 6 along the second portion 12 are substantially higher than those forces required to detach the two packing material sheets 3 and 6 from each other in the first area 14 are necessary.
- the two Packmaterialbögen 3, 6 can thus be easily opened and repulsed by a person even with larger packaged goods without the Packmaterialbögen get confused.
- FIG. 2 the packaged goods 1 packaged in accordance with the method according to the first exemplary embodiment of the invention are shown in a cross-sectional view.
- the parts of the first packing material sheet 3 protruding beyond the packaged goods 1, of which those in FIG. 2
- only the two parts 5a, 5c are visible, folded away from the packaged product 1 and folded or folded toward the side surfaces of the support element 2.
- the protruding part 5c of the first packing material sheet 3 is folded down toward the side surface 13c of the support member 2, while on the opposite side of the support member 2, the protruding part 5a of the first packing material sheet 3 is folded against the side surface 13a of the support member 2 ,
- an upper side 17 of the first packaging material sheet 3 in the first region 14 and the second region 15 can be brought into overlapping contact with an underside 18 of the second packaging material sheet 6.
- FIG. 3 shows the packaged by the method according to the first embodiment packaged 1 1 in a plan view, ie along the vertical direction Z seen from above.
- the packaged product 1 and the support member 2 in the plan view here by way of example substantially rectangular
- the method of the invention is also applicable to support elements and packaged goods other form and in particular can also find application, a quite irregularly shaped packaged to For example, sheet metal panels with an arbitrarily cut outer edge, to be packaged on a pallet that is essentially rectangular in plan view.
- the support element 2 and the packaged goods 1 are in FIG. 3 covered by the two Packmaterialbögen 3, 6 and are therefore only indicated by dashed lines.
- the first packaging material sheet 3 placed on the carrier element 2 and the second packaging material sheet 6 placed on the packaged article 1 are preferably made of a flat material which, as already explained, can be formed with a suitable paper or a suitable film, for example of a roll is handled, separated.
- a fold can also result in the region of the corners of the packaged product 1 due to surplus material.
- the folds 19a-d result.
- the packing material sheet 3 preferably projects beyond the packaged goods 1 in the area of all side surfaces 13a-d.
- the packing material sheet 6 is preferably placed such that the packaged product 1 is completely covered in its circumferential direction. In this way, the packaged product 1 can be enclosed on all sides and, in particular, in a manner that is impermeable to air, dust and moisture, after joining the first packaging material sheet 3 with the second packaging material sheet 6.
- FIG. 4 serves to illustrate a method for packaging a packaged product according to a second embodiment the invention.
- the method and the packaging produced by the method according to the second embodiment have all the features of the first embodiment of the invention, therefore, they are denoted by the same reference numerals as in those and their description will be omitted below.
- a double-sided adhesive tape 21 is now used to make the adhesive and releasable connection in the first region 14 along the first portion 11 of the periphery of the support member 2.
- FIG. 4 is the application of the double-sided adhesive tape 21 in the first region 14 in a detail A, the position lies within the first portion 11 and in FIG. 2 is indicated.
- the double-sided adhesive tape 21 can already be attached to the support element 2 in the predetermined first region 14 of the first packing material sheet 3 on the top 17 by gluing prior to placing the first packing material sheet 3.
- the sticking of the adhesive tape 21 to the upper side 17 can also take place only after the first packing material sheet 3 has been placed on the support element 2.
- a protective cover sheet (not shown) is left, which is only removed when the packaged product 1 is arranged completely on the first packing material sheet 6, the second packing material sheet 6 has been placed on the top 7 of the packaged goods 1 and the connection is to take place along the first section 11.
- the double-sided adhesive tape 21 is adhered in this embodiment of the invention in the region 14 along the entire section 11 continuously on the top 17 of the first packing material sheet 3 in order to achieve the most dense and detachable completion.
- the double-sided adhesive tape 21 may also be first glued in the first region 14 of the second packing material sheet 6 on the underside 18, after applying the second packing material sheet 6 on the packaged 1 a possibly provided cover strip on the other adhesive surface of the adhesive tape 21 withdrawn and then the connection of the two Packmaterialbögen 3, 6 are produced.
- the upper side 17 of the first packaging material sheet 3 and the underside 18 of the second packaging material sheet 6 thus touch each other through the intermediary of the adhesive tape 21.
- FIG. 5 shows that the adhesive bond is made by coating the top 17 of the first dunnage sheet 3 and the bottom 18 of the second dunnage sheet 6 along the first portion 11 in the respective first region 14 with a suitable adhesive. This coating can be done either before cutting the packing material sheets 3, 6 or even during the packaging of the packaged product 1, for example, after both Packmaterialbögen 3 and 6 already are done.
- the adhesive coatings are in FIG.
- the first packing material sheet 3 along the portion 11 of the circumference of the support member 2 in the first region 14 on the upper side 17 is provided with an adhesive coating 24, while dispensing with the adhesive coating 25.
- the coating 25 it is also possible for the coating 25 to be applied and for the coating 24 to be left out.
- the adhesive used for the coatings 24 and / or 25 is chosen according to this third embodiment of the invention such that the connection of the packing material sheets 3 and 6 in the first region 14 releasably and in particular by renewed juxtaposition and pressing is adhesively recoverable , This allows easy opening of the package without tools and also a convenient and easy reclosing.
- the first packing material sheet 3, the second packing material sheet 6 or both for adhesive bonding along the first portion 11 of the circumference of the support member 2 at least in the respective first region 14 are formed self-adhesive by
- the packing material sheets a film material with special adhesion properties or electrostatic charged foil is used.
- the coating with adhesive or the self-adhesive training again takes place preferably continuously along the entire section 11 in order to ensure the most dense connection of the packing material sheets 3, 6 along the section 11.
- FIG. 6 shows how the connection of the Packmaterialbögen 3 and 6 along the second portion 12 can be carried out according to a fourth embodiment of the invention.
- This is in FIG. 6 a in FIG. 2 marked detail B is shown, whose position lies within the second portion 12.
- the fourth embodiment has all the features of the first embodiment of the invention.
- the connection between the first and second dunnage sheets 3, 6 along the second section 12 in the respective predetermined area 15 of the first dunnage sheet 3 and the second dunnage sheet 6, which is not detachable without destroying the package produced by the method according to this embodiment, takes place according to FIG FIG. 6 by staking both Packmaterialbögen 3 and 6 together by means of a blunt mandrel 27.
- the mandrel 27 is pushed in the direction of arrow 28, for example, in the side surface 13 a of the support member 2, whereby the Packmaterialbögen 3 and 6 locally pressed into the material of the support member 2 and thereby be connected to each other and with the support member 2.
- the stitching is preferably along the entire section 12.
- the stitching may also be in the form of a number of cusps, but also in the form of a continuous or discontinuous, straight or, for example, wavy, line along the section 12 of the circumference.
- the connection in the second region 15 along the second portion 12 also with Help from staples can be achieved.
- staples can be driven through the two Packmaterialbögen 3 and 6, whereby the first and second Packmaterialbogen 3, 6 tightly, in particular, for example, against water, humid air or dust, connected and secured to the support member 2.
- FIG. 7 illustrated by a detail B ', whose position is in turn within the second portion 12 and is indicated in Figure 2, a fifth embodiment of the invention.
- the fifth embodiment in turn comprises all the features of the first embodiment, wherein now the connection of the Packmaterialbögen 3 and 6 in the predetermined second region 15 along the second portion 12 by welding takes place.
- a welding device 31 is used, which can act, for example, with a nozzle for applying hot gas to the second region 15 or an example, electrically heated die.
- Welding may also be punctiform or linear, in the latter case rectilinear or wave-like, with a line-shaped, continuous welding along the entire second section 12 of the circumference of the support element 2 being preferred in order to achieve good sealing of the connection.
- first packing material sheet 3 along the portion 12 to the support element 2, such as the side surface 13a and parts of the side surfaces 13b and 13d or stapling with staples.
- the second packing material sheet 6 can subsequently be tightly welded in the second area 15 along the portion 12, preferably continuously, to the second area 15 of the first packing material sheet 3, in particular under the action of heat.
- FIGS. 4 and 5 set forth method for connecting the Packmaterialbögen 3 and 6 along the first portion 11 in any combination with those with reference to the FIGS. 6 and 7 explained method for the connection along the second portion 12 of the circumference of the support member 2 may be used.
- first packing material sheet 3 along the first portion 11 of the circumference of the support element 2 with the side surfaces, for example the side surface 13c, of the support element 2. This is preferably done before the adhesive bond between the first and second dunnage sheets 3 and 6 is formed.
- first and second regions 14 and 15 are peripheral regions of the first packaging material sheet 3 and the second packaging material sheet 6.
- FIG. 8 shows that, in accordance with a variant of the first to fifth embodiments of the invention, the vertical folds 19a to 19d formed at the corners (see the plan view of FIG. 3 ), which are formed from excess material of the first and second Packmaterialbogens 3, 6, preferably flat to the packaged product 1 or the support member 2 or both, especially on the side surfaces, applied and attached to an upper side 32 of the second Packmaterialbogens 6.
- FIG. 8 shows by way of example the fold 19c.
- the attachment of the fold 19c for example, after the connection of the Packmaterialbögen 3 and 6 has been generated along the sections 11 and 12, by applying an adhesive to one side of the fold 19c and subsequent application of this side of the fold 19c to the surface 32.
- the attachment by gluing a double-sided adhesive tape on the fold 19c before applying this or by pasting over an edge 34c of the fold 19c done with a one-sided adhesive tape 33. Fastening the folds 19a-d does not interfere with storage and can not flutter when transported on an open truck. In addition, the appearance of the packaging is thereby improved.
- the support element 2 is preferably designed as a transport pallet made of wood, plastic or metal, which may prove advantageous for easy handling of the packaged packaged goods.
- a trained as a pallet support member 2 has substantially flat and sufficiently large-area side surfaces 13a, 13b, 13c, 13d, said side surfaces, as in the in FIG. 9 sketched wooden pallet, which z. B. six connected squared lumbers 35, can also be arranged offset in the vertical direction Z quite.
- the side surfaces 13a-d can, on the one hand, serve as an abutment surface for supporting the packing material sheets 3, 6 during the production of the adhesive bond along the first portion 11 and allow a favorable fastening of the packing material sheets 3 and / or 6 to the carrying element 2 along the second portion 12, if such a fastening is provided.
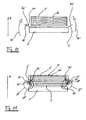
- FIGS. 10 and 11 illustrate the packaging of a packaged goods 1 'with Gut Sharingen 1a' according to a sixth embodiment of the invention.
- a support member 2 ' is provided, on which a first packing material sheet 3' is placed.
- the packaged product 1' as in relation to FIG. 1 described, arranged.
- the packaged product 1 ', the support element 2' and the first packing material sheet 3 ' are further formed in the same manner as already described with respect to the first embodiment.
- the sixth embodiment of the invention in contrast to the embodiments described above on the packaged product 1 'protruding parts of the first packing material sheet 3', of which in the figure, only the protruding parts 5a 'and 5c' are visible, of the support member 2 ' folded away and folded in the direction of arrow 36 'upwards, to side surfaces of the packaged goods 1', folded.
- the packaged goods 1 'flat pages such as in the FIG. 10 shown packaged goods 1 ', whose side surfaces extend substantially along the vertical direction Z, then the protruding parts 5a', 5c 'can be advantageously applied to the packaged 1'.
- An upper side 17 'of the first packing material sheet 3' now faces the packaged goods 1 '.
- first and second dunnage sheets 3 'and 6' are adhesively releasably and in particular reconnectably connected to each other along a first portion of a circumference of the support member 2 'and joined along a second portion of the circumference of the support member 2' in that they can only be detached from one another there by destroying the packaging.
- the joining of the packing material sheets 3 ', 6' can in the same manner as above with reference to the FIGS.
- the bonding of the dunnage sheets 3 'and 6' in a respective predetermined first region 14 'along a first portion of the circumference of the support member 2' and in a respective predetermined second region 15 'as indicated by the details A "and B" in FIG FIG. 11 indicated, as explained above to the first to fifth embodiments can be performed erläuert.
- the connection is made between the underside 18 'of the second packing material sheet 6' and the bottom surface 37 'of the first packing material sheet 3', which are superimposed.
- the sixth embodiment of the invention differs from the previous one in that no fastening of the packing material sheets 3 ', 6' takes place on side surfaces of the support element 2 '.
- FIG. 12 shows a packaged goods, which was packaged in accordance with another variant of the first to fifth embodiments.
- the resulting package is additionally provided with a strapping 38 made of steel or plastic tape after placing and connecting the packing material sheets.
- edge protection profiles 41 are provided between the second packing material sheet 6 and the strapping 38 in the region of upper edges of the packaged goods. As FIG. 12 shows, these may be formed, for example, as angle profiles made of plastic, sheet metal, cardboard or the like. Such edge protection profiles 41 can also be provided in the packaging according to the sixth embodiment.
- first packing material sheet 3, 3 'or the second packing material sheet 6, 6' or both completely or partially with an insulating and / or cushioning effect are also possible.
- an air bubble film preferably with a substantially smooth surface, are used.
- a moisture-binding substance for example a silica gel or the like
- a moisture-binding substance for example a silica gel or the like
- VCI volatile corrosion inhibitor
- the outgassing of the corrosion-inhibiting chemical can be used to produce a protective atmosphere surrounding the packaged goods 1, 1 'within the packaging.
- the packaging for the packaged goods 1, 1 'produced in accordance with the embodiments of the invention described above can also be filled with a suitable protective gas for this purpose, before the joining of the packing material sheets 3, 3', 6, 6 'is completed.
- connection point of the Packmaterialbögen 3, 3 ', 6, 6' with a - not shown in the figures - seal for example, a self-adhesive tear strip, are glued over, which tears open when opening the package. This can prevent that unauthorized removal of Gut Divisionen 1a, 1a 'remains undetected.
- the present invention is not limited to support elements in the form of rectangular pallets or cuboid packaged goods and stacks.
- packaged goods of other shapes can also be packed on rectangular or differently shaped carrier elements or documents by means of the method according to the invention.
- first and a second portion of the circumference of the support member it is also conceivable to provide not only a first and a second portion of the circumference of the support member, but it may also be appropriate, for example, two first and two second portions to arrange alternately, wherein the compound of the packing material sheets along the first and second sections as described above.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Composite Materials (AREA)
- Packages (AREA)
- Buffer Packaging (AREA)
Description
- Die vorliegende Erfindung betrifft ein Verfahren zum Verpacken eines Packgutes, insbesondere eines mit mehreren Gutstücken gebildeten Gutstapels. Ferner betrifft die Erfindung eine Verpackung für ein Packgut.
- Obwohl die vorliegende Erfindung im Zusammenhang mit den unterschiedlichsten zu verpackenden Gütern und Waren anwendbar ist, wird die vorliegende Erfindung und die ihr zugrunde liegende Problematik nachfolgend anhand des Verpackens eines Gutstapels in Gestalt eines aus einzelnen übereinander gestapelten Blechtafeln gebildeten Blechpakets näher erläutert.
- Wird ein Stapel aus aufeinander gelegten Blechtafeln vom Hersteller oder Händler zu einem Abnehmer transportiert oder muss der Stapel zuvor gelagert werden, so ist es wünschenswert, die aufeinander gestapelten Bleche während des Transports oder der Lagerung vor Schmutz und insbesondere Feuchtigkeit zu schützen, damit die Ware den Kunden in einem Zustand einwandfreier Qualität erreicht. Bei Metallblechen soll insbesondere verhindert werden, dass die Bleche zu korrodieren beginnen. Im Falle verzinkter Stahlbleche oder -gegenstände wird zum Beispiel angestrebt, die Entstehung von unansehlichem Weißrost an deren Oberfläche zu vermeiden. Um den Zutritt von Schmutz und Feuchtigkeit zu verhindern, kann das Blechpaket mit einer luftdichten Verpackungshülle umgeben werden, um eine Zufuhr feuchter Luftmassen aus der Lager- oder Transportumgebung zu unterbinden.
-
FR 0 249 534 - In der
DE 35 21 416 A1 wurde ein Verfahren zum dichten Verpacken eines Gutstapels auf einer Palette beschrieben. Bei diesem Verfahren wird eine über den Gutstapel gezogene Schrumpfhaube in vertikaler Richtung fortschreitend unter Einsatz von Heißgas geschrumpft. Schließlich wird die Schrumpfhaube mit einer Folie, welche sich zwischen dem Gutstapel und der Palette befindet und über den Rand der Palette hervorsteht, dicht verschweißt. - Derartige vorbekannte Verfahren zum Verpacken von Gütern weisen jedoch den Nachteil auf, dass das manuelle Öffnen der fertiggestellten Verpackung schwierig ist und ein Werkzeug, beispielsweise ein Messer oder dergleichen, erfordert. Dies ist gerade auch dann der Fall, wenn es sich bei dem Packgut um Bleche mit möglicherweise scharfen Kanten und Ecken handelt und die Verwendung eines etwas stärkeren und reißfesteren Packmaterials, etwa einer dickeren Folie, daher zweckmäßig erscheint.
- Die Aufgabe der vorliegenden Erfindung besteht somit darin, ein Verfahren anzugeben, welches es ermöglicht, ein Packgut derart zu verpacken, dass das Packgut einerseits gegen den Zutritt von Schmutz und Feuchtigkeit geschützt ist und die Verpackung andererseits mit der Hand auf einfache Weise ohne Werkzeug geöffnet werden kann. Ferner ist es Aufgabe der vorliegenden Erfindung, eine entsprechende Verpackung für ein Packgut bereitzustellen.
- Diese Aufgabe wird durch ein Verfahren zum Verpacken eines Packgutes mit den Merkmalen des Patentanspruchs 1 und durch eine Verpackung für ein Packgut mit den Merkmalen des Patentanspruchs 13 gelöst.
- Demgemäß wird ein Verfahren zum Verpacken eines Packgutes, insbesondere eines mit mehreren Gutstücken gebildeten Gutstapels, vorgeschlagen, welches die folgenden Schritte aufweist:
- Bereitstellen eines Tragelements, insbesondere einer Palette, zum Tragen des Packgutes;
- Auflegen eines ersten Packmaterialbogens auf das Tragelement;
- Anordnen des Packgutes auf dem ersten Packmaterialbogen in der Weise, dass ein Abschnitt des ersten Packmaterialbogens zwischen dem Tragelement und dem Packgut zu liegen kommt und dass der erste Packmaterialbogen über das Packgut übersteht;
- Auflegen eines zweiten Packmaterialbogens auf eine Oberseite des Packgutes in der Weise, dass der zweite Packmaterialbogen über das Packgut übersteht; und
- bereichsweises Verbinden des ersten Packmaterialbogens mit dem zweiten Packmaterialbogen.
- Bei dem bereichsweisen Verbinden werden der erste Packmaterialbogen und der zweite Packmaterialbogen in einem jeweiligen vorbestimmten ersten Bereich entlang eines ersten Abschnitts eines Umfangs des Tragelements haftend lösbar und insbesondere wiederverbindbar verbunden.
- Ferner ist erfindungsgemäß eine Verpackung für ein Packgut, insbesondere für einen mit mehreren Gutstücken gebildeten Gutstapel, vorgesehen, welche insbesondere mittels des erfindungsgemäßen Verfahrens hergestellt ist. Die Verpackung weist ein Tragelement, insbesondere eine Palette, zum Tragen des Packgutes auf. Ferner weist die Verpackung einen ersten Packmaterialbogen und einen zweiten Packmaterialbogen auf, wobei der erste und der zweite Packmaterialbogen bereichsweise miteinander verbunden sind. Der erste Packmaterialbogen und der zweite Packmaterialbogen sind in einem jeweiligen vorbestimmten ersten Bereich entlang eines ersten Abschnitts eines Umfangs des Tragelements haftend lösbar und insbesondere wiederverbindbar verbunden.
- Die Idee der vorliegenden Erfindung besteht darin, den ersten und den zweiten Packmaterialbogen entlang zweier unterschiedlicher Abschnitte des Umfangs des Tragelements auf unterschiedliche Weise miteinander zu verbinden. Während die beiden Packmaterialbögen längs des ersten Abschnitts des Umfangs in dem ersten Bereich haftend und lösbar miteinander verbunden werden, erfolgt die Verbindung längs des zweiten Abschnitts derart, dass die beiden Packmaterialbögen nur durch ein Zerstören der Verpackung des Packguts wieder voneinander gelöst werden können. Durch die lösbare Haftverbindung längs des ersten Abschnitts wird dort einerseits eine dichte Verbindung der Packmaterialbögen erzielt, andererseits können die aneinander haftenden ersten Bereiche der beiden Packmaterialbögen zum Öffnen der Verpackung entlang des ersten Abschnitts manuell voneinander abgelöst werden. Eine anders geartete Verbindung der ersten und zweiten Packmaterialbögen entlang des zweiten Abschnitts des Umfangs des Tragelements trägt vorzugsweise dazu bei, dass sich die beiden Packmaterialbögen beim Öffnen der Verpackung nicht in unpraktischer Weise vollständig voneinander ablösen. Insbesondere sind die zum Trennen des ersten Packmaterialbogens von dem zweiten Packmaterialbogen entlang des zweiten Abschnitts erforderlichen Kräfte Wesentlich größer als jene, die zum Ablösen der beiden Packmaterialbögen in dem ersten Bereich längs des ersten Abschnitts notwendig sind.
- Ferner kann das Verbinden des ersten und des zweiten Packmaterialbogens in dem ersten Bereich insbesondere derart erfolgen, dass die Packmaterialbögen in dem ersten Bereich, zum Beispiel durch erneutes Haften aneinander, wiederverbindbar sind. Dies ist ebenfalls vorteilhaft, denn falls es sich bei dem Packgut um einen Gutstapel handelt, so kann in einfacher Weise nur ein Anteil des verpackten Gutes aus der Verpackung entnommen werden. Für ein fortgesetztes Lagern des restlichen, zu einem späteren Zeitpunkt zu entnehmenden Gutes kann die Verpackung schnell und einfach wieder korrosionssicher verschlossen werden. Darüber hinaus wird vorteilhaft auch ein Inspizieren des gelagerten oder transportierten Packgutes und ein nachfolgendes korrosionssicheres Wiederverschließen der Verpackung ermöglicht. Dies ist auch dann vorteilhaft, wenn es sich bei dem Packgut beispielsweise nicht um einen Gutstapel, sondern um ein einzelnes Stück wie etwa eine Maschine handelt.
- Vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung ergeben sich aus den weiteren Unteransprüchen in der Zusammenschau mit den beigefügten Figuren der Zeichnung.
- In einer Ausgestaltung der Erfindung handelt es sich bei dem jeweiligen ersten Bereich um Randbereiche des ersten und des zweiten Packmaterialbogens. Gleichermaßen handelt es sich in dieser Ausgestaltung bei dem jeweiligen zweiten Bereich ebenfalls um Randbereiche des ersten und des zweiten Packmaterialbogens. Dadurch kann in vorteilhafter Weise Packmaterial eingespart und ein wirtschaftliches Verpacken des Packgutes erreicht werden.
- Bei einer weiteren Ausgestaltung der Erfindung wird ein über das Packgut überstehender Teil des ersten Packmaterialbogens von dem Tragelement weg zu Seitenflächen des Packgutes hin gefaltet. Insbesondere wird bei dieser Ausgestaltung bei dem Verbinden des ersten Packmaterialbogens mit dem zweiten Packmaterialbogen eine Unterseite des ersten Packmaterialbogens in den ersten und zweiten Bereichen mit einer Unterseite des zweiten Packmaterialbogens überlappend in Berührung gebracht. Dadurch kann beispielsweise ein ansprechenderes Aussehen des verpackten Packgutes erzielt werden.
- Bei einer anderen Ausgestaltung der Erfindung wird ein über das Packgut überstehender Teil des ersten Packmaterialbogens von dem Packgut weg zu Seitenflächen des Tragelements hin gefaltet. Insbesondere kann in dieser Ausgestaltung bei dem Verbinden des ersten Packmaterialbogens mit dem zweiten Packmaterialbogen eine Oberseite des ersten Packmaterialbogens in den ersten und zweiten Bereichen mit einer Unterseite des zweiten Packmaterialbogens überlappend in Berührung gebracht werden. Hierdurch kann zusätzlich ein Eindringen beispielsweise von Wasser zwischen den ersten Packmaterialbogen und das Tragelement vermieden werden, was gerade bei einem Tragelement aus Holz günstig sein kann.
- Bei einer weiteren Verbesserung wird der erste Packmaterialbogen entlang des ersten Abschnitts des Umfangs des Tragelements zusätzlich mit den Seitenflächen des Tragelements verbunden. Durch diese Maßnahme kann das spätere Öffnen der Verpackung durch manuelles Lösen des ersten Packmaterialbogens von dem zweiten Packmaterialbogen erleichtert werden, da ein Festhalten des ersten Packmaterialbogen mit der Hand nicht notwendig ist.
- Gemäß einer Weiterbildung der Erfindung wird der erste Packmaterialbogen für das Verbinden mit den Seitenflächen des Tragelements mittels eines stumpfen Dorns an die Seitenflächen des Tragelements angesteppt oder mit Hilfe von Heftklammern angeheftet. Durch diese Weiterbildung kann eine rationelle und gleichwohl zuverlässige Befestigung an den Seitenflächen des Tragelements erzielt werden. Aber auch andere Arten des Heftens oder Steppens sind möglich.
- In einer Ausgestaltung der Erfindung wird für das haftende Verbinden entlang des ersten Abschnitts ein doppelseitiges Klebeband in dem jeweiligen ersten Bereich auf den ersten Packmaterialbogen oder auf den zweiten Packmaterialbogen aufgebracht. Das Verbinden in dem ersten Bereich kann dadurch auf kostengünstige Weise bewirkt werden. Ferner erlaubt die Verwendung von doppelseitigem Klebeband eine örtlich sehr flexible Wahl der Position und Ausdehnung des ersten Bereichs, was gerade dann von Vorteil sein kann, wenn Packgüter oder Gutstapel ganz unterschiedlicher Größe, beispielsweise Stapel unterschiedlich zugeschnittener Bleche, nacheinander verpackt werden sollen. Das doppelseitige Klebeband kann bei dem Verpackungsvorgang direkt vor Ort nach Bedarf aufgeklebt werden. Weiterhin kann die aufgeklebte Menge des doppelseitigen Klebebandes variiert werden, um die zum Lösen der Verbindung in dem ersten Bereich aufzubringende Kraft einzustellen.
- Bei einer anderen Ausgestaltung der Erfindung werden der erste Packmaterialbogen und/oder der zweite Packmaterialbogen für das haftende Verbinden entlang des ersten Abschnitts des Umfangs des Tragelements zumindest in dem jeweiligen ersten Bereich mit einem Klebstoff beschichtet. Auf ein separates Klebeband kann dadurch verzichtet werden. Wird nur ein Teil einer jeweiligen Oberfläche des ersten und/oder des zweiten Packmaterialbogens, insbesondere in dem jeweiligen ersten Bereich, mit Klebstoff beschichtet, so kann darüber hinaus auch ein Ankleben eines oder beider der Packmaterialbögen an dem Packgut, etwa den Blechen, vermieden und die Entnahme von Packgut ermöglicht werden. Durch diese Ausgestaltung kann auch sicher verhindert werden, dass an dem Packgut nach der Entnahme aus der Verpackung Klebstoffspuren verbleiben. Alternativ können der erste und zweite Packmaterialbogen bei dieser Ausgestaltung auch mit unterschiedlichen Beschichtungen versehen werden, welche derart ausgebildet werden, dass erst bei einer gegenseitigen Berührung dieser beiden Beschichtungen eine Haftwirkung erzielt wird.
- Bei einer noch weiteren Ausgestaltung werden der erste Packmaterialbogen und/oder der zweite Packmaterialbogen für das haftende Verbinden entlang des ersten Abschnitts des Umfangs des Tragelements zumindest in dem jeweiligen ersten Bereich selbsthaftend ausgebildet. Dies kann insbesondere durch eine geeignete Materialwahl für den jeweiligen Packmaterialbogen erreicht werden. Zum Beispiel kann einer Packmaterialbögen oder können beide als elektrostatisch aufgeladene Folie oder als eine Folie, welche ohne Klebstoffbeschichtung bereits günstige Adhäsionseigenschaften aufweist, ausgebildet werden. Auf diese Weise kann auf Klebebänder und Klebstoffbeschichtungen verzichtet werden. Das Verfahren kann somit in besonders einfacher Weise durchgeführt und eine Verbindung besonders guter Dichtigkeit erreicht werden.
- Gemäß einer Verbesserung der Erfindung werden die bereichsweise überlappenden ersten und zweiten Packmaterialbögen in dem ersten Bereich gegeneinander und gegen die Seitenflächen des Tragelements oder gegen die Seitenflächen des Packgutes gepresst, um die haftende Verbindung zu unterstützen. Dieses Andrücken kann beispielsweise mittels einer entlang der jeweiligen Seitenfläche geführten rotierenden Rolle, einer ebenso bewegten rotierenden Rundbürste oder auch einer entlang des ersten Abschnitts des Umfangs des Tragelements über die Oberseite des zweite Packmaterialbogens streichenden Flachbürste bewirkt werden. Dadurch kann ein sauberes Anhaften der Packmaterialbögen aneinander in dem ersten Bereich sichergestellt werden, wodurch wiederum die Dichtigkeit der Verbindung entlang des ersten Abschnitts des Umfangs des Tragelements verbessert werden kann.
- Bei einer Weiterbildung der Erfindung werden der erste Packmaterialbogen und der zweite Packmaterialbogen durch das Verbinden entlang des ersten Abschnitts und entlang des zweiten Abschnitts im Wesentlichen längs des gesamten Umfangs des Tragelements miteinander verbunden. Dadurch kann ein dichter Abschluss entlang des gesamten Umfangs des Tragelements herbeigeführt werden.
- In einer Ausgestaltung werden sich an Ecken des Packgutes ergebende, vertikal verlaufende Falten, welche dort durch überschüssiges Material des ersten und zweiten Packmaterialbogens gebildet werden, flach an das Packgut und/oder an das Tragelement angelegt und an der Außenseite des zweiten Packmaterialbogens befestigt. Diese Befestigung kann beispielsweise durch Aufbringen eines Klebstoffes auf die Falte vor dem Anlegen, durch Aufkleben eines doppelseitigen Klebebandes auf die Falte vor dem Anlegen dieser oder durch Überkleben der Kante der Falte mit einem einseitig haftenden Klebeband erfolgen. Dadurch stehen die Falten an den Ecken nicht ab, stören nicht bei der Lagerung und können beim Transport nicht flattern.
- Gemäß einer Ausgestaltung ist das Packgut nach dem Verbinden des ersten Packmaterialbogens und des zweiten Packmaterialbogens allseitig und insbesondere luft- und feuchtigkeitsdicht eingeschlossen. Dies ist für einen Schutz des Packgutes vor dem Zutritt von Feuchtigkeit und Schmutz von besonderem Vorteil.
- Bei einer vorteilhaften Verbesserung der Erfindung wird zwischen das Packgut und den ersten Packmaterialbogen und/oder zwischen das Packgut und den zweiten Packmaterialbogen ein feuchtigkeitsbindender Stoff und/oder eine bei einer Lagertemperatur des Packgutes flüchtige, korrosionshemmende Chemikalie eingebracht. Alternativ hierzu können bei dieser Verbesserung der erste und/oder der zweite Packmaterialbogen an einer dem Packgut zugewandten Oberfläche wenigstens abschnittsweise mit einem derartigen Stoff und/oder einer derartigen Chemikalie versehen werden oder diesen enthalten. Feuchtigkeitsbindende Stoffe innerhalb der Verpackung sind, insbesondere bei luftdichtem Abschluss des Packguts gegenüber der Außenatmosphäre, vorteilhaft, da durch sie eine weitestgehende trockene Atmosphäre innerhalb der Verpackung erhalten werden kann. Auch wenn sich dann die zusammen mit dem Packgut, zum Beispiel dem Blechpaket, eingeschlossene Luftmasse durch niedrige Außentem-, peraturen, beispielsweise bei einem LKW-Transport im Winter, abkühlt, kann das Absetzen von Kondensationsfeuchtigkeit auf dem Packgut bei Unterschreiten des Taupunkts vermieden werden. Korrosionshemmende Chemikalien, beispielsweise so genannte VCIs (volatile corrosion inhibitors), ermöglichen durch Ausgasung während der Transport- und/oder Lagerdauer den Aufbau und längerfristigen Erhalt einer schützenden, korrosionshemmenden Atmosphäre zwischen den Packmaterialbögen und zum Beispiel den verpackten Blechen.
- Bei einer Ausgestaltung der Erfindung werden der erste und/oder der zweite Packmaterialbogen mit einer Kunststofffolie ausgebildet. Die Kunststofffolie kann insbesondere verschweißbar sein. Kunststofffolien bieten einen guten Schutz gegenüber Feuchtigkeit und auch Staub und erlauben die Herstellung dichter Verbindungen.
- Bei einer alternativen Ausgestaltung können der erste und/oder der zweite Packmaterialbogen auch mit einem Papier, insbesondere einem kunststoffbeschichteten und/oder faserverstärkten Papier ausgebildet werden. Darüber hinaus kann es zweckmäßig sein, für den ersten und den zweiten Packmaterialbogen unterschiedliche Materialien zu wählen.
- Bei einer Ausgestaltung der Erfindung ist das Tragelement als eine Transportpalette aus Holz, Kunststoff oder Metall ausgebildet. Die erlaubt eine einfache Handhabung des verpackten Packgutes beispielsweise mittels eines Flurförderzeugs. Insbesondere kann es sich auch um eine Palette mit standardisierten Abmessungen handeln, was sich bei Transport und Lagerung des Packgutes als vorteilhaft erweisen kann.
- Die obigen Ausgestaltungen und Weiterbildungen lassen sich, sofern sinnvoll, beliebig miteinander kombinieren. Weitere mögliche Ausgestaltungen, Weiterbildungen und Implementierungen der Erfindung umfassen auch nicht explizit genannte Kombinationen von zuvor oder im Folgenden bezüglich der Ausführungsbeispiele beschriebenen Merkmalen der Erfindung. Insbesondere wird der Fachmann hierbei auch Einzelaspekte als Verbesserungen oder Ergänzungen zu der jeweiligen Grundform der vorliegenden Erfindung hinzufügen.
- Nachfolgend wird die vorliegende Erfindung unter Bezugnahme auf die in den schematischen Figuren der Zeichnung angegebenen Ausführungsbeispiele näher erläutert.
- Von den Figuren zeigen:
- Fig. 1
- ein in Übereinstimmung mit einem ersten Ausführungsbeispiel der Erfindung verpacktes Packgut in einer Explosionsansicht, zur Illustration eines Verfahrens gemäß dem ersten Ausführungsbeispiel der Erfindung;
- Fig. 2
- das in Übereinstimmung mit dem ersten Ausführungsbeispiel verpackte Packgut in einer Querschnittsansicht;
- Fig. 3
- das in Übereinstimmung mit dem ersten Ausführungsbeispiel verpackte Packgut in einer Draufsicht;
- Fig. 4
- ein Detail A, wie in der Schnittansicht der
Figur 2 angedeutet, gemäß einem zweiten Ausführungsbeispiel der Erfindung; - Fig. 5
- ein Detail A', wie in der Schnittansicht der
Figur 2 angedeutet, gemäß einem dritten Ausführungsbeispiel der Erfindung; - Fig. 6
- ein Detail B, wie in der Schnittansicht der
Figur 2 angedeutet, gemäß einem vierten Ausführungsbeispiel der Erfindung; - Fig. 7
- ein Detail B', wie in der Schnittansicht der
Figur 2 angedeutet, gemäß einem fünften Ausführungsbeispiel der Erfindung; - Fig. 8
- ein in Übereinstimmung mit einer Variante der ersten bis fünften Ausführungsbeispiele verpacktes Packgut in einer perspektivischen Teilansicht;
- Fig. 9
- ein als Holzpalette ausgebildetes Tragelement;
- Fig. 10
- einen Zwischenschritt eines Verfahrens zum Verpacken eines Packgutes gemäß einem sechsten Ausführungsbeispiel der Erfindung anhand einer Querschnittsansicht;
- Fig. 11
- ein in Übereinstimmung mit dem sechsten Ausführungsbeispiel der Erfindung verpacktes Packgut in einer Querschnittsansicht; und
- Fig. 12
- ein in Übereinstimmung mit einer weiteren Variante des ersten bis fünften Ausführungsbeispiels verpacktes Packgut in einer perspektivischen Ansicht.
- In den Figuren der Zeichnung bezeichnen dieselben Bezugszeichen gleiche oder funktionsgleiche Elemente und Merkmale, soweit nichts Gegenteiliges angegeben ist.
-
Figur 1 illustriert die Durchführung eines Verfahrens zum Verpacken eines Packgutes 1 gemäß einem ersten Ausführungsbeispiel der Erfindung anhand einer Explosionsansicht. Zum Verpacken des Packgutes 1, welches inFigur 1 als ein mit mehreren Gutstücken 1a, von denen der Übersichtlichkeit halber nur eines mit einem Bezugszeichen versehen ist, beispielsweise mehreren gleichartigen Blechtafeln, gebildeter Gutstapel dargestellt ist, wird zunächst ein Tragelement 2 bereitgestellt. Das Tragelement 2 dient zum Tragen des Packgutes 1 und kann insbesondere eine Palette, zum Beispiel aus Kunststoff, Holz, Metall oder einem anderen geeigneten Werkstoff, umfassen. Sodann wird auf das Tragelement 2 ein erster Packmaterialbogen 3 aufgelegt, zum Beispiel, wie inFigur 1 abgebildet, entlang einer vertikalen Richtung Z betrachtet, von oben. Bei dem ersten Packmaterialbogen 3 kann es sich beispielsweise um einen Bogen kunststoffbeschichteten und vorzugsweise faserverstärkten Papiers oder um eine Kunststofffolie geeigneter Dicke und Reißfestigkeit handeln. Anschließend wird das Packgut 1 auf dem ersten Packmaterialbogen 3 angeordnet. Hierzu kann das Packgut 1 als ganzer Gutstapel auf den auf dem Tragelement 2 aufliegenden ersten Packmaterialbogen 3 aufgesetzt werden, oder die Gutstücke 1a können einzeln aufgelegt werden. Vorzugsweise wird das Packgut 1 derart aufgelegt, dass es nicht seitlich über das Tragelement 2 vorsteht, wenngleich auch ein seitliches Vorstehen des Packguts 1 über das Tragelement 2 möglich ist. Nach dem Anordnen des Packgutes 1 auf dem ersten Packmaterialbogen 3 befindet sich ein inFigur 1 in doppelter gestrichelter Linie umrandet angedeuteter Abschnitt 4 des ersten Packmaterialbogens 3 zwischen dem Packgut 1 und dem Tragelement 2. Teile 5a-5d des ersten Packmaterialbogens 3 stehen über das Packgut 1 über. Die Teile 5a-5d hängen darüber hinaus seitlich über das Tragelement 2 hinab, falls der erste Packmaterialbogen 3 hinreichend groß bemessen ist. In einem nächsten Schritt wird ein zweiter Packmaterialbogen 6, welcher aus dem gleichen Material wie der erste Packmaterialbogen 3 ausgebildet sein kann, auf eine Oberseite 7 des Packgutes 1 aufgelegt. Dabei stehen Teile 8a-8d über das Packgut über und hängen von der Oberseite 7 des Packguts 1 seitlich hinab. Auch der zweite Packmaterialbogen 6 kann zum Beispiel mit einem kunststoffbeschichteten und vorzugsweise faserverstärkten Papier oder mit einer Kunststofffolie ausgebildet werden. Die beiden Packmaterialbögen 3 und 6 können je nach Wunsch transparent oder nichttransparent ausgeführt sein oder auch mit Informationen oder Handhabungshinweisen oder dergleichen bedruckt werden. - Daraufhin wird der erste Packmaterialbogen 3 bereichsweise mit dem zweiten Packmaterialbogen 6 verbunden. Dieses Verbinden erfolgt entlang zweier Abschnitte 11, 12 eines Umfangs des Tragelements 2, wobei in
Figur 1 der erste Abschnitt 11 des Umfangs in punktierter Linie, der zweite Abschnitt 12 in strichpunktierter Linie angedeutet sind. Bei dem gezeigten ersten Ausführungsbeispiel erstrecken sich die beiden Abschnitte 11, 12 jeweils etwa entlang der Hälfte des Umfangs, wobei sie jeweils etwa in der Mitte zweier gegenüberliegender Seitenflächen 13b, 13d des Tragelements 2 aneinandergrenzen. Die beiden anderen, ebenfalls einander gegenüberliegenden Seitenflächen des Tragelements 2 sind mit den Bezugszeichen 13a, 13c gekennzeichnet. Somit umfassen die ersten und zweiten Abschnitte 11 und 12 gemeinsam bei dem inFigur 1 gezeigten ersten Ausführungsbeispiel im Wesentlichen den gesamten Umfang des Tragelements 2. Die ersten und zweiten Abschnitte 11, 12 können sich jedoch auch über unterschiedlich große Anteile des Umfangs des Tragelements 2 erstrecken. So könnte der erste Abschnitt 11 sich beispielsweise auf jenen Teil des Umfangs des Tragelements 2 beschränken, welcher der Seitenfläche 13c zugeordnet ist. In diesem Fall kann der zweite Abschnitt 12 sich über die Seitenflächen 13d, 13a und 13b erstrecken. Andererseits kann aber der erste Abschnitt 11 auch größer gewählt werden und den Umfang des Tragelements 2 im Bereich dreier Seitenflächen 13b, 13c, 13d umfassen, während der zweite Abschnitt 12 auf die vierte Seitenfläche 13d beschränkt bleibt. - Das Verbinden des ersten Packmaterialbogens 3 mit dem zweiten Packmaterialbogen 6 erfolgt entlang des ersten Abschnitts 11 in einem jeweiligen vorbestimmten ersten, in
Figur 1 punktiert gekennzeichneten, Bereich 14 des ersten Packmaterialbogens 3 und des zweiten Packmaterialbogens 6. Ferner erfolgt das Verbinden entlang des zweiten Abschnitts 12 in einem jeweiligen vorbestimmten zweiten, inFigur 1 schraffiert gekennzeichneten, Bereich 15 des ersten Packmaterialbogens 3 und des zweiten Packmaterialbogens 6. Die beiden Packmaterialbögen 3 und 6 werden gemäß dem ersten Ausführungsbeispiel der vorliegenden Erfindung in dem ersten Bereich 14 auf eine Weise verbunden, welche sich von der Art der Verbindung in dem zweiten Bereich 15 unterscheidet. Entlang des ersten Abschnitts 11 werden die Packmaterialbögen 3 und 6 in dem ersten Bereich 14 haftend miteinander verbunden. Diese Haftverbindung im Bereich 14 ist einerseits dicht, beispielsweise gegenüber dem Eindringen von feuchter Luft, Staub und Wasser, und andererseits lösbar ausgebildet, und zwar insbesondere derart, dass die beiden Packmaterialbögen 3 und 6 entlang des Abschnitts 11 nach oder während des Transports oder der Lagerung zum Öffnen der Verpackung voneinander einfach mit der Hand gelöst werden können. Mit anderen Worten, eine Person kann die beiden in dem ersten Bereich 14 aufeinander haftenden Packmaterialbögen 3, 6 mit einem manuell leicht zu bewältigenden Kraftaufwand voneinander abziehen. Somit ist keinerlei Messer oder ähnliches notwendig, um Zugang zu dem verpackten Packgut 1 zu erlangen. Besonders vorteilhaft ist es ferner, wenn die Verbindung in dem ersten Bereich 14 derart ausgeführt ist, dass der erste und der zweite Packmaterialbogen 3 bzw. 6 in dem ersten Bereich 14 nach dem Öffnen der Verpackung erneut miteinander haftend und vorzugsweise auch dicht miteinander verbunden werden können, ohne dass es eines Werkzeugs bedarf. Damit kann zum Beispiel während der Lagerung das Packgut 1 inspiziert oder Teilmengen des Packguts 1, beispielsweise mehrere Blechtafeln 1a, entnommen und die Verpackung anschließend wieder in der Weise verschlossen werden, dass das Packgut 1 bzw. das verbleibende restliche Packgut auch danach noch vor Korrosion und Verschmutzung geschützt bleiben. - Hingegen werden der erste Packmaterialbogen 3 und der zweite Packmaterialbogen 6 entlang des zweiten Abschnitts 12 des Umfangs des Tragelements 2 in dem jeweiligen zweiten Bereich 15 derart miteinander verbunden, dass der erste und der zweite Packmaterialbogen in dem zweiten Bereich 15 nur durch ein Zerstören der Verpackung wieder voneinander gelöst werden können. Insbesondere ist die Verbindung in dem zweiten Bereich 15 in der Weise ausgebildet, dass die zum Trennen des ersten Packmaterialbogens 3 von dem zweiten Packmaterialbogen 6 entlang des zweiten Abschnitts 12 aufzubringenden Kräfte Wesentlich höher sind als jene Kräfte, die zum Ablösen der beiden Packmaterialbögen 3 und 6 voneinander in dem ersten Bereich 14 notwendig sind.
- Zum Öffnen der Verpackung des gemäß dem ersten Ausführungsbeispiel der Erfindung verpackten Packguts 1 werden somit die beiden Packmaterialbögen 3 und 6 in dem Bereich 14, möglichst entlang des gesamten ersten Abschnitts 11, mit der Hand auseinandergezogen, wodurch sich die haftende Verbindung dort löst. Bei geeigneter Wahl der Erstreckung des ersten und zweiten Ab-schnitts 11 bzw. 12, zum Beispiel in der Art, wie dies in Figur 1 angedeutet ist, kann dann der obere, zweite Packmaterialbogen 6 ein Stück in Pfeilrichtung 16 über das Packgut 1 zurückgeschlagen werden. Dadurch wird ein bequemer Zugang zu dem Packgut 1 erzielt und einzelne Gutstücke 1a können entnommen werden. Die nicht ohne Zerstörung der Verpackung lösbare Verbindung in dem zweiten Bereich 15 unterstützt das praktische und bequeme Öffnen und das Zurückschlagen des zweiten Packmaterialbogens 6 und vermeidet ein unerwünschtes vollständiges Ablösen der beiden Packmaterialbögen 3, 6 hierbei. Die beiden Packmaterialbögen 3, 6 können somit auch bei größerem Packgut problemlos von einer Person geöffnet und zurückgeschlagen werden, ohne dass die Packmaterialbögen durcheinander geraten.
- In
Figur 2 ist das in Übereinstimmung mit dem Verfahren gemäß dem ersten Ausführungsbeispiel der Erfindung verpackte Packgut 1 in einer Querschnittsansicht dargestellt. Gemäß dem ersten Ausführungsbeispiel werden die über das Packgut 1 überstehenden Teile des ersten Packmaterialbogens 3, von denen inFigur 2 beispielhaft nur die beiden Teile 5a, 5c sichtbar sind, von dem Packgut 1 weg und zu den Seitenflächen des Tragelements 2 hin gefaltet oder geklappt. WieFigur 2 zeigt, wird hier beispielsweise der überstehende Teil 5c des ersten Packmaterialbogens 3 nach unten zu der Seitenfläche 13c des Tragelements 2 hin gefaltet, während auf der gegenüberliegenden Seite des Tragelements 2 das überstehende Teil 5a des ersten Packmaterialbogens 3 gegen die Seitenfläche 13a des Tragelements 2 gefaltet wird. Dadurch kann insbesondere bei dem Verbinden des ersten Packmaterialbogens 3 mit dem zweiten Packmaterialbogen 6 eine Oberseite 17 des ersten Packmaterialbogens 3 in dem ersten Bereich 14 und dem zweiten Bereich 15 mit einer Unterseite 18 des zweiten Packmaterialbogens 6 überlappend in Berührung gebracht werden. -
Figur 3 zeigt das mittels des Verfahrens gemäß dem ersten Ausführungsbeispiel verpackte Packgut 1 in einer Draufsicht, also entlang der vertikalen Richtung Z von oben gesehen. WieFigur 3 erkennen lässt, sind das Packgut 1 und das Tragelement 2 in der Draufsicht hier beispielhaft im Wesentlichen rechteckig ausgebildet, wobei das erfindungsgemäße Verfahren jedoch auch bei Tragelementen und Packgütern anderer Form anwendbar ist und insbesondere auch dazu Anwendung finden kann, ein ganz unregelmäßig geformtes Packgut, zum Beispiel Blechtafeln mit beliebig zugeschnittener Außenkante, auf einer in der Draufsicht im Wesentlichen rechteckigen Palette zu verpacken. Das Tragelement 2 und das Packgut 1 werden inFigur 3 durch die beiden Packmaterialbögen 3, 6 verdeckt und sind daher nur gestrichelt angedeutet. Der auf das Tragelement 2 aufgelegte erste Packmaterialbogen 3 und der auf das Packgut 1 aufgelegte zweite Packmaterialbogen 6 werden vorzugsweise von einem flächigen Material, welches, wie bereits dargelegt, mit einem geeigneten Papier oder einer geeigneten Folie ausgebildet werden kann, das zum Beispiel von einer Rolle abgewickelt wird, abgetrennt. Dadurch kann sich zum Beispiel im Bereich der Ecken des Tragelements 2 und je nach Form des Packguts 1 auch im Bereich der Ecken des Packguts 1 durch Materialüberschuss eine Falte ergeben. InFigur 3 ergeben sich zum Beispiel die Falten 19a-d. Bevorzugt steht der Packmaterialbogen 3 über das Packgut 1 im Bereich aller Seitenflächen 13a-d vor. Ebenso wird der Packmaterialbogen 6 vorzugsweise derart aufgelegt, dass das Packgut 1 in seiner Umfangsrichtung vollständig bedeckt wird. Auf diese Weise kann das Packgut 1 nach dem Verbinden des ersten Packmaterialbogens 3 mit dem zweiten Packmaterialbogen 6 allseitig sowie insbesondere luft-, staub- und feuchtigkeitsdicht eingeschlossen werden. -
Figur 4 dient der Verdeutlichung eines Verfahrens zum Verpacken eines Packguts gemäß einem zweiten Ausführungsbeispiel der Erfindung. Das Verfahren und die mittels des Verfahrens erzeugte Verpackung gemäß dem zweiten Ausführungsbeispiel weisen sämtliche Merkmale des ersten Ausführungsbeispiels der Erfindung auf, weswegen diese mit denselben Bezugszeichen wie bei jenem bezeichnet sind und auf deren erneute Beschreibung nachfolgend verzichtet wird. Bei dem Verfahren und der Verpackung in Übereinstimmung mit dem zweiten Ausführungsbeispiel wird zur Herstellung der haftenden und lösbaren Verbindung in dem ersten Bereich 14 entlang des ersten Abschnitts 11 des Umfangs des Tragelements 2 nun jedoch ein doppelseitiges Klebeband 21 verwendet. InFigur 4 ist die Anwendung des doppelseitigen Klebebandes 21 in dem ersten Bereich 14 in einem Detail A, dessen Position innerhalb des ersten Abschnitts 11 liegt und inFigur 2 angedeutet ist, gezeigt. Das doppelseitige Klebeband 21 kann bereits vor dem Auflegen des ersten Packmaterialbogens 3 auf das Tragelement 2 in dem vorbestimmten ersten Bereich 14 des ersten Packmaterialbogens 3 auf dessen Oberseite 17 durch Aufkleben befestigt werden. Alternativ hierzu kann das Aufkleben des Klebebandes 21 auf die Oberseite 17 auch erst nach dem Auflegen des ersten Packmaterialbogens 3 auf das Tragelement 2 erfolgen. Bevorzugt kann an der zweiten Klebeseite des Klebebandes 21, welche für ein Aufkleben auf die Unterseite 18 des zweiten Packmaterialbogens 6 in dessen erstem Bereich 14 vorgesehen ist, eine (nicht dargestellte) schützende Abdeckfolie belassen werden, welche erst dann abgezogen wird, wenn das Packgut 1 vollständig auf dem ersten Packmaterialbogen 6 angeordnet ist, der zweite Packmaterialbogen 6 auf die Oberseite 7 des Packgutes 1 aufgelegt wurde und die Verbindung längs des ersten Abschnitts 11 erfolgen soll. Um eine dichte Verbindung zwischen den ersten Bereichen 14 der Packmaterialbögen 3 und 6 zu unterstützen, kann es vorteilhaft sein, diese Bereiche 14 in Pfeilrichtung 22 gegeneinander anzudrücken. Dies kann mittels einer rotierenden Rolle, einer rotierenden Rundbürste oder auch, wie inFigur 4 beispielhaft abgebildet, mittels einer entlang einer Oberseite des zweiten Packmaterialbogens 6 geführten Flachbürste 23 erfolgen. Vorzugsweise wird das doppelseitige Klebeband 21 bei diesem Ausführungsbeispiel der Erfindung in dem Bereich 14 entlang des gesamten Abschnitts 11 durchgehend auf die Oberseite 17 des ersten Packmaterialbogens 3 aufgeklebt, um einen möglichst dichten und auch wieder lösbaren Abschluss zu erreichen. Alternativ zu dem Vorstehenden kann das doppelseitige Klebeband 21 auch zunächst in dem ersten Bereich 14 des zweiten Packmaterialbogens 6 auf dessen Unterseite 18 aufgeklebt, nach dem Auflegen des zweiten Packmaterialbogens 6 auf das Packgut 1 ein eventuell vorgesehener Abdeckstreifen auf der anderen Klebefläche des Klebebands 21 abgezogen und dann die Verbindung der beiden Packmaterialbögen 3, 6 hergestellt werden. In dem ersten Bereich 14 berühren sich die Oberseite 17 des ersten Packmaterialbogens 3 und die Unterseite 18 des zweiten Packmaterialbogens 6 somit durch Vermittlung des Klebebandes 21. - Ein Verfahren und eine Verpackung gemäß einem dritten Ausführungsbeispiel sind in
Figur 5 anhand eines Details A', welches ebenfalls inFigur 2 gekennzeichnet ist, verdeutlicht. Auch das dritte Ausführungsbeispiel beinhaltet sämtliche Merkmale des ersten Ausführungsbeispiels, so dass auch hier die gleichen Bezugszeichen verwendet werden. Der Unterschied des dritten gegenüber dem ersten und dem zweiten Ausführungsbeispiel der Erfindung liegt darin, dass nunmehr, wieFigur 5 zeigt, die haftende Verbindung dadurch hergestellt wird, dass entlang des ersten Abschnitts 11 in dem jeweiligen ersten Bereich 14 die Oberseite 17 des ersten Packmaterialbogens 3 und die Unterseite 18 des zweiten Packmaterialbogens 6 mit einem geeigneten Klebstoff beschichtet werden. Dieses Beschichten kann entweder bereits vor dem Zuschneiden der Packmaterialbögen 3, 6 erfolgen oder auch während des Verpackens des Packguts 1, beispielsweise nachdem beide Packmaterialbögen 3 und 6 bereits aufgelegt sind, durchgeführt werden. Die Klebstoffbeschichtungen sind inFigur 5 mit den Bezugszeichen 24 und 25 versehen. Es kann auch vorteilhaft und für eine dichte Verbindung ausreichend sein, nur eine der Beschichtungen 24 oder 25 vorzusehen. Vorzugsweise wird der erste Packmaterialbogen 3 entlang des Abschnitts 11 des Umfangs des Tragelements 2 in dem ersten Bereich 14 an der Oberseite 17 mit einer Klebstoffbeschichtung 24 versehen, während auf die Klebstoffbeschichtung 25 verzichtet wird. Es kann aber stattdessen auch die Beschichtung 25 aufgebracht und die Beschichtung 24 wegggelassen werden. Darüber hinaus ist es möglich, die Oberseite 17 des ersten Packmaterialbogens 3 oder die Unterseite 18 des zweiten Packmaterialbogens 6 oder beide vollflächig mit Klebstoff zu beschichten, wodurch eine besonders sichere haftende Verbindung erreicht werden kann, jedoch auch ein Verkleben mit dem Packgut 1 auftreten kann. Der Klebstoff, welcher für die Beschichtungen 24 und/oder 25 eingesetzt wird, wird gemäß diesem dritten Ausführungsbeispiel der Erfindung derart gewählt, dass die Verbindung der Packmaterialbögen 3 und 6 in dem ersten Bereich 14 lösbar und insbesondere auch durch erneutes Aufeinanderlegen und Andrücken haftend wiederherstellbar ist. Dadurch wird ein einfaches Öffnen der Verpackung ohne Werkzeug und auch ein praktisches und einfaches Wiederverschließen ermöglicht. Wie inFigur 5 dargestellt, erfolgt auch gemäß dem dritten Ausführungsbeispiel der Erfindung ein Andrücken in Richtung 22, wobei zu diesem Zweck inFigur 5 beispielhaft eine rotierende Rolle 26 gezeigt ist. In einer Variante des dritten Ausführungsbeispiels können statt der Klebstoffbeschichtungen 24, 25 der erste Packmaterialbogen 3, der zweite Packmaterialbogen 6 oder beide für das haftende Verbinden entlang des ersten Abschnitts 11 des Umfangs des Tragelements 2 zumindest in dem jeweiligen ersten Bereich 14 selbsthaftend ausgebildet werden, indem beispielsweise für die Packmaterialbögen ein Folienmaterial mit besonderen Adhäsionseigenschaften oder eine elektrostatisch aufgeladene Folie verwendet wird. Das Beschichten mit Klebstoff oder die selbsthaftende Ausbildung erfolgt wiederum vorzugsweise durchgehend entlang des gesamten Abschnitts 11, um eine möglichst dichte Verbindung der Packmaterialbögen 3, 6 längs des Abschnitts 11 zu gewährleisten. -
Figur 6 zeigt, wie die Verbindung der Packmaterialbögen 3 und 6 entlang des zweiten Abschnitts 12 gemäß einem vierten Ausführungsbeispiel der Erfindung erfolgen kann. Hierzu ist inFigur 6 ein inFigur 2 gekennzeichnetes Detail B dargestellt, dessen Position innerhalb des zweiten Abschnitts 12 liegt. Auch das vierte Ausführungsbeispiel weist sämtliche Merkmale des ersten Ausführungsbeispiels der Erfindung auf. Die ohne Zerstören der mittels des Verfahrens gemäß diesem Ausführungsbeispiel hergestellten Verpackung nicht lösbare Verbindung zwischen dem ersten und dem zweiten Packmaterialbogen 3, 6 entlang des zweiten Abschnitts 12 in dem jeweiligen vorbestimmten Bereich 15 des ersten Packmaterialbogens 3 und des zweiten Packmaterialbogens 6 erfolgt gemäßFigur 6 durch Ansteppen beider Packmaterialbögen 3 und 6 gemeinsam mittels eines stumpfen Dorns 27. Der Dorn 27 wird in Richtung des Pfeils 28 zum Beispiel in die Seitenfläche 13a des Tragelements 2 gestoßen, wodurch die Packmaterialbögen 3 und 6 örtlich in den Werkstoff des Tragelements 2 eingedrückt und dadurch miteinander und mit dem Tragelement 2 verbunden werden. Das Ansteppen erfolgt bevorzugt längs des gesamten Abschnitts 12. Somit wird der Dorn 27 bei diesem Ausführungsbeispiel auch in Teile der Seitenflächen 13b und 13d eingestoßen. Das Ansteppen kann ferner in Form einer Anzahl von Anstepppunkten, aber auch in Gestalt einer entlang des Abschnitts 12 des Umfangs geführten durchgezogenen oder unterbrochenen, geraden oder beispielsweise wellenartig ausgebildeten Linie erfolgen. In einer Variante des vierten Ausführungsbeispiels kann die Verbindung in dem zweiten Bereich 15 längs des zweiten Abschnitts 12 auch mit Hilfe von Heftklammern erreicht werden. Zum Beispiel können ebenfalls in Pfeilrichtung 28 Heftklammern durch die beiden Packmaterialbögen 3 und 6 eingetrieben werden, wodurch der erste und der zweite Packmaterialbogen 3, 6 miteinander insbesondere zum Beispiel gegenüber Wasser, feuchte Luft oder Staub dicht, verbunden und an dem Tragelement 2 befestigt werden. -
Figur 7 illustriert anhand eines Details B', dessen Position wiederum innerhalb des zweiten Abschnitts 12 liegt und in Figur 2 angedeutet ist, ein fünftes Ausführungsbeispiel der Erfindung. Das fünfte Ausführungsbeispiel umfasst wiederum sämtliche Merkmale des ersten Ausführungsbeispiels, wobei nun die Verbindung der Packmaterialbögen 3 und 6 in dem vorbestimmten zweiten Bereich 15 längs des zweiten Abschnitts 12 durch Verschweißen erfolgt. Hierzu wird eine Schweißeinrichtung 31 verwendet, wobei diese zum Beispiel mit einer Düse zum Aufbringen von Heißgas auf den zweiten Bereich 15 oder um einen beispielsweise elektrisch erhitzten Stempel handeln kann. Auch das Verschweißen kann punkt- oder linienförmig, im letzteren Fall geradlinig oder wellenartig erfolgen, wobei zur Erreichung einer guten Dichtigkeit der Verbindung ein linienförmiges, durchgehendes Verschweißen entlang des gesamten zweiten Abschnitts 12 des Umfangs des Tragelements 2 bevorzugt wird. - Gemäß einer Variante, welche Merkmale des vierten und fünften Ausführungsbeispiels der Erfindung kombiniert, kann es darüber hinaus auch vorteilhaft sein, nur den ersten Packmaterialbogen 3 entlang des Abschnitts 12 an das Tragelement 2, etwa an die Seitenfläche 13a und Teile der Seitenflächen 13b und 13d anzusteppen oder mit Hilfe von Heftklammern anzuheften. Der zweite Packmaterialbogen 6 kann nachfolgend in dem zweiten Bereich 15 längs des Abschnitts 12, vorzugsweise durchgehend, mit dem zweiten Bereich 15 des ersten Packmaterialbogens 3, insbesondere unter Wärmeeinwirkung, dicht verschweisst werden.
- Unter Bezugnahme auf die
Figuren 4, 5 ,6 und 7 sei angemerkt, dass die zu denFiguren 4 und 5 dargelegten Verfahren zur Verbindung der Packmaterialbögen 3 und 6 entlang des ersten Abschnitts 11 in beliebigen Kombinationen mit den unter Verweis auf dieFiguren 6 und 7 erläuterten Verfahren zu deren Verbindung entlang des zweiten Abschnitts 12 des Umfangs des Tragelements 2 zur Anwendung kommen können. - Ferner kann es auch vorteilhaft sein, auch den ersten Packmaterialbogen 3 entlang des ersten Abschnitts 11 des Umfangs des Tragelements 2 zusätzlich mit den Seitenflächen, beispielsweise der Seitenfläche 13c, des Tragelements 2 zu verbinden. Dies erfolgt bevorzugt vor der Erzeugung der haftenden Verbindung zwischen dem ersten und dem zweiten Packmaterialbogen 3 bzw 6.
- Wie die
Figuren 4, 5 ,6 und 7 außerdem zeigen, handelt es sich bei den jeweiligen ersten und zweiten Bereichen 14 und 15 um Randbereiche des ersten Packmaterialbogens 3 und des zweiten Packmaterialbogens 6. -
Figur 8 zeigt, dass in Übereinstimmung mit einer Variante der ersten bis fünften Ausführungsbeispiele der Erfindung die an den Ecken entstehenden, vertikal verlaufenden Falten 19a bis 19d (vgl. hierzu die Draufsicht derFigur 3 ), welche aus überschüssigem Material des ersten und zweiten Packmaterialbogens 3, 6 gebildet sind, vorzugsweise flach an das Packgut 1 oder das Tragelement 2 oder an beide, insbesondere an deren Seitenflächen, angelegt und an einer Oberseite 32 des zweiten Packmaterialbogens 6 befestigt werden.Figur 8 zeigt beispielhaft die Falte 19c. Die Befestigung der Falte 19c erfolgt beispielsweise, nachdem die Verbindung der Packmaterialbögen 3 und 6 entlang der Abschnitte 11 und 12 erzeugt wurde, durch Aufbringen eines Klebstoffes auf eine Seite der Falte 19c und nachfolgendes Anlegen dieser Seite der Falte 19c an die Oberfläche 32. Alternativ kann die Befestigung durch Aufkleben eines doppelseitigen Klebebandes auf die Falte 19c vor dem Anlegen dieser oder durch Überkleben einer Kante 34c der Falte 19c mit einem einseitigen Klebeband 33 erfolgen. Durch das Befestigen der Falten 19a-d stören diese nicht bei der Lagerung und können beim Transport auf einem offenen LKW auch nicht flattern. Darüber hinaus wird das Aussehen der Verpackung dadurch verbessert. - Bei den gezeigten Ausführungsbeispielen ist das Tragelement 2 bevorzugt als eine Transportpalette aus Holz, Kunststoff oder Metall ausgebildet, was sich für eine einfache Handhabung des verpackten Packgutes als vorteilhaft erweisen kann. Wie
Figur 9 zeigt, kann es darüber hinaus von Vorteil sein, wenn ein als Palette ausgebildetes Tragelement 2 im Wesentlichen ebene und hinreichend großflächige Seitenflächen 13a, 13b, 13c, 13d aufweist, wobei diese Seitenflächen, wie bei der inFigur 9 skizzierten Holzpalette, welche z. B. sechs verbundene Kanthölzer 35 aufweist, durchaus auch in der vertikalen Richtung Z versetzt angeordnet sein können. Die Seitenflächen 13a-d können einerseits bei der Herstellung der haftenden Verbindung längs des ersten Abschnitts 11 als Anliegefläche zur Unterstützung der Packmaterialbögen 3, 6 dienen und erlauben ein günstiges Befestigen der Packmaterialbögen 3 und/oder 6 an dem Tragelement 2 entlang des zweiten Abschnitts 12, falls ein derartiges Befestigen vorgesehen ist. - Die
Figuren 10 und 11 verdeutlichen das Verpacken eines Packgutes 1' mit Gutstücken 1a' gemäß einem sechsten Ausführungsbeispiel der Erfindung. Auch bei dem sechsten Ausführungsbeispiel ist ein Tragelement 2' vorgesehen, auf das ein erster Packmaterialbogen 3' aufgelegt wird. Auf dem ersten Packmaterialbogen 3' wird das Packgut 1', wie in Bezug aufFigur 1 beschrieben, angeordnet. Das Packgut 1', das Tragelement 2' und der erste Packmaterialbogen 3' werden ferner in gleicher Weise ausgebildet wie in Bezug auf das erste Ausführungsbeispiel bereits beschrieben. Gemäß dem sechsten Ausführungsbeispiel der Erfindung werden jedoch im Unterschied zu den vorstehend erläuterten Ausführungsformen über das Packgut 1' überstehende Teile des ersten Packmaterialbogens 3', von denen in der Figur nur die überstehenden Teile 5a' und 5c' sichtbar sind, von dem Tragelement 2' weggeklappt und in Pfeilrichtung 36' nach oben, zu Seitenflächen des Packgutes 1' hin, gefaltet. Besitzt das Packgut 1' flächige Seiten, wie etwa bei dem inFigur 10 gezeigten Packgut 1', dessen Seitenflächen sich im Wesentlichen entlang der vertikalen Richtung Z erstrecken, dann können die überstehenden Teile 5a', 5c' vorteilhaft an das Packgut 1' angelegt werden. Eine Oberseite 17' des ersten Packmaterialbogens 3' weist nun zu dem Packgut 1' hin. Nun wird ein zweiter Packmaterialbogen 6', wie ebenfalls in Bezug aufFigur 1 bereits erläutert, auf eine Oberseite 7' des Packgutes 1' aufgelegt. Auch gemäß dem sechsten Ausführungsbeispiel der Erfindung werden die ersten und zweiten Packmaterialbögen 3' und 6' miteinander entlang eines ersten Abschnitts eines Umfangs des Tragelements 2' haftend lösbar und insbesondere wiederverbindbar verbunden und entlang eines zweiten Abschnitt des Umfangs des Tragelements 2' in der Weise verbunden, dass sie dort nur durch Zerstören der Verpackung wieder voneinander gelöst werden können. Das Verbinden der Packmaterialbögen 3', 6' kann in gleicher Weise wie vorstehend unter Bezugnahme auf dieFiguren 1 bis 7 erläutert erfolgen, wobei sich das sechste Ausführungsbeispiel dadurch von den vorhergehenden Ausführungsbeispielen unterscheidet, dass bei dem Verbinden des ersten Packmaterialbogens 3' mit dem zweiten Packmaterialbogen 6' eine Unterseite 37' des ersten Packmaterialbogens 3' in ersten und zweiten Bereichen 14', 15' mit einer Unterseite 18' des zweiten Packmaterialbogens 6' überlappend in Berührung gebracht wird. - Das Verbinden der Packmaterialbögen 3' und 6' in einem jeweiligen vorbestimmten ersten Bereich 14' längs eines ersten Abschnitts des Umfangs des Tragelements 2' und in einem jeweiligen vorbestimmten zweiten Bereich 15', wie durch die Details A"und B"in
Figur 11 angedeutet, kann wie vorstehend zu den ersten bis fünften Ausführungsbeispielen erläuert durchgeführt werden. Bei dem sechsten Ausführungsbeispiel wird die Verbindung jedoch zwischen der Unterseite 18' des zweiten Packmaterialbogens 6' und der Unterseite 37' des ersten Packmaterialbogens 3', welche übereinandergelegt werden, hergestellt. Darüber hinaus unterscheidet sich das sechste Ausführungsbeispiel der Erfindung dadurch von den vorhergehenden, dass kein Befestigen der Packmaterialbögen 3', 6' an Seitenflächen des Tragelements 2' erfolgt. -
Figur 12 zeigt ein Packgut, welches in Übereinstimmung mit einer weiteren Variante der ersten bis fünften Ausführungsbeispiele verpackt wurde. Um das Packgut noch besser auf dem Tragelement 2 festzuhalten, wird nach dem Auflegen und Verbinden der Packmaterialbögen 3 und 6 das entstandene Paket zusätzlich mit einer Umreifung 38 aus Stahl- oder Kunststoffband versehen. Um insbesondere den zweiten Packmaterialbogen 6 vor einer Beschädigung oder Perforation durch die Umreifung 38 oder auch vor Schäden beim Manipulieren des verpackten Packguts zu schützen, sind zwischen dem zweiten Packmaterialbogen 6 und der Umreifung 38 im Bereich oberer Kanten des Packgutes Kantenschutzprofile 41 vorgesehen. WieFigur 12 zeigt, können diese beispielsweise als Winkelprofile aus Kunststoff, Blech, Karton oder dergleichen ausgebildet sein. Derartige Kantenschutzprofile 41 können auch bei der Verpackung gemäß dem sechsten Ausführungsbeispiel vorgesehen werden. - Bei allen vorbeschriebenen Ausführungsbeispielen ist es auch möglich, den ersten Packmaterialbogen 3, 3' oder den zweiten Packmaterialbogen 6, 6' oder beide ganz oder teilweise mit einer Isolier- und/oder Polsterwirkung zu versehen. So kann beispielsweise für einen oder beide Packmaterialbögen 3, 3', 6, 6' eine Luftpolsterfolie, vorzugsweise mit im Wesentlichen glatter Oberfläche, eingesetzt werden.
- Darüber hinaus kann es Vorteile bieten, zwischen das Packgut 1 und den ersten Packmaterialbogen 3, 3' und/oder den zweiten Packmaterialbogen 6, 6' einen feuchtigkeitsbindenden Stoff, beispielsweise ein Silicagel oder ähnliches, einzubringen. Dies kann bei feuchtigkeitsempfindlichem oder hygroskopischem Packgut 1, 1' nützlich sein, sich aber auch als günstig erweisen, wenn das Packgut 1, 1', wie etwa ein Blechstapel, unter Feuchtigkeitseinwirkung zur Korrosion neigt. Statt eines feuchtigkeitsbindenden Stoffes kann auch eine flüchtige, korrosionshemmende Chemikalie (auch volatile corrosion inhibitor oder VCI genannt) eingebracht werden. Dies kann dadurch erreicht werden, dass der erste Packmaterialbogen 3, 3' an seiner dem Packgut 1, 1' zugewandten Oberseite 17, 17' und/oder der zweite Packmaterialbogen 6, 6' an seiner Unterseite 18, 18' wenigstens abschnittsweise mit einem feuchtigkeitsbindenden Stoff versehen und/oder mit einer flüchtigen, korrosionshemmenden Chemikalie beschichtet werden. Durch das Ausgasen der korrosionshemmenden Chemikalie kann innerhalb der Verpackung eine das Packgut 1, 1' umgebende, schützende Atmosphäre hergestellt werden. Alternativ kann die gemäß den vorstehend erläuerten Ausführungsbeispielen der Erfindung hergestellte Verpackung für das Packgut 1, 1' zu diesem Zweck auch mit einem geeigneten Schutzgas gefüllt werden, bevor das Verbinden der Packmaterialbögen 3, 3', 6, 6' abgeschlossen wird. Außerdem kann bei allen vorgenannten Ausführungsbeispielen innerhalb des ersten Abschnitts 11 die Verbindungsstelle der Packmaterialbögen 3, 3', 6, 6' mit einem - in den Figuren nicht gezeigten - Kontrollsiegel, beispielsweise einem selbstklebenden Abrissstreifen, überklebt werden, welcher beim Öffnen der Verpackung aufreisst. Dadurch kann verhindert werden, dass eine unbefugte Entnahme von Gutstücken 1a, 1a' unentdeckt bleibt.
- Obwohl die Erfindung vorstehend anhand bevorzugter Ausführungsbeispiele beschrieben wurde, ist sie nicht darauf beschränkt, sondern kann auf vielfältige Art und Weise modifiziert werden, ohne vom Gegenstand der vorliegenden Erfindung abzuweichen.
- Insbesondere ist die vorliegende Erfindung nicht auf Tragelemente in Gestalt rechteckiger Paletten oder auf quaderförmige Packgüter und Gutstapel beschränkt. Vielmehr kann auch Packgut anderer Formen auf rechteckigen oder anders geformten Tragelementen oder Unterlagen mittels des erfindungsgemäßen Verfahrens verpackt werden.
- Darüber hinaus ist es auch denkbar, nicht nur einen ersten und einen zweiten Abschnitt des Umfangs des Tragelements vorzusehen, sondern es kann auch zweckmäßig sein, beispielsweise zwei erste und zwei zweite Abschnitte abwechselnd anzuordnen, wobei die Verbindung der Packmaterialbögen längs der ersten und zweiten Abschnitte wie vorstehend beschrieben durchgeführt wird.
-
- 1, 1'
- Packgut
- 1a, 1a'
- Gutstück
- 2, 2'
- Tragelement
- 3, 3'
- erster Packmaterialbogen
- 4
- Abschnitt (erster Packmaterialbogen)
- 5a-5d
- überstehender Teil (erster Packmaterialbogen)
- 5a', 5c'
- überstehender Teil (erster Packmaterialbogen)
- 6, 6'
- zweiter Packmaterialbogen
- 7, 7'
- Oberseite (Packgut)
- 8a-8d
- überstehender Teil (zweiter Packmaterialbogen)
- 11
- erster Abschnitt (Umfang des Tragelements)
- 12
- zweiter Abschnitt (Umfang des Tragelements)
- 13a-13d
- Seitenflächen (Tragelement)
- 14, 14'
- erster Bereich (erster/zweiter Packmaterialbogen)
- 15, 15'
- zweiter Bereich (erster/zweiter Packmaterialbogen)
- 16
- Zurückschlagrichtung
- 17, 17'
- Oberseite (erster Packmaterialbogen)
- 18, 18'
- Unterseite (zweiter Packmaterialbogen)
- 19a-19d
- Falten
- 21
- doppelseitiges Klebeband
- 22
- Andrückrichtung
- 23
- Flachbürste
- 24
- Klebstoffbeschichtung (erster Packmaterialbogen)
- 25
- Klebstoffbeschichtung (zweiter Packmaterialbogen)
- 26
- Rolle
- 27
- Dorn
- 28
- Einstoßrichtung
- 31
- Schweißeinrichtung
- 32
- Oberseite (zweiter Packmaterialbogen)
- 33
- Klebeband
- 34c
- Kante (Falte)
- 35
- Kantholz
- 36'
- Faltrichtung (erster Packmaterialbogen)
- 37'
- Unterseite (erster Packmaterialbogen)
- 38
- Umreifung
- 41
- Kantenschutzprofil
- X
- horizontale Richtung
- Y
- horizontale Richtung
- Z
- vertikale Richtung
Claims (13)
- Verfahren zum Verpacken eines Packgutes (1; 1'), insbesondere eines mit mehreren Gutstücken (1a; 1a') gebildeten Gutstapels, mit den folgenden Schritten:Bereitstellen eines Tragelements (2; 2'), insbesondere einer Palette, zum Tragen des Packgutes (1; 1');Auflegen eines ersten Packmaterialbogens (3; 3') auf das Tragelement (2; 2');Anordnen des Packgutes (1; 1') auf dem ersten Packmaterialbogen (3; 3') in der Weise, dass ein Abschnitt (4) des ersten Packmaterialbogens (3; 3') zwischen dem Tragelement (2; 2') und dem Packgut (1; 1') zu liegen kommt und dass der erste Packmaterialbogen (3; 3') über das Packgut (1; 1') übersteht;Auflegen eines zweiten Packmaterialbogens (6; 6') auf eine Oberseite (7; 7') des Packgutes (1; 1') in der Weise, dass der zweite Packmaterialbogen (6; 6') über das Packgut (1; 1') übersteht; undbereichsweises Verbinden des ersten Packmaterialbogens (3; 3') mit dem zweiten Packmaterialbogen (6; 6'), wobeider erste Packmaterialbogen (3; 3') und der zweite Packmaterialbogen (6; 6') in einem jeweiligen vorbestimmten ersten Bereich (14; 14') entlang eines ersten Abschnitts (11) eines Umfangs des Tragelements (2; 2') haftend lösbar und insbesondere wiederverbindbar verbunden werden.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass es sich bei dem jeweiligen ersten Bereich (14; 14') um Randbereiche des ersten Packmaterialbogens (3; 3') und des zweiten Packmaterialbogens (6; 6') handelt.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass ein über das Packgut (1') überstehender Teil (5a', 5c') des ersten Packmaterialbogens (3') von dem Tragelement (2') weg zu Seitenflächen des Packgutes (1') hin gefaltet wird und insbesondere dass bei dem Verbinden des ersten Packmaterialbogens (3') mit dem zweiten Packmaterialbogen (6') eine Unterseite (37') des ersten Packmaterialbogens (3') in dem ersten Bereich (14') mit einer Unterseite (18') des zweiten Packmaterialbogens (6') überlappend in Berührung gebracht wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass ein über das Packgut (1) überstehender Teil (5a-5d) des ersten Packmaterialbogens (3) von dem Packgut (1) weg zu Seitenflächen (13a-13d) des Tragelements (2) hin gefaltet wird und insbesondere dass bei dem Verbinden des ersten Packmaterialbogens (3) mit dem zweiten Packmaterialbogen (6) eine Oberseite (17) des ersten Packmaterialbogens (3) in dem ersten Bereich (14) mit einer Unterseite (18) des zweiten Packmaterialbogens (6) überlappend in Berührung gebracht wird.
- Verfahren nach Anspruch 4, dadurch gekennzeichnet, dass der erste Packmaterialbogen (3) entlang des ersten Abschnitts (11) des Umfangs des Tragelements (2) zusätzlich mit den Seitenflächen (13b, 13c, 13d) des Tragelements (2) verbunden wird.
- Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass der erste Packmaterialbogen (3) für das Verbinden mit den Seitenflächen (13a-13d) des Tragelements (2) vorzugsweise mittels eines stumpfen Dorns (27) o. ä. an die Seitenflächen (13a-13d) des Tragelements (2) angesteppt oder vorzugsweise mit Hilfe von Heftklammern o. ä. angeheftet wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass für das haftende Verbinden entlang des ersten Abschnitts (11) ein doppelseitiges Klebeband (21) in dem jeweiligen ersten Bereich (14; 14') auf den ersten Packmaterialbogen (3; 3') oder den zweiten Packmaterialbogen (6; 6') aufgebracht wird.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der erste Packmaterialbogen (3; 3') und/oder der zweite Packmaterialbogen (6; 6') für das haftende Verbinden entlang des ersten Abschnitts (11) des Umfangs des Tragelements (2; 2') zumindest in dem jeweiligen ersten Bereich (14; 14') mit einem Klebstoff beschichtet (24, 25) werden.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass der erste Packmaterialbogen (3; 3') und/oder der zweite Packmaterialbogen (6; 6') für das haftende Verbinden entlang des ersten Abschnitts (11) des Umfangs des Tragelements (2; 2') zumindest in dem jeweiligen ersten Bereich (14; 14') selbsthaftend ausgebildet werden.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass der erste Packmaterialbogen (3; 3') und der zweite Packmaterialbogen (6; 6') durch das Verbinden entlang des ersten Abschnitts (11) und entlang eines zweiten Abschnitts (12) des Umfangs des Tragelements (2; 2') im Wesentlichen längs des gesamten Umfangs des Tragelements (2; 2') miteinander verbunden werden.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass das Packgut (1; 1') nach dem Verbinden des ersten Packmaterialbogens (3; 3') und des zweiten Packmaterialbogens (6; 6') allseitig und insbesondere luft- und feuchtigkeitsdicht eingeschlossen ist.
- Verfahren nach einem der vorstehenden Ansprüche, dadurch gekennzeichnet, dass zwischen das Packgut (1; 1') und den ersten Packmaterialbogen (3; 3') und/oder zwischen das Packgut (1; 1') und den zweiten Packmaterialbogen (6; 6') ein feuchtigkeitsbindender Stoff und/oder eine bei einer Lagertemperatur des Packgutes flüchtige, korrosionshemmende Chemikalie eingebracht wird oder dass der erste (3; 3') und/oder der zweite (6; 6') Packmaterialbogen an einer dem Packgut (1; 1') zugewandten Oberfläche (17, 18; 17', 18') wenigstens abschnittsweise mit einem derartigen Stoff und/oder einer derartigen Chemikalie versehen werden oder er in diesem enthalten ist.
- Verpackung für ein Packgut (1; 1'), insbesondere für einen mit mehreren Gutstücken (1a; 1a') gebildeten Gutstapel, hergestellt insbesondere mittels des Verfahrens nach einem der Ansprüche 1 bis 12, wobei
die Verpackung ein Tragelement (2; 2'), insbesondere eine Palette, zum Tragen des Packgutes (1; 1') sowie einen ersten Packmaterialbogen (3; 3') und einen zweiten Packmaterialbogen (6; 6') aufweist und
der erste (3; 3') und der zweite (6; 6') Packmaterialbogen bereichsweise miteinander verbunden sind, wobei der erste Packmaterialbogen (3; 3') und der zweite Packmaterialbogen (6; 6') in einem jeweiligen vorbestimmten ersten Bereich (14; 14') entlang eines ersten Abschnitts (11) eines Umfangs des Tragelements (2; 2') haftend lösbar und insbesondere wiederverbindbar verbunden sind.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL13154434T PL2592006T3 (pl) | 2010-09-27 | 2010-09-27 | Sposób opakowywania produktu pakowanego i opakowanie dla produktu pakowanego |
| EP13154434.8A EP2592006B1 (de) | 2010-09-27 | 2010-09-27 | Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10180327A EP2433874B1 (de) | 2010-09-27 | 2010-09-27 | Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut |
| EP13154434.8A EP2592006B1 (de) | 2010-09-27 | 2010-09-27 | Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut |
Related Parent Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10180327.8 Division | 2010-09-27 | ||
| EP10180327A Division EP2433874B1 (de) | 2010-09-27 | 2010-09-27 | Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2592006A1 EP2592006A1 (de) | 2013-05-15 |
| EP2592006B1 true EP2592006B1 (de) | 2014-07-16 |
Family
ID=43618958
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10180327A Active EP2433874B1 (de) | 2010-09-27 | 2010-09-27 | Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut |
| EP13154434.8A Active EP2592006B1 (de) | 2010-09-27 | 2010-09-27 | Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP10180327A Active EP2433874B1 (de) | 2010-09-27 | 2010-09-27 | Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut |
Country Status (4)
| Country | Link |
|---|---|
| US (2) | US9205964B2 (de) |
| EP (2) | EP2433874B1 (de) |
| ES (1) | ES2499665T3 (de) |
| PL (2) | PL2433874T3 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4166463A1 (de) | 2021-10-15 | 2023-04-19 | Felix Waldner GmbH | Verfahren zum verpacken eines packgutes und verpackung für ein packgut |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL2433874T3 (pl) * | 2010-09-27 | 2013-08-30 | Felix Waldner Gmbh | Sposób opakowywania produktu pakowanego i opakowanie dla produktu pakowanego |
| US20130067861A1 (en) * | 2011-09-16 | 2013-03-21 | Owens Corning Intellectual Capital, Llc | Packaging to improve shelflife of insulation products |
| US20130068357A1 (en) * | 2011-09-20 | 2013-03-21 | Michael James Stalker | Protective cover |
| JP6531451B2 (ja) * | 2015-03-23 | 2019-06-19 | 三菱ケミカル株式会社 | 搬送用フィルムロール梱包体 |
| AT521015B1 (de) * | 2018-05-02 | 2019-10-15 | Springer Maschf Gmbh | Folierungsvorrichtung |
| US12017842B2 (en) * | 2019-09-13 | 2024-06-25 | Fresh Express Incorporated | Heat sealing apparatus |
Family Cites Families (29)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2445152A (en) * | 1943-02-25 | 1948-07-13 | Bethlehem Steel Corp | Shipping package |
| FR1245523A (fr) * | 1957-05-23 | 1960-11-10 | Procédé d'emballage d'objets plats empilés | |
| US3855756A (en) * | 1967-05-10 | 1974-12-24 | Owens Illinois Inc | Load stabilization |
| US3562392A (en) * | 1969-01-31 | 1971-02-09 | William Gordon Mylius | Package for bundle of goods |
| DE1922180A1 (de) * | 1969-04-30 | 1970-11-19 | Alkor Oerlikon Plastic Gmbh | Transport- und Lagereinheit und Verfahren zu deren Herstellung |
| US3667598A (en) * | 1971-02-18 | 1972-06-06 | Weldotron Corp | Wrapped pallet load |
| US3995410A (en) * | 1971-06-15 | 1976-12-07 | Berghgracht Marius Leopold Hyp | Package forming apparatus |
| FR2161527A7 (de) * | 1971-11-23 | 1973-07-06 | Applic Thermiques | |
| US3893279A (en) * | 1972-01-05 | 1975-07-08 | Arenco Jm Ab | Method of packaging load units in weldable plastic foil |
| GB1372671A (en) * | 1973-01-29 | 1974-11-06 | Platmanufaktur Ab | Load of goods comprising a plurality of superposed layers and a method and a machine for producing said load |
| DE2338737A1 (de) * | 1973-07-31 | 1975-02-13 | Continental Gummi Werke Ag | Verpackung fuer gegenstaende oder materialien |
| US3997054A (en) * | 1973-09-05 | 1976-12-14 | Berghgracht Marius Leopold Hyp | Watertight package apparatus |
| SE387916B (sv) * | 1975-01-28 | 1976-09-20 | Aga Ab | Anordning for lagring och transport av temperaturkensligt gods |
| AT372348B (de) * | 1976-04-03 | 1983-09-26 | Moellers E Fa | Verfahren zur herstellung eines palettenlosen kollis und vorrichtung zur durchfuehrung des verfahrens |
| DE7635849U1 (de) * | 1976-11-13 | 1977-03-03 | Rhodiaceta Ag | Verpackung fuer zusammengepresste Fasern Faeden oder Fadenkabel |
| DE2724306A1 (de) * | 1977-05-28 | 1978-12-07 | Rondo Ag Allschwil | Verpackung |
| EP0049974B1 (de) * | 1980-10-13 | 1985-07-24 | Imperial Chemical Industries Plc | Transportfähige Ladung |
| DE3521416A1 (de) | 1985-06-14 | 1986-12-18 | MSK - Verpackungs-Systeme GmbH, 4190 Kleve | Verfahren zum verpacken eines auf einer palette angeordneten gutstapels und vorrichtung zur durchfuehrung des verfahrens |
| FR2599710B1 (fr) * | 1986-06-04 | 1989-03-24 | Newtec Int | Procede et installation pour l'emballage d'une charge palettisee dans une housse en matiere plastique thermoretractable |
| DE8816085U1 (de) * | 1988-12-24 | 1989-03-09 | MSK-Verpackungs-Systeme GmbH, 4190 Kleve | Vorrichtung zum Verpacken eines auf einer Palette angeordneten Gutstapels |
| DE69514329T2 (de) * | 1995-05-24 | 2000-08-10 | Agfa-Gevaert N.V., Mortsel | Verfahren zum lichtdichten Verpacken eines Stapels lichtempfindlicher Bögen |
| US5945147A (en) * | 1997-10-23 | 1999-08-31 | Cold-Bag, Inc. | Method for packaging fresh perishable foods |
| US5983598A (en) * | 1998-08-26 | 1999-11-16 | Quinones; Victor Manuel | Method for wrapping steel coils |
| JP3961695B2 (ja) * | 1998-10-16 | 2007-08-22 | 富士フイルム株式会社 | パレット及び積載物包装方法 |
| SE519065C2 (sv) * | 2001-05-23 | 2003-01-07 | Saint Gobain Isover Ab | Transportenhet för isolerskivor samt metod för framställning därav |
| FR2850949B1 (fr) * | 2003-02-10 | 2005-10-21 | Thimon | Dispositif et procede d'emballage d'une charge palettisee au moyen d'une housse a film en matiere plastique thermoretractable |
| WO2007088155A1 (de) * | 2006-01-31 | 2007-08-09 | Corpac Deutschland Gmbh & Co. Kg | Haube oder deckel, insbesondere für behälter für korrosionsempfindliche ladung |
| US7770366B2 (en) * | 2006-03-27 | 2010-08-10 | Transfresh Corporation | Systems for automatically sealing a plastic bag/enclosure over containers of perishables carried on a pallet |
| PL2433874T3 (pl) * | 2010-09-27 | 2013-08-30 | Felix Waldner Gmbh | Sposób opakowywania produktu pakowanego i opakowanie dla produktu pakowanego |
-
2010
- 2010-09-27 PL PL10180327T patent/PL2433874T3/pl unknown
- 2010-09-27 ES ES13154434.8T patent/ES2499665T3/es active Active
- 2010-09-27 EP EP10180327A patent/EP2433874B1/de active Active
- 2010-09-27 EP EP13154434.8A patent/EP2592006B1/de active Active
- 2010-09-27 PL PL13154434T patent/PL2592006T3/pl unknown
-
2011
- 2011-09-23 US US13/243,048 patent/US9205964B2/en active Active
-
2014
- 2014-12-03 US US14/558,830 patent/US9856062B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4166463A1 (de) | 2021-10-15 | 2023-04-19 | Felix Waldner GmbH | Verfahren zum verpacken eines packgutes und verpackung für ein packgut |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2499665T3 (es) | 2014-09-29 |
| EP2433874B1 (de) | 2013-04-03 |
| PL2433874T3 (pl) | 2013-08-30 |
| EP2592006A1 (de) | 2013-05-15 |
| US9205964B2 (en) | 2015-12-08 |
| US9856062B2 (en) | 2018-01-02 |
| EP2433874A1 (de) | 2012-03-28 |
| PL2592006T3 (pl) | 2014-12-31 |
| US20150083631A1 (en) | 2015-03-26 |
| US20120241343A1 (en) | 2012-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2592006B1 (de) | Verfahren zum Verpacken eines Packgutes und Verpackung für ein Packgut | |
| EP2192052B1 (de) | Beutelpackung sowie Verfahren und Vorrichtung zum Herstellen derselben | |
| DE3915192A1 (de) | Verfahren und vorrichtung zum herstellen von (folien-)verpackungen sowie (folien-)verpackung | |
| DE60018235T2 (de) | Verpackung für flüssiges Produktmuster mit Rahmenstrukur | |
| DE4139924A1 (de) | Weichpackung fuer papiertaschentuecher | |
| WO1988000562A1 (en) | Package for packing pieces of goods and process of manufacture thereof | |
| WO2011009520A1 (de) | Zigarettenpackung und verfahren zum herstellen von zigarettenpackungen | |
| EP1863720A1 (de) | Wiederverschliessbare folien-verpackung, insbesondere flow-wrap-verpackung | |
| EP2548819B1 (de) | Zigarettenpackung sowie Verfahren zum Herstellen derselben | |
| EP0298302B1 (de) | Vakuum-Verpackung, insbesondere für (gemahlenen) Röstkaffee | |
| WO2019120917A1 (de) | Gebinde aus packungsmänteln und einer umverpackung | |
| EP0694015B1 (de) | Einschlagpackung | |
| EP2173641A1 (de) | Transportable anordnung aus einer vielzahl flächig aneinander liegender kuvertierumschläge und einer verpackung | |
| DE102012018758B4 (de) | Verpackung | |
| DE3812205C2 (de) | Verpackungsbehälter | |
| EP1227991A1 (de) | Verfahren zum verpacken von gegenstäden und bahnförmiges verpackungsmaterial | |
| DE19627776A1 (de) | Gebinde mehrerer Verpackungseinheiten | |
| DE10146921A1 (de) | Transporteinheit aus Dämmstoffpaketen | |
| EP4166463B1 (de) | Verfahren zum verpacken eines packgutes und verpackung für ein packgut | |
| DE102022201157B3 (de) | Verfahren zum Verpacken eines Gegenstandes und verpackter Gegenstand | |
| DE9316388U1 (de) | Schutzhülle für Gegenstände, insbesondere von Quaderform | |
| DE2357667A1 (de) | Beutelverpackung aus kunststofffolie sowie verfahren zur herstellung derselben | |
| CH683831A5 (de) | Verpackung, insbesondere für Bücher. | |
| DE9303935U1 (de) | Verpackungszuschnitt aus Pappe oder Karton für eine Klappverpackung | |
| DE20121285U1 (de) | Verpackungseinheit mit einem bahnförmigen Verpackungsmaterial für ein Dämmstoffprodukt |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2433874 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| 17P | Request for examination filed |
Effective date: 20131115 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502010007482 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B65B0053020000 Ipc: B65D0071040000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65D 71/04 20060101AFI20140120BHEP Ipc: B65B 53/02 20060101ALI20140120BHEP Ipc: B65D 71/00 20060101ALI20140120BHEP Ipc: B65B 53/06 20060101ALI20140120BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20140416 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AC | Divisional application: reference to earlier application |
Ref document number: 2433874 Country of ref document: EP Kind code of ref document: P |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 677463 Country of ref document: AT Kind code of ref document: T Effective date: 20140815 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010007482 Country of ref document: DE Effective date: 20140821 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2499665 Country of ref document: ES Kind code of ref document: T3 Effective date: 20140929 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: HEPP WENGER RYFFEL AG, CH |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 17173 Country of ref document: SK |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141017 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141117 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141016 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20141116 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010007482 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E022242 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140927 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| 26N | No opposition filed |
Effective date: 20150417 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20141016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141016 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140927 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20151113 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140716 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160927 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20230918 Year of fee payment: 14 Ref country code: AT Payment date: 20230921 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20230919 Year of fee payment: 14 Ref country code: SE Payment date: 20230920 Year of fee payment: 14 Ref country code: PL Payment date: 20230915 Year of fee payment: 14 Ref country code: HU Payment date: 20230922 Year of fee payment: 14 Ref country code: DE Payment date: 20230929 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231124 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230927 Year of fee payment: 14 Ref country code: CH Payment date: 20231001 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FI Payment date: 20240918 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20240918 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20240925 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20240918 Year of fee payment: 15 |