EP2522477A2 - Vorrichtung zur Profilgebung der Oberseite einer Schüttgutbahn - Google Patents
Vorrichtung zur Profilgebung der Oberseite einer Schüttgutbahn Download PDFInfo
- Publication number
- EP2522477A2 EP2522477A2 EP12167444A EP12167444A EP2522477A2 EP 2522477 A2 EP2522477 A2 EP 2522477A2 EP 12167444 A EP12167444 A EP 12167444A EP 12167444 A EP12167444 A EP 12167444A EP 2522477 A2 EP2522477 A2 EP 2522477A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- bulk material
- pressure rollers
- material web
- profiling
- height
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/18—Auxiliary operations, e.g. preheating, humidifying, cutting-off
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/10—Moulding of mats
- B27N3/14—Distributing or orienting the particles or fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B27—WORKING OR PRESERVING WOOD OR SIMILAR MATERIAL; NAILING OR STAPLING MACHINES IN GENERAL
- B27N—MANUFACTURE BY DRY PROCESSES OF ARTICLES, WITH OR WITHOUT ORGANIC BINDING AGENTS, MADE FROM PARTICLES OR FIBRES CONSISTING OF WOOD OR OTHER LIGNOCELLULOSIC OR LIKE ORGANIC MATERIAL
- B27N3/00—Manufacture of substantially flat articles, e.g. boards, from particles or fibres
- B27N3/08—Moulding or pressing
- B27N3/10—Moulding of mats
- B27N3/14—Distributing or orienting the particles or fibres
- B27N3/146—Controlling mat weight distribution
Definitions
- the invention relates to a method according to the preamble of claim 1. Furthermore, the invention relates to a device according to the preamble of claim. 4
- the invention has for its object to provide a method with which a precise adjustment of the basis weight of the resting on the conveyor belt and flattened by the scalpel bulk material is feasible with extended bulk material density limits in front of the roller.
- the upper limit of the bulk density is increased before the scalpel.
- the bulk material web 2 is transported by the conveyor belt 4 in the direction of the arrow P1 at feed speed.
- Profil matterss institute 3 Beispie pressure rollers, which are each driven at feed speed, compressively deformed.
- These Profil textss institute are, each by itself, in the direction of the double arrow P2 by actuators 5 movable up and down according to the determined basis weight distribution in front of the Scalperwalze in adaptation to the desired basis weight distribution after the Scalperwalze in height to the calculated for each section 2a measure Y2 positioned.
- Profiling elements 4a which lift the conveyor belt 4 from below against the pressure forces of the upper profiling elements, are provided in the projection of these profiling elements 3 acting from above. These profiling elements 4a are individually in height in the direction of Double arrow P3 movable and are positioned according to the desired basis weight distribution on the calculated mass Y1.
- profiled elements 4a designed here as runners extend at least as far as the middle of the scalpel roll, in order to avoid deformation of the adjusted bulk material web profile before leveling.
- the finally leveled by the Scalperwalze bulk material web has after these operations over the entire width on the same basis weight.
- any basis weight profile can also be set.
- the distribution of the basis weight of the scattered bulk material over the width of the bulk material web is determined in a known manner by means of the X-ray line 6 and from this average density values ⁇ 0 are formed for each section 2a in the projection of the profiling elements.
- the device is provided according to the invention to compress the bulk material web in areas of low basis weight by profiling elements from above, before their top is eroded by the Scalperwalze no matter.
- the bulk material web 5 is transported by the conveyor belt 6 in the direction of the arrow P1 at feed speed.
- the drive roller 1 is synchronously height adjustable with the Scalperwalze.
- the speed of the drive roller can be synchronized with the bulk material feed with an adjustable lead - to avoid impoundments.
- each a jawnverstellsupport 9 and a Positionieraktor 10 form a functional group 11.
- These groups of functions are attached in the example of the suction hood 7a of the Salperwalze.
- the pressure rollers 2 are each divided into two partial pressure rollers 2a and 2b. This corresponds to the division of the friction wheels 4 in two partial friction wheels 4a and 4b.
- the pressure-medium-loaded cylinders 8 are double-acting.
- the cylinder stroke is dimensioned so that when completely retracted piston, the friction wheel 4 is released from the drive roller and can be swung up for replacement work.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Wood Science & Technology (AREA)
- Forests & Forestry (AREA)
- Dry Formation Of Fiberboard And The Like (AREA)
- Press Drives And Press Lines (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren nach dem Oberbegriff des Anspruchs 1. Weiterhin betrifft die Erfindung eine Vorrichtung nach dem Oberbegriff des Anspruchs 4.
- Bei der Herstellung von Spanplatten, Faserplatten und dergleichen besteht die Anforderung nach einem gleichen Flächengewicht über die gesamte Plattenbreite.
- Im Zuge der Herstellung solcher Platten wird aufbereitetes Schüttgut auf ein Transportband aufgestreut, dann eingeebnet. Eine Scalperwalze zum Einebnen von Schüttgutmengen ist aus der
DE 103 47 298 bekannt. - Durch das bloße Einebnen des aufgestreuten Schüttgutes wird das gewünschte gleiche Flächengewicht über die gesamte Breite der Schüttgutbahn nicht unbedingt erreicht, da durch Ungenauigkeiten während des Aufbereitungsprozesses örtliche Verdichtungen und Auflockerungen vorkommen können.
- Um dem zu begegnen, ist bereits in der
DE 39 38 681 bzw. in derDE 40 15 583 A1 vorgeschlagen worden, das Transportband im Bereich der Scalpeterwalze mittels einer Reihe von unabhängig voneinander auf- und niederbewegbarer Profilgebungselemente so zu verformen, dass in dichteren Bereichen mehr Material als in lockeren Bereichen abgetragen wird. Wegen der begrenzten Flexibilität des Transportbandes einerseits, aber auch wegen der Verschachtelung und Verfilzung der Schüttgutspäne und Schüttgutfasern andererseits, ist damit eine präzise Verformung der Oberseite der Schüttgutbahn entsprechend den vorkommenden Flächengewichtsunterschieden nicht erreichbar. Selbst wenn dieser Einfluss außer Acht gelassen wird, ist bei den bekannten Verfahren das Schüttgut in relativ eng vorgegebenen Grenzen der Schüttgutdichte aufzustreuen. Soll die Dicke der Schüttgutbahn nach der Scalperwalze beispielsweise 300 mm und das Flächengewicht 9,9 kg/m betragen, so muss die Dichte des aufgestreuten Schüttguts theoretisch, ohne Rücksicht auf Randeinflüsse und örtliche Inhomogenitäten bei max. 20 mm Hub der Profilgebungselemente nach der Beziehung
mit: - ρ0
- = Schüttgutdichte
- Fgs
- = Soll-Flächengewicht
- H
- = Dicke der Schüttgutbahn nach der Scalperwalze
- Y1
- = Hub der Profilgebungselemente
- Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren anzugeben, mit dem bei erweiterten Schüttgutdichtegrenzen vor der Scalperwalze eine präzise Einstellung des Flächengewichts des auf dem Transportband aufliegendne und von der Scalperwalze eingeebneten Schüttguts durchführbar ist.
- Gelöst wird diese Aufgabe durch die kennzeichnenden Merkmale des Anspruchs 1. Danach wird die Schüttgutbahn in Bereichen niedrigen Flächengewichts durch Profilgebungselemente 3 von oben gesteuert verdichtet, bevor ihre Oberseite durch die Scalperwlze abtranged egalisiert wird. Mit den kennzeichnenden Merkmalen des Anspruchs 2 wird ein Aufstauen des Schüttguts vor den Profilgebungselementen vermieden.
- Mit den kennzeichnenden Merkmalen des Anspruchs 3 wird die Obergrenze der Schüttgutdichte vor der Scalperwalze erhöht.
- Die Erfindung wird nun unter Bezugnahme auf nachfolgend angegebenen schematischen Zeichnungen näher beschrieben. Es zeigen:
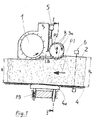
- Fig.1:
- ein Beispiel einer Anordnung zur Durchführung des erfindungsgemäßen Verfahrens in einem ersten Seiten-Teilschnitt, bei abgesenktem unterem Profilgebungselement,
- Fig. 2:
- das Beispiel nach
Fig. 1 in einem hzweiten Seiten-Teilschnitt, bei angehobenem unterem Profilgebungselement, - Fig. 3:
- einen Schnitt quer durch die Anordnung nach
Fig. 1 und2 . - Die Schüttgutbahn 2 wird durch das Transportband 4 in Richtung des Pfeils P1 mit Vorschubgeschwindigkeit transportiert. Im weiteren Verlauf wird die Schüttgutbahn an ihrer Oberseite durch Profilgebungselemente 3, im Beispie Druckrollen, die jeweils mit Vorschubgeschwindigkeit angetrieben sind, verdichtend verformt. Diese Profilgebungselemente sind, jedes für sich, in Richtung des Doppelpfeils P2 durch Aktoren 5 auf- und niederbewegbar und werden entsprechend der festgestellten Flächengewichtsverteilung vor der Scalperwalze in Anpassung an die gewünschte Flächengewichtsverteilung nach der Scalperwalze in der Höhe auf das für jeden Abschnitt 2a errechnete Maß Y2 positioniert.
- In der Projektion dieser von oben wirkenden Profilgebungselemente 3 sind Profilgebungselemente 4a vorgesehen, die das Transportband 4 von unten gegen die Druckkräfte der oberen Profilgebungselemente anheben. Diese Profilgebungselemente 4a sind einzeln in der Höhe in Richtung des Doppelpfeils P3 bewegbar und werden entsprechend der gewünschten Flächengewichtsverteilung auf die errechneten Masse Y1 positioniert.
- Diese hier als Kufen ausgebildeten Profilgebungselemente 4a erstrecken sich mindestens bis zur Mitte der Scalperwalze, um eine Verformung des eingestellten Schüttgutbahnprofils vor dem Egalisieren zu vermeiden. Die schließlich durch die Scalperwalze abtragend egalisierte Schüttgutbahn weist nach diesen Operationen über die gesamte Breite das gleiche Flächengewicht auf. In den Grenzen der zulässigen Maximal- und Minimaldichte des aufgestreuten Schüttguts kann aber auch jedes beliebige Flächengewichtsprofile eingestellt werden.
- Die Verteilung des Flächengewichts des aufgestreuten Schüttguts über die Breite der Schüttgutbahn wird in bekannter Weise mittels der Röntgenzeile 6 festgestellt und daraus werden für jeden Abschnitt 2a in der Projektion der Profilgebungselemente Durchschnitts-Dichtewerte ρ0 gebildet.
- Ohne Rücksicht auf Randeinflüsse und örtliche Inhomogenitäten (in der Praxis sind man diese durch empirisch ermittelte Virialfaktoren zu berücksichtigen) gelten folgende Beziehungen:

und
mit: p = Fgs/H - Zunächst werden nach GI. [2] Werte Y2 bei Y1 = 0 errechnet.
- Ist
- a) Y2 > H1 - H, wird Y2 = H1 - H gesetzt und Y1 nach GI. [3] errechnet.
- b) HO < Y2 + H < H1, wird Y1 = H1 - HO gesetzt und Y2 nach GI. [2] neu errechnet.
- c) Y2 < HO wird Y1 = 0
- Im Beispiel wie S. 2, Zeile 7ff. mit HO = 360 mm, H1 = 380 mm bewegen sich die zulässigen Schüttgutdichten nach dem erfindungsgemäßen Verfahren zwischen

und
- Wird das Verfahren ohne den Einsatz von unteren Profilgebungselementen durchgeführt, also Y1 = 0 und H1 = HO errechnet sich die Obergrenze der Schüttgutdichte zu

- Selbst ohne Einsatz von unteren Profilgebungselementen ist der Toleranzbereich der Schüttgutdichte im Vergleich zum bekannten Verfahren erheblich vergrößert. Durch Aufnahme des Flächengewichts vor der Scalperwalze ist eine schnelle Reaktion auf kurzweilige Schwankungen möglich. Langwellige, system- und chargenbedingte Schwankungen lassen sich auch durch Aufnahme des Flächengewichts nach der Scalperwalze aussteuern.
- Vorrichtungsmäßig ist nach der Erfindung vorgesehen, die Schüttgutbahn in Bereichen niedrigen Flächengewichts durch Profilgebungselemente von oben zu verdichten, bevor ihre Oberseite durch die Scalperwalze abtragend egal isiert wird.
- Gelöst wird diese Aufgabe durch die kennzeichnenden Merkmale des Anspruchs 4.
- Durch den Antrieb der Druckrollen durch Reibkräfte an deren Umfang entfällt der für sonstige Transmissionen nötige Platzbedarf.
- Nach Anspruch 5 wird gegenüber einseitiger Druckrollenlagerung der für die Aufnahme des Kippmoments nötige Platzbedarf für die Rollenhalterung verringert. Gegenüber unmittelbarer Reibkraftübertragung von der Antriebswalze auf die Druckrollen ergeben sich durch die nach den Ansprüchen 6 und 7 zwischengeschalteten Reibräder Vorteile hinsichtlich Verschleissteilaustausch und Kräften der Druckrollenlager. Bei dieser Ausführung dreht sich zudem die Antriebswalze in Richtung des Schüttgutbahnvorschubs, wodurch Störungen im Betrieb durch Aufstauungen vor der Vorrichtung vermieden werden.
- Der vorrichtungsmäßige Teil der Erfindung wird nun unter Bezugnahme auf die nachfolgend angegebenen schematischen Zeichnungen näher beschrieben. Es zeigen:
- Fig. 4:
- ein Ausführungsbeispiel der erfindungsgemäßen Vorrichtung im Zusammenhang mit Scalperwalze und der Schüttgutbahn in einem Seiten-Teilschnitt,
- Fig. 5:
- einen Teilschnitt quer durch Anordnung nach
Fig. 4 , - Fig. 6:
- einen aufgeklappten Schnitt durch ein Reibrad und eine Druckrolle.
- Die Schüttgutbahn 5 wird durch das Transportband 6 in Richtung des Pfeils P1 mit Vorschubgeschwindigkeit transportiert.
- Im weiteren Verlauf wird die Schüttgutbahn an ihrer Oberseite durch einzeln höhenverstellbare Druckrollen 2, die über die Antriebswalze 1 und die Reibräder 4 mit Vorschubgeschwindigkeit angetrieben sind, verdichtend verformt, bevor sie schließlich durch die Scalperwalze 7 eingeebnet wird.
- Die Antriebswalze 1 ist mit der Scalperwalze synchron höhenverstellbar. Außerdem ist das Masse, als die von den Druckrollen 2 maximal verarbeitbare Verdichtungsdicke, zwischen Antriebswalze und Scalperwalze einstellbar.
- Die Drehzahl der Antriebswalze ist mit dem Schüttgutbahnvorschub mit einer einstellbaren Voreilung - zur Vermeidung von Aufstauungen - synchronisierbar.
- Je eine Druckrolle 2 und ein Reibrad 4, einschließlich dem regulierbar druckmittelbeaufschlagten Zylinder 8, je ein Höhenverstellsupport 9 und ein Positionieraktor 10 bilden eine Funktionsgruppe 11. Diese Funktionsgruppen sind im Beispiel an der Absaughaube 7a der Salperwalze befestigt.
- Die Druckrollen 2 sind jeweils in zwei Teil-Druckrollen 2a und 2b aufgeteilt. Dem entspricht die Aufteilung der Reibräder 4 in je zwei Teil-Reibräder 4a und 4b.
- Durch diese Aufteilung verringert sich der Hebelarm zur Druckrollen-, bzw. Reibradhalterung, welche somit besonders schmal ausgeführt werden können.
- Im Beispiel sind die druckmittelbeaufschlagten Zylinder 8 doppeltwirkend ausgeführt. Der Zylinderhub ist dabei so bemessen, dass bei ganz eingefahrenem Kolben das Reibrad 4 von der Antriebswalze freikommt und für Austauscharbeiten hochgeschwenkt werden kann.
, min = 9,9/0,3 = 33 und
, max = 9,9/(0,3 - 0.02) = 35,36 g/dm liegen.
Claims (7)
- Verfahren zur Einstellung des Flächengewichts von auf ein Förderband aufgestreutem Schüttgut bestehend insbesondere aus aufgestreuten Spänen und Fasern aus Holz und anderen Werkstoffen, im Zuge der Herstellung von Spanplatten, Faserplatten und dergleichen, wobei wenigstens eine Scalperwalze, welche etwa quer zur Förderrichtung des Förderbandes oberhalb dieses angeordnet ist, die abfließende Schüttgutbahn abtragend egalisiert,
dadurch gekennzeichnet,
dass in Flussrichtung vor der Scalperwalze (1) die zugeführte Schüttgutbahn (2) in Abschnitten (2a) über ihre Breitenerstreckung mittels einer Reihe von unabhängig voneinander in der Höhe positionierbaren Profilgebungselementen (3) von oben, nach der beabsichtigten Flächengewichtsverteilung gesteuert, verdichtet wird. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass die Druckelemente (3) im Kontaktbereich (3a) zwischen Druckelement und Schüttgutbahn (2) jeweils mit der Vorschubgeschwindigkeit der Schüttgutbahn angetrieben sind.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, das Förderband (4) im Bereich von den Profilgebungselementen (3) bis zur Scalperwalze (1) über seine Breitenerstreckung mittels einer Reihe von unabhängig voneinander in der Höhe positionierbaren Profilgebungselementen (4a) von unten, nach der beabsichtigten Flächengewichtsverteilung gesteuert, angehoben wird.
- Vorrichtung zur Profilgebung der Oberseite einer Schüttgutbahn aus aufgestreuten Spänen und Fasern aus Holz und anderen Werkstoffen, im Zuge der Herstellung von Spanplatten, Faserplatten und dergleichen, mittels einer Reihe von über ihre Breitenerstreckung nebeneinander angeordneter, jeweils unabhängig voneinander in ihrer Höhe durch Positionieraktoren einstellbarer, von einer zentralen Antriebswelle angetriebener Druckrollen,
dadurch gekennzeichnet,
die Antriebswelle als Antriebswalze (1) ausgestaltet ist, von deren Umfangsfläche die Umfangskraft auf die Umfangsflächen der Druckrollen (2) durch Reibung übertragen wird. - Vorrichtung nach Anspruch 4, dadurch gekennzeichnet, dass die Druckrollen jeweils zwei Teil-Druckrollen (2a, 2b) bestehen, die in einer mittleren Rollenhalterung (3) drehbar aufgenommen sind.
- Vorrichtung nach Anspruch 4 oder 5, dadurch gekennzeichnet, dass zwischen Antriebswelle (1) und Druckrollen (2) jeweils Reibräder (4) geschaltet sind.
- Vorrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Reibräder (4) umfangsseitig mit einem Elastomer beschichtet sind.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE201120102476 DE202011102476U1 (de) | 2011-05-10 | 2011-05-10 | Vorrichtung zur Profilgebung der Oberseite einer Schüttgutbahn |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2522477A2 true EP2522477A2 (de) | 2012-11-14 |
| EP2522477A3 EP2522477A3 (de) | 2013-02-13 |
Family
ID=44751964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12167444A Withdrawn EP2522477A3 (de) | 2011-05-10 | 2012-05-10 | Vorrichtung zur Profilgebung der Oberseite einer Schüttgutbahn |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2522477A3 (de) |
| DE (1) | DE202011102476U1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107351220A (zh) * | 2017-09-06 | 2017-11-17 | 普洱市思茅区沪顺木业有限公司 | 木粉传送抹平装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013002259B4 (de) * | 2013-02-12 | 2016-11-03 | Fagus-Grecon Greten Gmbh & Co. Kg | Verfahren und Anlage zur Herstellung von Werkstoffpartikelplatten |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3938681A1 (de) | 1989-11-22 | 1991-05-23 | Siempelkamp Gmbh & Co | Anlage zum aufstreuen von holzwerkstoff-streugut auf ein formband |
| DE4015583A1 (de) | 1990-05-15 | 1991-11-21 | Siempelkamp Gmbh & Co | Anlage zum aufstreuen von holzwerkstoff-streugut auf ein formband |
| DE10347298A1 (de) | 2003-10-08 | 2005-05-04 | Dieffenbacher Gmbh & Co Kg | Streustation für Holzwerkstoffplatten |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0162118B1 (de) * | 1984-04-16 | 1988-01-07 | Bison-Werke Bähre & Greten GmbH & Co. KG | Verfahren und Vorrichtung zur Erzielung einer vorgebbaren Flächengewichtsverteilung in einem Vorvlies |
| DE102008027708B4 (de) * | 2008-06-11 | 2021-07-08 | Dieffenbacher GmbH Maschinen- und Anlagenbau | Anlage und ein Verfahren zur Herstellung von Werkstoffplatten, insbesondere MDF- oder Partikelplatten |
-
2011
- 2011-05-10 DE DE201120102476 patent/DE202011102476U1/de not_active Expired - Lifetime
-
2012
- 2012-05-10 EP EP12167444A patent/EP2522477A3/de not_active Withdrawn
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3938681A1 (de) | 1989-11-22 | 1991-05-23 | Siempelkamp Gmbh & Co | Anlage zum aufstreuen von holzwerkstoff-streugut auf ein formband |
| DE4015583A1 (de) | 1990-05-15 | 1991-11-21 | Siempelkamp Gmbh & Co | Anlage zum aufstreuen von holzwerkstoff-streugut auf ein formband |
| DE10347298A1 (de) | 2003-10-08 | 2005-05-04 | Dieffenbacher Gmbh & Co Kg | Streustation für Holzwerkstoffplatten |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107351220A (zh) * | 2017-09-06 | 2017-11-17 | 普洱市思茅区沪顺木业有限公司 | 木粉传送抹平装置 |
| CN107351220B (zh) * | 2017-09-06 | 2023-12-22 | 福建秦朝木业科技有限公司 | 木粉传送抹平装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2522477A3 (de) | 2013-02-13 |
| DE202011102476U1 (de) | 2011-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1171269A1 (de) | Formstation | |
| DE102011016343C5 (de) | Verfahren zur Einstellung des Flächengewichts von auf ein Förderband aufgestreutem Schüttgut | |
| EP2983863B1 (de) | Anordnung und verfahren zum schleifen eines metallbands | |
| DE102005004814B4 (de) | Verfahren und Vorrichtung zum Anlegen einer Anpresswalze an eine Warenführungswalze | |
| CH388087A (de) | Verfahren zum Sieken und/oder Schlitzen von Karton und dergleichen und Maschine zur Durchführung des Verfahrens | |
| EP0423428B1 (de) | Verfahren und Vorrichtung zum Zustellen einer Druckrakel und einer Flutrakel beim Siebdruck | |
| EP2522477A2 (de) | Vorrichtung zur Profilgebung der Oberseite einer Schüttgutbahn | |
| WO2017207449A1 (de) | Streuvorrichtung und verfahren zum kontinuierlichen aufbringen von streugut auf ein formband | |
| EP2048094A2 (de) | Wellpappe-Streifen-Transport-Einrichtung | |
| DE102008020248B4 (de) | Schneidemaschine mit vertikalem Antrieb des oberen Vorschubbandes | |
| DE3509004A1 (de) | Bandschleifmaschine | |
| DE102009031367B3 (de) | Pressstempel für eine Rundläuferpresse | |
| EP0044550A1 (de) | Verfahren und Vorrichtung zum Aufteilen einer Platte aus Spanplattenmaterial | |
| DE1296501B (de) | Vorrichtung zum Aufbringen von Klebestreifenabschnitten auf ein be-wegliches Werkstueck | |
| EP3129158B1 (de) | Verfahren und vorrichtung zum beschichten eines sich in bandlaufrichtung bewegenden metallbands sowie anlage zum herstellen von länglichen metallischen walzgütern | |
| EP3812313B1 (de) | Plattentransportvorrichtung | |
| DE1929465A1 (de) | Vorrichtung zur Herstellung von Holzfaserplatten | |
| DE102017103456B4 (de) | Abtrageinheit einer Abtrageinrichtung zum Abtragen von Pressgut, Vorrichtung zur Realisierung eines vorgegebenen Flächengewichts einer auf einer Förderbahn aufgestreuten Pressgutmatte, Anlage zur Herstellung von Pressplatten und Verfahren zur Realisierung eines vorgegebenen Flächengewichts | |
| DE2929699C2 (de) | Vorrichtung zum Auftragen von Farbe o.dgl. in einer Siebdruckmaschine oder ähnlichen Maschine | |
| EP0625412B1 (de) | Vorrichtung zum schneidenden Abtrennen dünner Bretter von einem Kantholz | |
| DE202016102905U1 (de) | Streuvorrichtung zum kontinuierlichen Aufbringen von Streugut auf ein Formband | |
| DE1009797B (de) | Pressvorrichtung zum fortlaufenden Herstellen von Spanplatten | |
| DE117636C (de) | ||
| DE2642011C3 (de) | Vorrichtung zum Spachteln von ebenen Werkstücken | |
| WO2024149715A1 (de) | Streukopf, streuanlage und verfahren zur herstellung einer mehrschichtigen streugutmatte |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B27N 3/14 20060101AFI20130110BHEP Ipc: B27N 3/18 20060101ALI20130110BHEP |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20130612 |