EP2476851A2 - Flügel einer Tür, eines Fensters oder dergleichen sowie Verfahren zur Herstellung eines Flügels einer Tür, eines Fensters oder dergleichen - Google Patents
Flügel einer Tür, eines Fensters oder dergleichen sowie Verfahren zur Herstellung eines Flügels einer Tür, eines Fensters oder dergleichen Download PDFInfo
- Publication number
- EP2476851A2 EP2476851A2 EP12150856A EP12150856A EP2476851A2 EP 2476851 A2 EP2476851 A2 EP 2476851A2 EP 12150856 A EP12150856 A EP 12150856A EP 12150856 A EP12150856 A EP 12150856A EP 2476851 A2 EP2476851 A2 EP 2476851A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- discs
- wing
- edge element
- free space
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 7
- 239000000853 adhesive Substances 0.000 claims abstract description 34
- 230000001070 adhesive effect Effects 0.000 claims abstract description 34
- 125000006850 spacer group Chemical group 0.000 claims abstract description 32
- 239000000565 sealant Substances 0.000 claims description 36
- 239000000463 material Substances 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 2
- 238000003825 pressing Methods 0.000 claims 1
- 239000011152 fibreglass Substances 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 239000002390 adhesive tape Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 230000004308 accommodation Effects 0.000 description 1
- 238000007605 air drying Methods 0.000 description 1
- 238000004873 anchoring Methods 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000002274 desiccant Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000004382 potting Methods 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 239000003566 sealing material Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 238000009423 ventilation Methods 0.000 description 1
Images


Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/02—Wings made completely of glass
- E06B3/025—Wings made completely of glass consisting of multiple glazing units
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/32—Arrangements of wings characterised by the manner of movement; Arrangements of movable wings in openings; Features of wings or frames relating solely to the manner of movement of the wing
- E06B3/34—Arrangements of wings characterised by the manner of movement; Arrangements of movable wings in openings; Features of wings or frames relating solely to the manner of movement of the wing with only one kind of movement
- E06B3/42—Sliding wings; Details of frames with respect to guiding
- E06B3/46—Horizontally-sliding wings
- E06B3/4681—Horizontally-sliding wings made of glass panes without frames
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2600/00—Mounting or coupling arrangements for elements provided for in this subclass
- E05Y2600/60—Mounting or coupling members; Accessories therefor
- E05Y2600/628—Profiles; Strips
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2800/00—Details, accessories and auxiliary operations not otherwise provided for
- E05Y2800/20—Combinations of elements
- E05Y2800/205—Combinations of elements forming a unit
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2800/00—Details, accessories and auxiliary operations not otherwise provided for
- E05Y2800/20—Combinations of elements
- E05Y2800/21—Combinations of elements of identical elements, e.g. of identical compression springs
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2800/00—Details, accessories and auxiliary operations not otherwise provided for
- E05Y2800/67—Materials; Strength alteration thereof
- E05Y2800/672—Glass
-
- E—FIXED CONSTRUCTIONS
- E05—LOCKS; KEYS; WINDOW OR DOOR FITTINGS; SAFES
- E05Y—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES E05D AND E05F, RELATING TO CONSTRUCTION ELEMENTS, ELECTRIC CONTROL, POWER SUPPLY, POWER SIGNAL OR TRANSMISSION, USER INTERFACES, MOUNTING OR COUPLING, DETAILS, ACCESSORIES, AUXILIARY OPERATIONS NOT OTHERWISE PROVIDED FOR, APPLICATION THEREOF
- E05Y2900/00—Application of doors, windows, wings or fittings thereof
Definitions
- the invention relates to a wing of a door, a window or the like according to the preamble of patent claim 1 and a method for producing a wing of a door, a window or the like according to the preamble of patent claim 6.
- a wing of a door, a window or the like is known.
- the wing has at least two spaced-apart discs.
- At least one spacer is arranged circumferentially between the discs and surrounds the existing between the discs interior of the wing tightly, wherein the spacer is at least partially recessed from the outer edges of the discs to form a free space.
- At least one edge element is arranged at least in sections in the space between the panes and can serve as a support and / or edge termination element for fastening fittings, seals or the like on the wing.
- the edge element is connected to at least one of the discs by a bond.
- the adhesive of the bond is applied before the mounting of the edge element on the inner surfaces of the discs facing surfaces and the edge element then inserted into the space between the discs.
- This is disadvantageous: If, for example, too much adhesive has been applied, then the excess adhesive swells out during the insertion of the edge element out of the intermediate space. Even if the edge element is not exactly, ie straight and center, introduced into the gap, adhesive can swell out. If, however, too little adhesive has been applied, then the adhesive bond between the edge element and the discs may not be stable enough. Furthermore, must the edge element immediately after the application of the adhesive to the discs are connected, otherwise the adhesive would prematurely cure.
- the invention has for its object to provide an easily assembled wing with a stable adhesive bond between the edge element and the discs.
- the edge element has at least one constriction and / or at least one projection on its surfaces facing the inner surfaces of the panes, wherein the adhesive of the adhesion can be introduced into the space defined by the constriction and / or the projection with the inner surface of the pane.
- edge element is inserted without applied adhesive in the space between the discs.
- the adhesive is placed in the space defined for this purpose after placement of the edge element, whereby a clean and stable bonding of the edge element can be achieved.
- a sealant Prior to assembly of the edge element, a sealant can be introduced into the open space to the outer edge of the wing so that it covers at least the free space directed to the outer edge of the spacer and the immediately adjacent areas of the inner surfaces of the discs and thus for optimum sealing of the spacer and thus also ensures the interior of the wing.
- the edge element may have at least one molding, for example a T-groove, which can cooperate with the sealant. Due to the partial penetration of the sealant into the T-groove, the edge element is already fixed in the free space.
- the edge element may have at least one contact surface for the at least temporary attachment of a mounting auxiliary tool.
- the assembly tool is used to define an exact mounting position of the edge element with respect to the discs and the spacer.
- the auxiliary assembly tool can have at least one support leg, which comes into contact with at least one of the disks when the edge element is in the final assembly position.
- the manufacture of the wing according to the invention may comprise at least the following process steps:
- the discs are pressed with the spacer, the spacer being arranged so as to form, at least in sections, a clearance open to the outer edge of the blade.
- the sealant can have a substantially bead-shaped contour after its introduction, it is leveled by means of a tool to a certain height. In this case, if necessary, excess material of the sealant is removed.
- At least one auxiliary installation tool is temporarily fixed to the wing element before it is mounted on the wing.
- the edge element provided with the auxiliary assembly tool is inserted into the free space until at least one support leg of the auxiliary assembly tool comes into contact with at least one of the disks.
- an adhesive is introduced.
- the assembly aid tool is removed again, and if necessary, excess material of the adhesive is removed.
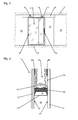
- a sliding door system is shown in front view.
- the formed in this embodiment as a sliding door leaf wing 1, which has two mutually parallel discs 2, 3, in particular glass, and at least partially arranged in the edge region 6 between the discs 2, 3 carrying and / or edge termination device is fixed to a fixed along a Building ceiling 7 arranged guide rail 8 via a guide device 9, which has two roller carriage 10 with rollers 11, slidably mounted.
- the closable by the wing 1 passage area 12 of the sliding door system is bounded laterally by building walls 13.
- One in the edge area of the wing 1 mounted handle device 15 is used for manual actuation of the wing 1.
- a power-operated displacement of the wing 1 by a drive device is conceivable.
- the wing 1 may also have a guide device, which can serve the bottom-side guide and / or locking, but not shown here.
- the wing 1 is, as can be seen in particular from the sectional view of Fig. 2 can be seen, formed as a so-called integrated all-glass wing and has two outer, designed as discs discs 2, 3, between which in the edge region 6 circumferentially a spacer 17 is arranged.
- the spacer 17 may in this case be formed in one piece and at the corners of the wing 1 each bent or -knuckled. Alternatively, the spacer 17 may be formed in several pieces, for example, per edge of the wing 1, a profile piece, wherein the profile pieces are connected to each other via corner joints.
- the spacer 17 may include in a receiving chamber 18 cooperating with the disc interior 19 air drying agent, to which the spacer 17 to the disc interior 19 has directed openings. Since the openings lie in other sectional planes, they are not shown in the drawings.
- the surface of the spacer 17 adjoining the free space 24 is circumferentially covered with a sealant 22, for example a potting compound, whereby the stability of the wing 1 and the hermetic seal are optimized.
- a sealant 22 for example a potting compound
- the edge element 16 which can be arranged in this free space 24 sections or completely encircling and is connected by an adhesive 20 with the inner sides of the discs 2, 3, is used for mounting fittings, seals or the like on the wing 1.
- the Edge element 16 is formed substantially U-shaped, wherein lateral profile legs, which are integrally connected by a profile base with each other, facing the outer edge of the wing 1.
- the two profile legs form with the profile base directed to the outer edge of the wing 1 receiving space 21 for attachment of the aforementioned fittings, seals or the like.
- the receiving space 21 is formed as an undercut groove in that the lateral profile limbs of the edge element 16 projections, in particular webs may have, and thus allows the fixation of said components, for example by with the projections verklemmbare nuts.
- the disks 2, 3 can at least in the edge region 6 covering the spacers 17 and the edge element 16 comprise a measure covering these elements, e.g. Printing, coating, surface treatment or the like.
- the edge element 16 may be formed of a glass fiber reinforced plastic (GRP).
- GRP glass fiber reinforced plastic
- the approximately equal length expansion of the disks 2, 3 and of the edge element 16 formed of fiberglass has an advantageous effect on the fatigue strength of the wing 1.
- the profiles of the edge element 16 may alternatively be formed of other suitable materials.
- the spacer 17 is preparatory to its the inner surfaces 4, 5 of the discs 2, 3 faces facing with sealant 23 (arrow A) and the discs 2, 3 then with the in the desired position (distance of the spacer 17 to the outer edge of the Au Shen 2, 3) pressed spacer 17 is pressed.
- the spacer 17 can also be connected in a sealing manner to the discs 2, 3 in some other way without additional sealant 22, e.g. by hot-pressing a self-sealing and adhesive spacer 23 with the disks 2, 3.
- the edges of the discs 2, 3 are masked by adhesive tape in order to protect them in the further manufacturing steps from damage and contamination.
- a sealant 22 is introduced into the free space 24 defined by the outer surface of the circumferential spacer 17 and the adjacent inner surfaces of the disks 2, 3 (arrow C).
- the sealant 22 is injected, for example by means of a nozzle in the free space 24, that the outer surface of the circumferential spacer 17 is completely covered by the sealant 24. It will be the in Fig. 3c achieved intermediate state achieved.
- the width B of the tool 25 is slightly smaller than the distance of the inner surfaces 4, 5 of the discs 2, 3, so that the tool 25 can be moved without jamming in the free space 24.
- the immersion depth T of the tool 25 is defined by supports, which rest on the outer edges of the discs 2, 3 and slide along.
- the leading edge of the tool 25 dips into the previously introduced mass of the sealant 22, so that by moving along the tool 25 along the outer edge of the wafer, the sealant 22 is leveled to a certain height defined by the tool 25. Excess sealant 22 is scraped off the tool 25 as needed.
- the sealant 22 is no longer bead-shaped, but with a relatively flat surface 26, ie it is the in Fig. 3e achieved intermediate state achieved.
- edge element 16 can be mounted on the wing 1.
- the cross-sectionally substantially U-shaped edge element 16 has below its profile base two C-shaped projections 32, which form a T-slot 27 with the profile base.
- web-shaped projections 30 are integrally formed on the outer sides of the lateral profile legs.
- the projections 32 of the profile base protrude beyond the outer surfaces of the lateral profile legs, so that correspondingly between or adjacent to the projections 30, 32 corresponding constrictions 29, 31 are present.
- web-shaped projections contact surfaces 28 are present.
- an assembly auxiliary tool 33 is connected to the edge element 16 (arrow E in FIG Fig. 3f ).
- the auxiliary assembly tool 33 is formed in cross-section substantially T-shaped and has two support legs 34 and a cylindrical shaft 35, at the lower edge there are two circular-segment-shaped contact surfaces 36.
- the width of the auxiliary assembly tool 33 is defined by the distance between two parallel flats 37 and is slightly smaller than the clear width of the receiving space 21 of the edge element 16. If the flats 37 are held at least approximately parallel to the longitudinal axis of the edge element 16, the auxiliary assembly tool 33 in introduce the receiving space 21 of the edge element 16.
- the auxiliary assembly tool 33 is rotated by 90 ° (arrow F in Fig. 3g ). Since the circular segment-shaped contact surfaces 36 have the same diametrical distance as the distance of corresponding contact surfaces 28 of the edge element 16, the contact surfaces 36 of the auxiliary assembly tool 33 come into contact with the contact surfaces 28 of the edge element 16. The support legs 34 of the auxiliary assembly tool 33 now overlap the upper edges of the lateral profile limbs of the edge element 16 and protrude beyond this ( Fig. 3h ). In this way, at least two assembly auxiliary tools 33 are placed per profile piece of the edge element 16.
- the arranged on the individual edges of the wing 1 edge elements 16 may each have a small gap at the joints of the corners, which serves for ventilation and drainage of the boundary elements 16 defined by the edge compound.
- an adhesive 20 an additional bonding between the edge element 16 and the inner surfaces 4, 5 of the discs 2, 3 introduced and thereby achieves additional bonding.
- a different section plane is shown than in Fig. 3 j because the assembly tools 33 are still mounted on the rim member 16. It is justifiable to omit the areas in which the assembly tools 33 are mounted from the adhesive 20, since these short breaks in the bond do not affect the stability of the anchoring of the marginal element 16.
- the adhesive 20, which may for example consist of the same material as the sealant 22, is preferably introduced by means of a flat nozzle into the constrictions 29 present between the inner surfaces 4, 5 of the disks 2, 3 and the lateral profile limbs of the edge element 16 (arrows H). such that after curing of the adhesive 20, removal of the auxiliary tools 33 and, if necessary, cutting off excess material of the adhesive 20 in the Fig. 2 already shown, finished state of the wing 1 is achieved. Now also the adhesive tape (not shown here) can be removed from the edges of the disks 2, 3.
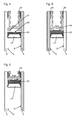
- FIG. 4 Another, opposite Fig. 2 modified embodiment of a wing 1 according to the invention is in the Fig. 4 shown.
- the profile base of the edge element 16 is arranged with its T-groove 27 spaced from the surface 26 of the sealant 22, whereby an optimal separation of the sealant 22 from the edge element 16, in particular of its adhesive 20 is achieved. This may be necessary in particular if the adhesive 20 of the edge element 16 is made of a different material than the sealant 22 and these two materials would undesirably react with each other.
- the bond is formed from an adhesive 38 deviating from the sealant 22, for example from a high-strength two-component structural adhesive.
- the edge element 16 spaced from the material of the sealant 22 may be arranged, as in the embodiment according to Fig. 4 is shown.
- FIG. 6 Another, opposite the Fig. 2 . 4 and 5 modified embodiment is in the Fig. 6 shown.
- the edge element 16 is formed with shorter side profile legs.
- the edge element 16 spaced from the material of the sealant 22 may be arranged, as in the embodiment according to Fig. 4 is shown, and / or alternatively, instead of the sealing material formed with the material 22 of the bonding therefrom a different adhesive 38 may be used, as in the embodiment according to FIG Fig. 5 is shown.
- the outer bonding may optionally even be dispensed with if the edge element 16, which is already fixed by the sealant 22 in the space 24 between the discs 2, 3, does not have to transmit high forces.
Landscapes
- Engineering & Computer Science (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Securing Of Glass Panes Or The Like (AREA)
Abstract
Es wird ein Flügel einer Tür, eines Fensters oder dergleichen beschrieben. Der Flügel weist mindestens zwei zueinander beabstandet angeordnete Scheiben auf. Mindestens ein Abstandshalter ist umlaufend zwischen den Scheiben angeordnet und umschließt den zwischen den Scheiben vorhandenen Innenraum des Flügels dicht, wobei der Abstandshalter zumindest abschnittsweise von den Außenkanten der Scheiben unter Bildung eines Freiraums zurückversetzt angeordnet ist. Mindestens ein Randelement ist zumindest abschnittsweise dem Freiraum zwischen den Scheiben angeordnet und kann zur Befestigung von Beschlägen, Dichtungen oder dergleichen am Flügel dienen. Das Randelement ist mit mindestens einer der Scheiben durch eine Verklebung verbunden. Das Randelement weist an seinen den Innenflächen der Scheiben zugewandten Flächen mindestens eine Einschnürung und/oder mindestens einen Vorsprung auf, wobei der Klebstoff der Verklebung in den durch die Einschnürung und/oder den Vorsprung mit der Innenfläche der Scheibe definierten Raum einbringbar ist.
Description
- Die Erfindung betrifft einen Flügel einer Tür, eines Fensters oder dergleichen nach dem Oberbegriff des Patentanspruchs 1 sowie ein Verfahren zur Herstellung eines Flügels einer Tür, eines Fensters oder dergleichen nach dem Oberbegriff des Patentanspruchs 6.
- Aus der
DE 196 34 389 C2 ist ein Flügel einer Tür, eines Fensters oder dergleichen bekannt. Der Flügel weist mindestens zwei zueinander beabstandet angeordnete Scheiben auf. Mindestens ein Abstandshalter ist umlaufend zwischen den Scheiben angeordnet und umschließt den zwischen den Scheiben vorhandenen Innenraum des Flügels dicht, wobei der Abstandshalter zumindest abschnittsweise von den Außenkanten der Scheiben unter Bildung eines Freiraums zurückversetzt angeordnet ist. Mindestens ein Randelement ist zumindest abschnittsweise in dem Freiraum zwischen den Scheiben angeordnet und kann als Trage-und/oder Randabschlusselement zur Befestigung von Beschlägen, Dichtungen oder dergleichen am Flügel dienen. Das Randelement ist mit mindestens einer der Scheiben durch eine Verklebung verbunden. Der Klebstoff der Verklebung wird vor der Montage des Randelements auf dessen den Innenflächen der Scheiben zugewandten Flächen aufgebracht und das Randelement sodann in den Zwischenraum zwischen den Scheiben eingeschoben. Dies ist nachteilig: Ist beispielsweise zu viel Klebstoff aufgebracht worden, so quillt der überschüssige Klebstoff beim Einschieben des Randelements aus dem Zwischenraum heraus. Auch wenn das Randelement nicht exakt, d.h. gerade und mittig, in den Zwischenraum eingeführt wird, kann Klebstoff heraus quellen. Wenn dagegen zu wenig Klebstoff aufgebracht worden ist, so ist die Klebeverbindung zwischen dem Randelement und den Scheiben gegebenenfalls nicht stabil genug. Ferner muss das Randelement unmittelbar nach dem Auftragen des Klebstoffs mit den Scheiben verbunden werden, da der Klebstoff sonst vorzeitig aushärten würde. - Der Erfindung liegt die Aufgabe zugrunde, einen leicht montierbaren Flügel mit einer stabilen Klebeverbindung zwischen dem Randelement und den Scheiben zu schaffen.
- Die Aufgabe wird durch die Merkmale der Patentansprüche 1 und 6 gelöst.
- Die Unteransprüche bilden vorteilhafte Ausgestaltungsmöglichkeiten der Erfindung.
- Erfindungsgemäß weist das Randelement an seinen den Innenflächen der Scheiben zugewandten Flächen mindestens eine Einschnürung und/oder mindestens einen Vorsprung auf, wobei der Klebstoff der Verklebung in den durch die Einschnürung und/oder den Vorsprung mit der Innenfläche der Scheibe definierten Raum einbringbar ist.
- Hierdurch wird eine leichte Montage des Flügels erreicht, da das Randelement ohne aufgebrachten Klebstoff in den Zwischenraum zwischen den Scheiben eingeschoben wird. Der Klebstoff wird nach Platzierung des Randelements in den hierfür definierten Raum eingebracht, wodurch sich eine saubere und stabile Verklebung des Randelements erreichen lässt.
- Vor der Montage des Randelements kann ein Dichtstoff in den zur Außenkante des Flügels offenen Freiraum so eingebracht werden, dass er zumindest die zum Freiraum gerichtete Außenkante des Abstandshalters und die unmittelbar daran angrenzenden Bereiche der Innenflächen der Scheiben überdeckt und somit für eine optimale Abdichtung des Abstandshalters und somit auch des Innenraums des Flügels sorgt.
- Das Randelement kann mindestens eine Ausformung, beispielsweises eine T-Nut aufweisen, welche mit dem Dichtstoff zusammenwirken kann. Durch das teilweise Eindringen des Dichtstoffs in die T-Nut wird das Randelement bereits in dem Freiraum fixiert.
- Das Randelement kann mindestens eine Kontaktfläche zur zumindest vorübergehenden Befestigung eines Montagehilfswerkzeugs aufweisen. Das Montagehilfswerkzeug dient zur Definition einer exakten Montageposition des Randelements in Bezug auf die Scheiben und den Abstandshalter. Hierzu kann das Montagehilfswerkzeug mindestens einen Auflageschenkel aufweisen, welcher mit zumindest einer der Scheiben in Kontakt kommt, wenn sich das Randelement in der endgültigen Montageposition befindet.
- Die Herstellung des erfindungsgemäßen Flügels kann zumindest die folgenden Verfahrensschritte umfassen:
- Unter Verwendung eines Dichtstoffs werden die Scheiben mit dem Abstandshalter verpresst, wobei der Abstandshalter so angeordnet wird, dass zumindest abschnittsweise ein zur Außenkante des Flügels offener Freiraum gebildet wird.
- In den Freiraum wird weiterer Dichtstoff derart eingebracht, dass er zumindest die zum Freiraum gerichtete Außenkante des Abstandshalters und die unmittelbar daran angrenzenden Bereiche der Innenflächen der Scheiben überdeckt.
- Da der Dichtstoff nach seinem Einbringen eine im Wesentliche wulstförmige Kontur aufweisen kann, wird er mittels eines Werkzeugs auf eine bestimmte Höhe nivelliert. Hierbei wird gegebenenfalls überschüssiges Material des Dichtstoffs entfernt.
- An dem Randelement wird vor dessen Montage am Flügel mindestens ein Montagehilfswerkzeug vorübergehend befestigt.
- Das mit dem Montagehilfswerkzeug versehene Randelement wird in den Freiraum eingeführt, bis zumindest ein Auflageschenkel des Montagehilfswerkzeugs in Anlage mit zumindest einer der Scheiben kommt.
- Zwischen dem nun in der gewünschten Montageposition befindlichen Randelement und der Innenfläche zumindest einer der Scheiben wird ein Klebstoff eingebracht.
- Nach dem Aushärten des Klebstoffs wird das Montagehilfswerkzeug wieder entfernt, und gegebenenfalls wird überschüssiges Material des Klebstoffs entfernt.
- Im Nachfolgenden werden Ausführungsbeispiele in der Zeichnung anhand der Figuren näher erläutert.
- Dabei zeigen:
- Fig. 1
- eine Frontansicht einer Schiebetüranlage mit einem erfindungsgemäßen Flügel;
- Fig. 2
- eine Schnittdarstellung des Randbereichs eines erfindungsgemäßen Flügels;
- Fig. 3a bis 3k
- verschiedene Schritte der Herstellung des erfindungsgemäßen Flügels gemäß
Fig. 2 ; - Fig. 4
- eine Schnittdarstellung des Randbereichs eines abgewandelten Ausführungsbeispiels eines erfindungsgemäßen Flügels;
- Fig. 5
- eine Schnittdarstellung des Randbereichs eines weiteren abgewandelten Ausführungsbeispiels eines erfindungsgemäßen Flügels;
- Fig. 6
- eine Schnittdarstellung des Randbereichs eines weiteren abgewandelten Ausführungsbeispiels eines erfindungsgemäßen Flügels.
- In der
Fig. 1 ist eine Schiebetüranlage in Frontansicht dargestellt. Der in diesem Ausführungsbeispiel als Schiebetürflügel ausgebildete Flügel 1, welcher zwei zueinander parallele Scheiben 2, 3, insbesondere Glasscheiben, und eine im Randbereich 6 zumindest abschnittsweise zwischen den Scheiben 2, 3 angeordnete Trage- und/oder Randabschlusseinrichtung aufweist, ist entlang einer ortsfest an einer Gebäudedecke 7 angeordneten Führungsschiene 8 über eine Führungseinrichtung 9, welche zwei Rollenwagen 10 mit Laufrollen 11 aufweist, verschiebbar gelagert. Der durch den Flügel 1 verschließbare Durchgangsbereich 12 der Schiebetüranlage wird seitlich durch Gebäudewände 13 begrenzt. Eine im Randbereich des Flügels 1 montierte Griffeinrichtung 15 dient zur manuellen Betätigung des Flügels 1. Alternativ oder zusätzlich ist auch eine fremdkraftbetätigte Verschiebung des Flügels 1 durch eine Antriebseinrichtung denkbar. Im Bereich des Gebäudebodens 14 kann der Flügel 1 ebenfalls eine Führungseinrichtung aufweisen, welche der bodenseitigen Führung und/oder Verriegelung dienen kann, hier jedoch nicht dargestellt ist. - Der Flügel 1 ist, wie es insbesondere aus der Schnittdarstellung der
Fig. 2 ersichtlich ist, als sogenannter integrierter Ganzglasflügel ausgebildet und weist zwei außenliegende, als Scheiben ausgebildete Scheiben 2, 3 auf, zwischen denen in Randbereich 6 umlaufend ein Abstandshalter 17 angeordnet ist. Der Abstandshalter 17 kann hierbei einstückig ausgebildet sein und an den Ecken des Flügels 1 jeweils umgebogen oder -geknickt sein. Alternativ kann der Abstandshalter 17 mehrstückig ausgebildet sein, beispielsweise pro Kante des Flügels 1 ein Profilstück, wobei die Profilstücke über Eckverbinder miteinander verbindbar sind. Der Abstandshalter 17 kann in einer Aufnahmekammer 18 ein mit dem Scheibeninnenraum 19 zusammenwirkendes Lufttrocknungsmittel enthalten, wozu der Abstandshalter 17 zum Scheibeninnenraum 19 hin gerichtete Öffnungen aufweist. Da die Öffnungen in anderen Schnittebenen liegen, sind sie in den Zeichnungen nicht dargestellt. - Der Abstandshalter 17, welches abdichtend mit den Scheiben 2, 3 verbunden, insbesondere verklebt ist und somit eine hermetische Abdichtung des Scheibeninnenraums 19 gegenüber der Umgebung gewährleistet, ist zu den Außenkanten der Flügel 1 zumindest abschnittsweise zurückgesetzt angeordnet, so dass randseitig zwischen den Scheiben 2, 3 und der Außenkante des Abstandshalters 17 ein Freiraum 24 für die Anordnung eines Randelements 16 der Trage- und/oder Randabschlusseinrichtung gebildet wird.
- Die an den Freiraum 24 angrenzende Oberfläche des Abstandshalters 17 ist umlaufend mit einem Dichtstoff 22, beispielsweise einer Vergussmasse, abgedeckt, wodurch die Stabilität des Flügels 1 sowie die hermetische Abdichtung optimiert werden.
- Das Randelement 16, welches in diesem Freiraum 24 abschnittweise oder vollständig umlaufend angeordnet werden kann und durch einen Klebstoff 20 mit den Innenseiten der Scheiben 2, 3 verbunden ist, dient zur Befestigung von Beschlägen, Dichtungen oder dergleichen am Flügel 1. In diesem Ausführungsbeispiel ist das Randelement 16 im Wesentlichen U-förmig ausgebildet, wobei seitliche Profilschenkel, welche durch eine Profilbasis einstückig miteinander verbunden sind, zur Außenkante des Flügels 1 weisen. Somit bilden die beiden Profilschenkel mit der Profilbasis einen zur Außenkante des Flügels 1 gerichteten Aufnahmeraum 21 zur Befestigung der bereits erwähnten Beschläge, Dichtungen oder dergleichen. Der Aufnahmeraum 21 ist als hinterschnittene Nut ausgebildet, indem die seitlichen Profilschenkel des Randelements 16 Vorsprünge, insbesondere Stege aufweisen können, und ermöglicht somit die Fixierung der genannten Bauteile, beispielsweise durch mit den Vorsprüngen verklemmbare Nutensteine.
- Die Scheiben 2, 3 können zumindest in dem der Abstandshalter 17 und das Randelement 16 überdeckenden Randbereich 6 eine diese Elemente abdeckende Maßnahme, z.B. Bedruckung, Beschichtung, Oberflächenbehandlung oder dergleichen, aufweisen.
- Das Randelement 16 kann aus einem glasfaserverstärkten Kunststoff (GFK) ausgebildet sein. Die annähernd gleiche Längenausdehnung der Scheiben 2, 3 und des aus GFK ausgebildeten Randelements 16 wirkt sich vorteilhaft auf die Dauerfestigkeit des Flügels 1 aus. Selbstverständlich können die Profile des Randelements 16 alternativ auch aus anderen geeigneten Materialien ausgebildet sein.
- In den
Fig. 3a bis 3k sind die Schritte zur Herstellung des vorangehend beschriebenen Flügels 1 dargestellt. - In einem ersten, in
Fig. 3a dargestellten Schritt werden die Scheiben 2, 3 mit dem Abstandshalter 17 verpresst. Der Abstandshalter 17 wird vorbereitend an seinen den Innenflächen 4, 5 der Scheiben 2, 3 zugewandten Flächen mit Dichtstoff 23 versehen (Pfeil A) und die Scheiben 2, 3 anschließend mit dem in der gewünschten Stellung (Abstand des Abstandshalters 17 zum Au ßenrand der Scheiben 2, 3) positionierten Abstandshalter 17 verpresst. - In alternativen, hier nicht dargestellten Ausführungen kann der Abstandshalter 17 auch auf andere Weise ohne zusätzlichen Dichtstoff 22 abdichtend mit den Scheiben 2, 3 verbunden werden, z.B. durch Warmverpressen eines selbstdichtend und -klebenden Abstandshalters 23 mit den Scheiben 2, 3.
- Anschließend (hier nicht dargestellt) werden die Kanten der Scheiben 2, 3 durch Klebeband abgeklebt, um sie bei den weiterer Herstellungsschritten vor Beschädigung und Verschmutzung zu schützen.
- Im nächsten, in
Fig. 3b dargestellten Schritt wird in den durch die Außenfläche des umlaufenden Abstandshalters 17 und die angrenzenden Innenflächen der Scheiben 2, 3 definierten Freiraum 24 ein Dichtstoff 22 eingebracht (Pfeil C). Der Dichtstoff 22 wird beispielsweise mittels einer Düse so in den Freiraum 24 eingespritzt, dass die Außenfläche des umlaufenden Abstandshalters 17 vollständig von dem Dichtstoff 24 überdeckt ist. Es wird der inFig. 3c dargestellte Zwischenzustand erreicht. - Sodann wird im nächsten, in
Fig. 3d dargestellten Schritt ein Werkzeug 25, beispielsweise in Form eines Spachtels, in den Freiraum 24 eingeführt (Pfeil D). Die Breite B des Werkzeugs 25 ist geringfügig kleiner als der Abstand der Innenflächen 4, 5 der Scheiben 2, 3, so dass sich das Werkzeug 25 klemmfrei im Freiraum 24 bewegen lässt. Die Eintauchtiefe T des Werkzeugs 25 wird definiert durch Auflagen, welche auf den Außenkanten der Scheiben 2, 3 aufliegen und entlang gleiten. Die Vorderkante des Werkzeugs 25 taucht in die zuvor eingebrachte Masse des Dichtstoffs 22 ein, so dass durch ein Entlangziehen des Werkzeugs 25 entlang der Scheibenaußenkante der Dichtstoff 22 auf eine bestimmte, durch das Werkzeug 25 definierte Höhe nivelliert wird. Überschüssiger Dichtstoff 22 wird bei Bedarf von dem Werkzeug 25 abgestreift. Nach diesem Bearbeitungsschritt ist der Dichtstoff 22 nicht mehr wulstförmig, sondern mit einer relativ ebenen Oberfläche 26, d.h. es wird der inFig. 3e dargestellte Zwischenzustand erreicht. - Nun kann das Randelement 16 am Flügel 1 montiert werden.
- Vor der Beschreibung der weiteren Montageschritte werden noch weitere Einzelheiten des Randelements 16 näher beschrieben: Das im Querschnitt im Wesentlichen U-förmige Randelement 16 weist unterhalb seiner Profilbasis zwei C-förmig gebogene Vorsprünge 32 auf, welche mit der Profilbasis eine T-Nut 27 bilden. An den Außenseiten der seitlichen Profilschenkel sind stegförmige Vorsprünge 30 angeformt. Auch die Vorsprünge 32 der Profilbasis ragen über die Außenflächen der seitlichen Profilschenkel hinaus, so dass entsprechend zwischen bzw. neben den Vorsprüngen 30, 32 entsprechende Einschnürungen 29, 31 vorhanden sind. Zwischen den an den Innenseiten der seitlichen Profilschenkel vorhandenen, stegförmigen Vorsprüngen sind Kontaktflächen 28 vorhanden.
- Im nächsten, in
Fig. 3f bis 3h dargestellten Schritt wird ein Montagehilfswerkzeug 33 mit dem Randelement 16 verbunden (Pfeil E inFig. 3f ). Das Montagehilfswerkzeug 33 ist im Querschnitt im Wesentlichen T-förmig ausgebildet und weist zwei Auflageschenkel 34 sowie einen zylindrischen Schaft 35 auf, an dessen unterem Rand sich zwei kreissegmentförmige Kontaktflächen 36 befinden. Die Breite des Montagehilfswerkzeugs 33 wird definiert durch den Abstand zweier paralleler Abflachungen 37 und ist geringfügig kleiner als die lichte Weite des Aufnahmeraums 21 des Randelements 16. Wenn die Abflachungen 37 zumindest annähernd parallel zur Längsachse des Randelements 16 gehalten werden, lässt sich das Montagehilfswerkzeug 33 in den Aufnahmeraum 21 des Randelements 16 einführen. Wenn sich die Unterkanten der Auflageschenkel 34 in Höhe der Oberkante des Randelements 16 befinden, wird das Montagehilfswerkzeug 33 um 90° gedreht (Pfeil F inFig. 3g ). Da die kreissegmentförmigen Kontaktflächen 36 denselben diametralen Abstand haben wie der Abstand korrespondierender Kontaktflächen 28 des Randelements 16, kommen die Kontaktflächen 36 des Montagehilfswerkzeugs 33 mit den Kontaktflächen 28 des Randelements 16 in Anlage. Die Auflageschenkel 34 des Montagehilfswerkzeugs 33 übergreifen nun die Oberkanten der seitlichen Profilschenkel des Randelements 16 und ragen über diese hinaus (Fig. 3h ). Auf diese Weise werden pro Profilstück des Randelements 16 mindestens zwei Montagehilfswerkzeuge 33 platziert. - In dem in
Fig. 3i dargestellten Schritt wird das mit den Montagehilfswerkzeugen 33 versehene Profil des Randelements 16 in den zwischen den Innenflächen 4, 5 der Scheiben 2, 3 vorhandenen Freiraum 24 eingeführt (Pfeil G). Die über die Oberkante des Randelements 16 hinaus ragenden Auflageschenkel 34 des Montagehilfswerkzeugs 33 kommen mit den Oberkanten der Scheiben 2, 3 in Anlage, d.h. es wird der inFig. 3j dargestellte Zwischenzustand erreicht. Das Randelement 16 befindet sich nun in einer klar definierten Position zwischen den Scheiben 2, 3, da die seitlichen Vorsprünge 30 und Fortsätze des Randelements 16 eine Abstützung gegenüber den Innenflächen 4, 5 der Scheiben 2, 3 bieten. Die Fortsätze der Profilbasis sind in den noch nicht ausgehärteten Dichtstoff 22 eingedrungen, so dass verdrängter sowie gegebenenfalls noch an den Innenflächen 4, 5 der Scheiben 2, 3 anhaftender Dichtstoff 22 in die T-Nut 27 des Randelements 16 gelangt. Nach Aushärten des Dichtstoffs 22 ist bereits hierdurch eine sichere Fixierung des Randelements 16 im Freiraum 24 gegeben. - Da die Profile des Randelements 16 an den einzelnen Kanten des Flügels 1 einzeln eingesetzt werden, wird ein Wegschieben des noch weichen Dichtstoffs 22 im Eckbereich ausgeschlossen.
- Die an den einzelnen Kanten des Flügels 1 angeordneten Randelemente 16 können an den Stoßstellen der Ecken jeweils einen kleinen Spalt aufweisen, welcher zur Hinterlüftung und Entwässerung des durch die Randelemente 16 definierten Randverbunds dient.
- Um die Stabilität der Verbindung des Randelements 16 mit dem Flügel 1 zu optimieren, wird mit dem in
Fig. 3k dargestellten Schritt ein Klebstoff 20 einer zusätzlichen Verklebung zwischen dem Randelement 16 und den Innenflächen 4, 5 der Scheiben 2, 3 eingebracht und dadurch eine zusätzliche Verklebung erzielt. In der dargestellten Ansicht ist eine andere Schnittebene gezeigt als inFig. 3 j , da die Montagehilfswerkzeuge 33 immer noch am Randelement 16 montiert sind. Es ist vertretbar, die Bereiche, in denen die Montagehilfswerkzeuge 33 montiert sind, von dem Klebstoff 20 auszusparen, da diese kurzen Unterbrechungen der Verklebung die Stabilität der Verankerung des Randelements 16 nicht beeinträchtigen. Der Klebstoff 20, welcher beispielsweise aus demselben Material wie der Dichtstoff 22 bestehen kann, wird vorzugsweise mittels einer flachen Düse in die zwischen den Innenflächen 4, 5 der Scheiben 2, 3 und den seitlichen Profilschenkeln des Randelements 16 vorhandenen Einschnürungen 29 eingebracht (Pfeile H), so dass nach dem Aushärten des Klebstoffs 20, Entfernen der Montagehilfswerkzeuge 33 und gegebenenfalls Abschneiden überschüssigen Materials des Klebstoffs 20 der in der derFig. 2 bereits dargestellte, fertige Zustand des Flügels 1 erreicht wird. Nun kann auch das (hier nicht dargestellte) Klebeband von den Kanten der Scheiben 2, 3 entfernt werden. - Ein weiteres, gegenüber
Fig. 2 abgewandeltes Ausführungsbeispiel eines erfindungsgemäßen Flügels 1 ist in derFig. 4 dargestellt. Im Unterschied zu dem voranstehend beschriebenen Ausführungsbeispiel ist die Profilbasis des Randelements 16 mit ihrer T-Nut 27 beabstandet zu der Oberfläche 26 des Dichtstoffs 22 angeordnet, wodurch eine optimale Trennung des Dichtstoffs 22 von dem Randelement 16, insbesondere von dessen Klebstoff 20 erreicht wird. Dies kann insbesondere dann erforderlich sein, wenn der Klebstoff 20 des Randelements 16 aus einem anderen Material besteht als der Dichtstoff 22 und diese beiden Materialien in unerwünschter Weise miteinander reagieren würden. - Ein weiteres, gegenüber den
Fig. 2 und4 abgewandeltes Ausführungsbeispiel wird in derFig. 5 gezeigt. Im Unterschied zu den voranstehend beschriebenen Ausführungsbeispielen ist die Verklebung aus einem von dem Dichtstoff 22 abweichenden Klebstoff 38 ausgebildet, beispielsweise aus einem hochfesten Zweikomponenten-Konstruktionsklebstoff. Selbstverständlich kann alternativ auch bei diesem Ausführungsbeispiel das Randelement 16 beabstandet von dem Material des Dichtstoffs 22 angeordnet sein, wie es in dem Ausführungsbeispiel gemäßFig. 4 dargestellt ist. - Ein weiteres, gegenüber den
Fig. 2 ,4 und 5 abgewandeltes Ausführungsbeispiel wird in derFig. 6 gezeigt. Im Unterschied zu den voranstehend beschriebenen Ausführungsbeispielen ist das Randelement 16 mit kürzeren seitlichen Profilschenkeln ausgebildet. Selbstverständlich kann alternativ auch bei diesem Ausführungsbeispiel das Randelement 16 beabstandet von dem Material des Dichtstoffs 22 angeordnet sein, wie es in dem Ausführungsbeispiel gemäßFig. 4 dargestellt ist, und/oder alternativ kann statt der mit dem Material des Dichtstoffs 22 ausgebildeten Verklebung ein hiervon abweichender Klebstoff 38 verwendet werden, wie es in dem Ausführungsbeispiel gemäßFig. 5 dargestellt ist. - In weiteren, hier nicht dargestellten Ausführungsbeispielen kann auf die äußere Verklebung gegebenenfalls sogar verzichtet werden, wenn das Randelement 16, das bereits durch den Dichtstoff 22 in dem Freiraum 24 zwischen den Scheiben 2, 3 fixiert ist, keine hohen Kräfte übertragen muss.
-
- 1
- Flügel
- 2
- Scheibe
- 3
- Scheibe
- 4
- Innenfläche
- 5
- Innenfläche
- 6
- Randbereich
- 7
- Gebäudedecke
- 8
- Führungsschiene
- 9
- Führungseinrichtung
- 10
- Rollenwagen
- 11
- Laufrolle
- 12
- Durchgangsbereich
- 13
- Gebäudewand
- 15
- Griffeinrichtung
- 14
- Gebäudeboden
- 16
- Randelement
- 17
- Abstandshalter
- 18
- Aufnahmekammer
- 19
- Scheibeninnenraum
- 20
- Klebstoff
- 21
- Aufnahmeraum
- 22
- Dichtstoff
- 23
- Dichtstoff
- 24
- Freiraum
- 25
- Werkzeug
- 26
- Oberfläche
- 27
- T-Nut
- 28
- Kontaktfläche
- 29
- Einschnürung
- 30
- Vorsprung
- 31
- Einschnürung
- 32
- Vorsprung
- 33
- Montagehilfswerkzeug
- 34
- Auflageschenkel
- 35
- Schaft
- 36
- Kontaktfläche
- 37
- Abflachung
- 38
- Klebstoff
Claims (6)
- Flügel (1) einer Tür, eines Fensters oder dergleichen,
mit mindestens zwei zueinander beabstandet angeordneten Scheiben (2, 3), und
mit mindestens einem Abstandshalter (17), welcher umlaufend zwischen den Scheiben (2, 3) angeordnet ist und den zwischen den Scheiben (2, 3) vorhandenen Innenraum des Flügels (1) dicht umschließt sowie zumindest abschnittsweise von den Außenkanten der Scheiben (2, 3) unter Bildung eines Freiraums (24) zurückversetzt angeordnet ist, und
mit mindestens einem zumindest abschnittsweise in dem Freiraum (24) zwischen den Scheiben (2, 3) angeordneten Randelement (16),
wobei das Randelement (16) mit mindestens einer der Scheiben (2, 3) durch eine Verklebung verbunden ist,
dadurch gekennzeichnet,
dass das Randelement (16) an seinen den Innenflächen der Scheiben (2, 3) zugewandten Flächen mindestens eine Einschnürung (29) und/oder mindestens einen Vorsprung (30) aufweist, wobei der Klebstoff (20, 38) der Verklebung in den durch die Einschnürung (29) und/oder den Vorsprung (30) mit der Innenfläche der Scheibe (2, 3) definierten Raum einbringbar ist. - Flügel nach Anspruch 1,
dadurch gekennzeichnet, dass ein Dichtstoff (22) in den Freiraum (24) so eingebracht ist, dass er zumindest die zum Freiraum (24) gerichtete Außenkante des Abstandshalters (17) und die unmittelbar daran angrenzenden Bereiche der Innenflächen (4, 5) der Scheiben (2, 3) überdeckt. - Flügel nach Anspruch 1 oder 2,
dadurch gekennzeichnet, dass das Randelement (16) mindestens eine Ausformung, beispielsweise eine T-Nut (27) aufweist. - Flügel nach einem oder mehreren der vorhergehenden Ansprüche,
dadurch gekennzeichnet, dass das Randelement (16) mindestens eine Kontaktfläche (28) zur zumindest vorübergehenden Befestigung eines Montagehilfswerkzeugs (33) aufweist. - Flügel nach Anspruch 4,
dadurch gekennzeichnet, dass das Montagehilfswerkzeug (33) mindestens einen Auflageschenkel (34) aufweist, mittels dessen die Montageposition des Randelements (16) in Bezug auf mindestens eine der Scheiben (2, 3) definierbar ist. - Verfahren zur Herstellung eines Flügels (1) einer Tür, eines Fensters oder dergleichen,
wobei der Flügel (1) aufweist:― mindestens zwei zueinander beabstandet angeordneten Scheiben (2, 3),― mindestens einen Abstandshalter (17), welcher umlaufend zwischen den Scheiben (2, 3) angeordnet ist und den zwischen den Scheiben (2, 3) vorhandenen Innenraum des Flügels (1) dicht umschließt, und― mindestens ein zumindest abschnittsweise in einem Freiraum (24) zwischen den Scheiben (2, 3) angeordnetes Randelement (16),gekennzeichnet durch die folgenden Verfahrensschritte:― Verpressen der Scheiben (2, 3) mit dem Abstandshalter, gegebenenfalls unter Verwendung eines Dichtstoffs (23), bei zumindest abschnittsweiser Bildung eines zur Außenkante des Flügels (1) offenen Freiraums (24),― Einbringen eines Dichtstoffs (22) in den Freiraum (24) derart, dass er zumindest die zum Freiraum (24) gerichtete Außenkante des Abstandshalters (17) und die unmittelbar daran angrenzenden Bereiche der Innenflächen (4, 5) der Scheiben (2, 3) überdeckt,― Nivellieren des Dichtstoffs (22) auf eine bestimmte Höhe,― gegebenenfalls Entfernen von überschüssigem Material des Dichtstoffs (22),― vorübergehende Befestigung mindestens eines Montagehilfswerkzeugs (33) an dem Randelement (16),― Einführen des Randelements (16) in den Freiraum (24), bis zumindest ein Auflageschenkel (34) des Montagehilfswerkzeugs (33) in Anlage mit zumindest einer der Scheiben (2, 3) kommt,― Einbringen eines Klebstoffs (20) zwischen dem Randelement (16) und der Innenfläche (4, 5) zumindest einer der Scheiben (2, 3),― Entfernen des Montagehilfswerkzeugs (33),― gegebenenfalls Entfernen von überschüssigem Material des Klebstoffs (20).
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102011002676A DE102011002676A1 (de) | 2011-01-14 | 2011-01-14 | Flügel einer Tür, eines Fensters oder dergleiche, sowie Verfahren zur Herstellung eines Flügels einer Tür, eines Fensters oder dergleichen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2476851A2 true EP2476851A2 (de) | 2012-07-18 |
Family
ID=45470445
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP12150856A Withdrawn EP2476851A2 (de) | 2011-01-14 | 2012-01-12 | Flügel einer Tür, eines Fensters oder dergleichen sowie Verfahren zur Herstellung eines Flügels einer Tür, eines Fensters oder dergleichen |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2476851A2 (de) |
| DE (1) | DE102011002676A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3192959A1 (de) * | 2016-01-12 | 2017-07-19 | AGC Glass Europe | Verfahren zur herstellung von isolierglasscheiben und isolierglasscheibe |
| EP3192960A1 (de) * | 2016-01-12 | 2017-07-19 | AGC Glass Europe | Isolierende glaseinheit und verfahren zur herstellung davon |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19634389C2 (de) | 1996-08-26 | 2000-12-21 | Dorma Gmbh & Co Kg | Ortsveränderbare Schiebewand |
-
2011
- 2011-01-14 DE DE102011002676A patent/DE102011002676A1/de not_active Withdrawn
-
2012
- 2012-01-12 EP EP12150856A patent/EP2476851A2/de not_active Withdrawn
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19634389C2 (de) | 1996-08-26 | 2000-12-21 | Dorma Gmbh & Co Kg | Ortsveränderbare Schiebewand |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3192959A1 (de) * | 2016-01-12 | 2017-07-19 | AGC Glass Europe | Verfahren zur herstellung von isolierglasscheiben und isolierglasscheibe |
| EP3192960A1 (de) * | 2016-01-12 | 2017-07-19 | AGC Glass Europe | Isolierende glaseinheit und verfahren zur herstellung davon |
| WO2017121600A1 (en) * | 2016-01-12 | 2017-07-20 | Agc Glass Europe | Insulating glass unit and methods to produce it |
| WO2017121601A1 (en) * | 2016-01-12 | 2017-07-20 | Agc Glass Europe | Method to produce insulating glass units |
| EA034905B1 (ru) * | 2016-01-12 | 2020-04-03 | Агк Гласс Юроп | Способ изготовления стеклопакета и стеклопакет |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102011002676A1 (de) | 2012-07-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2476852B1 (de) | Montagehilfseinrichtung für einen Flügel einer Tür, eines Fensters oder dergleichen | |
| DE2648295A1 (de) | Verglasung, verfahren zum werksseitigen verglasen von glasscheiben sowie vorrichtung zur durchfuehrung des verfahrens | |
| WO2014154207A1 (de) | Bauanordnung und verfahren zum festlegen eines gerüsts an einer gebäudewand | |
| EP2508377A2 (de) | Scheibeneinheit mit Rahmenprofil für KFZ-Fenster | |
| EP0825052B1 (de) | Befestigung einer Fensterscheibe in einem Kraftfahrzeug | |
| DE202015106983U1 (de) | System zur schraubenlosen Fixierung einer Glasscheibe | |
| WO2016162154A1 (de) | Verfahren zur herstellung von verklotzungen von fenstern | |
| EP2476851A2 (de) | Flügel einer Tür, eines Fensters oder dergleichen sowie Verfahren zur Herstellung eines Flügels einer Tür, eines Fensters oder dergleichen | |
| DE102006054427B4 (de) | Alu-Kunststoff-Fenster mit Klebebandfixierung | |
| DE202016101243U1 (de) | Glasklemmhalter | |
| EP4092240A1 (de) | Neue klebetechnik zur montage von fenstern | |
| DE102010009376A1 (de) | Putzabschlussprofil und Verfahren zur Herstellung eines Anschlusses zwischen zwei Wänden | |
| EP4226010A1 (de) | System mit einem schwellenprofil, einem blendrahmenprofil und einem schwellenverbinder eines fensters oder einer tür | |
| DE19809537A1 (de) | Verfahren zum Herstellen eines auf einer Unterlage angeordneten Befestigungselementes, insbesondere eines Fußbauteils für eine Aufklippbefestigungsanordnung | |
| EP3625100B1 (de) | Hilfsrahmen zum einsetzen in einen unlösbar mit einer aussenwand verbundenen fensterrahmen, schienenfahrzeug mit einem fenstersystem | |
| EP3064699B1 (de) | Fenster oder Tür sowie Verfahren zum Herstellen desselben | |
| EP3378688B1 (de) | Montagevorrichtung zur verwendung bei einer leistenanordnung und verfahren zur durchführung bei einer leistenanordnung | |
| EP0110295A2 (de) | Abstandhalterrahmen für randverklebte Isolierglasscheiben | |
| EP1787002B1 (de) | Bauteilesatz aus wenigstens einer sprosse und wenigstens zwei sprossenendstücken zum einbauen in eine isolierglasscheibe | |
| DE2420620C2 (de) | Verfahren zum Abdichten von Fugen, insbesondere an Bauwerksteilen, Verglasungen u.dgl. sowie Dichtstoffprofilleiste zu seiner Durchführung | |
| EP3309342A1 (de) | Verfahren zur herstellung von verklotzungen und applikationsvorrichtung | |
| DE102023128955A1 (de) | Trainingsvorrichtung zur Schulung von Sicherheitskräften | |
| DE10111859A1 (de) | Verfahren zum Verbinden von Glasteilen mit anderen Glasteilen oder mit Abdicht- oder Verbindungsprofilen und entsprechende Verbindung | |
| EP2274489B1 (de) | Vorrichtung zum abdichten einer dehnfuge | |
| EP4230818A1 (de) | Montagehilfsvorrichtung, montageanordnung und verfahren zur montage einer ausfachung an einer überdachungsvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION HAS BEEN WITHDRAWN |
|
| 18W | Application withdrawn |
Effective date: 20140110 |