EP2386512A1 - Dispositif et procédé pour transporter des produits plats et souples - Google Patents
Dispositif et procédé pour transporter des produits plats et souples Download PDFInfo
- Publication number
- EP2386512A1 EP2386512A1 EP11003588A EP11003588A EP2386512A1 EP 2386512 A1 EP2386512 A1 EP 2386512A1 EP 11003588 A EP11003588 A EP 11003588A EP 11003588 A EP11003588 A EP 11003588A EP 2386512 A1 EP2386512 A1 EP 2386512A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- transfer section
- perforated
- vacuum
- products
- belt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/02—Delivering or advancing articles from machines; Advancing articles to or into piles by mechanical grippers engaging the leading edge only of the articles
- B65H29/04—Delivering or advancing articles from machines; Advancing articles to or into piles by mechanical grippers engaging the leading edge only of the articles the grippers being carried by endless chains or bands
- B65H29/042—Intermediate conveyors, e.g. transferring devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/003—Delivering or advancing articles from machines; Advancing articles to or into piles by grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/24—Delivering or advancing articles from machines; Advancing articles to or into piles by air blast or suction apparatus
- B65H29/241—Suction devices
- B65H29/242—Suction bands or belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H29/00—Delivering or advancing articles from machines; Advancing articles to or into piles
- B65H29/66—Advancing articles in overlapping streams
- B65H29/6609—Advancing articles in overlapping streams forming an overlapping stream
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/30—Orientation, displacement, position of the handled material
- B65H2301/34—Modifying, selecting, changing direction of displacement
- B65H2301/342—Modifying, selecting, changing direction of displacement with change of plane of displacement
- B65H2301/3422—Modifying, selecting, changing direction of displacement with change of plane of displacement by travelling a path section in arc of circle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4471—Grippers, e.g. moved in paths enclosing an area
- B65H2301/44712—Grippers, e.g. moved in paths enclosing an area carried by chains or bands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/40—Type of handling process
- B65H2301/44—Moving, forwarding, guiding material
- B65H2301/447—Moving, forwarding, guiding material transferring material between transport devices
- B65H2301/4473—Belts, endless moving elements on which the material is in surface contact
- B65H2301/44735—Belts, endless moving elements on which the material is in surface contact suction belt
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/269—Particular arrangement of belt, or belts other arrangements
- B65H2404/2691—Arrangement of successive belts forming a transport path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2404/00—Parts for transporting or guiding the handled material
- B65H2404/20—Belts
- B65H2404/26—Particular arrangement of belt, or belts
- B65H2404/269—Particular arrangement of belt, or belts other arrangements
- B65H2404/2693—Arrangement of belts on movable frame
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2405/00—Parts for holding the handled material
- B65H2405/50—Gripping means
- B65H2405/55—Rail guided gripping means running in closed loop, e.g. without permanent interconnecting means
- B65H2405/552—Rail guided gripping means running in closed loop, e.g. without permanent interconnecting means with permanent interconnection and determined spacing between the grippers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/13—Parts concerned of the handled material
- B65H2701/131—Edges
- B65H2701/1313—Edges trailing edge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/10—Handled articles or webs
- B65H2701/19—Specific article or web
- B65H2701/1932—Signatures, folded printed matter, newspapers or parts thereof and books
Definitions
- the present invention relates to a device and a method for transporting flexible, flat products according to claim 1 or 13.
- the printed products are often transported by means of staple transporters. It often happens that the printed products are released from the staple transporters on the belt conveyor for further processing.
- the transfer of the printed products from the staple conveyor to the belt conveyors has the problem that they flutter and, in particular, become restless after being released by the clamps of the staple transporters and there is a risk that they will lose their ordered position.
- the clamps of the staple transporter are intended to hold and transport with their clamp mouth a flexible, flat product, in particular a printed product such as a newspaper, a magazine or the like, at its holding area adjacent to a holding edge. Since the products are held in the clamp mouth, they have a well-defined position.
- the trajectory of the Klammermäuler that is the free end of the Klammerzeuler, in a transfer section, in which the products are transferred from the staple conveyor to a belt conveyor, an arcuate course.
- the course over the entire transfer section is arcuate.
- the brackets can each be equipped with a single product. However, it is also possible that the brackets are equipped with more than one product, for example two products, which products are arranged in a scale, so that the holding areas of the products are exposed.
- the belt conveyor is designed as a vacuum belt conveyor with a perforated belt, the active strand runs in the transfer section at a distance from the path of movement of the Klammermäuler.
- the arcuate course of the path of movement of the Klammermäuler causes the products with their free, the retaining edge facing away from the end, safely reach the active run of the vacuum belt conveyor to the plant.
- the vacuum belt conveyor sucks the end area of the products in question on the active strand, stabilizing them and keeping them in a defined position. so that they can not change this situation when you subsequently open the clip in question.
- the trajectory of the Klammermäuler has a curved course and the active run of the vacuum belt conveyor runs in the transfer section at a distance from the trajectory, the mutual distance of the products, or their overlap, is changed during the transfer. If the arcuate course of the movement path is convex, the distance between the free ends of successive products opposite the holding edges of the products is increased. Accordingly, this distance is reduced in a concave course.
- Vacuum belt conveyors have at least one self-contained perforated belt, which is driven circumferentially in the conveying direction and whose holes are connected in the suction section of the active strand with a vacuum source.
- the suction section can extend over virtually the entire length of the active strand. However, it is also possible for the suction section to be subdivided in successive subsections in the conveying direction.
- vacuum belt conveyors are provided with a negative pressure trough connected to the vacuum source via the opening of which the active strand of the perforated belt is moved.
- a negative pressure trough connected to the vacuum source via the opening of which the active strand of the perforated belt is moved.
- the Klammermäuler have in the transfer section on a speed - amount of its vectorial speed - on, which according to the invention is smaller than that Speed - and thus the speed of rotation - of the perforated belt.
- the active strand preferably has a course which is at least approximately curved in the same direction with respect to the movement path. At least approximately arcuate course means that the sheet can also be reproduced by successive, chord-like sections.
- the path of movement of the clamp mouths in the transfer section and preferably over the entire length of the transfer section has a circular arc-shaped course.
- the distance between the trajectory of the Klammerffleuler and the active run of the vacuum belt conveyor is adjustable. This allows optimal processing of differently thick and different lengths of printed products.
- the respective clamp jaws forming clamping tongues of the clamps, and thus the Klammermäuler, about a transverse to the conveying direction, in particular perpendicularly extending bracket axis pivotally mounted.
- This makes it possible, for example by means of a link control, to control the desired pivoting position of the clamp mouths upon reaching the transfer section and within this.
- the staple axis runs parallel to the conveying surface defined by the vacuum belt conveyor.
- the clamp mouths are directed obliquely backwards with respect to the conveying direction. As a result, the free end edge of the products is trailing with respect to their located in the clamp mouth retaining edge.
- the staple conveyor on a guided in a guide channel conveying member.
- This is preferably a link chain, which can be claimed on train and pressure.
- cantilever-type support members are arranged in a predetermined carrier distance, which pass through the gap of a C-shaped cross-section having guide channel. These carry outside the guide channel in each case a clip.
- the exact position and location of each product and thus the position of the products to each other is always predetermined and known.
- the path of movement of the clamp mouths is convex and corresponding to the active run of the vacuum belt conveyor concave.
- the centrifugal forces can be utilized, which press the free end region of the products in contact with the active run of the vacuum belt conveyor.
- the distance between the free end edges of the successive products will be greater than the carrier spacing and thus the distance which these end edges occupy in a rectilinear course of the staple transporter, additionally enlarged.
- the active strand in the transfer section is subdivided into rectilinear segments which follow one another in the conveying direction and thus form chords of the sheet, allowing a concave course of the active strand in the transfer section.
- This embodiment offers the possibility to hold the perforated belt with respect to the arc in the radial direction to the outside between successive segments.
- At least some of the segments are associated with a negative pressure well connected to a vacuum source over which the active run passes. At least the segments located in the suction section of the vacuum belt conveyor are formed in this manner. Preferably, all, possibly except in the conveying direction, the first or the last segment, executed in such a way.
- the perforated belt between each successive segments Q-shaped guided around guide rollers. This allows a low-friction operation.
- the perforated belt in a preferred manner, is supported in the area of the vacuum troughs by means of support rollers against moving into the vacuum troughs.
- the vacuum belt conveyor has, in addition to the perforated belt, at least one further perforated belt driven at the same speed, preferably on both sides.
- the Segments of the further perforated belt or of the further perforated belts are preferably offset relative to the segments of the perforated belt in the conveying direction, so that the area between successive segments of the perforated belt is bridged by a segment of the further perforated belt or the further perforated belts. This ensures uninterrupted holding of the end regions of the products despite segmentation of the active strand.
- the trajectory of the Klammermäuler concave and the active run of the vacuum belt conveyor may be correspondingly convex. It is also a straight-line course of the active strand conceivable. In these embodiments, segmentation of the vacuum belt conveyor is not necessary.
- the distance between the path of movement of the clamp mouths and the active run of the vacuum belt conveyor results in that no nip for the products is formed.
- the transfer section is thus without a gap. The distance is greater than the thickness of the products and, if overlapped, greater than the total thickness of the overlapping products.
- a flexible, flat product is transported by means of a staple transporter into a transfer section.
- the product is held on a holding region of the product in the clamp mouth of staples arranged one behind the other.
- the brackets arranged one behind the other are driven in rotation in a conveying direction F.
- the product transported in the transfer section is in this section in an end area that is separated from its holding area turned away, sucked by a driven in the conveying direction F active strand of a perforated belt of a vacuum belt conveyor.
- the active strand runs at a distance A to the trajectory of the Klammerzeuler.
- the trajectory of the Klammermäuler has a curved course.
- the perforated belt is driven with a tape speed that is greater than the speed with which the Klammerzeuler be driven.
- the active strand runs in the transfer section in the same direction and at least approximately arcuately to the movement path of the clamp mouths.
- the trajectory of the Klammermäuler in the transfer section extends in a circular arc.
- the movement path of the clamp mouths is convex and the active run of the vacuum belt conveyor runs concavely.
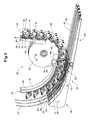
- Fig. 1 shows a portion of the present invention relating to a device for transporting flexible, flat products 10, in this case printed products such as newspapers, magazines or the like. It has a staple transporter 12 serving as a feed conveyor, the staples 14 of which are driven circumferentially in a conveying direction F and are intended, with their clamping mouth 16, in each case for a product 10 at its holding region 18 connects to a retaining edge 20, hold and transport to a transfer section 22.
- a staple transporter 12 serving as a feed conveyor, the staples 14 of which are driven circumferentially in a conveying direction F and are intended, with their clamping mouth 16, in each case for a product 10 at its holding region 18 connects to a retaining edge 20, hold and transport to a transfer section 22.
- the staple conveyor 12 is followed by a belt conveyor designed as a path conveyor 24, which is formed in the transfer section 22 as a vacuum belt conveyor 26.
- the arranged in the transfer section 22 below the Klammertransporteurs 12 vacuum belt conveyor 26 is intended to seep in the transfer section 22 with its driven in the conveying direction F active strand 28 of the perforated strip 30, the products held by the staple conveyor 12 products 10 in their holding edge 20 remote end portion 32 and after subsequent release continue to transport through the brackets 14.
- the release takes place at the downstream end 34 of the transfer section 22, and the vacuum belt conveyor 26 conveys the taken-over products 10 to a belt conveyor 36 of the removal conveyor 24 connected downstream thereof in the conveying direction F and provided with parallel conveyor belts.
- the trajectory 38 of the Klammermäuler 16 has in the transfer section 22 an arcuate course, in the embodiment shown in the drawing with respect to the self-contained Klammertransporteurs a convex, circular arc course.
- the vacuum belt conveyor 26 is arranged radially outwardly with respect to the sheet of the staple transporter such that the active strand 28 in the transfer section 22 has an at least approximately constant distance A from the trajectory 38.
- Each clamp 14 has two cooperating, the clamp mouth 16 forming clamping tongues 40, wherein the one the clamping tongues 40, in the present case, the leading position in the conveying direction F, determines the pivot position of the bracket 14 and thus of the clamp mouth 16 and the other, trailing clamping tongue 40 relative to the leading clamping tongue. 40 is pivoted to open and close the clamp mouth 16.
- the movement path 38 is given by the movement of the free end of the clamping tongues 40 defining the position of the clamps 14, in the illustrated embodiment the leading clamping tongue 40.
- the distance A between the movement path 38 and the vacuum belt conveyor 26 is greater than the thickness of the products to be conveyed 10, and if they overlap, as in the embodiment shown, greater than the total thickness of the products 10 in the overlapping area , The products 10 are thus not held in the transfer section 22 in a nip.
- brackets 14 are particularly suitable embodiments, such as those from the publications EP 0 600 183 A1 .
- EP 0 557 680 A1 and EP 0 557 679 A1 are known.
- Each one clamping jaw 16 forming clamping tongues 40 are pivotable about a perpendicular to the conveying direction F and parallel to the conveyor belt defined by the conveyor belt 26 extending clamping axis 42 relative to each other and in the closed position of the clamp mouth 16 by means of a locking lever 44, see Fig. 3 , locked under spring load.
- One of the clamping tongues 40 in the present case the leading in the conveying direction F, is fixedly connected to a Positionier schemerolle 46, which in a Positionierkulisse 48, for controlling the rotational position of the clip 14 and thus of the clamp mouth 16, is guided.
- the other of the clamping tongues 40 in the embodiment shown, the trailing in the conveying direction F, is connected via a spring with a closing lever 50, which on the one hand carries a freely rotatably mounted follower roller 52 and on the other hand is intended to cooperate with the locking lever 44; please refer Fig. 3 ,
- brackets 14 To close the bracket 14, or the clamp mouth 16, the follower roller 52 is moved by means of a Schlieskul link not shown such that the locking lever 50 connected via the spring clamping tongue 40 against the other, on the Positionier Eisenrolle 46 and the Positionierkulisse 48 in position held clamping tongue 40 is pivoted and that while, as a result of concern of the clamping tongues 40 to each other, or an interposed product 10, to produce the clamping force, the spring tensioned and the locking lever 50 with the locking lever. 44 is locked.
- the locking lever 44 To open the clip 14, at the end 34 of the transfer section 22, the locking lever 44 is pivoted by means of an opening apparatus 54 such that it releases the closing lever 50 and the associated clamping tongue 40 can move into the open position.
- the structure and operation of such brackets 14 is explained in detail in the above-mentioned documents and the relevant disclosure is hereby incorporated into the present description.
- the opening apparatus 5.4 is arranged such that it Clamp 14, which moves past it in each case, opens when the clamping tongue 40 determining the movement path 38 is located at the downstream end 34 of the transfer section 22.
- Each of the brackets 14 is secured in a known manner to a cantilever-type support member 56.
- the support members 56 are in turn attached to a predetermined support distance to a self-contained conveyor member 58, which is preferably formed by a loadable on train and pressure link chain.
- the conveyor member 58 is guided in a guide channel 60 with a C-shaped cross section, wherein the support members 56 pass through the gap 62 of the guide channel 60, so that the brackets 40 are located outside of the guide channel 60; in the illustrated embodiment, with respect to the arcuate course radially outside the guide channel 60th
- the guide channel 60 extending in a vertical plane in the region of the device according to the invention runs in the vertical direction towards the bottom, then in a 90 ° circular arc section 61 through the transfer section 22, and at the end 34 of the transfer section 22 a short rectilinear section 64 connects.
- the deflection and drive wheel 66 again follows a rectilinear section 68 of the guide channel 60.
- the deflection and drive wheel 66 driven in the direction of rotation D drives the conveying element 58 and thus the clips in the conveying direction F.
- the clamps 14 are aligned by means of the Positionierkulisse 48 in its pivotal position such that upon reaching the transfer section 22 and up to the end 34, the Klammerffleuler 16, with respect to the conveying direction F, are directed obliquely backwards.
- the holding edges 20 of the products 10 are leading with respect to the end edges 32 'lying opposite them and, in the transfer section 22, are the holding edges 20, seen in the radial direction, farther inward than the end edges 32' and the subsequent end region 32.
- the pivotal position of the clamps 14 is maintained in the transfer section 22 with respect to the conveying direction F, so that the movement path 38 runs at a constant distance from the guide channel 60 and thus has a circular arc-shaped course in the transfer section 22.
- the staple transporter 12 are associated with guide rods 70, which at a fixed distance to the guide channel 60 and the movement path 38, seen in the conveying direction F, to the vacuum belt conveyor 26 toward.
- the products 10 held by the clip 40 slide along their end portion 32 along these guide rods 70, which ensure that the products 10 have their obliquely rearward, optionally curved, position as shown in FIG Fig. 1 is shown, even in vertically downwardly extending portion and maintained at standstill of the staple transporter 12.
- the vacuum belt conveyor 26 is designed to be adjustable in the vertical direction by the distance A between the movement path 38 and the active strand 28, in dependence of the thickness of the products to be processed 10 to be able to adjust.
- the vacuum belt conveyor 26 has at least one self-contained perforated belt 30, which is driven such that the active strand 28 in the conveying direction F at a rotational speed and thus belt speed
- the angular velocity ⁇ at least approximately equal.
- a single perforated belt 30 is provided, this is preferably arranged symmetrically to the plane in which the trajectory 38 extends. If two perforated belts 30 are provided, there is, in a preferred manner, with respect to this plane on each side of one of the perforated belts 30.
- the vacuum belt conveyor 26 is as in the Fig. 2 and 3 shown formed with a perforated tape 30 in the middle and on each side of this perforated belt 30 a further perforated belt 30 '.
- the active run (28) of the centrally arranged perforated belt 30 is formed by four, in the conveying direction F, successive rectilinear, at least approximately equal length segments 72 which are arranged at angles to each other and, forming tendons, simulate the concave arc.
- in the conveying direction F is the second, third and fourth segment 72 each associated with a vacuum pan 74, as described in more detail below.
- the first segment 72 thus serves exclusively to guide the end regions 32 of the products 10 while the second, third and fourth segments 72 a Suction section 76 of the active strand 28 of the perforated tape 30 form.
- the active strand 28 extends in the illustrated embodiment over an angle of about 40 °.
- the two further perforated belts 30 'arranged laterally of the perforated belt 30 form in the region of the active run 28, in a manner similar to the perforated belt 30, rectilinear segments 72' which follow one another in the conveying direction F and are arranged at angles to one another, also Tendons of the bow forming to simulate the concave course.
- the first and last segments 72 ', viewed in the conveying direction F, are formed approximately half as long as the respective segments 72 of the perforated belt 30, while the segments arranged between these segments 72' have approximately the same length as the segments 72 of the perforated belt 30.
- the segments 72 'of the other, also self-contained perforated bands 30' thus bridge the short gaps between the segments 72 of the perforated belt 30 and correspondingly the segments 72 bridge the short gaps between the successive segments 72 'of the further perforated belts 30'.
- each of the middle three segments 72 'of the other perforated belts 30 each have a vacuum pan 74' associated therewith.
- the suction section 76 'of the active strand 28 of the further perforated belts 30' is thus located. in the region of the middle three segments while, viewed in the conveying direction F, respectively first segment 72 'and last segment 72' of the guidance of the end regions 32 of the products 10 is used.
- the suction portion 76 "of the vacuum belt conveyor 26 - see also Fig. 4 which is formed by a combination of the suction portions 76 and 76 'of the first perforated belt 30 and the other perforated belts 30', thus extends, viewed in the conveying direction F, from approximately the middle of the first segment 72 of the perforated belt 30 to the end of the last Segment 72 of this perforated tape 30 out.
- the belt conveyor 26 follows, in the conveying direction F, directly the belt conveyor 36, which in the embodiment shown, four conveyor belts 78 arranged next to each other and at the same speed as the perforated belts 30, 30 'driven.
- FIG. 4 are the centrally located perforated belt 30 and the two perforated belts 30 'arranged laterally therefrom with the associated drive rollers 80 and guide rollers 82 and the vacuum tanks 74, 74' associated with the respective segments 72, 72 'are shown in perspective view. Not shown is provided with a shuttering machine frame - comparisons Fig. 1 to 3 on which the drive rollers 80, guide rollers 82 and the other rollers mentioned below are mounted and the vacuum troughs 74, 74 'are fixed.
- the endless perforated tape 30 - see also Fig. 5 - And the endless other punched tape 30 '- compare too Fig. 7 and 9 - Are provided with a continuous pattern of holes, so that there are always a plurality of continuous suction holes 84 in the region of the vacuum troughs 74, 74 '.
- the perforated belts 30, 30 ' are provided with suction holes 84, successively arranged one behind the other in the direction of rotation U, one behind the other, each having a plurality of suction holes 84 Such rows are in the region of each vacuum pan 74, 74 '.
- Both the perforated belt 30 and the other perforated belts 30 ' are at the upstream end to coaxially freely rotatably mounted guide rollers 82 and at the downstream end to also coaxially mounted, but with each other and with a drive motor M - see Fig. 6 and 8th - Connected drive rollers 80 out.
- the perforated belts 30, 30' in each case ⁇ -like deflected around three parallel axis, arranged in an isosceles triangle, freely rotatably mounted further deflecting rollers 86.
- Two of these three further guide rollers 86 are each arranged immediately one after the other, viewed in the conveying direction F, the upstream of these further circulation rollers 86 at the downstream end of one segment 72, 72 'and the adjacent guide roller 82 at the upstream end of the following segment 72 , 72 'is arranged.
- the third of these further guide rollers 86 is arranged offset with respect to the other two in the direction of the return run 88 down.
- each perforated belt 30, 30 ' is adjacent to the respective drive roller 80 and adjacent to the associated guide roller 82 guided S-shaped around a pair of rollers 90, on the one hand to increase the wrap around the drive roller 80 and guide roller 82 and on the other hand, the distance of the return 88th to increase the active strand 28 and to make room for the intermediate vacuum troughs 74, 74 '.
- the perforated belt 30 and the other perforated belts 30 ' are each guided by a tensioning roller 92, around which the perforated belts 30, 30' are tensioned to keep.
- suction holes 84 are connected to the vacuum source.
- the width of the openings of the vacuum troughs 74, 74 ' is smaller than the width of the associated perforated belt 30, or further perforated belt 30'.
- the width of the other perforated belts 30 ' is greater than the width of the perforated belt 30.
- the further perforated belts 30' associated vacuum pan 74 ' are provided with freely rotatably mounted support rollers 100 to a sucking in of the respective areas of the other perforated belts 30 'in the vacuum troughs 74' into it. How this in particular the Fig.
- each respective vacuum sump 74 ' may be associated with three back-up rollers 100 extending over at least a portion of the width of the opening the vacuum troughs 74 'and freely rotatably seated on bearing shafts which extend at right angles to the conveying direction F and the direction of rotation U through the vacuum troughs 74' and are secured to their side walls.
- the back-up rolls 100 may be made narrow so that they form support wheels. Of course, it is possible to arrange several narrow support rollers 100 and support wheels next to each other on a bearing shaft. Of course, it is also conceivable to provide 74 support rollers 100 in the perforated trays 30 associated vacuum trays.
- the radius at which the guide channel 60 is bent in the transfer section 22 may be, for example, about 500 mm.
- the deflection and drive wheel 66 may have a radius of, for example, 250 mm.
- the support members 56 for example, arranged with a center distance of 100 mm.
- the brackets 24 may be controlled in their pivotal position such that the movement path 38 in the transfer section 22 has a radius of about 600 mm.
- the conveying member 58 is driven at a rotational speed of, for example, 1000 mm / s, the clamp mouths 16 move at a speed
- the movement path 38 in the transfer section 22 preferably extends in a circular arc, wherein the radius of the circular arc for the processing of printed products is preferably chosen smaller than one meter.
- the length of the transfer section 22 is, for example, between 300 mm and one meter, preferably about 500 mm.
- Fig. 10a is shown in a highly simplified manner, the course of the trajectory 38 of the Klammermäuler, where F denotes the conveying direction.
- the course of the movement path 39 of the active strand of the perforated belt of the vacuum belt conveyor is rectilinear.
- the course of the movement paths 38 and 39 is divided into an input section I, a transfer section II and an exit section III.
- the input section I designates the part of the movement paths 38 and 39 leading to the transfer section II.
- the exit section III designates the part of the movement paths 38 and 39 leading away from the transfer section II.
- Also shown in the transfer section II and in the exit section III are radii of curvature 102 and 103 of the movement path 38 of FIG clip mouths. How out Fig.
- Fig. 11a becomes again in a very simplified way another example of the course of the trajectory 38 of the Klammermäuler shown.
- F denotes the conveying direction.
- the course of the movement path 39 of the active strand of the perforated belt of the vacuum belt conveyor is concavely curved.
- the course of the movement paths 38 and 39 is divided into an input section I, a transfer section II and an exit section III.
- the input section I again denotes the part of the movement paths 38 and 39 leading to the transfer section II.
- the exit section III designates the part of the movement paths 38 and 39 leading away from the transfer section II.
- Fig. 12 illustrates the relationship between the angular velocity and the velocities v and w or the velocities
- of the perforated tape is greater than the speed
- the mode of operation of the embodiment of the device according to the invention shown in the figures is as follows.
- the brackets 14 are circulating in the conveying direction F. continuously driven.
- the brackets 14 are equipped in a loading station, not shown, each with a product 10, wherein the brackets 14 with their clamp mouth 16 each detect the product 10 in its adjacent to the retaining edge 20 holding portion 18 and hold.
- the clamps 14 are fed to the transfer section 22 with a pivoting position, such that the free end edge 32 'lying opposite the holding edge 20 and thus the end region 32 adjoining thereto are trailing with respect to the holding edge 20, viewed in the conveying direction F.
- the products 10 slide with their end region 32 along the guide rods 70 and then, supported by the centrifugal forces and as a result of the convex course of the movement path 38 of the clamp mouths 16, arrive at the active strand 28 located radially outwards the vacuum belt conveyor 26 with its end portion 32 to the plant.
- the end regions 32 of the products 10 are supported over a large area, whereby they calm down.
- the end regions 32 are firmly sucked on the perforated belt 30 and further perforated belt 30 'and held thereby.
- the staples 14 passing there are respectively opened, whereby the respective products 10 are released At this time they are held by the vacuum belt conveyor 26, they can not change their position relative to each other to the perforated belt 30, 30 'The products 10 are kept stable when their holding area 18 is released Vacuum belt conveyor 26 with a defined changed distance between the holding edges 20 consecutive Products 10.
- the stabilized products 10 are released from the vacuum belt conveyor 26 at the downstream end of the suction section 76 and transported away by the downstream belt conveyor 36 in an orderly formation.
- the length of the transfer section 22 is greater than the extent of the largest products 10 to be transported measured in the conveying direction F.
- the width of the suction-active region of the vacuum belt conveyor 26, measured at right angles to the conveying direction F, is chosen smaller than the width of the smallest products 10 to be transported in this respect.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Feeding Of Articles By Means Other Than Belts Or Rollers (AREA)
- Delivering By Means Of Belts And Rollers (AREA)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH00716/10A CH703119A1 (de) | 2010-05-10 | 2010-05-10 | Vorrichtung und Verfahren zum Transportieren von flexiblen, flächigen Produkten. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2386512A1 true EP2386512A1 (fr) | 2011-11-16 |
| EP2386512B1 EP2386512B1 (fr) | 2013-01-16 |
Family
ID=42751815
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP11003588A Not-in-force EP2386512B1 (fr) | 2010-05-10 | 2011-05-03 | Dispositif et procédé pour transporter des produits plats et souples |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8550460B2 (fr) |
| EP (1) | EP2386512B1 (fr) |
| AU (1) | AU2011202107B2 (fr) |
| BR (1) | BRPI1102411A2 (fr) |
| CA (1) | CA2739009C (fr) |
| CH (1) | CH703119A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015189277A1 (fr) * | 2014-06-11 | 2015-12-17 | Tetra Laval Holdings & Finance S.A. | Système de transfert |
| CN105291119A (zh) * | 2014-06-05 | 2016-02-03 | J.施迈茨有限公司 | 用于操纵柔性垫状工件的方法 |
| EP3031759A1 (fr) | 2014-12-08 | 2016-06-15 | Ferag AG | Dispositif et procédé de transport d'objets plats flexibles |
| US9440466B2 (en) | 2014-11-13 | 2016-09-13 | Océ-Technologies B.V. | Transport mechanism and method for transporting a print medium in a printing system |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012207285A1 (de) * | 2012-05-02 | 2013-11-07 | Bdt Media Automation Gmbh | Vorrichtung und Verfahren zur Bildung und/oder zum Transport eines Schuppenstroms von flachen, flexiblen Objekten |
| CN104210886B (zh) * | 2014-08-29 | 2017-06-27 | 成都三可实业有限公司 | 一种糖果包装机切纸转运装置 |
| JP6829814B2 (ja) * | 2017-03-13 | 2021-02-17 | 日本電気硝子株式会社 | ガラスフィルムの製造方法 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4565363A (en) * | 1984-05-09 | 1986-01-21 | Custom-Bilt Machinery, Inc. | Apparatus for accurately spacing a sequence of shingled paper sheet products on a conveyor |
| US4799664A (en) * | 1986-02-20 | 1989-01-24 | Neue Rotoprint Gmbh | Sheet feeder for sheet-processing machines |
| EP0557679A1 (fr) | 1992-02-19 | 1993-09-01 | Ferag AG | Pince pour transporter des produits imprimés à une ou plusieurs feuilles |
| EP0557680A1 (fr) | 1992-02-19 | 1993-09-01 | Ferag AG | Pince pour transporteur pour transporter des produits imprimés à une ou plusieurs feuilles |
| EP0600183A1 (fr) | 1992-12-02 | 1994-06-08 | Ferag AG | Pince pour transporteur pour transporter des produits imprimés à une ou plusieurs feuilles |
| US20020125629A1 (en) * | 1999-11-02 | 2002-09-12 | Alex Keller | Method and device for transporting flat products away |
| EP1493701A1 (fr) * | 2003-07-02 | 2005-01-05 | Koenig & Bauer Aktiengesellschaft | Dispositif de sortie de feuilles pour une machine de traitement de feuilles |
| WO2009015503A1 (fr) * | 2007-07-30 | 2009-02-05 | Ferag Ag | Système d'assemblage de groupes d'objets plats |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1181240B (de) | 1963-10-15 | 1964-11-12 | Mabeg Maschb G M B H Nachf Hen | Anlegetisch fuer Bogenanleger |
| US5046711A (en) * | 1988-01-29 | 1991-09-10 | Hall Processing Systems | High speed drum type processing apparatus |
| US4939888A (en) * | 1990-07-06 | 1990-07-10 | Webcraft Technologies, Inc. | Method for producing a mass distributable printed packet |
| EP0407763B1 (fr) | 1989-07-10 | 1993-09-08 | Ferag AG | Dispositif pour enlever des produits imprimés d'une roue à aubes entraînée en rotation faisant partie d'une machine d'impression |
| US5075734A (en) * | 1990-12-20 | 1991-12-24 | Xerox Corporation | Sheet transport system with improved registration |
| US5356128A (en) | 1992-02-19 | 1994-10-18 | Ferag Ag | Gripper for a conveying device for conveying single-sheet or multiple-sheet printed products |
| US5236188A (en) * | 1992-08-31 | 1993-08-17 | Heidelberg Harris, Inc. | Apparatus and method for delivering printed products in a rotary printing press |
| CH688091A5 (de) * | 1994-08-11 | 1997-05-15 | Ferag Ag | Flexibles Foerdersystem. |
| DE59605979D1 (de) * | 1995-07-25 | 2000-11-16 | Ferag Ag | Vorrichtung zum Zubringen von Druckereiprodukten zu einer Weiterverarbeitungsstelle |
| FR2740122A1 (fr) | 1995-10-24 | 1997-04-25 | Const Mecaniques F Aoustin & C | Convoyeur a depression |
| US5793397A (en) * | 1995-11-03 | 1998-08-11 | Accent Color Sciences, Inc. | Printer assembly |
| CN1178828C (zh) * | 1999-12-16 | 2004-12-08 | 株式会社瑞光 | 传送方法和传送设备 |
| AU2824901A (en) | 2000-04-20 | 2001-11-07 | Ferag Ag | Device for conveying flat objects |
| DE50007305D1 (de) * | 2000-10-05 | 2004-09-09 | Grapha Holding Ag | Vorrichtung zur Beschickung einer Verarbeitungsstrecke mit gefalzten oder ungefalzten Druckbogen |
| DE20019346U1 (de) | 2000-11-14 | 2001-02-22 | Voith Paper Patent GmbH, 89522 Heidenheim | Vacuum-Bandfördervorrichtung |
| EP1234791B1 (fr) * | 2001-02-19 | 2004-10-06 | Grapha-Holding AG | Dispositif de prélèvement et de transmission de produits imprimés |
| ES2266380T3 (es) * | 2001-12-21 | 2007-03-01 | Ferag Ag | Procedimiento y dispositivo para el transporte de productos planos. |
| US20030188615A1 (en) | 2002-04-03 | 2003-10-09 | 3M Innovative Properties Company | Angled product transfer conveyor |
| ATE337997T1 (de) * | 2002-05-22 | 2006-09-15 | Ferag Ag | Verfahren zum fördern von flächigen, flexiblen produkten und vorrichtung zur durchführung des verfahrens |
| JP4638165B2 (ja) | 2003-07-16 | 2011-02-23 | ハイデルベルガー ドルツクマシーネン アクチエンゲゼルシヤフト | 枚葉紙を処理する機械 |
| ATE388892T1 (de) | 2004-06-02 | 2008-03-15 | Ferag Ag | Verfahren und einrichtung zur verpackung von flachen objekten |
| DE102005055364A1 (de) | 2005-11-17 | 2007-05-24 | Kba-Metronic Ag | Vorrichtung und Verfahren zum Fördern bogenförmiger Objekte |
| EP2246283B1 (fr) * | 2009-05-01 | 2014-09-24 | Müller Martini Holding AG | Dispositif et procédé de traitement de produits d'impression |
-
2010
- 2010-05-10 CH CH00716/10A patent/CH703119A1/de not_active Application Discontinuation
-
2011
- 2011-05-03 CA CA2739009A patent/CA2739009C/fr not_active Expired - Fee Related
- 2011-05-03 EP EP11003588A patent/EP2386512B1/fr not_active Not-in-force
- 2011-05-03 BR BRPI1102411-9A patent/BRPI1102411A2/pt not_active IP Right Cessation
- 2011-05-03 US US13/099,982 patent/US8550460B2/en not_active Expired - Fee Related
- 2011-05-06 AU AU2011202107A patent/AU2011202107B2/en not_active Ceased
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4565363A (en) * | 1984-05-09 | 1986-01-21 | Custom-Bilt Machinery, Inc. | Apparatus for accurately spacing a sequence of shingled paper sheet products on a conveyor |
| US4799664A (en) * | 1986-02-20 | 1989-01-24 | Neue Rotoprint Gmbh | Sheet feeder for sheet-processing machines |
| EP0557679A1 (fr) | 1992-02-19 | 1993-09-01 | Ferag AG | Pince pour transporter des produits imprimés à une ou plusieurs feuilles |
| EP0557680A1 (fr) | 1992-02-19 | 1993-09-01 | Ferag AG | Pince pour transporteur pour transporter des produits imprimés à une ou plusieurs feuilles |
| EP0600183A1 (fr) | 1992-12-02 | 1994-06-08 | Ferag AG | Pince pour transporteur pour transporter des produits imprimés à une ou plusieurs feuilles |
| US20020125629A1 (en) * | 1999-11-02 | 2002-09-12 | Alex Keller | Method and device for transporting flat products away |
| EP1493701A1 (fr) * | 2003-07-02 | 2005-01-05 | Koenig & Bauer Aktiengesellschaft | Dispositif de sortie de feuilles pour une machine de traitement de feuilles |
| WO2009015503A1 (fr) * | 2007-07-30 | 2009-02-05 | Ferag Ag | Système d'assemblage de groupes d'objets plats |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105291119A (zh) * | 2014-06-05 | 2016-02-03 | J.施迈茨有限公司 | 用于操纵柔性垫状工件的方法 |
| US9925670B2 (en) | 2014-06-05 | 2018-03-27 | J. Schmalz Gmbh | Method for handling flexible mat-like workpieces |
| CN105291119B (zh) * | 2014-06-05 | 2019-07-26 | J.施迈茨有限公司 | 用于操纵柔性垫状工件的方法 |
| WO2015189277A1 (fr) * | 2014-06-11 | 2015-12-17 | Tetra Laval Holdings & Finance S.A. | Système de transfert |
| US9994401B2 (en) | 2014-06-11 | 2018-06-12 | Tetra Laval Holdings & Finance S.A. | Transfer arrangement |
| US9440466B2 (en) | 2014-11-13 | 2016-09-13 | Océ-Technologies B.V. | Transport mechanism and method for transporting a print medium in a printing system |
| US9616689B2 (en) | 2014-11-13 | 2017-04-11 | Océ-Technologies B.V. | Transport mechanism and method for transporting a print medium in a printing system |
| EP3031759A1 (fr) | 2014-12-08 | 2016-06-15 | Ferag AG | Dispositif et procédé de transport d'objets plats flexibles |
| US10040655B2 (en) | 2014-12-08 | 2018-08-07 | Ferag Ag | Device and method for conveying flat objects |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2386512B1 (fr) | 2013-01-16 |
| CA2739009A1 (fr) | 2011-11-10 |
| AU2011202107B2 (en) | 2015-12-24 |
| US20110272249A1 (en) | 2011-11-10 |
| AU2011202107A1 (en) | 2011-11-24 |
| CH703119A1 (de) | 2011-11-15 |
| BRPI1102411A2 (pt) | 2013-11-26 |
| CA2739009C (fr) | 2015-07-14 |
| US8550460B2 (en) | 2013-10-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2386512B1 (fr) | Dispositif et procédé pour transporter des produits plats et souples | |
| DE69126911T2 (de) | Doppelte Zusammentragmaschine | |
| EP1686084B1 (fr) | Dispositif pour assembler des feuilles imprimées le long d'une voie de transport d'un transporteur circulant | |
| DE3879385T2 (de) | Falzapparat in einer rotationsmaschine. | |
| EP0827931B1 (fr) | Dispositif et méthode pour le guidage dynamique d'objets plats | |
| EP2346765B1 (fr) | Dispositif et procédé pour assembler des objets plats | |
| EP0415077B1 (fr) | Appareil de pliage | |
| DE3123406C2 (de) | Vorrichtung zur Produktausrichtung | |
| DE19955819A1 (de) | Vorrichtung zum Verlangsamen und Führen eines Bogens, und Verfahren hierfür | |
| EP0346578A1 (fr) | Dispositif pour assembler, collationner et insérer des produits imprimés | |
| DE10015167A1 (de) | Vorrichtung zum Umlenken eine Stroms flacher Produkte in verschiedene Richtungen | |
| EP0208081A1 (fr) | Procédé et dispositif d'ouverture pour imprimés pliés de manière excentrée | |
| DE3306815C2 (de) | Vorrichtung zum transportieren von in einer schuppenformation anfallenden flaechigen erzeugnissen, insbesondere druckprodukten | |
| DE3221001A1 (de) | Foerdervorrichtungen fuer zeitungen und dergleichen | |
| EP1753681B1 (fr) | Dispositif pour inverser le sens de marchandises plates | |
| EP0510525A1 (fr) | Procédé et dispositif pour traiter des produits imprimés | |
| EP0218804B1 (fr) | Dispositif pour reprendre et transférer des feuilles pliées d'un dispositif de transport | |
| EP2055660B1 (fr) | Dispositif de retournement cadencé d'objets plats | |
| EP0478911A1 (fr) | Dispositif de transfert sélectif d'articles se chevauchant d'un premier chemin de transport à un deuxième chemin de transport | |
| DE2832660C3 (de) | Vorrichtung zum gruppenweisen Abteilen von geschuppt übereinanderliegend geförderten Werkstücken | |
| EP0518064B1 (fr) | Procédé et appareil pour la manutention de produits imprimés | |
| EP1072546B1 (fr) | Convoyeur pour assembler et traiter des produits imprimés | |
| EP2017209B1 (fr) | Procédé et dispositif pour transférer des produits imprimés transportés en formation imbriquée à un convoyeur sans fin muni de pinces | |
| EP2945891B1 (fr) | Installation de transport | |
| EP1274639B1 (fr) | Dispositif permettant d'acheminer des objets plats |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME |
|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20120331 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B65H 29/66 20060101ALI20120516BHEP Ipc: B65H 29/00 20060101ALI20120516BHEP Ipc: B65H 5/08 20060101ALI20120516BHEP Ipc: B65H 29/04 20060101AFI20120516BHEP Ipc: B65H 29/24 20060101ALI20120516BHEP Ipc: B65H 5/36 20060101ALI20120516BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAC | Information related to communication of intention to grant a patent modified |
Free format text: ORIGINAL CODE: EPIDOSCIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO RS SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL AND PARTN, CH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 593782 Country of ref document: AT Kind code of ref document: T Effective date: 20130215 Ref country code: CH Ref legal event code: NV Representative=s name: PATENTANWAELTE SCHAAD, BALASS, MENZL AND PARTN, CH Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502011000344 Country of ref document: DE Effective date: 20130307 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130516 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130427 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130416 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130416 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130516 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130417 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: RS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| 26N | No opposition filed |
Effective date: 20131017 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502011000344 Country of ref document: DE Effective date: 20131017 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20110503 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130503 Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 6 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20170519 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20170519 Year of fee payment: 7 Ref country code: FR Payment date: 20170523 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20170519 Year of fee payment: 7 Ref country code: AT Payment date: 20170522 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20180522 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20180530 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130116 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20180802 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20180601 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 593782 Country of ref document: AT Kind code of ref document: T Effective date: 20180503 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20180503 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180503 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180503 Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180601 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180531 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502011000344 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191203 Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190503 |