EP2311587A1 - Presse à poudre - Google Patents
Presse à poudre Download PDFInfo
- Publication number
- EP2311587A1 EP2311587A1 EP09172938A EP09172938A EP2311587A1 EP 2311587 A1 EP2311587 A1 EP 2311587A1 EP 09172938 A EP09172938 A EP 09172938A EP 09172938 A EP09172938 A EP 09172938A EP 2311587 A1 EP2311587 A1 EP 2311587A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spindle
- arrangement
- powder press
- die
- drive
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/18—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by screw means
- B30B1/181—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by screw means the screw being directly driven by an electric motor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
- B22F3/03—Press-moulding apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B1/00—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen
- B30B1/18—Presses, using a press ram, characterised by the features of the drive therefor, pressure being transmitted directly, or through simple thrust or tension members only, to the press ram or platen by screw means
- B30B1/186—Control arrangements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/02—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a ram exerting pressure on the material in a moulding space
Definitions
- the invention relates to a powder press for producing a compact of a powdery material, in particular metal powder or ceramic powder.
- Such a powder press includes a frame, an upper punch assembly, a lower punch assembly, and a die assembly disposed between the two punch assemblies.
- the die assembly defines a mold cavity into which the powdered material can be filled. Thereafter, the upper punch assembly and the lower punch assembly can be pressed against each other to form the compact.
- the invention has for its object to provide a powder press, in which the said disadvantages of known powder presses are largely avoided.
- a powder press for producing a compact of a powdery material, with a frame, an upper punch assembly, a lower punch assembly and a arranged between the two punch assemblies die assembly which defines a mold cavity, in which the powdered material can be filled and thereafter for forming the compact, the upper punch assembly and the lower punch assembly are pressed against each other, according to the invention on the one hand the upper punch assembly has an upper spindle drive and on the other hand, the die assembly and / or the lower punch assembly has at least one lower spindle drive.
- the inventive use of one or more spindle drives results in a short drive train ("direct drive"), whereby a high rigidity and thus high dynamics of the press drive is achieved even with large moving masses and / or large pressing forces.
- the invention thus has, on the one hand, an upper direct drive for the upper punch arrangement and, on the other hand, at least one lower direct drive for the die arrangement and / or the lower punch arrangement.
- a direct drive on the inventive powder press is preferably characterized in that the drive motor acts directly on the spindle and this in turn directly or via a plunger on the punch assembly or on the die assembly, ie that both between the drive motor and spindle and between the spindle and punch assembly or between the spindle and die assembly no belt, gear, eccentric, knee lever or the like. Is provided.
- the spindle drives are controlled spindle drives.
- the spindle drives in the pressing process e.g. take into account the properties of a particular powder material as well as the desired properties of a compact produced from the powder material. But also damage to the press can be avoided, which could be caused by incorrect operation or malfunction of the press.
- the upper punch arrangement, the die arrangement and the lower punch arrangement have only spindle drives for their drive. This gives all the movable arrangements of the press a short drive train and thus a high rigidity, thereby a significant contribution is made to the accuracy of the inventive press.
- the die assembly is movable and has a die drive.
- a die drive This allows operation of the press according to the invention optionally in the withdrawal process, in which the die is withdrawn vertically from the compact after the pressing process, or in the ejection process, in which the compact is ejected against the die friction by means of the lower punch.
- the die arrangement can also have a die spindle drive for this purpose.
- the controlled punch or die spindle drive is preferably a servo motor arrangement, in particular with a rotation angle sensor for rotation angle control, a speed sensor for speed control or a torque sensor for torque control and with a position sensor for detecting a linear position of the respective punch or die. It is particularly advantageous if all drives are equipped by servo motors and their sensor or sensors for detecting one or more operating parameters, wherein preferably also the sensor or sensors associated memory means are provided for storing the operating data thus detected.
- a spindle drive and preferably each of the spindle drives of the press, includes a servo motor assembly having a sensor for detecting a spindle position and a sensor for detecting a change in spindle position.
- the sensor for detecting the spindle position is preferably a linear position sensor, e.g. an optical, an inductive or a resistive sensor.
- the sensor for detecting a change in the spindle position is preferably an angular position sensor, such as e.g. an optical, an inductive or a resistive sensor.
- a spindle drive and preferably each of the spindle drives includes a servomotor arrangement with a sensor for detecting a spindle torque. This allows a shutdown of the press, if on at least one of the spindle drives torque which exceeds a maximum permissible value. When the maximum torque is exceeded, an emergency stop can be initiated.
- the current flowing through the spindle driving motor can also be used. As a result, it is not only possible to implement the initiation of an emergency stop, but it is also possible to carry out an idle stroke, ie, a rotation and axial movement of the spindle, with the spindle.
- Such idle strokes may be performed from time to time after predetermined service intervals to determine the condition of the spindle, nut and bearings. If the measured idle stroke exceeds a maximum allowable idle stroke, it may serve to provide early detection of mechanical damage, allowing for preventative maintenance.
- the servomotor for producing a controlled rotary drive is a hollow-shaft electric motor. Inside the hollow shaft is the rotating element of the spindle drive. This allows a compact design, in particular a low overall height, and a particularly short drive train in the inventive press.
- a spindle drive and preferably each of the spindle drives includes a threaded rod-nut block unit with a threaded rod external thread and a complementary mother block internal thread.
- a torque-free linear drive can be generated by way of the nut block, which engages with the rotationally driven threaded rod and which only makes a linear movement along the longitudinal axis of the threaded rod about its longitudinal axis when the threaded rod is rotated.
- the threaded rod by means of the motor, in particular by means of a servomotor, rotatably driven, and the mother block is rigidly connected to the punch assembly or with a plunger or with it in one piece.
- the upper punch assembly, the die assembly, or the lower punch assembly two or more parallel to each other identical spindle drives.
- a plurality of parallel and parallel driving forces on a punch or die assembly performing spindle drives a given linear or axially acting driving force in such an arrangement (punch or die) not only torque-free, but also practically be introduced without bending. This too is an important contribution to increasing the accuracy of the inventive press, in particular in the production of compacts having large dimensions transverse to the axial pressing direction.
- the powder press preferably contains a control unit or a control unit for controlling or controlling the movement of the spindle drives.
- the control unit or control unit is designed in particular for the synchronized movement of the spindle drives and in particular for the mutual compensation of the individual angular momenta of the spindle drives.
- the linear force and / or the Torque of the spindle can be used as a controlled variable.
- the linear force and / or the Torque of the spindle can be used as a controlled variable.
- the upper punch assembly has a single upper spindle drive, wherein the die assembly or the lower punch assembly has two lower spindle drives.
- the design with two lower spindle drives on the die assembly enables the provision of a pull-out method powder press.
- the design with two lower spindle drives on the lower punch assembly makes it possible to provide a powder press operating according to the ejection method.
- the spindle drives include ball screws or satellite roller spindles (i.e., roller rotatable spindles) to minimize friction between the rotating threaded rod and the nut block, thus providing virtually torque free axial drive over the nut block.
- the hollow shaft motor contains braced bearings.
- cooling fins may be provided on the housing of the Hohiwellenmotors, wherein the hollow shaft motor is conveniently associated with a fan.
- the described powder press according to the invention not only enables the high precision and high dynamics achieved due to its high rigidity, but is also characterized by a low maintenance requirement and a small number of energy transmission lines (no hydraulic hoses) and a small number of passive drive elements (no belts, gearboxes , Eccentric, knee lever and the like.).
- FIG. 1 is a perspective view of a schematically illustrated inventive powder press 1 with three vertical spindle drives 6, 7, 8 shown.
- the powder press 1 contains a frame 2 with an upper frame plate or upper cross-brace 2a and a lower one Frame plate or lower cross brace 2f. Between the upper frame plate 2 a and the lower frame plate 2 f extend four vertically extending prismatic, in particular cylindrical frame columns 2 b, 2 c, 2 d, 2 e, which, viewed from above, are arranged in the vertices of a rectangle (frame column rectangle). These four frame columns 2b, 2c, 2d, 2e together with the two frame plates 2a and 2f form a stable base frame on which movable components of the powder press 1 are mounted.
- the two main movably mounted components of the powder press 1 are an upper punch assembly 3 and a die assembly 4.
- a lower punch assembly 5 is fixedly attached to the lower frame plate 2f of the frame 2. It forms another essential component of the powder press. 1
- the upper punch arrangement 3 essentially appears as a rectangle, in the corners of which guide sleeves 3a, 3b, 3c, 3d are formed.
- the die assembly 4 appears as viewed from above substantially as a rectangle, in whose vertices guide sleeves 4a, 4b, 4c, 4d are formed.
- the upper punch assembly 3 is vertically slidably supported by its guide sleeves 3a, 3b, 3c, 3d on the four guide rods 2k, 21, 2m, 2n of the frame 2.
- the die assembly 4 is mounted by means of their guide sleeves 4a, 4b, 4c, 4d to the four guide rods 2k, 21, 2m, 2n of the frame 2 vertically slidably.
- the lower portion of the frame 2 includes four frame posts 2g, 2h, 2i, 2j which extend downward from the lower frame plate 2f and support the entire weight of the powder press 1.
- An upper spindle drive 6 fixed to the upper frame plate 2a serves to drive the upper punch assembly 3.
- Two identical lower spindle drives 7, 8 fixed to the lower frame plate 2f cooperate to drive the die assembly 4.
- the upper punch assembly 3, the lower punch assembly 5, and the die assembly 4 disposed between the two punch assemblies 3, 5 define a mold cavity into which the powdered material may be filled, after which the upper punch assembly 3 is pressed against the lower punch assembly 5 to form the compact ,
- the lowest surface of the upper and movable punch assembly 3 and the uppermost surface of the lower and stationary die assembly 5 are located inside the mold cavity of the likewise movable die assembly 4th
- a Dosierschuh drive linkage 19 (see also Fig. 2 ) is also attached to the frame 2. It serves to drive a metering shoe 20, with which the powdery material is pushed into the mold cavity of the die assembly 4. The powdery material is transported via a powder line, not shown, from a powder container to the metering shoe 20.
- a servomotor 21 serves to drive the metering shoe drive linkage 19, at the end of the metering shoe 20 is attached.
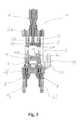
- Fig. 2 is a sectional view of the powder press of Fig. 1 shown along a vertical plane in which the vertical spindle axes of the three spindle drives 6, 7, 8 extend.
- Some components of the powder press 1 therefore appear in Fig. 2 as a sectional view, while those in the back half of Fig. 1 arranged components of the powder press in Fig. 2 appear as a front view.
- powder press 1 allows the powder pressing by the so-called. Deduction process.
- the mold cavity is filled with powder.
- the upper punch assembly 3 is moved from the top down against the lower, fixed die assembly 5 and into the mold cavity of the die assembly 4, wherein the powder is compacted in the mold cavity into a compact.
- the die assembly 4 is moved down ("withdrawn") and the upper die assembly moved back up again, exposing the green die placed on the lower die assembly 5. The pressing process is finished.
- FIG. 3A is a perspective view of a schematically illustrated spindle drive 6 shown according to a first variant, while in Fig. 3B a sectional view of the spindle drive of Fig. 3A is shown along a plane containing the spindle axis.
- a hollow shaft motor 10 surrounds a spindle or threaded rod 11. The projecting into the interior of the hollow shaft motor 10 spindle 11 is rotatably connected to the rotor of the hollow shaft motor 10 and fixed axially and therefore can be rotated by this about the spindle longitudinal axis.
- a fastening means 12 for example in the form of a double flange, serves for fastening the stator or the housing of the hollow shaft motor 10 to the frame 2 of the powder press 1 (see also FIG Fig. 5 ).
- a thread-free portion of the spindle 11 is rotatably mounted in the interior of the fastening means 12 by means of a bearing 13, for example a rolling bearing, about the spindle longitudinal axis.
- a nut block 15 is via its internal thread (not shown) and via the (not shown) external thread of the spindle 11 with this in engagement.
- the mother block 15 is rigid with a plunger 16, ie rotatably connected.
- the nut block / plunger unit 15/16 is axially displaceable on a guide block 18 and with respect to its longitudinal axis or with respect to the Spindle longitudinal axis rotatably mounted.
- the plunger 16 is connected to the punch assembly 3 and makes it possible to drive this torque-free in the vertical direction downwards or upwards.
- FIG. 4A is a perspective view of a schematically illustrated spindle drive 6 shown according to a second variant, while in Fig. 4B a sectional view of the spindle drive of Fig. 4A is shown along a plane containing the spindle axis.
- a hollow shaft motor 10 ' surrounds a spindle or threaded rod 11'.
- the spindle 11 'protruding into the interior of the hollow shaft motor 10' is non-rotatable with the rotor of the hollow shaft motor 10 'but axially movably connected with respect to the rotor.
- the spindle 11 ' can therefore be rotated by the hollow shaft motor 10' about the spindle longitudinal axis and with respect to the hollow shaft motor 10 'along the spindle longitudinal axis to be moved.
- a fastening means 12 ' serves for fastening the stator or the housing of the hollow shaft motor 10' to the frame 2 of the powder press 1 (see also FIG Fig. 6 ).
- a nut block 15 ' is engaged with it via its internal thread (not shown) and via the external thread (not shown) of the spindle 11'.
- the nut block 15 ' is fixedly secured in the double flange 12' fixed to the frame 2.
- a rotational movement of the spindle 11 'in one or the other direction of rotation leads to a movement of the spindle 11' upwards or downwards.
- a lower thread-free region of the spindle 11 ' is rotatably mounted in a bearing housing 17 about the spindle longitudinal axis and fixed in the axial direction by means of a bearing 3', for example a rolling bearing.
- the bearing housing 17 serves to be rigidly fixed to the upper punch assembly 3, ie non-rotatably.
- the spindle 11 ' which moves vertically upwards or downwards, moves the bearing housing 17, which can be attached to the stamp arrangement 3 in a rigid or rotationally fixed manner, upwards or downwards. This makes it possible to drive the punch assembly 3 torque-free in the vertical direction downwards or upwards.
- Fig. 5 is a perspective view of the spindle drive according to the first variant of FIGS. 3A and 3B shown. This spindle drive is attached to the frame 2 of a powder press 1 according to the invention.
- Fig. 6 is a perspective view of the spindle drive according to the second variant of FIGS. 4A and 4B shown.
- This spindle drive is attached to the frame 2 of a powder press 1 according to the invention.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Press Drives And Press Lines (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09172938A EP2311587A1 (fr) | 2009-10-13 | 2009-10-13 | Presse à poudre |
| PCT/EP2010/065254 WO2011045303A2 (fr) | 2009-10-13 | 2010-10-12 | Presse à poudre |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09172938A EP2311587A1 (fr) | 2009-10-13 | 2009-10-13 | Presse à poudre |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP2311587A1 true EP2311587A1 (fr) | 2011-04-20 |
Family
ID=41821918
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP09172938A Withdrawn EP2311587A1 (fr) | 2009-10-13 | 2009-10-13 | Presse à poudre |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2311587A1 (fr) |
| WO (1) | WO2011045303A2 (fr) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010033997A1 (de) * | 2010-08-11 | 2012-02-16 | Dorst Technologies Gmbh & Co. Kg | Metall- oder Keramikpulver-Elektropresse und Steuerverfahren dafür |
| DE102010033998A1 (de) * | 2010-08-11 | 2012-02-16 | Dorst Technologies Gmbh & Co. Kg | Metall- oder Keramikpulver-Elektropresse und Steuerverfahren dafür |
| DE102010051513A1 (de) * | 2010-11-16 | 2012-05-16 | Dorst Technologies Gmbh & Co. Kg | Keramikpulver- und/oder Metallpulver-Pressenwerkzeug, Keramikpulver- und/oder Metallpulver-Presse, modulares System mit einem solchen Pressenwerkzeug, Verfahren zum Zusammensetzen eines solchen Pressenwerkzeugs |
| WO2013056805A1 (fr) | 2011-10-21 | 2013-04-25 | Fette Compacting Gmbh | Presse |
| WO2013056807A1 (fr) | 2011-10-21 | 2013-04-25 | Fette Compacting Gmbh | Presse |
| WO2013163988A1 (fr) * | 2012-05-02 | 2013-11-07 | Komage Gellner Maschinenfabrik Kg | Presse à poudre |
| WO2013178355A1 (fr) | 2012-05-31 | 2013-12-05 | Fette Compacting Gmbh | Presse |
| DE102012019312A1 (de) * | 2012-10-01 | 2014-04-03 | Dorst Technologies Gmbh & Co. Kg | Verfahren zum Steuern einer Keramik- und/oder Metallpulver-Presse bzw. Keramik- und/oder Metallpulver-Presse |
| DE102013114693A1 (de) * | 2013-12-20 | 2015-06-25 | Fette Engineering GmbH | Stopfstempelstation und Verfahren zum Füllen von Kapseln in einer Stopfstempelstation |
| CN105215354A (zh) * | 2015-10-30 | 2016-01-06 | 扬州市海力精密机械制造有限公司 | 粉末冶金模具弹性变形伺服补偿系统 |
| EP3530446A1 (fr) | 2018-02-26 | 2019-08-28 | Osterwalder AG | Presse à poudre dotée de levier à genouillère et d'entraînement électrique |
| CN110947958A (zh) * | 2019-12-10 | 2020-04-03 | 西安欧中材料科技有限公司 | 一种金属粉末旋压成型装置及其成型方法 |
| RU2784795C1 (ru) * | 2022-08-19 | 2022-11-29 | Федеральное государственное бюджетное учреждение науки Институт машиноведения им. А.А. Благонравова Российской академии наук (ИМАШ РАН) | Устройство для двухстороннего прессования изделий из порошков |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014105429B4 (de) * | 2014-04-16 | 2018-02-01 | Fette Compacting Gmbh | Verfahren und Einrichten zum Betreiben einer Presse |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3353215A (en) * | 1965-11-10 | 1967-11-21 | Haller John | Powdered material briquetting press |
| US3492696A (en) * | 1967-08-14 | 1970-02-03 | John Haller | Precision power-moved die table for presses |
| EP0358770A1 (fr) * | 1988-01-16 | 1990-03-21 | Fanuc Ltd. | Machine electrique de moulage de poudre |
| US6237479B1 (en) * | 1997-03-31 | 2001-05-29 | Komatsu Ltd. | Servo press controller |
| DE10011859A1 (de) * | 2000-03-10 | 2001-09-20 | Carsten Winter | Einpressvorrichtung |
| EP1693183A1 (fr) * | 2003-12-12 | 2006-08-23 | Hoden Seimitsu Kako Kenkyusho Co., Ltd. | Presse |
| EP1952975A1 (fr) * | 2007-02-02 | 2008-08-06 | Osterwalder AG | Presse à poudre destinée à la fabrication de pièces pressées en poudre de métal |
| WO2008104969A1 (fr) | 2007-02-26 | 2008-09-04 | Polygon-Tamarisk Ltd | Presse pour produire des pièces à base de poudre par compactage |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000176699A (ja) * | 1998-12-16 | 2000-06-27 | Aida Eng Ltd | プレス機械の下死点位置制御装置 |
| JP3868207B2 (ja) * | 2000-12-26 | 2007-01-17 | アイダエンジニアリング株式会社 | サーボプレスの下死点補正方法 |
-
2009
- 2009-10-13 EP EP09172938A patent/EP2311587A1/fr not_active Withdrawn
-
2010
- 2010-10-12 WO PCT/EP2010/065254 patent/WO2011045303A2/fr active Application Filing
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3353215A (en) * | 1965-11-10 | 1967-11-21 | Haller John | Powdered material briquetting press |
| US3492696A (en) * | 1967-08-14 | 1970-02-03 | John Haller | Precision power-moved die table for presses |
| EP0358770A1 (fr) * | 1988-01-16 | 1990-03-21 | Fanuc Ltd. | Machine electrique de moulage de poudre |
| US6237479B1 (en) * | 1997-03-31 | 2001-05-29 | Komatsu Ltd. | Servo press controller |
| DE10011859A1 (de) * | 2000-03-10 | 2001-09-20 | Carsten Winter | Einpressvorrichtung |
| EP1693183A1 (fr) * | 2003-12-12 | 2006-08-23 | Hoden Seimitsu Kako Kenkyusho Co., Ltd. | Presse |
| EP1952975A1 (fr) * | 2007-02-02 | 2008-08-06 | Osterwalder AG | Presse à poudre destinée à la fabrication de pièces pressées en poudre de métal |
| WO2008104969A1 (fr) | 2007-02-26 | 2008-09-04 | Polygon-Tamarisk Ltd | Presse pour produire des pièces à base de poudre par compactage |
Cited By (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010033997A1 (de) * | 2010-08-11 | 2012-02-16 | Dorst Technologies Gmbh & Co. Kg | Metall- oder Keramikpulver-Elektropresse und Steuerverfahren dafür |
| DE102010033998A1 (de) * | 2010-08-11 | 2012-02-16 | Dorst Technologies Gmbh & Co. Kg | Metall- oder Keramikpulver-Elektropresse und Steuerverfahren dafür |
| DE102010051513A1 (de) * | 2010-11-16 | 2012-05-16 | Dorst Technologies Gmbh & Co. Kg | Keramikpulver- und/oder Metallpulver-Pressenwerkzeug, Keramikpulver- und/oder Metallpulver-Presse, modulares System mit einem solchen Pressenwerkzeug, Verfahren zum Zusammensetzen eines solchen Pressenwerkzeugs |
| WO2013056807A1 (fr) | 2011-10-21 | 2013-04-25 | Fette Compacting Gmbh | Presse |
| DE102011116548B4 (de) * | 2011-10-21 | 2014-05-15 | Fette Compacting Gmbh | Presse |
| DE102011116552A1 (de) | 2011-10-21 | 2013-04-25 | Fette Compacting Gmbh | Presse |
| DE102011116548A1 (de) | 2011-10-21 | 2013-04-25 | Fette Compacting Gmbh | Presse |
| US9289924B2 (en) | 2011-10-21 | 2016-03-22 | Fette Compacting Gmbh | Press |
| US9272479B2 (en) | 2011-10-21 | 2016-03-01 | Fette Compacting Gmbh | Press |
| DE102011116552B4 (de) * | 2011-10-21 | 2015-08-20 | Fette Compacting Gmbh | Presse |
| WO2013056805A1 (fr) | 2011-10-21 | 2013-04-25 | Fette Compacting Gmbh | Presse |
| WO2013163988A1 (fr) * | 2012-05-02 | 2013-11-07 | Komage Gellner Maschinenfabrik Kg | Presse à poudre |
| DE102012010767A1 (de) | 2012-05-31 | 2013-12-05 | Fette Compacting Gmbh | Presse |
| WO2013178355A1 (fr) | 2012-05-31 | 2013-12-05 | Fette Compacting Gmbh | Presse |
| US9533436B2 (en) | 2012-05-31 | 2017-01-03 | Fette Compacting Gmbh | Press |
| DE102012019312A1 (de) * | 2012-10-01 | 2014-04-03 | Dorst Technologies Gmbh & Co. Kg | Verfahren zum Steuern einer Keramik- und/oder Metallpulver-Presse bzw. Keramik- und/oder Metallpulver-Presse |
| US10906262B2 (en) | 2012-10-01 | 2021-02-02 | Dorst Technologies Gmbh & Co. Kg | Method for controlling a ceramic or metal powder press, and ceramic or metal powder press |
| DE102013114693A1 (de) * | 2013-12-20 | 2015-06-25 | Fette Engineering GmbH | Stopfstempelstation und Verfahren zum Füllen von Kapseln in einer Stopfstempelstation |
| US10569912B2 (en) | 2013-12-20 | 2020-02-25 | Fette Engineering GmbH | Tamping punch station and method of filling capsules in a tamping punch station |
| CN105215354A (zh) * | 2015-10-30 | 2016-01-06 | 扬州市海力精密机械制造有限公司 | 粉末冶金模具弹性变形伺服补偿系统 |
| EP3530446A1 (fr) | 2018-02-26 | 2019-08-28 | Osterwalder AG | Presse à poudre dotée de levier à genouillère et d'entraînement électrique |
| WO2019162511A1 (fr) | 2018-02-26 | 2019-08-29 | Osterwalder Ag | Presse à poudre à entrainement à genouillère et à entrainement électrique |
| JP2021514848A (ja) * | 2018-02-26 | 2021-06-17 | オスターヴァルダー アーゲーOsterwalder Ag | トグルレバー駆動部と電気駆動部を備えた粉末プレス機 |
| US11820094B2 (en) | 2018-02-26 | 2023-11-21 | Osterwalder Ag | Powder press having toggle lever drive and electric drive |
| CN110947958A (zh) * | 2019-12-10 | 2020-04-03 | 西安欧中材料科技有限公司 | 一种金属粉末旋压成型装置及其成型方法 |
| RU2784795C1 (ru) * | 2022-08-19 | 2022-11-29 | Федеральное государственное бюджетное учреждение науки Институт машиноведения им. А.А. Благонравова Российской академии наук (ИМАШ РАН) | Устройство для двухстороннего прессования изделий из порошков |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011045303A3 (fr) | 2011-07-14 |
| WO2011045303A2 (fr) | 2011-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2311587A1 (fr) | Presse à poudre | |
| DE19542453C2 (de) | Vorrichtung zur Umwandlung einer Drehbewegung in eine Axialbewegung | |
| DE4428842C1 (de) | Vorrichtung zur Herstellung von Preßkörpern | |
| EP2768661B1 (fr) | Presse | |
| DE69936407T2 (de) | Verfahren zur Werkzeugeinstellung in einer Blechherstellungsmaschine | |
| EP2001432B1 (fr) | Dispositif de remplissage d' au moins une chambre de dosage | |
| DE68910248T2 (de) | Elektrische pulver-giessvorrichtung. | |
| DE102009045254A1 (de) | Ein Servomotor zum Betätigen eines Dorns beim Extrudieren einer Schrägverzahnung | |
| DE4409822C2 (de) | Antrieb für wenigstens eine linear bewegbare Achse einer Spritzgießmaschine | |
| EP2768662B1 (fr) | Presse | |
| EP2441573B1 (fr) | Presse et procédé de fabrication d'un objet moulé en matériau poudreux | |
| DE10316249A1 (de) | Verfahren zum Umformen eines Werkstückes und Walzmaschine | |
| DE19952941B4 (de) | Preßmaschine und Verfahren zum Herstellen gepreßter Produkte | |
| EP2844456B1 (fr) | Presse à poudre | |
| EP3911858B1 (fr) | Dispositif accumulateur et procédé d'accumulation et de demande d'énergie | |
| DE2458796A1 (de) | Presse, vorzugsweise rollen-spindelpresse | |
| DE10107484B4 (de) | Hublagenregelung der Stößel von Stanzpressen | |
| DE1938490A1 (de) | Presse fuer pulverfoermige Stoffe | |
| EP3530446B1 (fr) | Presse à poudre dotée de levier à genouillère et d'entraînement électrique | |
| DE102010033997A1 (de) | Metall- oder Keramikpulver-Elektropresse und Steuerverfahren dafür | |
| DE3527186A1 (de) | Ruehrwerk fuer ein pulverfoermiges gut fuer eine pulverkompaktierpresse | |
| DE29703482U1 (de) | Presse | |
| DE1627919C3 (de) | Pulverpresse, insbesondere zum Pressen von abgesetzten, mit Flanschen bzw. Schultern versehenen Preßstücken | |
| DE68918917T2 (de) | Stauchpresse mit horizontal gegenüberliegenden Stempeln. | |
| DE102010012343A1 (de) | Umformmaschine mit Pendelhubverstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110723 |
|
| 17Q | First examination report despatched |
Effective date: 20110915 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 20141114 |