EP2277652B1 - Sägeblatt mit Zähnen mit einem Spanumformelement - Google Patents
Sägeblatt mit Zähnen mit einem Spanumformelement Download PDFInfo
- Publication number
- EP2277652B1 EP2277652B1 EP20100169970 EP10169970A EP2277652B1 EP 2277652 B1 EP2277652 B1 EP 2277652B1 EP 20100169970 EP20100169970 EP 20100169970 EP 10169970 A EP10169970 A EP 10169970A EP 2277652 B1 EP2277652 B1 EP 2277652B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- saw blade
- chip
- teeth
- tooth
- group
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 claims description 56
- 239000000463 material Substances 0.000 claims description 14
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 241000763859 Dyckia brevifolia Species 0.000 description 59
- 230000015572 biosynthetic process Effects 0.000 description 12
- 238000000034 method Methods 0.000 description 10
- 230000007704 transition Effects 0.000 description 6
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 238000007493 shaping process Methods 0.000 description 3
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000005304 joining Methods 0.000 description 2
- 238000006748 scratching Methods 0.000 description 2
- 230000002393 scratching effect Effects 0.000 description 2
- 238000005476 soldering Methods 0.000 description 2
- 238000004804 winding Methods 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/02—Circular saw blades
- B23D61/021—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23D—PLANING; SLOTTING; SHEARING; BROACHING; SAWING; FILING; SCRAPING; LIKE OPERATIONS FOR WORKING METAL BY REMOVING MATERIAL, NOT OTHERWISE PROVIDED FOR
- B23D61/00—Tools for sawing machines or sawing devices; Clamping devices for these tools
- B23D61/12—Straight saw blades; Strap saw blades
- B23D61/121—Types of set; Variable teeth, e.g. variable in height or gullet depth; Varying pitch; Details of gullet
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9317—Endless band or belt type
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/935—Plural tooth groups
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/9358—Series of dissimilar teeth
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T83/00—Cutting
- Y10T83/929—Tool or tool with support
- Y10T83/9319—Toothed blade or tooth therefor
- Y10T83/9362—Teeth having transversely curved cutting edge
Definitions
- the invention relates to a saw blade with a base body and a plurality of adjoining the base teeth with a cutting edge and a chip forming surface. At least a portion of the teeth are disposed in a group repeating along the body, the group having at least three unrestricted teeth of different widths.
- Such saw blades can be designed, in particular, as an elongate saw band with a linear arrangement of the teeth one behind the other, as a hack saw blade or as a circular saw blade.
- the teeth are preferably at least partially made of hard metal or carbide inserts, whereby the saw blade is particularly well suited for sawing metal materials.
- the teeth of the saw blade according to the invention are designed and arranged in the sense of a special form of the group technique, according to which the group has at least three teeth with different widths and preferably also different heights. Such an arrangement is also referred to as width and height grading. Each tooth is thus assigned a specific part of the cutting channel.
- the group repeats along the length of the saw blade, possibly with the interposition of other teeth.
- Such a special group technique is distinguished from the so-called pre-cutting and Nachschneidetechnik and also the simple repetitive arrangement with an unrestrained tooth, a tooth left to the left and a tooth set to the right.
- a saw blade having a base body and a plurality of teeth adjoining the base body with a cutting edge and a chip forming surface is known from the German patent application DE 42 00 423 A1 known.
- the teeth are arranged in a group repeating along the body, the group having at least three unrestricted teeth of different widths and heights.
- This special group technique with unrestricted teeth results in a particularly high cutting performance in a stabilized straight run without the risk of lateral bleeding of the saw blade, which clearly demarcates the saw blade of known saw blades with set teeth or those according to the pre- and Nachschneidetechnik.
- a saw blade with a base body and a plurality of adjoining the base teeth with a cutting edge and a chip forming surface is further from the German patent application DE 100 30 168 A1 known.
- the teeth are alternately unrestricted, set to the left and set to the right. In this sense, all teeth - or at least the set teeth - have the same widths and heights.
- Each of the teeth has a curved surface which acts as a chip forming element and adjoins the chip formation surface away from the cutting edge.
- the chip forming element is used to produce chips with a small turn radius.
- Another saw blade with a base body and a plurality of adjoining the main body teeth with a cutting edge and a chip forming surface is from the European patent application EP 1 101 558 A1 known.
- Each of the teeth (unspecified with regard to its arrangement in a group or the like) has a chip forming element adjoining the chip forming surface facing away from the cutting edge.
- the chip forming element generates chips with a small winding radius.
- a saw blade having a base body and a plurality of teeth adjoining the base body with a cutting edge and a chip forming surface is known from the German patent application DE 10 2006 015 278 A1 known.
- the invention described therein relates to the formation of a chip forming element ("planar chip breaker") on the projection of the base body, ie not on the insert forming the chip forming the chip forming surface.
- a saw blade of the prior art is shown, in which the Spanumformelement is formed on the insert of the tooth.
- the invention has for its object to provide a saw blade, which retains the known from the special group technique with unrestricted teeth of different widths high cutting performance, but realizes a good chip control in the sense of generating relatively short chips with a small winding radius.
- the new saw blade has a base body and a plurality of teeth adjoining the base body with a cutting edge and a chip formation surface. At least a portion of the teeth are disposed in a group repeating along the body, the group having at least three unrestricted teeth of different widths.
- the widest tooth in the group has no chip forming element, which faces away from the cutting edge of the chip forming surface. At least one other tooth in the group has a chip forming element which adjoins the chip formation surface away from the cutting edge.
- the invention now represents a particularly clever new combination of the advantages of the hitherto exclusive techniques of special group technique with unrestricted teeth of different widths and the pre- and Nachschneidetechnik.
- the special group technique with unrestricted teeth - the specialist in particular on the basis of the geometries "FUTURA” and "FUTURA PLUS” is known to the applicant - realizes particularly high cutting performance with very good surface quality in the cutting channel due to the stabilized Geradlaufs because of the unrestricted teeth.
- the high cutting performance results from the special division of the effective cutting sections on a plurality of teeth, which are each assigned to a specific strip-shaped part of the cutting channel and only take chips there.
- the invention realizes the production of the previously known only from the pre-cutting and Nachschneidetechnik comparatively short chips with a small radius of turns, but without having to accept the disadvantages of pre and Nachschneidetechnik in purchasing.
- At least one tooth - with the exception of the widest tooth - in the group has a Spanumformelement with which the chips are formed after their formation by the chip forming surface with respect to their geometry.
- the chips are so elastically-plastically deformed that they have a small, as constant as possible Windungsradius and the shortest possible length. In particular, these are not whirlwinds but short shavings, in particular short spiral shavings, short conical spiral shavings or short shavings.
- Such chips can be much better removed from the cutting channel and get less interlocked, so that they do not get stuck, for example, in a 90 ° bend of a suction to remove the chips from the cutting channel.
- the invention has not only recognized that a chip forming element has a positive influence on the generation of short chips with a small turn radius with an unchanged high cutting performance of the saw blade, but also that special measures for maintaining a good surface quality in the cutting channel are required. These special measures are now in contrast to the prior art for the first time to provide the chip forming element only on certain teeth. More specifically, the widest tooth in the group has no chip forming element. This widest tooth - also known as tooth C4 - is responsible for the surface quality in the cut canal. Typically, this widest tooth in the group is also the lowest tooth in the group. The widest tooth in the group clears the two outer areas of the cutting channel and is thus responsible for the surface quality in the cutting channel.
- the widest tooth in the group is the lowest tooth in the group.
- the other teeth in the group - with the exception of the widest tooth - each have a Spanumformelement.
- the chips are effectively generated in the desired squat geometry without significantly affecting the surface quality in the cutting channel.
- the main body may have a plurality of protrusions, to each of which an insert of a material is hardened, which is harder than the material of the projections and the base body, and so the teeth are formed, wherein the cutting edge and the chip forming surface are arranged on the insert ,
- the chip shaping element is arranged on the insert. All processing steps of producing the Cutting edge, the chip forming surface and the Spanumformelements, which are realized in particular by grinding, thus carried on the inserts of the saw blade.
- the Spanumformelement may be formed as a stepped surface.
- the chip forming element is, in particular, one or more curved or also straight surfaces.
- the chip forming element is disposed adjacent to the chip forming surface, the cutting edge in turn being disposed adjacent to the other end of the chip forming surface. In other words, these surfaces are arranged starting from the cutting edge in the order of cutting edge, chip formation surface, chip forming element. But it is quite possible that further elements or areas are interposed.
- the saw blade is a saw blade with a linear arrangement of the teeth in succession, a hacksaw blade or a circular saw blade.
- the at least three teeth in the group are unrestricted and have a geometrically determined cutting edge shape with a cutting edge.
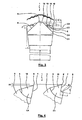
- Fig. 1 shows a side view of a first exemplary embodiment of the new saw blade 1. It is understood that Fig. 1 only shows a section of the saw blade 1, which is in the representation of Fig. 1 extending to the left and right as well as down further. In Fig. 1 the saw blade 1 is formed as an elongated saw band. The saw blade 1 could, however, also be a circular saw blade or a less elongated hacksaw blade. The saw blade 1 itself consists of metal and is used for sawing metal.
- FIG. 1 Further views of the in Fig. 1 illustrated saw blade 1 are in the Fig. 2 and 3 shown.
- Fig. 2 and 3 Further views of the in Fig. 1 illustrated saw blade 1 are in the Fig. 2 and 3 shown.
- Fig. 4 Further views of the in Fig. 1 illustrated saw blade 1 are in the Fig. 2 and 3 shown.
- Fig. 4 Further views of the in Fig. 1 illustrated saw blade 1 are in the Fig. 2 and 3 shown.
- the new design of the saw blade 1 is shown in a slightly different representation.
- the saw blade 1 has a base body 2, of which only a section is visible.
- the main body 2 has a plurality of projections 3, to each of which an insert 4 is attached.
- the insert 4 is made of a material that is harder than the material of the projections 3 and the base body 2 of the saw blade 1.
- the material of the insert 4 is carbide.
- each tooth 10 has a tooth back 11, a tooth face 12, a tooth base 13 and an open surface 14.
- the teeth 10 are disposed in a group repeating along the body 2, the group having at least three unrestricted teeth 10 of different heights and widths. How very good in Fig. 3 can be seen, the group in the present example, four different teeth C1, C2, C3 and C4.
- the tooth C1 is the highest and narrowest tooth 10.
- the tooth C2 is the second highest and the second smallest tooth 10.
- the tooth C3 is the third highest and third smallest tooth 10.
- the tooth C4 is the lowest and widest tooth 10 in FIG Group.
- the group consists of the tooth sequence C4-C3-C4-C2-C4-C1.
- the teeth 10 have a very particular design and arrangement with respect to an element or surface which is arranged adjacent to the chip formation surface 7.
- At least one tooth 10 in the group has a chip-shaping element 8 which, facing away from the cutting edge 6, adjoins the chip-forming surface 7.
- the chip forming element 8 seen from the chip forming surface 7 not in the direction of the cutting edge 6, but in the other direction - d. H. in the direction of the tooth base 13 - is arranged.
- the chip forming element 8 does not have to connect directly to the chip formation surface 7. It is possible to interpose other surfaces or elements.
- the Spanumformelement 8 consist of several surfaces or elements.
- the chip forming element 8 serves to reshape the chip formed by the sawing surface 7 during sawing in terms of its geometry. For this reason, the term chip forming element is used in this application, since it is less about the original forming of the chip, but rather about its subsequent transformation.
- the chip forming element 8 could also be referred to as a chip forming surface.
- the chip forming element 8 is designed so that chips as short as possible are produced with a small turn radius. In particular, when sawing to form long chips tend aluminum materials otherwise there is the problem of the emergence of tensioning star and the occurrence of corresponding difficulties in removing the chips from the cutting channel. By Spanumformelement 8 now short and tightly wound chips are formed, which cause significantly less problems in their removal and disposal.
- the teeth C1, C2 and C3 each have such a chip forming element 8.
- the tooth C4 - has no chip forming element.
- the tooth C4 as the widest tooth is ultimately responsible for the quality of the surface in the cutting channel.
- the chip forming element 8 was therefore not provided on the tooth C4, to prevent there (the otherwise desired) chips with a small radius of curvature arise and lead to a scratching of the surface in the cutting channel during the sawing process.
- Fig. 4 the differences between the left tooth C4 without Spanumformelement 8 and the right tooth C1 with Spanumformelement 8 are particularly well recognized.
- the height difference between these teeth is designated h3.
- the chip forming surface 8 is formed as an arcuate curved surface having a radius R and a depth t. Furthermore, the height h of the sum of chip forming surface 7 and chip forming element 8 is located.
- the following table indicates which values for the sizes h, t and R of the chip-shaping element 8 can be used particularly and preferably: size Value range [mm] preferred value [mm] H 0.4-2.0 1.0 t 0.2-2.0 1.0 R 0.2-1.0 0.5
- FIG. 5 Various exemplary embodiments of the tip of a tooth 10 with a chip forming element 8 are shown. The different embodiments are assigned the numbering 5a to 5i. In each case a part of the tip of the tooth 10 with an open surface 14, the cutting edge 6, the chip formation surface 7 and the tooth face 12 is shown. Because of the correspondence of the individual representations according to FIGS. 5a to 5i, for reasons of clarity, reference signs have been made partly only in the first Fig. 5a entered.
- the chip forming element 8 has an arcuate or curved section 9 and a rectilinear section 15.
- the angle between the chip forming surface 7 and the rectilinear portion 15 of the chip forming element is slightly larger than 90 °.
- the chip forming surface 7 is arranged at a relatively small acute angle to the flank 14.
- the tip of the tooth is 10 in Fig. 5b designed so that the Spanumformelement 8 a more or less (as far as practically producible) sharp-edged transition region 16 and the rectilinear portion 15 has.
- the chip forming surface 7 is arranged at a significantly larger angle to the free surface 14, wherein the angle is still slightly smaller than 90 °.
- the chip forming element 8 has a first transition region 17, a first rectilinear section 18, a second transition region 19 and a second rectilinear section 20, following the chip formation surface 7.
- the chip-forming surface 7 is formed curved and provides a combination of the chip-forming surface 7 and the Spanumformelements 8.
- the chip forming element 8 then further has the straight section 15.
- the in Fig. 5e tooth 10 shown instead has the rectilinear chip formation surface 7 and the adjoining curved chip forming element 8.
- the chip-forming surface 7 is again rectilinear.
- the chip forming element 8 has the curved portion 9 and the rectilinear portion 15, wherein, in contrast to the embodiment according to FIG Fig. 5a the depth of the rectilinear portion 15 is set smaller.
- the tip of the tooth 10 in FIG Fig. 5h closes the rectilinear portion 15 of Spanumformelements 8 again more or less straight to the chip forming surface 7, as far as such geometry z. B. is produced by grinding.
- Illustrated exemplary embodiment of the tip of the tooth 10 of the saw blade 1 finally shows the combination of the functions of the chip forming surface 7 and the Spanumformelements 8 in a curved surface 21st
- Fig. 6 another exemplary embodiment of the saw blade 1 is shown. Unlike in the Fig. 1-3 illustrated embodiment of the saw blade 1 is shown here on a scale of 1: 1, from which it can be seen that the inserts 4 in comparison to the projections 3 are actually significantly smaller than this for reasons of clarity in Fig. 1 is exaggerated. With regard to the further features of the saw blade 1 is based on the preceding embodiments and in Fig. 1 referenced reference numbers.
- the ratio of the inserts 4 to the height of the entire tooth 10 from the tip to the tooth root 13 is about 1: 5 with a toothing of about 0.85-1.15 ZpZ (teeth per inch).
- the tooth pitch changes from 0.85-1.15 ZpZ to 3-4 ZpZ, with the size of the inserts 4 halved in return only in the ratio 1: 2.
- Fig. 7 is a further embodiment of the saw blade 1 in the scale 1: 1 shown. Nevertheless, in order to make the features of the formation of the tip of the tooth 10 better recognizable, the corresponding area of one of the teeth 10 in FIG Fig. 7 reproduced in an enlarged view. In contrast to the embodiments of the saw blade 1 described above, this has no inserts in the region of its projections 3, but the teeth 10 with cutting edge 6, chip forming surface 7 and chip forming element 8 were directly on the tooth 10 - in particular by grinding - attached. It can be z. B. act to a bimetallic saw blade.
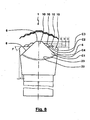
- Fig. 8 shows a similar view of the saw blade 1 as Fig. 1 , wherein here by the graphic representation of the two circular lines 22, 23 was trying to better explain the actual geometry of the tooth 10 in this area.
- the circular lines 22, 23 are formed by the radius of the grinding wheel, which is preferably used for forming the chip forming surface 7 and the chip forming element 8.
- the chips are forced into the middle of the cutting channel during sawing, whereby the risk of damage to the surface in the cutting channel is further reduced.
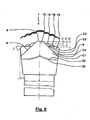
- Fig. 9 finally shows a similar view of the saw blade 1 as the Fig. 1 and 8th , in which case again the drawing of the two circular lines 22, 23 tried to better explain the actual geometry of the tooth 10 in this area.
- the circular lines 22, 23 are formed by the radius of the grinding wheel, which is preferably used for forming the chip forming surface 7 and the chip forming element 8.
- chipbreaker 8 was made with two cuts. However, more than two cuts could be made.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Sawing (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Drilling Tools (AREA)
- Polishing Bodies And Polishing Tools (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SI201030609T SI2277652T1 (sl) | 2009-07-21 | 2010-07-19 | Žagin list z zobmi z elementom za deformiranje trsk |
| PL10169970T PL2277652T3 (pl) | 2009-07-21 | 2010-07-19 | Brzeszczot piły z zębami z elementem do zwijania wióra |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200910027896 DE102009027896B4 (de) | 2009-07-21 | 2009-07-21 | Sägeblatt mit Zähnen mit einem Spanumformelement |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2277652A2 EP2277652A2 (de) | 2011-01-26 |
| EP2277652A3 EP2277652A3 (de) | 2013-02-27 |
| EP2277652B1 true EP2277652B1 (de) | 2014-02-12 |
Family
ID=43012645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20100169970 Active EP2277652B1 (de) | 2009-07-21 | 2010-07-19 | Sägeblatt mit Zähnen mit einem Spanumformelement |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US8695470B2 (sl) |
| EP (1) | EP2277652B1 (sl) |
| JP (1) | JP5505641B2 (sl) |
| CA (1) | CA2710553C (sl) |
| DE (1) | DE102009027896B4 (sl) |
| ES (1) | ES2463094T3 (sl) |
| PL (1) | PL2277652T3 (sl) |
| SI (1) | SI2277652T1 (sl) |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5584046B2 (ja) * | 2010-08-10 | 2014-09-03 | 株式会社アマダ | 帯鋸刃の製造方法 |
| WO2012142759A1 (zh) * | 2011-04-21 | 2012-10-26 | 富士通株式会社 | 时间提前计时器的维护方法、基站和终端设备 |
| DE102011053720B4 (de) * | 2011-09-16 | 2015-12-24 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Sägeblatt mit Leistungszähnen und Oberflächenzähnen |
| US9731365B2 (en) | 2011-12-07 | 2017-08-15 | Irwin Industrial Tool Company | Saw blade with tooth form projection |
| US20140150620A1 (en) * | 2012-11-30 | 2014-06-05 | Irwin Industrial Tool Company | Saw Blade Having Different Material Teeth and Method of Manufacture |
| JP6339764B2 (ja) | 2013-02-25 | 2018-06-06 | 兼房株式会社 | 丸鋸 |
| DE102015116747B3 (de) * | 2015-10-02 | 2017-03-30 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Sägeblatt mit einem Spanteilerzahn |
| JP6622403B2 (ja) | 2015-11-02 | 2019-12-18 | ミルウォーキー エレクトリック ツール コーポレーションMilwaukee Electric Tool Corporation | のこぎり刃 |
| US10279408B2 (en) * | 2016-04-19 | 2019-05-07 | The M. K. Morse Company | Ground set saw blade |
| US10926343B2 (en) * | 2016-04-19 | 2021-02-23 | The M. K. Morse Company | Ground set saw blade |
| JP6337169B1 (ja) * | 2017-02-24 | 2018-06-06 | 株式会社アマダホールディングス | 硬質チップ帯鋸刃 |
| WO2018213413A1 (en) | 2017-05-18 | 2018-11-22 | Milwaukee Electric Tool Corporation | Saw blade and method of manufacturing the same |
| US10537951B2 (en) | 2017-08-16 | 2020-01-21 | Black & Decker Inc. | Band saw blade for cutting structural workpieces |
| US11376679B2 (en) | 2019-06-27 | 2022-07-05 | Bichamp Cutting Technology (Hunan) Co., Ltd | Bandsaw blade |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US820969A (en) * | 1905-10-26 | 1906-05-22 | Heinrich Grelck | Saw. |
| US2829632A (en) * | 1956-09-18 | 1958-04-08 | Briar Hill Stone Company | Slanted tooth saw blade for cutting stone |
| DE1628893C3 (de) * | 1968-01-19 | 1974-02-28 | Hans Beckenried Naepflin (Schweiz) | Hartmetall-Kreissägeblatt |
| US4012820A (en) * | 1975-06-16 | 1977-03-22 | The Motch & Merryweather Machinery Company | Circular saw having teeth with an improved metal breaking geometry |
| DE3711228A1 (de) * | 1987-04-03 | 1988-10-20 | Wagner Maschf Gustav | Schneidezahn sowie mit solchen schneidezaehnen versehene metallsaegen, insbesondere kreissaegeblaetter |
| DE9219128U1 (de) | 1992-01-10 | 1998-04-16 | Kullmann Wikus Saegenfab | Sägeblatt |
| US5477763A (en) | 1993-01-12 | 1995-12-26 | Wikus-Sagenfabrik, Wilhelm H. Kullmann | Saw blade |
| JP3203420B2 (ja) * | 1998-05-29 | 2001-08-27 | 兼房株式会社 | 硬質チップ付丸鋸 |
| JP2001062629A (ja) * | 1999-06-22 | 2001-03-13 | Amada Co Ltd | 鋸 刃 |
| DE19963396C2 (de) * | 1999-12-28 | 2003-12-04 | Kullmann Wikus Saegenfab | Sägeblatt mit einem Grundkörper und ungeschränkten Zähnen |
| US8113100B1 (en) * | 2000-10-25 | 2012-02-14 | Irwin Industrial Tool Company | Wood cutting band saw blade |
| US7131365B2 (en) * | 2003-09-16 | 2006-11-07 | Irwin Industrial Tool Company | Multi-chip facet cutting saw blade and related method |
| DE102006015278A1 (de) * | 2006-04-01 | 2007-10-04 | WIKUS-Sägenfabrik Wilhelm H. Kullmann GmbH & Co. KG | Sägeblatt mit einem Grundkörper und Zähnen mit Schneiden |
| JP5173336B2 (ja) * | 2007-09-14 | 2013-04-03 | 株式会社アマダ | 鋸刃 |
| DE102008037407A1 (de) * | 2007-10-02 | 2009-04-09 | Robert Röntgen GmbH & Co. KG | Sägeband |
| JP5173670B2 (ja) * | 2008-08-20 | 2013-04-03 | 株式会社アマダ | 鋸刃及びその製造方法 |
| US9248518B2 (en) * | 2010-06-30 | 2016-02-02 | Irwin Industrial Tool Company | Saw blade tooth form for abusive cutting applications |
-
2009
- 2009-07-21 DE DE200910027896 patent/DE102009027896B4/de not_active Expired - Fee Related
-
2010
- 2010-07-19 PL PL10169970T patent/PL2277652T3/pl unknown
- 2010-07-19 SI SI201030609T patent/SI2277652T1/sl unknown
- 2010-07-19 EP EP20100169970 patent/EP2277652B1/de active Active
- 2010-07-19 ES ES10169970T patent/ES2463094T3/es active Active
- 2010-07-20 CA CA2710553A patent/CA2710553C/en not_active Expired - Fee Related
- 2010-07-21 US US12/840,472 patent/US8695470B2/en active Active
- 2010-07-21 JP JP2010163669A patent/JP5505641B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE102009027896B4 (de) | 2011-09-22 |
| SI2277652T1 (sl) | 2014-06-30 |
| PL2277652T3 (pl) | 2014-09-30 |
| US8695470B2 (en) | 2014-04-15 |
| EP2277652A2 (de) | 2011-01-26 |
| DE102009027896A1 (de) | 2011-02-03 |
| CA2710553C (en) | 2017-02-14 |
| EP2277652A3 (de) | 2013-02-27 |
| JP2011025403A (ja) | 2011-02-10 |
| CA2710553A1 (en) | 2011-01-21 |
| US20110017042A1 (en) | 2011-01-27 |
| ES2463094T3 (es) | 2014-05-27 |
| JP5505641B2 (ja) | 2014-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2277652B1 (de) | Sägeblatt mit Zähnen mit einem Spanumformelement | |
| DE3611063C2 (sl) | ||
| DE102011050168B4 (de) | Sägeblatt zum Sägen von Hohl- und Formprofilen | |
| EP0551104B2 (de) | Sägeblatt | |
| DE3940552B4 (de) | Sägeblatt | |
| EP0900616B1 (de) | Sägeblatt mit Sägezahnkonfiguration und Verfahren zu seiner Herstellung | |
| DE19963396C2 (de) | Sägeblatt mit einem Grundkörper und ungeschränkten Zähnen | |
| EP2060356B1 (de) | Sägeblatt mit einem Grundkörper und Zähnen mit Schneiden | |
| DE4300622C2 (de) | Sägeblatt mit einem Grundkörper und ungeschränkten Zähnen | |
| EP0120244A2 (de) | Sägeblatt | |
| DE19821525A1 (de) | Sägeblatt | |
| EP1205274A1 (de) | Sägeband und Verfahren zu seiner Herstellung | |
| DE102015116747B3 (de) | Sägeblatt mit einem Spanteilerzahn | |
| EP2570216B1 (de) | Sägeblatt mit Leistungszähnen und Oberflächenzähnen | |
| EP1323487A2 (de) | Scheibenförmiges Werkzeug, insbesondere Kreissägeblatt | |
| DE102009047874B3 (de) | Bandsäge und Sägeblatt | |
| DE3209300A1 (de) | Furnierkante | |
| DE202005003643U1 (de) | Kreissägeblatt | |
| AT220798B (de) | Verbundsägeblatt | |
| EP0602441A1 (de) | Kreissägeblatt | |
| DE8207175U1 (de) | Furnierkante |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: BA ME RS |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: B23D 61/12 20060101ALI20130123BHEP Ipc: B23D 61/02 20060101AFI20130123BHEP |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: WIKUS-SAEGENFABRIK WILHELM H. KULLMANN GMBH & CO. |
|
| 17P | Request for examination filed |
Effective date: 20130403 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130527 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20130904 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| INTG | Intention to grant announced |
Effective date: 20131118 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AL AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 651911 Country of ref document: AT Kind code of ref document: T Effective date: 20140215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502010006070 Country of ref document: DE Effective date: 20140327 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2463094 Country of ref document: ES Kind code of ref document: T3 Effective date: 20140527 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: RIEDERER HASLER AND PARTNER PATENTANWAELTE AG, LI |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: T2 Effective date: 20140212 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140612 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 16518 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010006070 Country of ref document: DE |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20141113 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502010006070 Country of ref document: DE Effective date: 20141113 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140513 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140731 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20100719 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NO Payment date: 20170721 Year of fee payment: 8 Ref country code: ES Payment date: 20170818 Year of fee payment: 8 Ref country code: SK Payment date: 20170706 Year of fee payment: 8 Ref country code: CH Payment date: 20170724 Year of fee payment: 8 Ref country code: IT Payment date: 20170721 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IE Payment date: 20170724 Year of fee payment: 8 Ref country code: PL Payment date: 20170707 Year of fee payment: 8 Ref country code: SI Payment date: 20170711 Year of fee payment: 8 Ref country code: TR Payment date: 20170712 Year of fee payment: 8 Ref country code: IS Payment date: 20170720 Year of fee payment: 8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20140212 |
|
| REG | Reference to a national code |
Ref country code: NO Ref legal event code: MMEP |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: MM4A Ref document number: E 16518 Country of ref document: SK Effective date: 20180719 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190201 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180719 Ref country code: NO Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180731 |
|
| REG | Reference to a national code |
Ref country code: SI Ref legal event code: KO00 Effective date: 20190305 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180720 Ref country code: SK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180719 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190917 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180720 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180719 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20180719 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230529 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20230720 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20230724 Year of fee payment: 14 Ref country code: AT Payment date: 20230718 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20230724 Year of fee payment: 14 Ref country code: FR Payment date: 20230720 Year of fee payment: 14 Ref country code: DE Payment date: 20230510 Year of fee payment: 14 |