EP2186766A2 - Workplace of a spooling machine with a gripper tube loaded with suction air - Google Patents
Workplace of a spooling machine with a gripper tube loaded with suction air Download PDFInfo
- Publication number
- EP2186766A2 EP2186766A2 EP09012492A EP09012492A EP2186766A2 EP 2186766 A2 EP2186766 A2 EP 2186766A2 EP 09012492 A EP09012492 A EP 09012492A EP 09012492 A EP09012492 A EP 09012492A EP 2186766 A2 EP2186766 A2 EP 2186766A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- thread
- gripper tube
- gripper
- flap
- tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 claims abstract description 11
- 238000004804 winding Methods 0.000 claims description 33
- 235000013351 cheese Nutrition 0.000 description 6
- 238000009987 spinning Methods 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 2
- 240000002129 Malva sylvestris Species 0.000 description 1
- 235000006770 Malva sylvestris Nutrition 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000010410 dusting Methods 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000003908 quality control method Methods 0.000 description 1
- 238000007378 ring spinning Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000004018 waxing Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H54/00—Winding, coiling, or depositing filamentary material
- B65H54/70—Other constructional features of yarn-winding machines
- B65H54/702—Arrangements for confining or removing dust
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/003—Arrangements for threading or unthreading the guide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H57/00—Guides for filamentary materials; Supports therefor
- B65H57/02—Stationary rods or plates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/08—Automatic end-finding and material-interconnecting arrangements
- B65H67/081—Automatic end-finding and material-interconnecting arrangements acting after interruption of the winding process, e.g. yarn breakage, yarn cut or package replacement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H67/00—Replacing or removing cores, receptacles, or completed packages at paying-out, winding, or depositing stations
- B65H67/08—Automatic end-finding and material-interconnecting arrangements
- B65H67/081—Automatic end-finding and material-interconnecting arrangements acting after interruption of the winding process, e.g. yarn breakage, yarn cut or package replacement
- B65H67/083—Automatic end-finding and material-interconnecting arrangements acting after interruption of the winding process, e.g. yarn breakage, yarn cut or package replacement handling the yarn-end of the new supply package
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H69/00—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device
- B65H69/06—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device by splicing
- B65H69/061—Methods of, or devices for, interconnecting successive lengths of material; Knot-tying devices ;Control of the correct working of the interconnecting device by splicing using pneumatic means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2701/00—Handled material; Storage means
- B65H2701/30—Handled filamentary material
- B65H2701/31—Textiles threads or artificial strands of filaments
Definitions
- the invention relates to a method for operating a workstation of a winding machine with a thread connecting device, in particular a splicing device for pneumatically connecting thread ends, and an intake air-loaded gripper tube which is pivotally mounted and formed for functionally correct positioning of its associated thread in the thread connecting device, said end a gripper tube flap is arranged for closing the thread-side opening of the gripper tube, and wherein the gripper tube flap has a control cam, via its engagement in a stationary shift gate, the open position of the gripper tube flap is controllable.
- Such winder transfer a thread from a delivery reel on a package.
- spin creels produced on a ring spinning machine come into question as a delivery reel.
- the winder makes it cross-cheeks ago, which are better suited for further processing of the wound thread.
- Such fully automatic, cross-wound producing spooling machines are also referred to as cross-spooling machines.
- a thread automatic connection and, if necessary, a cop change mechanism are activated. That is, first, a suction nozzle is placed on the surface of the slowly rotating bobbin against the winding direction. After detecting the upper thread end, the suction nozzle pivots to its original position, in the suction nozzle opening is positioned below the splicer back, thereby inserting the upper thread in the splicer.
- a gripper tube Almost simultaneously with the suction nozzle pivots a gripper tube from its zero position, which it occupies during normal winding operation, first in a lower position, then pivots in an upper working position and brings a hitherto held in a thread tensioner or in a clamping device, from the drain spool withdrawn bobbin thread with.
- the gripper tube has at its end a gripper tube flap, which is opened when pivoting in the lower position by means of a shift gate. The negative pressure sucks the thread into the gripper tube.
- the gripper tube flap is closed again and clamps the thread, so that it can be safely transferred to the splicer.
- the DE 195 10 171 A1 discloses a generic winding machine.
- the gripper tube is parked in a zero position in front of the normal threadline. In this position, the gripper tube has such a large distance from the running thread, that after a cleaner cut or a thread break the falling thread should not wrap around the gripper tube or the gripper tube flap, but falls past the gripper tube.
- the thread after a break or cut often does not remain in its regular course, but can move uncontrollably due to the thread tension, which is suddenly relieved. The distance from the regular yarn path therefore does not provide sufficient protection against wraps of the gripper tube or the gripper tube flap.
- the subsequent processes are adversely affected by these wraps. It can then no secure detection of the lower thread and thus no secure splice connection are guaranteed. In extreme cases, the wrap leads to a shutdown of the winding unit. Then an operator intervention is required and the thread must be removed manually.
- the invention is therefore based on the object to remedy the aforementioned disadvantages or at least significantly reduce the likelihood of Fadenumschlingung the gripper tube or the hook tube flap.
- the gripper tube is positioned during normal winding operation below a Fadenleitbleches arranged in the yarn path that the thread-side end of the gripper tube is completely covered by the gripper tube flap of the Fadenleitblech. In this way, the gripper tube is shielded by the yarn guide. A falling thread remains more likely to lie on the baffle than to wrap around the hook tube and the hook tube flap.
- Fadenleitbleche are already available for threading and holding the thread in a given yarn path on winding machines.
- the Fadenleitbleche are positioned above a clamping device. For the implementation of the method according to the invention therefore usually no mechanical changes are required.
- the gripper tube is positioned during the normal winding operation so that the control cam touches the shift gate. In this way, a position of the gripper tube is realized close to the thread and thus positioned the opening of the gripper tube below the Fadenleitbleches.
- the gripper tube flap can be opened very quickly.
- the gripper tube during normal winding operation is positioned with respect to the shift gate, that the gripper tube flap is at least partially open. This positioning brings despite the compressed air loss described above, considerable advantages. Due to the continuous suction air, a falling thread can be caught directly. Furthermore, the gripper tube thus exerts a de-dusting function, so that in wind-up machines customary separate dedusting devices can optionally be omitted.
- the gripper tube during normal winding operation is positioned so that the distance between the center of the thread-side opening cross section of the gripper tube and the yarn path is less than 40 mm.
- this distance can be achieved on the one hand, that in many common winding machines, the thread-side end of the gripper tube is arranged under an already existing thread guide plate.
- On the other hand is achieved by positioning with a distance of less than 40mm between the yarn path and the center of the opening cross section that the suction port of the gripper tube already arranged before the occurrence of a thread break or cleaner cut close to the thread and not only have to perform a long pivoting when the Threadline is interrupted. This shortens the time for the pivoting down of the gripper tube and the opening of the gripper tube flap in a thread break or cleaner cut.
- a quick suction of the thread through the gripper tube also reduces the likelihood of looping.
- the inventive position of the gripper tube during the normal winding process can also serve as a zero position and are always taken when the gripper tube receives no thread or transferred to the splicer. But it is also possible that the gripper tube a zero position in a larger Distance from the regular thread run can take and is pivoted closer to the thread only at the beginning of the winding operation.
- a workstation of a winder with a thread connecting device and a suction gripper tube which is pivotally mounted and formed for functionally correct positioning of its associated thread in the thread connecting device, and end has a gripper tube flap for closing the thread-side opening of the gripper tube, the gripper tube flap a control cam, by the engagement in a stationary shift gate, the open position of the hook tube flap is controllable.
- the gripper tube is automatically positioned by means of a control device.
- a yarn guide is arranged in the yarn path.
- the control device is adapted to automatically position the gripper tube during the normal winding operation such that the thread-side end of the gripper tube with the gripper tube flap is completely covered by the thread guide plate.
- Fig. 1 shows in side view a job 10 of a cheese winder 1.
- Such cheese machines have a variety of such juxtaposed jobs 10 on which feed bobbins 12, preferably spinning cops, are rewound to large-volume cheeses 14.
- the spinning cops 12 arrive via a transport device 16 to the individual workstations 10, which, as known per se, includes a plurality of unspecified transport routes on which, plugged on transport plates 20, spin cops 12 and empty tubes 18 are conveyed.
- a thread 22 is withdrawn from a spinning cop 12 arranged in a winding position 61, which initially passes on its way to the cheese 14 a lower thread sensor 28, which is connected via a signal line 30 to a workstation computer 32.
- this lower thread sensor 28 for example, after a yarn break or a controlled thread cut, before initiating the Oberfadensuche determined whether at all a bobbin thread is present.
- a device 36 which allows the clamping and clamping of the thread 22, is arranged above the lower thread sensor 28, a device 36, which allows the clamping and clamping of the thread 22, is arranged above the lower thread sensor 28, a device 36, which allows the clamping and clamping of the thread 22, is arranged.
- the tensioning / clamping device 36 is also connected via a control line 38 to the workstation computer 32.
- a yarn guide plate 63 is arranged above the tensioning / clamping device 36.
- a thread cleaner 44 is arranged to detect yarn defects.
- the quality of the running thread is constantly monitored, wherein the signals of the thread cleaner 44 are supplied to the Hästellenrechner32 for evaluation via a signal line 48.
- the thread cleaner 44 may also have its own evaluation unit for quality control.
- a yarn tension sensor 54 and a paraffining device 46 are still arranged.
- the yarn tensile force sensor 54 is also connected via a signal line 56 to the workstation computer 32.
- On the waxing device 46 follows in the direction of yarn finally a yarn guide 58, through which the thread 22 runs, for example, on a so-called yarn guide drum 60, which ensures a crosswise laying of the thread 22 according to the winding type "wild winding".
- the cross-wound bobbin 14 is rotatably supported by a sleeve, not shown in a pivotally mounted creel 6 and lies with its outer periphery on the motor driven individually driven yarn guide drum 60, which carries the cross-wound bobbin 14 via frictional engagement.
- a yarn splicing device 40 is also arranged, which is also connected via a signal line 42 to the workstation computer 32.
- the suction nozzle 7 serves to receive an accumulated on the cheese 14 upper thread.
- the gripper tube 8 serves to grasp the lower thread originating from the spinning cop 12 which is clamped in the tensioning / clamping device 36 in the case of a controlled thread cleaner cut or in the event of a yarn break above the tensioning / clamping device 36.
- the gripper tube is pivotally mounted and has a motor drive, which is controlled by the workstation computer 32 via the control line 62.
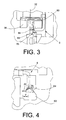
- FIG. 2 shows a section of the side view of the job.
- the FIGS. 3 and 4 show for the same arrangement respectively a front view and a top view.
- the gripper tube 8 has at its end a gripper tube flap 64 with a control cam 66.
- Fig. 2 is the hidden by the hook tube flap 64 thread-side opening 67 indicated by a dashed line.
- the yarn path shown in the figures corresponds to the yarn path during normal winding operation.
- a shift gate 65 is arranged, the control tube 66 aufêtt the hook tube flap 64 in a downward pivoting of the gripper tube 8 in the direction of the thread 22.
- the clamping / clamping device 36 and arranged above this device yarn guide plate 63 is shown.
- the yarn guide plate 63 holds the thread 22 in the threadline provided, in particular, the thread 22 is guided through the thread guide plate 63 along the tensioning / clamping device 36, so that at a cleaner cut or a thread break above the tensioning / clamping device 36 of the thread 22 also clamped securely becomes.
- the yarn guide plate 63 is formed for threading the thread 22 in the yarn path, in particular when the gripper tube 8 inserts the lower thread in the Fadensl alonevorraum 40.
- the center 68 of the cross section of the thread-side opening 67 of the gripper tube 8 has a distance d from the regular yarn path. According to the invention, this distance d is less than 40 mm in the normal winding operation.
- the control cam 66 of the hook tube flap 64 touches the control link 65 or in other words the control link 65 forms a tangent to the circular control cam 66. Due to this arrangement, further pivoting of the hook tube 8 in the direction of the thread 22 immediately leads to opening of the Gripper tube flap 64.
- the gripper tube 8 may also be positioned further in the direction of the thread 22 during the normal winding operation.
- the hook tube flap 64 is partially opened during the winding operation, so that the hook tube 8 operates as a catching nozzle and at the same time serves for dedusting.
- the respective position is automatically taken by the gripper tube 8 by driving the workstation 32, as soon as the winding unit is in winding operation.
- the hook tube 8 is positioned in front of the thread during winding so that the yarn guide plate 63 completely covers the thread-side end of the hook tube 8 with the hook tube flap 64.
Abstract
Description
Die Erfindung betrifft ein Verfahren zum Betreiben einer Arbeitsstelle einer Spulmaschine mit einer Fadenverbindungseinrichtung, insbesondere einer Spleißeinrichtung zum pneumatischen Verbinden von Fadenenden, und einem saugluftbeaufschlagten Greiferrohr, das schwenkbar gelagert und zum funktionsgerechten Positionieren des ihm zugeordneten Fadens in die Fadenverbindungseinrichtung ausgebildet ist, wobei endseitig eine Greiferrohrklappe zum Verschließen der fadenseitigen Öffnung des Greiferrohres angeordnet ist, und wobei die Greiferrohrklappe einen Steuernocken aufweist, über dessen Eingriff in eine stationäre Schaltkulisse die Öffnungsstellung der Greiferrohrklappe steuerbar ist.The invention relates to a method for operating a workstation of a winding machine with a thread connecting device, in particular a splicing device for pneumatically connecting thread ends, and an intake air-loaded gripper tube which is pivotally mounted and formed for functionally correct positioning of its associated thread in the thread connecting device, said end a gripper tube flap is arranged for closing the thread-side opening of the gripper tube, and wherein the gripper tube flap has a control cam, via its engagement in a stationary shift gate, the open position of the gripper tube flap is controllable.
Derartige Spulmaschinen überführen einen Faden von einer Ablaufspule auf eine Auflaufspule. Als Ablaufspule kommen zum Beispiel auf einer Ringspinnmaschine hergestellte Spinnkopse in Frage. Die Spulmaschine stellt daraus Kreuzspulen her, die zur Weiterverarbeitung des aufgespulten Fadens besser geeignet sind. Solche vollautomatisch arbeitenden, Kreuzspulen herstellenden Spulmaschinen werden auch als Kreuzspulautomaten bezeichnet.Such winder transfer a thread from a delivery reel on a package. For example, spin creels produced on a ring spinning machine come into question as a delivery reel. The winder makes it cross-cheeks ago, which are better suited for further processing of the wound thread. Such fully automatic, cross-wound producing spooling machines are also referred to as cross-spooling machines.
Bei Spulmaschinen werden im Falle eines Fadenbruchs, nach Ausreinigung eines Fehlers oder bei einem Ablaufspulenwechsel eine Fadenverbindungsautomatik und gegebenenfalls eine Kopswechselautomatik aktiviert. Das heißt, zunächst wird eine Saugdüse an die Oberfläche der langsam gegen die Wickelrichtung drehenden Auflaufspule gelegt. Nach dem Erfassen des Oberfadenendes schwenkt die Saugdüse in ihre Ausgangslage, in der die Saugdüsenöffnung unterhalb der Spleißvorrichtung positioniert ist, zurück und legt dabei den Oberfaden in die Spleißvorrichtung ein. Nahezu gleichzeitig mit der Saugdüse schwenkt ein Greiferrohr aus seiner Nullposition, die es während des normalen Spulbetriebes einnimmt, zunächst in eine untere Position, schwenkt dann in eine obere Arbeitsposition und bringt dabei einen bis dahin in einem Fadenspanner oder in einer Klemmvorrichtung gehaltenen, von der Ablaufspule abgezogenen Unterfaden mit. Beim Einschwenken des Greiferrohres in seine obere Arbeitsstellung wird auch der Unterfaden in der Spleißvorrichtung positioniert. Das Greiferrohr weist endseitig eine Greiferrohrklappe auf, die beim Schwenken in die untere Position mittels einer Schaltkulisse geöffnet wird. Der Unterdruck saugt den Faden in das Greiferrohr. Beim Verlassen der unteren Position des Greiferrohres wird die Greiferrohrklappe wieder geschlossen und klemmt den Faden, so dass er sicher in die Spleißeinrichtung überführt werden kann.In winding machines, in the case of a thread breakage, after clearing an error or during a change of reel, a thread automatic connection and, if necessary, a cop change mechanism are activated. That is, first, a suction nozzle is placed on the surface of the slowly rotating bobbin against the winding direction. After detecting the upper thread end, the suction nozzle pivots to its original position, in the suction nozzle opening is positioned below the splicer back, thereby inserting the upper thread in the splicer. Almost simultaneously with the suction nozzle pivots a gripper tube from its zero position, which it occupies during normal winding operation, first in a lower position, then pivots in an upper working position and brings a hitherto held in a thread tensioner or in a clamping device, from the drain spool withdrawn bobbin thread with. When swinging the gripper tube in its upper working position and the lower thread is positioned in the splicer. The gripper tube has at its end a gripper tube flap, which is opened when pivoting in the lower position by means of a shift gate. The negative pressure sucks the thread into the gripper tube. When leaving the lower position of the gripper tube, the gripper tube flap is closed again and clamps the thread, so that it can be safely transferred to the splicer.
Die
Der Erfindung liegt damit die Aufgabe zugrunde, die vorgenannten Nachteile zu beheben oder zumindest die Wahrscheinlichkeit einer Fadenumschlingung des Greiferrohres oder der Greiferrohrklappe deutlich zu reduzieren.The invention is therefore based on the object to remedy the aforementioned disadvantages or at least significantly reduce the likelihood of Fadenumschlingung the gripper tube or the hook tube flap.
Die Aufgabe wird erfindungsgemäß durch die kennzeichnenden Merkmale des Verfahrensanspruches 1 sowie des Vorrichtungsanspruches 5 gelöst. Vorteilhafte Weiterbildungen der Erfindung sind Gegenstand der Unteransprüche.The object is achieved by the characterizing features of the method claim 1 and the device claim 5. Advantageous developments of the invention are the subject of the dependent claims.
Zur Lösung der Aufgabe wird das Greiferrohr während des normalen Spulbetriebes so unterhalb eines im Fadenlauf angeordneten Fadenleitbleches positioniert, dass das fadenseitige Ende des Greiferrohres mit der Greiferrohrklappe vollständig von dem Fadenleitblech überdeckt wird. Auf diese Weise wird das Greiferrohr von dem Fadenleitblech abgeschirmt. Ein herab fallender Faden bleibt dabei eher auf dem Leitblech liegen als das Greiferrohr und die Greiferrohrklappe zu umschlingen. Solche Fadenleitbleche sind zum Einfädeln und Halten des Fadens in einem vorgegebenen Fadenlauf an Spulmaschinen bereits vorhanden. Die Fadenleitbleche sind dabei oberhalb einer Klemmvorrichtung positioniert. Zur Durchführung des erfindungsgemäßen Verfahrens sind also in der Regel keine mechanischen Änderungen erforderlich. Es ist allerdings denkbar, in den Fällen, in denen das Greiferohr nicht so positioniert werden kann, dass das bereits vorhandene Fadenleitblech eine Abschirmung der Greiferrohröffnung bewirkt, ein Fadenleitblech entsprechend auszubilden beziehungsweise zu verlängern. Diese Möglichkeit ist jedoch begrenzt, da das Fadenleitblech dann den Schwenkweg des Greiferrohres versperrt.To solve the problem, the gripper tube is positioned during normal winding operation below a Fadenleitbleches arranged in the yarn path that the thread-side end of the gripper tube is completely covered by the gripper tube flap of the Fadenleitblech. In this way, the gripper tube is shielded by the yarn guide. A falling thread remains more likely to lie on the baffle than to wrap around the hook tube and the hook tube flap. Such Fadenleitbleche are already available for threading and holding the thread in a given yarn path on winding machines. The Fadenleitbleche are positioned above a clamping device. For the implementation of the method according to the invention therefore usually no mechanical changes are required. However, it is conceivable in cases where the gripper tube can not be positioned so that the already existing Fadenleitblech causes a shielding of the gripper tube opening to form a Fadenleitblech accordingly or extend. This possibility is However, limited because the yarn guide then blocks the pivoting path of the hook tube.
Gemäß einer vorteilhaften Ausführungsform wird das Greiferrohr während des normalen Spulbetriebes so positioniert, dass der Steuernocken die Schaltkulisse berührt. Auf diese Weise wird eine Position des Greiferrohres nahe am Faden realisiert und damit die Öffnung des Greiferrohres unterhalb des Fadenleitbleches positioniert.According to an advantageous embodiment, the gripper tube is positioned during the normal winding operation so that the control cam touches the shift gate. In this way, a position of the gripper tube is realized close to the thread and thus positioned the opening of the gripper tube below the Fadenleitbleches.
Wenn man das Greiferrohr so anordnet, dass der Steuernocken die Schaltkulisse berührt, führt ein weiteres Schwenken des Greiferrohres in Richtung des Fadenlaufs sofort zu einem Öffnen der Greiferrohrklappe. Durch diese Positionierung wird der geringste Abstand zum Faden erreicht, bei dem die Klappe noch vollständig geschlossenen ist. Dadurch wird ein dauernder Druckluftverlust im Unterdrucksystem der Spulmaschine verhindert.If one arranges the gripper tube so that the control cam touches the shift gate, further pivoting of the gripper tube in the direction of the yarn path immediately leads to an opening of the gripper tube flap. This positioning achieves the smallest distance to the thread in which the flap is still completely closed. As a result, a permanent loss of compressed air in the vacuum system of the winder is prevented.
Sobald die Greiferrohrklappe geöffnet ist und der Faden von dem Greiferrohr angesaugt wird, sinkt die Wahrscheinlichkeit, dass er sich um das Greiferrohr oder die Greiferrohrklappe wickelt, deutlich. Damit der auf dem Fadenleitblech liegengebliebene Faden eingesaugt werden kann, wird die Klemmvorrichtung, die den Faden bis dahin gehalten hat, mit dem Öffnen der Greiferrohrklappe gelöst. Wenn das Greiferrohr so positioniert wird, dass der Steuernocken der Greiferrohrklappe die Schaltkulisse berührt, kann die Greiferrohrklappe besonders schnell geöffnet werden.As soon as the hook tube flap is opened and the thread is sucked in by the hook tube, the likelihood that it will wrap around the hook tube or the hook tube flap drops significantly. So that the thread remaining on the thread guide plate can be sucked in, the clamping device which has held the thread until then is released with the opening of the hook tube flap. If the gripper tube is positioned so that the control cam of the gripper tube flap touches the shift gate, the gripper tube flap can be opened very quickly.
In einer anderen Ausführungsform der Erfindung wird das Greiferrohr während des normalen Spulbetriebes so in Bezug auf die Schaltkulisse positioniert, dass die Greiferrohrklappe zumindest teilweise geöffnet ist. Diese Positionierung bringt trotz des oben beschriebenen Druckluftverlustes erhebliche Vorteile mit sich. Durch die dauernd anstehende Saugluft kann ein herunterfallender Faden direkt eingefangen werden. Weiterhin übt das Greiferrohr damit eine Entstaubungsfunktion aus, so dass in Spulmaschinen übliche separate Entstaubungseinrichtungen gegebenenfalls entfallen können.In another embodiment of the invention, the gripper tube during normal winding operation is positioned with respect to the shift gate, that the gripper tube flap is at least partially open. This positioning brings despite the compressed air loss described above, considerable advantages. Due to the continuous suction air, a falling thread can be caught directly. Furthermore, the gripper tube thus exerts a de-dusting function, so that in wind-up machines customary separate dedusting devices can optionally be omitted.
Gemäß einer bevorzugten Ausführungsform des erfindungsgemäßen Verfahrens wird das Greiferrohr während des normalen Spulbetriebes so positioniert, dass der Abstand zwischen dem Mittelpunkt des fadenseitigen Öffnungsquerschnittes des Greiferrohres und dem Fadenlauf weniger als 40 mm beträgt. Durch die Unterschreitung dieses Abstandes kann zum einen erreicht werden, dass bei vielen gängigen Spulmaschinen das fadenseitige Ende des Greiferrohres unter einem ohnehin vorhandenen Fadenleitblech angeordnet ist. Zum anderen wird durch eine Positionierung mit einem Abstand von weniger als 40mm zwischen dem Fadenlauf und dem Mittelpunkt des Öffnungsquerschnittes erreicht, dass die Saugöffnung des Greiferrohres bereits vor Auftreten eines Fadenbruches oder Reinigerschnittes nahe am Faden angeordnet und nicht erst einen langen Schwenkweg vollziehen muss, wenn der Fadenlauf unterbrochen wird. Dadurch verkürzt sich bei einen Fadenbruch oder Reinigerschnitt die Zeit für das Herabschwenken des Greiferrohres und das Öffnen der Greiferrohrklappe. Wie oben bereits erläutert, reduziert ein schnelles Ansaugen des Fadens durch das Greiferrohr ebenfalls die Wahrscheinlichkeit einer Umschlingung.According to a preferred embodiment of the method according to the invention, the gripper tube during normal winding operation is positioned so that the distance between the center of the thread-side opening cross section of the gripper tube and the yarn path is less than 40 mm. By falling below this distance can be achieved on the one hand, that in many common winding machines, the thread-side end of the gripper tube is arranged under an already existing thread guide plate. On the other hand is achieved by positioning with a distance of less than 40mm between the yarn path and the center of the opening cross section that the suction port of the gripper tube already arranged before the occurrence of a thread break or cleaner cut close to the thread and not only have to perform a long pivoting when the Threadline is interrupted. This shortens the time for the pivoting down of the gripper tube and the opening of the gripper tube flap in a thread break or cleaner cut. As already explained above, a quick suction of the thread through the gripper tube also reduces the likelihood of looping.
Die erfindungsgemäße Position des Greiferrohres während des normalen Spulprozesses, kann auch als Nullposition dienen und immer dann eingenommen werden, wenn das Greiferrohr keinen Faden aufnimmt oder in die Spleißeinrichtung überführt. Es ist aber auch möglich, dass das Greiferrohr eine Nullposition in größerem Abstand vom regulären Fadenlauf einnehmen kann und erst mit Beginn des Spulbetriebes näher zum Faden geschwenkt wird.The inventive position of the gripper tube during the normal winding process, can also serve as a zero position and are always taken when the gripper tube receives no thread or transferred to the splicer. But it is also possible that the gripper tube a zero position in a larger Distance from the regular thread run can take and is pivoted closer to the thread only at the beginning of the winding operation.
Die Aufgabe wird weiterhin durch eine Arbeitsstelle einer Spulmaschine mit einer Fadenverbindungseinrichtung und einem saugluftbeaufschlagten Greiferrohr gelöst, das schwenkbar gelagert und zum funktionsgerechten Positionieren des ihm zugeordneten Fadens in der Fadenverbindungseinrichtung ausgebildet ist, und endseitig eine Greiferrohrklappe zum Verschließen der fadenseitigen Öffnung des Greiferrohres besitzt, die Greiferrohrklappe einen Steuernocken aufweist, durch dessen Eingriff in eine stationäre Schaltkulisse die Öffnungsstellung der Greiferrohrklappe steuerbar ist. Dabei ist das Greiferrohr mittels einer Steuervorrichtung automatisch positionierbar. Weiterhin ist im Fadenlauf ein Fadenleitblech angeordnet. Erfindungsgemäß ist die Steuervorrichtung dazu eingerichtet, das Greiferrohr während des normalen Spulbetriebes automatisch so zu positionieren, dass das fadenseitige Ende des Greiferrohres mit der Greiferrohrklappe vollständig von dem Fadenleitblech überdeckt wird.The object is further achieved by a workstation of a winder with a thread connecting device and a suction gripper tube, which is pivotally mounted and formed for functionally correct positioning of its associated thread in the thread connecting device, and end has a gripper tube flap for closing the thread-side opening of the gripper tube, the gripper tube flap a control cam, by the engagement in a stationary shift gate, the open position of the hook tube flap is controllable. In this case, the gripper tube is automatically positioned by means of a control device. Furthermore, a yarn guide is arranged in the yarn path. According to the invention, the control device is adapted to automatically position the gripper tube during the normal winding operation such that the thread-side end of the gripper tube with the gripper tube flap is completely covered by the thread guide plate.
Die Erfindung wird nachfolgend anhand eines in den Zeichnungen dargestellten Ausführungsbeispiels näher erläutert.The invention will be explained in more detail with reference to an embodiment shown in the drawings.
Es zeigen:
- Fig. 1
- eine Seitenansicht einer Arbeitsstelle eines Kreuzspulautomaten;
- Fig. 2
- einen Ausschnitt der Seitenansicht im Bereich des Greiferrohres;
- Fig. 3
- eine Vorderansicht von
Fig. 2 ; - Fig. 4
- eine Draufsicht von
Fig. 2 .
- Fig. 1
- a side view of a job of a cheese winder;
- Fig. 2
- a section of the side view in the region of the gripper tube;
- Fig. 3
- a front view of
Fig. 2 ; - Fig. 4
- a top view of
Fig. 2 ,
Die Spinnkopse 12 gelangen dabei über eine Transporteinrichtung 16 zu den einzelnen Arbeitsstellen 10, die, wie an sich bekannt, eine Vielzahl, im einzelnen nicht näher bezeichneter Transportstrecken umfasst, auf denen, auf Transporttellern 20 aufgesteckt, Spinnkopse 12 bzw. Leerhülsen 18 befördert werden. Wie in
Im weiteren Lauf des Fadens ist zur Feststellung von Garnfehlern ein Fadenreiniger 44 angeordnet. Mittels dieses Fadenreinigers 44 wird ständig die Qualität des laufenden Fadens überwacht, wobei die Signale des Fadenreinigers 44 zur Auswertung über eine Signalleitung 48 dem Arbeitsstellenrechner32 zugeführt werden. Beim Auftreten eines Garnfehlers kann vom Arbeitsstellenrechner 32 über eine Steuerleitung 50 eine Fadenschneideinrichtung 52 betätigt und der Faden 22 getrennt werden. Alternativ kann der Fadenreiniger 44 auch eine eigene Auswerteeinheit zur Qualitätsüberwachung aufweisen.In the further course of the thread, a
In Fadenlaufrichtung nach dem Fadenreiniger 44 sind noch ein Fadenzugkraftsensor 54 sowie eine Paraffiniereinrichtung 46 angeordnet. Der Fadenzugkraftsensor 54 ist dabei über eine Signalleitung 56 ebenfalls mit dem Arbeitsstellenrechner 32 verbunden. Auf die Paraffiniereinrichtung 46 folgt in Fadenlaufrichtung schließlich ein Fadenführer 58, durch den der Faden 22 beispielsweise auf eine sogenannte Fadenführungstrommel 60 aufläuft, die für eine kreuzweise Verlegung des Fadens 22 nach der Wicklungsart "wilde Wicklung" sorgt. Die Kreuzspule 14 ist über eine nicht näher dargestellte Hülse in einem schwenkbar gelagerten Spulenrahmen 6 drehbar gelagert und liegt dabei mit ihrem Außenumfang an der einzelmotorisch angetriebenen Fadenführungstrommel 60 auf, die die Kreuzspule 14 über Reibschluss mitnimmt.In the thread running direction after the
Außerhalb des regulären Fadenlaufweges ist außerdem eine Fadenspleißvorrichtung 40 angeordnet, die über eine Signalleitung 42 ebenfalls mit dem Arbeitsstellenrechner 32 verbunden ist. Die Saugdüse 7 dient zum Aufnehmen eines auf die Kreuzspule 14 aufgelaufenen Oberfadens.Outside of the regular yarn path, a
Das Greiferrohr 8 dient zum Ergreifen des vom Spinnkops 12 stammenden Unterfadens, der bei einem kontrollierten Fadenreinigerschnitt oder bei einem Fadenbruch oberhalb der Spann-/Klemmvorrichtung 36 in der Spann-/Klemmvorrichtung 36 festgeklemmt wird. Das Greiferrohr ist schwenkbar gelagert und weist eine motorischen Antrieb auf, der über die Steuerleitung 62 vom Arbeitsstellenrechner 32 angesteuert wird.The
Das Greiferrohr 8 weist endseitig eine Greiferrohrklappe 64 mit einem Steuernocken 66 auf. In
Das Fadenleitblech 63 hält den Faden 22 im vorgesehen Fadenlauf, insbesondere wird der Faden 22 durch das Fadenleitblech 63 entlang der Spann-/Klemmvorrichtung 36 geführt, so dass bei einem Reinigerschnitt oder einem Fadenbruch oberhalb der Spann-/Klemmvorrichtung 36 der Faden 22 auch sicher geklemmt wird. Außerdem ist das Fadenleitblech 63 zum Einfädeln des Fadens 22 in den Fadenlauf ausgebildet, insbesondere wenn das Greiferrohr 8 den Unterfaden in die Fadenspleißvorrichtung 40 einlegt.The
Der Mittelpunkt 68 des Querschnitts der fadenseitigen Öffnung 67 des Greiferrohres 8 weist einem Abstand d vom regulären Fadenlauf auf. Erfindungsgemäß beträgt dieser Abstand d im normalen Spulbetrieb weniger als 40mm. In den Figuren berührt der Steuernocken 66 der Greiferrohrklappe 64 die Steuerkulisse 65 oder anders ausgedrückt die Steuerkulisse 65 bildet eine Tangente an den runden Steuernocken 66. Aufgrund dieser Anordnung führt ein weiteres Schwenken des Greiferrohres 8 in Richtung des Fadens 22 sofort zu einem Öffnen der Greiferrohrklappe 64. Alternativ kann das Greiferrohr 8 während des normalen Spulbetriebes auch weiter in Richtung des Fadens 22 positioniert sein. Dadurch ist die Greiferrohrklappe 64 während des Spulbetriebes teilweise geöffnet, so dass das Greiferrohr 8 als Fangdüse arbeitet und gleichzeitig der Entstaubung dient. Die jeweilige Position wird vom Greiferrohr 8 durch Ansteuerung des Arbeitsstellenrechners 32 automatisch eingenommen, sobald sich die Spulstelle im Spulbetrieb befindet.The
Das Greiferrohr 8 wird erfindungsgemäß während des Spulens so vor dem Faden positioniert, dass das Fadenleitblech 63 das fadenseitige Ende des Greiferrohres 8 mit der Greiferrohrklappe 64 vollständig überdeckt.According to the invention, the
Claims (5)
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102008057321A DE102008057321A1 (en) | 2008-11-14 | 2008-11-14 | Workstation of a winder with a suction-loaded gripper tube |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102008057321 Previously-Filed-Application | 2008-11-14 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2186766A2 true EP2186766A2 (en) | 2010-05-19 |
| EP2186766A3 EP2186766A3 (en) | 2011-01-19 |
| EP2186766B1 EP2186766B1 (en) | 2012-06-20 |
Family
ID=41606716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20090012492 Active EP2186766B1 (en) | 2008-11-14 | 2009-10-02 | Workplace of a spooling machine with a gripper tube loaded with suction air |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2186766B1 (en) |
| CN (1) | CN101734519B (en) |
| DE (1) | DE102008057321A1 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107161800A (en) * | 2016-03-08 | 2017-09-15 | 索若德国两合股份有限公司 | Produce the Yarn twisting device of the station of the weaving loom of cross winding bobbin |
| CN107585631A (en) * | 2017-09-15 | 2018-01-16 | 青岛宏大纺织机械有限责任公司 | The device and method of tail yarn on a kind of removal cop |
| CN111747233A (en) * | 2019-03-26 | 2020-10-09 | 卓郎纺织解决方案两合股份有限公司 | Method for producing a piecing connection at a textile machine station and textile machine station |
| CH718214A1 (en) * | 2020-12-23 | 2022-06-30 | Rieter Ag Maschf | Guide element and work station of a ring spinning machine equipped therewith. |
| EP4151576A1 (en) * | 2021-09-15 | 2023-03-22 | Rieter Automatic Winder GmbH | Thread transfer device |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107840200A (en) * | 2017-11-30 | 2018-03-27 | 浙江博泰纺织有限公司 | A kind of lapper convenient for cleaning |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19510171A1 (en) | 1994-07-07 | 1996-01-25 | Schlafhorst & Co W | Thread connecting device for textile machines producing cross-wound bobbins |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE923415C (en) * | 1951-09-07 | 1955-02-10 | Reiners Walter Dr Ing | Method and device for feeding thread ends to be connected to one another to a device for connecting the thread ends on winding machines |
| DE1267155B (en) * | 1961-06-19 | 1968-04-25 | Reiners Walter Dr Ing | Device for avoiding double threads in the knotter of an automatic winding machine |
| GB2016547B (en) * | 1978-03-13 | 1982-06-03 | Reiners Verwaltungs Gmbh | Correcting threads in winding machines |
| DE4331308A1 (en) * | 1993-09-15 | 1995-03-16 | Schlafhorst & Co W | Unwinding station of an automatic winding machine |
| DE19650933A1 (en) * | 1996-12-07 | 1998-06-10 | Schlafhorst & Co W | Winding unit of a textile machine producing cross-wound bobbins |
| DE19938432A1 (en) * | 1999-08-13 | 2001-02-15 | Schlafhorst & Co W | Thread connecting device for a textile machine producing cross-wound bobbins |
| JP4277227B2 (en) * | 2006-05-15 | 2009-06-10 | 村田機械株式会社 | Method for extracting winding package in automatic winder and automatic winder |
| DE102006044980A1 (en) * | 2006-09-23 | 2008-04-03 | Oerlikon Textile Gmbh & Co. Kg | Cross wound bobbin manufacturing textile machine, has components, which are arranged at common support for thread guide and thread control, and support of arrangement of components is provided at working places |
| ITMI20070133A1 (en) * | 2007-01-29 | 2008-07-30 | Savio Macchine Tessili Spa | SUCTION SYSTEM FOR ROCKERS |
-
2008
- 2008-11-14 DE DE102008057321A patent/DE102008057321A1/en not_active Withdrawn
-
2009
- 2009-10-02 EP EP20090012492 patent/EP2186766B1/en active Active
- 2009-11-10 CN CN2009102083262A patent/CN101734519B/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE19510171A1 (en) | 1994-07-07 | 1996-01-25 | Schlafhorst & Co W | Thread connecting device for textile machines producing cross-wound bobbins |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107161800A (en) * | 2016-03-08 | 2017-09-15 | 索若德国两合股份有限公司 | Produce the Yarn twisting device of the station of the weaving loom of cross winding bobbin |
| CN107161800B (en) * | 2016-03-08 | 2019-08-20 | 索若德国两合股份有限公司 | Produce the Yarn twisting device of the station of the weaving loom of cross winding bobbin |
| CN107585631A (en) * | 2017-09-15 | 2018-01-16 | 青岛宏大纺织机械有限责任公司 | The device and method of tail yarn on a kind of removal cop |
| CN111747233A (en) * | 2019-03-26 | 2020-10-09 | 卓郎纺织解决方案两合股份有限公司 | Method for producing a piecing connection at a textile machine station and textile machine station |
| CH718214A1 (en) * | 2020-12-23 | 2022-06-30 | Rieter Ag Maschf | Guide element and work station of a ring spinning machine equipped therewith. |
| EP4151576A1 (en) * | 2021-09-15 | 2023-03-22 | Rieter Automatic Winder GmbH | Thread transfer device |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2186766B1 (en) | 2012-06-20 |
| DE102008057321A1 (en) | 2010-05-20 |
| CN101734519A (en) | 2010-06-16 |
| EP2186766A3 (en) | 2011-01-19 |
| CN101734519B (en) | 2012-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2444347B1 (en) | Workstation of a textile machine for creating cross-wound spools | |
| EP2186766B1 (en) | Workplace of a spooling machine with a gripper tube loaded with suction air | |
| DE102005001093A1 (en) | Device for controlling vacuum in thread capture nozzle of working point of textile machine for manufacturing crossed coils has connection port for thread capture nozzle and closable relief port | |
| EP2338818B1 (en) | Procedure for operating a workstation of a winding machine and workstation of a winding machine | |
| DE4420979B4 (en) | Fadenendevorbereitungseinrichtung for cross-wound textile machinery manufacturing | |
| EP0691300A1 (en) | Yarn connecting device for textile machines making cross-wound packages | |
| DE102009024037A1 (en) | Method for eliminating thread interruption in work station of cross-winding machine, involves inserting under and upper threads in suction nozzle and inserted lever while pivoting suction nozzle downwardly in thread joining device | |
| DE10124832A1 (en) | Pneumatic thread splicing assembly has arresting unit located between clamps and elastic strand separation jets | |
| DE102011101629A1 (en) | Thread splicing device for automatic cheese winder, has smoothening zone extending over length in thread longitudinal direction, where length corresponds to thread ends projecting from channel during splicing process | |
| DE4434610B4 (en) | Method and device for winding a thread | |
| DE102012016853A1 (en) | Method for connecting upper and lower threads at winding station of cross-winding machine, involves pivoting nozzle at thread run after head part is rotated into position, and rotating part into another position after nozzle passes run | |
| WO2007033771A1 (en) | Method for operating a workstation of a textile machine that produces crosswound bobbins | |
| DE102012016854A1 (en) | Method of connecting coil with winding at winding station of winding machine, involves inserting upper thread into thread link assembly, if tubular connector of suction nozzle is in thread insertion position | |
| DE102006039735A1 (en) | Suction nozzle for a job of a cheese-producing textile machine | |
| DE102006006390A1 (en) | Thread splicing device for textile machine which produces cross-wound bobbins has rotational angle sensor for monitoring correct positioning of functional elements, and is connected to thread regulator | |
| EP1076028B1 (en) | Yarn connecting device for a textile machine making cross-wound bobbins | |
| DE19905860A1 (en) | Method for operating a work station of a textile machine producing cross-wound bobbins | |
| DE102015010844A1 (en) | Method for connecting an upper and a lower thread at a winding unit of a winding machine and winding unit of a winding machine | |
| EP1127831B1 (en) | Apparatus for starting a workstation of a textile machine producing cross-wound bobbins | |
| DE102008050070A1 (en) | Method for automatic initiation of working position of crossed coil manufactured by textile machine after coiling interruption, particularly after portion change, involves receiving thread coming after grip arm pipe | |
| DE102008013108A1 (en) | Workplace for cross coil automats for cross coil manufacturing textile machine, has coiling device for producing cross-coil, and suction nozzle for adjusting upper thread accumulating at surface of cross-coil | |
| DE102014215599B4 (en) | YARN WINDING MACHINE AND YARN WINDING PROCESS | |
| DE3813659C2 (en) | ||
| DE102009033377A1 (en) | Method for administrating work place of textile machine producing cross wound bobbins, involves withdrawing cross wound bobbin from thread guiding drum after input of error signal, activating thread cutting device and cutting-off thread | |
| DE102014002123A1 (en) | yarn winder |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA RS |
|
| 17P | Request for examination filed |
Effective date: 20110719 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MK MT NL NO PL PT RO SE SI SK SM TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 562968 Country of ref document: AT Kind code of ref document: T Effective date: 20120715 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502009003826 Country of ref document: DE Effective date: 20120823 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120920 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120921 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121020 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121022 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: OERLIKON TEXTILE G.M.B.H. & CO. KG Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121001 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| 26N | No opposition filed |
Effective date: 20130321 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502009003826 Country of ref document: DE Effective date: 20130321 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20130628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130501 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121002 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120920 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502009003826 Country of ref document: DE Effective date: 20130501 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20121002 Ref country code: SM Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: NV Representative=s name: SCHMAUDER AND PARTNER AG PATENT- UND MARKENANW, CH Ref country code: CH Ref legal event code: PUE Owner name: SAURER GERMANY GMBH AND CO. KG, DE Free format text: FORMER OWNER: OERLIKON TEXTILE GMBH AND CO. KG, DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20131002 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PCOW Free format text: NEW ADDRESS: LEVERKUSER STRASSE 65, 42897 REMSCHEID (DE) |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131002 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20091002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20120620 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 562968 Country of ref document: AT Kind code of ref document: T Effective date: 20141002 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20141002 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20181025 Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20191031 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230519 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20231026 Year of fee payment: 15 |