EP2134480B1 - Procede de nettoyage de cylindre de laminoir et dispositif correspondant - Google Patents
Procede de nettoyage de cylindre de laminoir et dispositif correspondant Download PDFInfo
- Publication number
- EP2134480B1 EP2134480B1 EP07871988A EP07871988A EP2134480B1 EP 2134480 B1 EP2134480 B1 EP 2134480B1 EP 07871988 A EP07871988 A EP 07871988A EP 07871988 A EP07871988 A EP 07871988A EP 2134480 B1 EP2134480 B1 EP 2134480B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- cleaning
- zone
- cleaned
- roll
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
- 238000004140 cleaning Methods 0.000 title claims description 93
- 238000000034 method Methods 0.000 title claims description 19
- 238000005096 rolling process Methods 0.000 title claims description 10
- 239000012530 fluid Substances 0.000 claims description 6
- 230000003287 optical effect Effects 0.000 claims description 5
- 230000003749 cleanliness Effects 0.000 claims description 4
- 238000007664 blowing Methods 0.000 claims description 3
- 238000012545 processing Methods 0.000 claims description 3
- 230000001419 dependent effect Effects 0.000 claims 2
- 239000002245 particle Substances 0.000 description 7
- 238000011084 recovery Methods 0.000 description 7
- 238000006073 displacement reaction Methods 0.000 description 6
- 239000000839 emulsion Substances 0.000 description 5
- 238000013519 translation Methods 0.000 description 5
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 4
- 239000007921 spray Substances 0.000 description 4
- 229910052725 zinc Inorganic materials 0.000 description 4
- 239000011701 zinc Substances 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 230000001050 lubricating effect Effects 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 230000006978 adaptation Effects 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000007689 inspection Methods 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 230000000007 visual effect Effects 0.000 description 2
- 240000000966 Allium tricoccum Species 0.000 description 1
- 208000031968 Cadaver Diseases 0.000 description 1
- 240000008042 Zea mays Species 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000012459 cleaning agent Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 230000001236 detergent effect Effects 0.000 description 1
- 230000001627 detrimental effect Effects 0.000 description 1
- 238000003708 edge detection Methods 0.000 description 1
- 238000005246 galvanizing Methods 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 230000000877 morphologic effect Effects 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B28/00—Maintaining rolls or rolling equipment in effective condition
- B21B28/02—Maintaining rolls in effective condition, e.g. reconditioning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B28/00—Maintaining rolls or rolling equipment in effective condition
- B21B28/02—Maintaining rolls in effective condition, e.g. reconditioning
- B21B28/04—Maintaining rolls in effective condition, e.g. reconditioning while in use, e.g. polishing or grinding while the rolls are in their stands
Definitions
- the present invention relates to the cleaning of rolling mill rolls, in particular skin-pass rolling mills, used at the outlet of continuous galvanizing lines, by high-pressure jet.
- a skin-pass mill comprises a pair of support rollers on which a pair of work rolls are supported between which a galvanized strip is laminated.
- these particles can print on the coating of the strip with each rotation of the rolls and can sufficiently alter the surface quality so that the product becomes unsellable or needs to be decommissioned.
- JP 9262607 in which mechanized cleaning means of the rolls are used by pressurized spraying of detergent fluids.
- these devices use low-pressure, wide-jet spray nozzles which, if they are effective enough to degrease lubricant coatings due to the detergent effect of the pulverized liquid, are not, however, effective enough to remove particles adherents, especially zinc particles.
- the patent EP 0 995 504 discloses a cleaning device comprising moving lances, able to move along the cylinder, that is to say parallel to its axis of rotation. This arrangement imposes a perfect adaptation of the speed of movement of the lance to the speed of rotation of the cylinder according to the impact width of the jet.
- the present invention proposes a solution that makes it possible to optimize the use of spraying devices in order to reduce the consumption of fluids - and thus the discharges - and to avoid wasted time.
- the invention relates to a method of cleaning a roll of a rolling mill, comprising a cleaning step in which a nozzle operates in the cleaning regime while being moved parallel to the axis of the cylinder according to a cleaning speed.
- the method is essentially characterized in that it further comprises a determination step in which is determined, on the cylinder, at least one working zone delimited by a starting position of work and a position of end of work, and in that the cleaning step is limited to the work area.
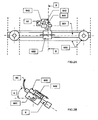
- a metal strip 1 to be rolled passes between the working rolls 2a, 2b of a skin-pass mill.
- These working cylinders are themselves supported by support cylinders 3A, 3B.
- the device according to the invention comprises a cleaning nozzle 61 mounted on a lance and configured to pressurize a cleaning product to the cylinder to be cleaned.
- At least one nozzle is provided for cleaning at least one cylinder, so that a nozzle can clean several cylinders and several nozzles clean a single cylinder.
- Each lance is equipped with at least one nozzle, in this case a single nozzle.
- At least one lance 6a ensures the cleaning of the upper working cylinder 2a
- at least one other lance 6b ensures cleaning the lower working cylinder 2b.
- At least one cylinder (or each cylinder) can be cleaned by a plurality of lances, in this case two.
- the invention aims to clean primarily at least one of the working rolls.
- the lances 6a, 6b for cleaning at least one of the working cylinders comprise a spraying nozzle 61, and a body 62 supplied with cleaning product, in this case a fluid under pressure by a flexible pipe 63.
- the body 62 is supported by an axial adjustment device 64 itself carried by means for moving the nozzle, in this case a translation device 65.
- FIGS. Figures 2A and 2B An example of an axial adjustment device 64 is illustrated in FIGS. Figures 2A and 2B in which the translation and rotation movements are shown schematically by solid arrows.
- the axial adjustment device 64 comprises a support 641 pivotally mounted on the slide 652 of the translation device 65 in order to allow adjustment of the angle of inclination ⁇ of the lance 6a, 6b with respect to the cylinder 2a, 2b.
- the pivoting of the support 641 relative to the slide 652 can be motorized, for example with a servomotor. It is then possible in this embodiment to use only two swivel lances, each respectively cleaning a working cylinder 2 and a support cylinder 3.
- a first control member 643 ensures the adaptation to the diameter of the cylinders.
- the slide 652 can be moved with a belt system as shown in FIG. Figure 2A , or chain, or with a ball screw.
- the drive is advantageously provided by a servomotor.
- the slide 652 is a carriage guided on a crossbar 651 by rollers.
- the translation device 65 comprises the cross member 651 fixed on the chassis of the skin-pass mill and the slide 652 capable of moving parallel to the longitudinal axis of the cylinder 2a, 2b under the action of a second control member 653 fit to ensure the displacement of the axial adjustment device 64 carrying the lance 6a, 6b parallel to the axis of the working cylinder 2a, 2b.
- first control member 643 and the second control member 653 are the same.
- the nozzle is moved in translation, possibly back and forth, parallel to the axis of rotation of the cylinder to be cleaned, according to a first speed.
- the first speed is slaved to at least one of the following parameters: diameter of the cylinder to be cleaned, rotational speed of said cylinder, and impact width of the jet emitted by the nozzle on said cylinder.
- This control of the speed during the cleaning phase is for example implemented by the control member 653.
- the control member 643 of the axial adjustment 64 positions the nozzle 61 at the required distance from the surface 21 of the working roll 2a, 2b.
- the control member 643 for adjusting the position of the nozzle with respect to the surface of the cylinder can be actuated by a hydraulic or pneumatic cylinder, can also be equipped with a position detector or, alternatively, by a servomotor driving a wheel mechanism and worm, rack or belt.
- the control member 653 of the translating device 65 moves the nozzle 61 at the required and controlled speed along the surface 21 of the working roll 2a, 2b so as to to ensure, over the cylinder turns, an optimal recovery of the impact of the cleaning jet, so that the entire surface to be cleaned thereof is covered.
- the invention furthermore comprises means for determining at least one working zone delimited by a start of work position and an end of work position on the cylinder to be cleaned, and means for limiting the cleaning step to said zone. working.
- a cylinder may comprise a plurality of work areas.
- the means for determining at least one working area are optical means configured to obtain at least one image of the rolls and / or the web.
- Each work area may include a recovery area R.
- the optical means comprise at least one camera 8a, 8b, 8c, 8d of which the image is transmitted to a control screen present in a control cabin of the rolling mill.
- An operator can then appreciate the transmitted images and determine the start and end positions for each work area.
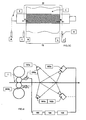
- the determination of the work areas is implemented automatically by a surface defect detection system 10a, 10b ( figure 4 ).
- An illuminating device 101 illuminates the coated strip 1 at the exit of the skin-pass rolling mill.
- a high-definition CCD camera 102 captures the image of the moving tape.
- Such devices are known, for example in the patent application EP 0 974 833 .
- the image acquired by the CCD camera 102 is transmitted to a filter unit 103 whose function is to eliminate the distortions due to vignetting and nonuniformity of illumination.
- the filtered images are then processed in an image processing unit 104 of edge-detection or gray-scale type which makes it possible to highlight the more contrasted zones considered as "suspect zones", that is to say probably containing particles to clean.
- the cleanliness of the cylinder is determined by a step of measuring the profile of the surface of said cylinder.
- the device comprises means for determining at least one zone to be cleaned, said means for determining at least one zone to be cleaned comprising means for measuring the surface profile of said cylinder by triangulation by a sheet or a laser beam, the adhesions of foreign bodies (zinc particles, lubricating products, etc.) being measured as variations of the measured profile.
- a laser line is projected on the surface of the cylinder to be cleaned.
- a return optic reproduces the reflected light of this laser line on the matrix of a camera, in this case CMOS. From the camera image, a controller calculates not only the distance information (z-axis), but also the actual position along the laser line (x-axis), and outputs both results in a two-dimensional coordinate system.
- a 3D representation is obtained by moving the laser sensor along the cylinder.
- a beam or laser rib triangulation sensor may be mounted on the lance support 62. It scans the surface of the rotating cylinder by high speed displacement of the slide 652 on the slideways 651 and delivers position information of the fouled areas to the slide rails 651. clean with reference to the displacement encoder of the slide 652.
- the beam size is, for example, from 1 to 150 mm, and preferably from 10 to 100 mm.
- the device according to the invention further comprises air blowing means, in this case a compressed air blowing nozzle cooperating with said means for determining at least one zone to be cleaned, in order to dry the surface. of the cylinder to be analyzed.
- air blowing means in this case a compressed air blowing nozzle cooperating with said means for determining at least one zone to be cleaned, in order to dry the surface. of the cylinder to be analyzed.
- a lid serves to protect the triangulation window during the cleaning steps.
- the visual or automatic detection of defects makes it possible to define the limits of a working zone 20, 21 or an area to be cleaned 10, 11, 12.
- a work zone includes an area to be cleaned possibly increased by one or two areas of recovery R.
- a cleaning nozzle is first positioned in a rest position A.
- the nozzle In a transport step, the nozzle is moved parallel to the axis of the cylinder from an end-of-work position, and / or to a starting position of work.
- the cleaning step can, thanks to the invention, be limited to this work zone.
- the limitation is implemented by a transport step during which the nozzle operates in a regime different from the cleaning regime, and is moved parallel to the axis of the cylinder from an end of work position, and / or until 'to a work start position.
- the nozzle operates in a regime different from the cleaning regime.
- the operating speed is characterized by at least one of the following parameters: speed of movement, flow delivered by the nozzle, and pressure of the cleaning fluid at the outlet of the nozzle.
- the displacement of the nozzle outside said working zone is carried out at a second speed, referred to as the transport speed, different from the first speed, referred to as the cleaning speed.
- the transport speed different from the first speed, referred to as the cleaning speed.
- the second speed is not slaved to the speed of rotation of the cylinder, and preferably maximum depending on the means for moving the nozzle.
- the flow rate that is to say the amount of cleaning product delivered by the nozzle per unit of time, is different from the cleaning flow, in this case lower, delivered during the cleaning step.
- the cleaning product is applied to the cylinder to be cleaned under a second pressure different from the first (cleaning pressure), in this case less than zero pressure. (cutting off the cleaning agent supply).
- control member 653 of the axial adjustment device 65 positions the nozzle 61 at maximum speed along the surface 21 of the working cylinder 2a, 2b in order to start and stop cleaning exactly where it is needed.
- the lance 6 moves at maximum speed from its rest position A to the cleaning start position B of a dried emulsion deposit 9a corresponding to an edge of the cylinder table and then provides the speed-controlled cleaning of cleaning B to C, will then be positioned at maximum speed at the beginning D of the second dried emulsion deposit 9b and then cleaning at controlled cleaning speed D to E and finally returns to maximum speed at the rest position A.
- the recovery R adjusts the work area.
- the lance 6 goes at maximum speed from its rest position A to the work start position I and then cleans at a controlled cleaning speed from I to J in order to clean the zinc particles adhered by the band 1, then returns at maximum speed at its home position A.
- the work area 22 includes a first upstream zone, covering, extending from the work start position I to the zone start position of the zone to be cleaned K, and a second zone, downstream, covering extending from the end of zone position of the zone to be cleaned L to the end of work position J.
- a control unit 105 determines the beginnings and ends of areas to be cleaned by possibly adding within a working area a covering R to the contours of the suspect zones as soon as they appear and delivers to the actuators 653 the displacement commands (cleaning regime in a different work area and regime outside the work area).
- control unit 105 delivers to the actuators 653 displacement commands (cleaning regime in a work zone and a different speed outside the work zone) making it possible to ensure depending on the case, the cleaning of the full width of a cylinder or the only width corresponding to that of the contact with the increased band of one or more covers R or the only end portions of the cylinders which are not in contact with the band increased overlaps R ( Figures 3A, 3B , 3C ).
- the triggering of the cleaning operation can be performed automatically or manually.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cleaning In General (AREA)
- Cleaning And De-Greasing Of Metallic Materials By Chemical Methods (AREA)
- Cleaning By Liquid Or Steam (AREA)
Description
- La présente invention concerne le nettoyage des cylindres de laminoirs, en particulier de laminoirs skin-pass, mis en oeuvre en sortie des lignes continues de galvanisation, par jet à haute pression.
- Un laminoir skin-pass comprend une paire de cylindres d'appui sur lesquels s'appuient une paire de cylindres de travail entre lesquels est laminée une bande galvanisée.
- Lors de leur passage entre les cylindres de travail, certaines particules de zinc provenant de la surface des bandes galvanisées peuvent se coller sur les cylindres de travail qui peuvent également les transférer sur les cylindres d'appui.
- En conséquence, ces particules peuvent s'imprimer sur le revêtement de la bande à chaque rotation des cylindres et peuvent altérer suffisamment la qualité de surface pour que le produit devienne invendable ou nécessite d'être déclassé.
- En outre, sur certains laminoirs skin-pass, on a besoin d'assurer la lubrification de l'entrefer des cylindres de travail avec une émulsion d'eau et de lubrifiant afin de diminuer les efforts pour des tractions et allongements donnés. Il en résulte généralement un dépôt gras sur les cylindres de travail dans les zones qui ne sont pas en contact avec la bande.
- Et lors d'un changement de produit à laminer ayant une largeur de bande plus grande, ce dépôt gras peut se révéler néfaste sur les deux bords de la nouvelle bande et conduire à un défaut d'apparence visuelle de celle-ci.
- Pour palier ces inconvénients, il est connu le document
JP 9262607 - D'autres types de buses de pulvérisation à jet étroit et à haute énergie sont connus. De telles buses nécessitent d'une part d'ajuster avec précision la distance entre la buse et le cylindre à nettoyer, donc de s'adapter aux diamètres des différents cylindres de travail utilisés, et d'autre part pour avoir un recouvrement de l'impact des jets tout au long du cylindre il convient soit de mettre en oeuvre un nombre important des buses de pulvérisation, déraisonnable en termes de coût et de complexité mécanique, soit de mettre en oeuvre une buse montée sur une lance mobile.
- Le brevet
EP 0 995 504 décrit un dispositif de nettoyage comprenant des lances mobiles, capables de se déplacer le long du cylindre, c'est-à-dire parallèlement à son axe de rotation. Cette disposition impose une parfaite adaptation de la vitesse de déplacement de la lance à la vitesse de rotation du cylindre en fonction de la largeur d'impact du jet. - Toutefois, compte tenu de la relativement faible dimension de l'impact du jet, il est nécessaire d'avoir une vitesse de déplacement relativement lente de la ou des lances de nettoyage afin de garantir un bon recouvrement de l'impact du jet.
- Une telle solution est donc consommatrice en temps et en produits de nettoyages.
- La présente invention propose une solution permettant d'optimiser l'utilisation des dispositifs de pulvérisation afin de réduire les consommations de fluides - donc les rejets - et d'éviter les pertes de temps.
- Avec cet objectif en vue, selon un premier de ses objets, l'invention concerne un procédé de nettoyage d'un cylindre de laminoir, comprenant une étape de nettoyage lors de laquelle une buse fonctionne en régime de nettoyage tout en étant déplacée parallèlement à l'axe du cylindre selon une vitesse de nettoyage.
- Selon l'invention, le procédé est essentiellement caractérisé en ce qu'il comprend en outre une étape de détermination lors de laquelle est déterminée, sur le cylindre, au moins une zone de travail délimitée par une position de début de travail et une position de fin de travail, et en ce que l'étape de nettoyage est limitée à la zone de travail.
- Selon un autre de ses objets, l'invention concerne également un dispositif de nettoyage d'au moins un cylindre de laminoir, susceptible de mettre en oeuvre le procédé selon l'invention. Le dispositif comprend :
- une buse de nettoyage configurée pour appliquer sous pression un produit de nettoyage au cylindre à nettoyer, et
- des moyens pour déplacer la buse.
- Selon l'invention, le dispositif est essentiellement caractérisé en ce qu'il comprend en outre :
- des moyens pour déterminer au moins une zone de travail délimitée par une position de début de travail et une position de fin de travail, et
- des moyens pour limiter l'étape de nettoyage à la zone de travail,
- les moyens pour déterminer au moins une zone de travail sur le cylindre à nettoyer comprennent des moyens optiques pour acquérir une image de la surface du produit laminé, et des moyens de traitement de l'image obtenue et/ou
- Grâce à l'invention, il est inutile de déplacer la ou les lances tout au long de la génératrice du cylindre à nettoyer, le nettoyage peut être sélectif, en sélectionnant une ou plusieurs zones de travail.
- D'autres caractéristiques et avantages de la présente invention apparaîtront plus clairement à la lecture de la description suivante donnée à titre d'exemple illustratif et non limitatif et faite en référence aux figures annexées dans lesquelles :
- la
figure 1 illustre une coupe transversale d'un mode de réalisation du dispositif selon l'invention, - la
figure 2a illustre un mode de réalisation d'un dispositif de réglage axial selon l'invention, - la
figure 2b illustre une coupe selon l'axe XX de lafigure 2A , - la
figure 3A illustre les positions de travail et de repos pour une lance et deux zones de travail, - la
figure 3B illustre les positions de travail et de repos pour deux lances et deux zones de travail, - la
figure 3C illustre les positions de travail et de repos pour une lance et une zone de travail, et - la
figure 4 illustre un autre mode de réalisation du dispositif selon l'invention. - En référence à la
figure 1 , une bande métallique 1 à laminer passe entre les cylindres de travail 2a, 2b d'un laminoir skin-pass. Ces cylindres de travail sont eux-mêmes soutenus par des cylindres d'appui 3A, 3B. - Le dispositif selon l'invention comprend une buse 61 de nettoyage montée sur une lance et configurée pour appliquer sous pression un produit de nettoyage au cylindre à nettoyer.
- Au moins une buse est prévue pour nettoyer au moins un cylindre, de sorte qu'une buse peut nettoyer plusieurs cylindres et plusieurs buses nettoyer un seul cylindre.
- Chaque lance est équipée d'au moins une buse, en l'espèce une seule buse respective.
- Ainsi, dans un mode de réalisation (
figure 1 ,figure 3A ), au moins une lance 6a assure le nettoyage du cylindre de travail supérieur 2a, et au moins une autre lance 6b assure le nettoyage du cylindre de travail inférieur 2b. Pour certaines applications, on peut prévoir au moins une lance 7a pour assurer le nettoyage du cylindre d'appui supérieur 3A, et de même, on peut prévoir au moins une autre lance 7b pour assurer le nettoyage du cylindre d'appui inférieur 3B. - Dans un autre mode de réalisation (
figure 3B ), au moins un cylindre (ou chaque cylindre) peut être nettoyé par une pluralité de lances, en l'espèce deux. - L'invention vise à nettoyer à titre principal au moins l'un des cylindres de travail.
- Les lances 6a, 6b destinées au nettoyage d'au moins l'un des cylindres de travail comprennent une buse de pulvérisation 61, et un corps 62 alimenté en produit de nettoyage, en l'espèce un fluide sous pression par une tuyauterie flexible 63. Le corps 62 est supporté par un dispositif de réglage axial 64 lui même porté par des moyens pour déplacer la buse, en l'espèce un dispositif de translation 65.
- Un exemple de dispositif de réglage axial 64 est illustré aux
figures 2A et 2B dans lesquelles les mouvements de translation et de rotation sont schématisés par des flèches pleines. - Le dispositif de réglage axial 64 comprend un support 641 monté pivotant sur le coulisseau 652 du dispositif de translation 65 afin de permettre le réglage de l'angle d'inclinaison α de la lance 6a, 6b par rapport au cylindre 2a, 2b.
- Le pivotement du support 641 par rapport au coulisseau 652 peut être motorisé, par exemple avec un servomoteur. Il est alors possible dans ce mode de réalisation de n'utiliser que deux lances pivotantes, chacune assurant respectivement le nettoyage d'un cylindre de travail 2 puis d'un cylindre d'appui 3. Un premier organe de commande 643 assure l'adaptation au diamètre des cylindres.
- Sur le support 641 est monté un autre coulisseau 642 capable de se déplacer parallèlement à l'axe de la lance 6a, 6b sous l'action du premier organe de commande 643 apte à régler la position relative de la buse 61 à la distance requise de la surface 21 du cylindre de travail 2a, 2b.
- Le déplacement du coulisseau 652 peut être réalisé avec un système à courroie comme illustré en
figure 2A , ou à chaîne, ou encore avec une vis à bille. L'entrainement est avantageusement assuré par un servomoteur. Le coulisseau 652 est un chariot guidé sur une traverse 651 par des galets. - Le dispositif de translation 65 comprend la traverse 651 fixée sur le châssis du laminoir skin-pass et du coulisseau 652 capable de se déplacer parallèlement à l'axe longitudinal du cylindre 2a, 2b sous l'action d'un deuxième organe de commande 653 apte à assurer le déplacement du dispositif de réglage axial 64 portant la lance 6a, 6b parallèlement à l'axe du cylindre de travail 2a, 2b.
- Dans un mode de réalisation non représenté, le premier organe de commande 643 et le deuxième organe de commande 653 sont les mêmes.
- De préférence, la buse est mise en mouvement de translation, éventuellement de va-et-vient, parallèle à l'axe de rotation du cylindre à nettoyer, selon une première vitesse.
- De manière connue en soi, la première vitesse est asservie à l'un au moins des paramètres suivants : diamètre du cylindre à nettoyer, vitesse de rotation dudit cylindre, et largeur d'impact du jet émis par la buse sur ledit cylindre. Ce contrôle de la vitesse en phase de nettoyage est par exemple mis en oeuvre par l'organe de commande 653.
- En fonction du diamètre connu du cylindre de travail et de l'inclinaison α (
figure 1 ) de la lance 6a, 6b par rapport au cylindre 2a, 2b, l'organe de commande 643 du dispositif de réglage axial 64 positionne la buse 61 à la distance requise de la surface 21 du cylindre de travail 2a, 2b. - L'organe de commande 643 permettant le réglage de la position de la buse par rapport à la surface du cylindre peut être actionné par un vérin hydraulique ou pneumatique, peut également être équipé d'un détecteur de position ou, à titre d'alternative, par un servomoteur entrainant un mécanisme à roue et vis sans fin, à crémaillère, ou encore à courroie.
- En fonction de la vitesse de rotation du cylindre de travail 2a, 2b, l'organe de commande 653 du dispositif de translation 65 déplace la buse 61 à la vitesse requise et contrôlée le long de la surface 21 du cylindre de travail 2a, 2b afin de garantir, au fil des tours de cylindre, un recouvrement optimal de l'impact du jet de nettoyage, de sorte à ce que la totalité de la surface à nettoyer de celui-ci soit couverte.
- On détermine ainsi un régime de nettoyage, ou régime de travail, dans lequel la buse est déplacée à une vitesse de nettoyage donnée, et projette un fluide de nettoyage à une pression de nettoyage donnée et un débit de nettoyage donné.
- L'invention comprend en outre des moyens pour déterminer au moins une zone de travail délimitée par une position de début de travail et une position de fin de travail sur le cylindre à nettoyer, et des moyens pour limiter l'étape de nettoyage à ladite zone de travail.
- Selon l'invention, un cylindre peut comprendre une pluralité de zones de travail.
- Les moyens pour déterminer au moins une zone de travail sont des moyens optiques configurés pour obtenir au moins une image des cylindres et / ou de la bande.
- Chaque zone de travail peut comprendre une zone de recouvrement R.
- Dans un mode de réalisation,
figure 1 , les moyens optiques comprennent au moins une caméra 8a, 8b, 8c, 8d dont l'image est transmise à un écran de contrôle présent dans une cabine de pilotage du laminoir. - Un opérateur peut alors apprécier les images transmises et déterminer les positions de début et de fin de travail pour chaque zone de travail.
- Dans un autre mode de réalisation, la détermination des zones de travail est mise en oeuvre automatiquement par un système de détection de défauts de surface 10a, 10b (
figure 4 ) . - Un dispositif illuminateur 101 éclaire la bande revêtue 1 en sortie du laminoir skin-pass. Une caméra CCD 102 à haute définition capte l'image de la bande en défilement. De tels dispositifs sont connus, par exemple dans la demande de brevet
EP 0 974 833 . - L'image acquise par la caméra CCD 102 est transmise à une unité de filtrage 103 dont la fonction est d'éliminer les distorsions dues au vignettage et à la non uniformité d'éclairement.
- Les images filtrées sont ensuite traitées dans une unité de traitement d'image 104 de type à détection de contours ou à niveaux de gris qui permet de mettre en évidence les zones plus contrastées considérées comme « zones suspectes », c'est-à-dire contenant probablement des particules à nettoyer.
- Avantageusement selon l'invention, il n'est pas obligatoire de mettre en oeuvre de modèles sophistiqués d'analyse morphologiques en vue de discriminer différentes formes de défauts.
- Dans un autre mode de réalisation, alternatif ou combinable, et non représenté, la propreté du cylindre est déterminée par une étape de mesure du profil de la surface dudit cylindre.
- A cet effet, le dispositif selon l'invention comprend des moyens pour déterminer au moins une zone à nettoyer, lesdits moyens pour déterminer au moins une zone à nettoyer comprenant des moyens de mesure du profil de surface dudit cylindre par triangulation par nappe ou faisceau laser, les adhésions de corps étrangers (particules de zinc, produits de lubrification...) étant mesurées comme des variations du profil mesuré.
- On citera comme référence commerciale le produit scanCONTROL 2800 de la société MICRO EPSILON pour la mesure du profil de surface.
- Une ligne laser est projetée sur la surface du cylindre à nettoyer. Une optique de retour reproduit la lumière réfléchie de cette ligne laser sur la matrice d'une caméra, en l'espèce CMOS. A partir de l'image caméra, un contrôleur calcule non seulement les informations de distance (axe z), mais aussi la position réelle le long de la ligne laser (axe x), et sort les deux résultats dans un système de coordonnées bidimensionnel.
- Une représentation en 3D est obtenue par le déplacement du capteur laser le long du cylindre.
- Un capteur à triangulation par faisceau ou par nappe laser peut être monté sur le support de lance 62. Il balaye la surface du cylindre en rotation par déplacement à grande vitesse du coulisseau 652 sur les glissières 651 et délivre des informations de position des zones encrassés à nettoyer en référence avec le codeur de déplacement du coulisseau 652.
- La taille du faisceau est par exemple de 1 à 150 mm, et de préférence entre 10 et 100 mm.
- Avantageusement, le dispositif selon l'invention comprend en outre des moyens de soufflage d'air, en l'espèce un buse de soufflage d'air comprimé, coopérant avec lesdits moyens pour déterminer au moins une zone à nettoyer, afin de sécher la surface du cylindre à analyser.
- Avantageusement, un opercule permet de protéger la fenêtre de triangulation pendant les étapes de nettoyage.
- La détection visuelle ou automatique de défauts permet de définir les limites d'une zone de travail 20, 21 ou d'une zone à nettoyer 10, 11, 12.
- Une zone de travail 20, 21, 22 comprend une position de début de travail, en l'espèce
- B et D sur la
figure 3A , - B et B' sur la
figure 3B , et - I sur la
figure 3C , - C et E sur la
figure 3A , - C et C' sur la
figure 3B , et - J sur la
figure 3C . - Une zone de travail comprend une zone à nettoyer éventuellement augmentée d'une ou deux zones de recouvrement R.
- Une zone à nettoyer 10, 11 (zone hachurée
figures 3A, 3B ,3C ) est délimitée par une position de début de zone à nettoyer, en l'espèce - B et G sur la
figure 3A , - B et B' sur la
figure 3B , et - K
figure 3C , - F et E sur la
figure 3A , - F et F' sur la
figure 3B , et - L
figure 3C . - Par exemple :
- La position A représente une position de repos pour une première lance 6 (
figures 3A, 3B ,3C ), et la position A' représente une position de repos pour une deuxième lance 6' (figure 3B ). - La
figure 3A illustre un mode de réalisation dans lequel l'étape de nettoyage est mis en oeuvre par une seule lance 6. Un cylindre 2 comprend une première zone à nettoyer 10 et une deuxième zone à nettoyer 11. Dans cet exemple, les zones à nettoyer correspondent aux extrémités du cylindre 2 qui ne sont pas en contact avec la bande laminée 1, et on définit, respectivement aux zones à nettoyer, une première zone de travail 20 et une deuxième zone de travail 21 dont chaque comprend une zone de recouvrement R, en l'espèce de même dimension. - La
figure 3B illustre une variante de lafigure 3A dans laquelle les mêmes zones sont à nettoyer et les mêmes zones de travail sont définies, mais le nettoyage est mis en oeuvre respectivement par une première lance 6 et une deuxième lance 6'. Les position A', B', C' sont les symétriques des positions A, B, C de lafigure 3B pour la deuxième lance 6'. Dans un mode de réalisation non représenté, les positions de repos A et A' peuvent être situées du même côté du cylindre 2. - La
figure 3C illustre un mode de réalisation dans lequel l'étape de nettoyage est mis en oeuvre par une seule lance 6. Un cylindre 2 comprend une zone à nettoyer 12 correspondant à la surface de la bande laminée 1. On définit une zone de travail 22 comprenant en l'espèce une première et une deuxième zone de recouvrement R, situées à chaque extrémité de la largeur de la bande laminée 1. - Pour illustrer une mise en oeuvre, typiquement, on positionne au préalable une buse de nettoyage dans une position de repos A.
- Dans une étape de transport, la buse est déplacée parallèlement à l'axe du cylindre à partir d'une position de fin de travail, et/ou jusqu'à une position de début de travail.
- En l'espèce :
- jusqu'à une position de début de travail, c'est-à-dire depuis la position de repos A jusqu'à la position B (
figures 3A, 3B ), - depuis une position de fin de travail d'une autre zone de travail, c'est-à-dire depuis la position C jusqu'à la position D,
figure 3A , - et/ou jusqu'à la position de repos, c'est-à-dire depuis une position de fin de travail d'une zone de travail, par exemple depuis la position E jusqu'à la position A (
figure 3A ), ou depuis la position C jusqu'à la position A (figure 3B ), et depuis la position C' jusqu'à la position A' (figure 3B ), et depuis la position J (figure 3C ) jusqu'à la position A. - Une fois la zone de travail déterminée, l'étape de nettoyage peut, grâce à l'invention, être limitée à cette zone de travail.
- La limitation est mise en oeuvre grâce à une étape de transport pendant laquelle la buse fonctionne en régime différent du régime de nettoyage, et est déplacée parallèlement à l'axe du cylindre à partir d'une position de fin de travail, et/ou jusqu'à une position de début de travail.
- Dans cette étape de transport, la buse fonctionne en régime différent du régime de nettoyage.
- Le régime de fonctionnement est caractérisé par au moins l'un des paramètres suivants : vitesse de déplacement, débit fourni par la buse, et pression du fluide de nettoyage en sortie de la buse.
- Dans un mode de réalisation, lors de l'étape de transport, le déplacement de la buse hors de ladite zone de travail est effectué à une deuxième vitesse, dite vitesse de transport, différente de la première vitesse, dite vitesse de nettoyage, en l'espèce supérieure.
- Avantageusement, la deuxième vitesse est non asservie à la vitesse de rotation du cylindre, et de préférence maximale en fonction des moyens pour déplacer la buse.
- Dans un mode de réalisation, lors de l'étape de transport, le débit, c'est-à-dire la quantité de produit de nettoyage délivrée par la buse par unité de temps, est différent du débit de nettoyage, en l'espèce inférieur, délivré lors de l'étape de nettoyage.
- Dans un mode de réalisation, pendant l'étape de transport de la buse, le produit de nettoyage est appliqué au cylindre à nettoyer sous une deuxième pression différente de la première (pression de nettoyage), en l'espèce inférieure voire à une pression nulle (coupure de l'alimentation en produit de nettoyage).
- Par exemple, en fonction de la largeur connue de la bande 1, l'organe de commande 653 du dispositif de réglage axial 65 positionne à vitesse maximale la buse 61 le long de la surface 21 du cylindre de travail 2a, 2b afin de faire débuter et s'arrêter le nettoyage exactement là où celui-ci est nécessaire.
- Dans l'exemple de la
figure 3A , la lance 6 passe à vitesse maximum de sa position de repos A à la position de début de nettoyage B d'un dépôt d'émulsion séchée 9a correspondant à un bord de la table du cylindre puis assure le nettoyage à vitesse contrôlée de nettoyage de B à C, va ensuite se positionner à vitesse maximum au début D du second dépôt d'émulsion séchée 9b puis assure le nettoyage à vitesse de nettoyage contrôlée de D à E et retourne enfin à vitesse maximum à la position de repos A. Le recouvrement R permet d'ajuster la zone de travail. - Dans l'exemple de la
figure 3B , on dispose de deux lances 6, 6' qui vont chacune aller à vitesse maximale de leur position de repos A, A' aux positions respectives de début de travail B, B' de dépôts d'émulsion séchée 9a, 9b puis assurent le nettoyage à vitesse contrôlée de B et B' à C et C' respectivement et retournent à vitesse maximale à leur position de repos respective A, A'. - Dans l'exemple de la
figure 3C , la lance 6 va à vitesse maximale de sa position de repos A à la position de début de travail I puis assure le nettoyage à vitesse de nettoyage contrôlée de I à J afin de nettoyer les particules de zinc collées par la bande 1, puis retourne à vitesse maximale à sa position de repos A. Dans cet exemple, la zone de travail 22 comprend une première zone, amont, de recouvrement s'étendant depuis la position de début de travail I jusqu'à la position de début de zone de la zone à nettoyer K, et une deuxième zone, aval, de recouvrement s'étendant depuis la position de fin de zone de la zone à nettoyer L jusqu'à la position de fin de travail J. - Une unité de commande 105 détermine les débuts et fins de zones à nettoyer en ajoutant éventuellement au sein d'une zone de travail un recouvrement R aux contours des zones suspectes dès leur apparition et délivre aux actionneurs 653 les commandes de déplacement (régime de nettoyage dans une zone de travail et régime différent hors zone de travail).
- A titre d'alternative, l'unité de commande 105, dès l'apparition de zones suspectes, délivre aux actionneurs 653 des commandes de déplacement (régime de nettoyage dans une zone de travail et régime différent hors zone de travail) permettant d'assurer, suivant les cas, le nettoyage de la largeur complète d'un cylindre ou de la seule largeur correspondant à celle du contact avec la bande augmentée d'un ou des recouvrements R ou encore des seules parties extrêmes des cylindres qui ne sont pas en contact avec la bande augmentées des recouvrements R (
figures 3A, 3B ,3C ). - Le déclenchement de l'opération de nettoyage peut être réalisé automatiquement ou manuellement.
- L'invention n'est pas limitée aux modes de réalisation précédemment décrits. D'autres variantes sont possibles, par exemple :
- Dans un mode de réalisation,
figure 1 , des lances 7a, 7b peuvent être utilisées afin de nettoyer aussi les cylindres d'appui. Dans ce cas, elles peuvent être fixées au même coulisseau 652 que les lances 6a, 6b. Bien qu'on change moins souvent les cylindres d'appui 3A, 3B que les cylindres de travail 2a, 2b et que l'ajustement de la distance entre la buse 71 et la surface 31 du cylindre ne le nécessite pas obligatoirement, les lances 7a, 7b peuvent également disposer de leur propre dispositif de réglage axial. - Dans un mode de réalisation (
figure 1 ), pour certaines applications, le dispositif comprend en outre des rampes de pulvérisation d'émulsion lubrifiante 4a, 4b pour assurer la lubrification de l'entrefer 5. - Dans un autre mode de réalisation non représenté, une caméra CCD peut être installée solidaire de chaque corps de lance 62. Chaque caméra acquière des images de la surface des cylindres (de travail et d'appui si le support 641 est monté pivotant sur le coulisseau 652 de manière motorisée, comme vu précédemment) pendant les phases de laminage où les étapes de nettoyage né sont pas mises en oeuvre. Ces images sont traitées de manière classique (Système d'Inspection Automatique de Surface ) et les variations de contraste identifiées, après traitement, comme étant des salissures commandent la mise en action des lances de nettoyage. Un diaphragme protège avantageusement l'objectif des caméras pendant le nettoyage.
Claims (18)
- Procédé de nettoyage d'un cylindre (2, 3) de laminoir, comprenant une étape de nettoyage lors de laquelle une buse fonctionne en régime de nettoyage tout en étant déplacée parallèlement à l'axe du cylindre selon une vitesse de nettoyage,
caractérisé en ce qu'il comprend en outre une étape de détermination lors de laquelle est déterminée, sur le cylindre (2, 3), au moins une zone de travail (20, 21, 22) délimitée par une position de début de travail (B, B', D, I) et une position de fin de travail (C, C', E, J), et en ce que l'étape de nettoyage est limitée à la zone de travail (20, 21, 22). - Procédé de nettoyage selon la revendication 1, caractérisé en ce qu'il comprend une étape de transport lors de laquelle la buse, fonctionnant en régime différent du régime de nettoyage, est déplacée parallèlement à l'axe du cylindre (2, 3) à partir d'une position de fin de travail (C, C', E, J), et/ou jusqu'à une position de début de travail (B, B', D, I) .
- Procédé de nettoyage selon la revendication 2, caractérisé en ce que lors de l'étape de transport, la buse est déplacée d'une position de fin de travail (C) d'une première zone de travail (20) jusqu'à une position de début de travail (D) d'une seconde zone de travail (21).
- Procédé de nettoyage selon l'une des revendications 2 à 3, caractérisé en ce que lors de l'étape de transport, le débit du produit de nettoyage appliqué par la buse est inférieur au débit de nettoyage.
- Procédé de nettoyage selon l'une des revendications 2 à 4, caractérisé en ce que lors de l'étape de transport, la pression du produit de nettoyage appliquée par la buse est inférieure à la pression de nettoyage.
- Procédé de nettoyage selon l'une des revendications 2 à 5, caractérisé en ce que lors de l'étape de transport, la vitesse de transport est supérieure à la vitesse de nettoyage.
- Procédé de nettoyage selon l'une des revendications 1 à 6, caractérisé en ce que la zone de travail (20, 21, 22) comprend une zone à nettoyer (10, 11, 12) délimitée par une position de début de zone à nettoyer (B, B', G, K) et une position de fin de zone à nettoyer (F, E, F', L).
- Procédé de nettoyage selon la revendication 7, caractérisé en ce que la zone de travail (21, 22) comprend en outre une première zone de recouvrement (R) s'étendant depuis la position de début de travail (D, I) jusqu'à la position de début de zone de la zone à nettoyer (G, K).
- Procédé de nettoyage selon la revendication 7 ou 8, caractérisé en ce que la zone de travail (20, 21, 22) comprend en outre une deuxième zone de recouvrement (R) s'étendant depuis la position de fin de zone (F, F', L) de la zone à nettoyer (10, 11, 12) jusqu'à la position de fin de travail (C, C', J).
- Procédé de nettoyage selon l'une des revendications 1 à 9, caractérisé en ce que la zone de
travail (20, 21, 22) est prédéterminée en fonction de la largeur de la bande laminée (1). - Procédé de nettoyage selon la revendication 10 dépendante de l'une des revendications 7 à 9, caractérisé en ce que la zone à nettoyer (12) est délimitée par les deux bords (K, L) de la bande laminée (1).
- Procédé de nettoyage selon la revendication 10 dépendante de l'une des revendications 7 à 9, caractérisé en ce que la zone à nettoyer (10, 11) est délimitée d'une part, par un bord du cylindre (B, B', E), et, d'autre part, par le bord (F, F', G) de la bande laminée (1) le plus proche de ce bord du cylindre.
- Procédé de nettoyage selon l'une des revendications 1 à 12, caractérisé en ce que la zone de travail est déterminée par contrôle optique de la propreté du cylindre et/ou de la propreté de la bande laminée.
- Procédé de nettoyage selon la revendication 13, dans lequel la propreté du cylindre est déterminée par une étape de mesure du profil de la surface dudit cylindre.
- Dispositif de nettoyage d'au moins un cylindre de laminoir, susceptible de mettre en oeuvre le procédé selon l'une quelconque des revendications précédentes, le dispositif comprenant :- une buse de nettoyage (61) configurée pour appliquer sous pression un produit de nettoyage au cylindre (2, 3) à nettoyer, et- des moyens (641, 642, 652) pour déplacer la buse, caractérisé en ce qu'il comprend en outre :des moyens pour déterminer au moins une zone à nettoyer, lesdits moyens pour déterminer au moins une zone à nettoyer comprenant des moyens de mesure du profil de surface dudit cylindre par triangulation par nappe ou faisceau laser.- des moyens pour déterminer au moins une zone de travail délimitée par une position de début de travail et une position de fin de travail, et- des moyens pour limiter l'étape de nettoyage à la zone de travail,- les moyens pour déterminer au moins une zone de travail sur le cylindre à nettoyer comprennent des moyens optiques (102) pour acquérir une image de la surface du produit laminé, et des moyens de traitement (103, 104) de l'image obtenue et/ou
- Dispositif selon la revendication 15, dans lequel les moyens pour déplacer la buse sont configurés pour déplacer la buse selon une première vitesse dans la zone de travail, et selon une deuxième vitesse différente de la première vitesse hors de ladite zone de travail.
- Dispositif selon l'une quelconque des revendications 15 ou 16, comprenant en outre une deuxième buse (71) de nettoyage configurée pour nettoyer ledit cylindre à nettoyer ou un autre cylindre du laminoir.
- Dispositif selon la revendication 17, comprenant en outre des moyens de soufflage d'air coopérant avec lesdits moyens pour déterminer au moins une zone à nettoyer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL07871988T PL2134480T3 (pl) | 2007-04-18 | 2007-12-20 | Sposób czyszczenia walca walcarki i odpowiadające urządzenie |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0702813A FR2915118B1 (fr) | 2007-04-18 | 2007-04-18 | Procede de nettoyage de cylindre de laminoir et dispositif correspondant |
| PCT/FR2007/052577 WO2008129141A1 (fr) | 2007-04-18 | 2007-12-20 | Procede de nettoyage de cylindre de laminoir et dispositif correspondant |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2134480A1 EP2134480A1 (fr) | 2009-12-23 |
| EP2134480B1 true EP2134480B1 (fr) | 2013-03-06 |
Family
ID=38445706
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07871988A Not-in-force EP2134480B1 (fr) | 2007-04-18 | 2007-12-20 | Procede de nettoyage de cylindre de laminoir et dispositif correspondant |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP2134480B1 (fr) |
| KR (1) | KR101115134B1 (fr) |
| CN (1) | CN101646507B (fr) |
| BR (1) | BRPI0721581A2 (fr) |
| DK (1) | DK2134480T3 (fr) |
| ES (1) | ES2410087T3 (fr) |
| FR (1) | FR2915118B1 (fr) |
| PL (1) | PL2134480T3 (fr) |
| WO (1) | WO2008129141A1 (fr) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102010033753A1 (de) * | 2010-06-04 | 2011-12-08 | Sms Siemag Ag | Einrichtung zum Reinigen und Trocknen von Walzgerüsten |
| CN103170504B (zh) * | 2013-03-01 | 2016-03-30 | 柳燕明 | 气垫无摩擦轧机清辊器及气垫无摩擦轧机清辊方法 |
| CN103680928B (zh) * | 2013-12-24 | 2015-12-02 | 天威保变(秦皇岛)变压器有限公司 | 一种线圈内径纸板筒的预处理工艺 |
| EP3515615B1 (fr) | 2016-09-19 | 2020-01-22 | SMS Group GmbH | Laminage dans un procédé continu |
| CN111451283B (zh) * | 2020-03-19 | 2021-08-03 | 武汉钢铁有限公司 | 一种辊面刮刀智能集控方法和系统 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6297705A (ja) * | 1985-10-22 | 1987-05-07 | Nippon Kokan Kk <Nkk> | 圧延ロ−ルの欠陥検出除去装置 |
| US5460023A (en) * | 1991-09-13 | 1995-10-24 | International Rolling Mill Consultants Inc. | Roll surface restoration system and method |
| DE69903935T2 (de) * | 1998-05-01 | 2003-07-31 | Gore & Ass | Wiederholt positionierbare düseneinrichtung |
| FR2781570B1 (fr) * | 1998-07-21 | 2000-08-25 | Lorraine Laminage | Dispositif de detection des defauts superficiels de bandes metalliques en defilement |
| DE19848174A1 (de) * | 1998-10-20 | 2000-05-04 | Bwg Bergwerk Walzwerk | Verfahren und Vorrichtung zum Reinigen von Walzen und/oder Rollen in Bandgießanlagen, Walzwerken und/oder Bandprozeßlinien, insbesondere Dressierwerken o. dgl. Nachwalzwerken |
| ATE279300T1 (de) * | 2000-08-22 | 2004-10-15 | Linde Ag | Verfahren und vorrichtung zur entfernung metallischer verunreinigungen |
| EP1304174A1 (fr) * | 2001-10-19 | 2003-04-23 | Aluminium Norf GmbH | Procédé pour le reconditionnement de cylindres de laminage |
| KR20040034896A (ko) * | 2002-10-17 | 2004-04-29 | 주식회사 포스코 | 위치 및 시간제어 기능을 갖춘 롤표면 진공 소제 장치 및방법 |
-
2007
- 2007-04-18 FR FR0702813A patent/FR2915118B1/fr not_active Expired - Fee Related
- 2007-12-20 PL PL07871988T patent/PL2134480T3/pl unknown
- 2007-12-20 DK DK07871988.7T patent/DK2134480T3/da active
- 2007-12-20 EP EP07871988A patent/EP2134480B1/fr not_active Not-in-force
- 2007-12-20 KR KR1020097021614A patent/KR101115134B1/ko active IP Right Grant
- 2007-12-20 CN CN2007800526208A patent/CN101646507B/zh not_active Expired - Fee Related
- 2007-12-20 BR BRPI0721581-9A patent/BRPI0721581A2/pt not_active IP Right Cessation
- 2007-12-20 WO PCT/FR2007/052577 patent/WO2008129141A1/fr active Application Filing
- 2007-12-20 ES ES07871988T patent/ES2410087T3/es active Active
Also Published As
| Publication number | Publication date |
|---|---|
| FR2915118B1 (fr) | 2009-06-05 |
| ES2410087T3 (es) | 2013-06-28 |
| CN101646507B (zh) | 2012-03-21 |
| KR20090122996A (ko) | 2009-12-01 |
| WO2008129141A1 (fr) | 2008-10-30 |
| DK2134480T3 (da) | 2013-04-29 |
| CN101646507A (zh) | 2010-02-10 |
| EP2134480A1 (fr) | 2009-12-23 |
| PL2134480T3 (pl) | 2013-08-30 |
| KR101115134B1 (ko) | 2012-03-05 |
| BRPI0721581A2 (pt) | 2014-02-25 |
| FR2915118A1 (fr) | 2008-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2134480B1 (fr) | Procede de nettoyage de cylindre de laminoir et dispositif correspondant | |
| EP0603059A1 (fr) | Dispositif et méthode de nettoyage de parois d'un récipient | |
| EP3808461B1 (fr) | Machine automatique de tri ou d'inspection d'objets défilants, équipée d'un dispositif de nettoyage | |
| EP1407253B1 (fr) | Procede pour l'inspection de la surface d'un cylindre de laminoir | |
| JP3184183B2 (ja) | 扁平ワークの検査装置 | |
| FR3052533A1 (fr) | Cloche de projection de grenaille et d'aspiration de la grenaille projetee, robot pour la renovation de conduites forcees, muni d'une telle cloche | |
| EP2782711B1 (fr) | Dispositif de distribution de jets de fluide cryogénique à chambre de tranquillisation | |
| EP0384873B1 (fr) | Installation de nettoyage d'une façade de bâtiment | |
| EP0168374B1 (fr) | Procédé de marquage d'un objet métallique cylindrique, tel qu'un cylindre de laminoir | |
| EP0697591B1 (fr) | Dispositif pour l'inspection de la surface d'un cylindre de laminoir | |
| EP2303481B1 (fr) | Dispositif de nettoyage d'un cylindre d'un laminoir | |
| JP2009066524A (ja) | ローラー洗浄装置 | |
| EP0088668A1 (fr) | Installation automatique pour peindre les intérieurs de véhicules automobiles | |
| JP5148210B2 (ja) | 製麺機 | |
| EP3678794B1 (fr) | Installation industrielle comportant un essuyeur sans contact | |
| BE1025816B1 (fr) | Dispositif pour la detection de defauts dans des bandes | |
| FR2595275A1 (fr) | Dispositif de reglage de la planeite et de l'epaisseur du feuillard lamine dans une cage de laminoir de feuillard a plusieurs cylindres | |
| WO2010049596A1 (fr) | Méthode et dispositif de pierrage de bandes métalliques de largeurs arbitraires en défilement continu | |
| JP2024130693A (ja) | 水切り装置 | |
| JPH06210329A (ja) | 圧延ロールのロールバンディング防止方法 | |
| CN118090754B (zh) | 表面图像采集系统 | |
| CN110809497A (zh) | 在轧制坯料的冷轧期间清洁轧制坯料 | |
| FR2928572A1 (fr) | Machoire et dispositif d'usinage par abrasion et procede d'usinage utilisant une telle machoire. | |
| JPH09133634A (ja) | 圧延ロールの光学式表面観察装置 | |
| JP2005083828A (ja) | 疵検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20090831 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: VERZIER, LUDOVIC Inventor name: CACCIATORE, THOMAS |
|
| DAX | Request for extension of the european patent (deleted) | ||
| 17Q | First examination report despatched |
Effective date: 20120104 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 599297 Country of ref document: AT Kind code of ref document: T Effective date: 20130315 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: FRENCH |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 602007028962 Country of ref document: DE Effective date: 20130502 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2410087 Country of ref document: ES Kind code of ref document: T3 Effective date: 20130628 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130606 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130607 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130708 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130706 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20131209 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 602007028962 Country of ref document: DE Effective date: 20131209 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20131220 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131231 Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20131220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20071220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007028962 Country of ref document: DE Representative=s name: KINNSTAETTER, KLAUS, DIPL.-PHYS.UNIV., DE Ref country code: DE Ref legal event code: R082 Ref document number: 602007028962 Country of ref document: DE Representative=s name: FISCHER, MICHAEL, DR., DE Ref country code: DE Ref legal event code: R081 Ref document number: 602007028962 Country of ref document: DE Owner name: PRIMETALS TECHNOLOGIES FRANCE SAS, FR Free format text: FORMER OWNER: SIEMENS VAI METALS TECHNOLOGIES SAS, SAINT CHAMOND, FR |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: PRIMETALS TECHNOLOGIES FRANCE SAS; FR Free format text: DETAILS ASSIGNMENT: VERANDERING VAN EIGENAAR(S), VERANDERING VAN NAAM VAN DE EIGENAAR(S); FORMER OWNER NAME: SIEMENS VAI METALS TECHNOLOGIES SAS Effective date: 20150918 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: CD Owner name: PRIMETALS TECHNOLOGIES FRANCE SAS, FR Effective date: 20160204 Ref country code: FR Ref legal event code: CA Effective date: 20160204 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007028962 Country of ref document: DE Representative=s name: KINNSTAETTER, KLAUS, DIPL.-PHYS.UNIV., DE |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: PC2A Owner name: PRIMETALS TECHNOLOGIES FRANCE SAS Effective date: 20161202 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20161222 Year of fee payment: 10 Ref country code: CZ Payment date: 20161219 Year of fee payment: 10 Ref country code: FI Payment date: 20161213 Year of fee payment: 10 Ref country code: DK Payment date: 20161221 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20161221 Year of fee payment: 10 Ref country code: ES Payment date: 20161213 Year of fee payment: 10 Ref country code: PL Payment date: 20161122 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: PC Ref document number: 599297 Country of ref document: AT Kind code of ref document: T Owner name: PRIMETALS TECHNOLOGIES FRANCE SAS, FR Effective date: 20170403 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20171231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171220 Ref country code: CZ Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171220 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20171220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171221 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171220 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20190703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20171221 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 602007028962 Country of ref document: DE Representative=s name: KINNSTAETTER, KLAUS, DIPL.-PHYS.UNIV., DE Ref country code: DE Ref legal event code: R081 Ref document number: 602007028962 Country of ref document: DE Owner name: CLECIM SAS, FR Free format text: FORMER OWNER: PRIMETALS TECHNOLOGIES FRANCE SAS, SAVIGNEUX, FR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: HC Owner name: CLECIM SAS; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: SIEMENS VAI METALS TECHNOLOGIES SAS Effective date: 20210831 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: HC Owner name: CLECIM SAS; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: PRIMETALS TECHNOLOGIES FRANCE SAS Effective date: 20211008 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: HC Owner name: CLECIM SAS; FR Free format text: DETAILS ASSIGNMENT: CHANGE OF OWNER(S), CHANGE OF OWNER(S) NAME; FORMER OWNER NAME: PRIMETALS TECHNOLOGIES FRANCE SAS Effective date: 20211008 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20211224 Year of fee payment: 15 Ref country code: DE Payment date: 20211210 Year of fee payment: 15 Ref country code: AT Payment date: 20211222 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20211221 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20211221 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: HC Ref document number: 599297 Country of ref document: AT Kind code of ref document: T Owner name: CLECIM S.A.S., FR Effective date: 20220311 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20211216 Year of fee payment: 15 Ref country code: IT Payment date: 20211224 Year of fee payment: 15 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 602007028962 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20230101 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 599297 Country of ref document: AT Kind code of ref document: T Effective date: 20221220 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20221231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20230701 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221231 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221231 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221220 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20221220 |