EP2039620B1 - Seitenfaltenbeutel - Google Patents
Seitenfaltenbeutel Download PDFInfo
- Publication number
- EP2039620B1 EP2039620B1 EP07018423A EP07018423A EP2039620B1 EP 2039620 B1 EP2039620 B1 EP 2039620B1 EP 07018423 A EP07018423 A EP 07018423A EP 07018423 A EP07018423 A EP 07018423A EP 2039620 B1 EP2039620 B1 EP 2039620B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- openings
- side gusset
- bag
- front walls
- material web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/06—Handles
- B65D33/10—Handles formed of similar material to that used for the bag
- B65D33/105—U-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D31/00—Bags or like containers made of paper and having structural provision for thickness of contents
- B65D31/10—Bags or like containers made of paper and having structural provision for thickness of contents with gusseted sides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2155/00—Flexible containers made from webs
- B31B2155/001—Flexible containers made from webs by folding webs longitudinally
- B31B2155/0012—Flexible containers made from webs by folding webs longitudinally having their openings facing in the direction of movement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B2160/00—Shape of flexible containers
- B31B2160/10—Shape of flexible containers rectangular and flat, i.e. without structural provision for thickness of contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/26—Folding sheets, blanks or webs
- B31B70/262—Folding sheets, blanks or webs involving longitudinally folding, i.e. along a line parallel to the direction of movement
- B31B70/266—Folding sheets, blanks or webs involving longitudinally folding, i.e. along a line parallel to the direction of movement involving gusset-forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/26—Folding sheets, blanks or webs
- B31B70/36—Folding sheets, blanks or webs by continuously feeding them to stationary members, e.g. plates, ploughs or cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B—MAKING CONTAINERS OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31B70/00—Making flexible containers, e.g. envelopes or bags
- B31B70/74—Auxiliary operations
- B31B70/86—Forming integral handles or mounting separate handles
- B31B70/864—Mounting separate handles on bags, sheets or webs
- B31B70/866—Applying handles on a moving web followed by longitudinal folding
Definitions
- the invention relates to a gusseted bag with two front walls, the side walls connecting the front walls and a strip-shaped handle loop on one of the gussets, wherein the handle loop is arranged transversely to the longitudinal direction of the associated gusset and engages over these with their ends.
- the invention also provides a method for producing the gusseted bag.
- the gusseted bag is particularly suitable for packaging bulk goods, such as pelleted pet food, detergent, cat litter, road salt or powdery or granular construction materials. With the help of the handle loop, even large and heavy packaging bags can be easily transported.
- a bag with two front walls, which are connected by a folded between the front walls gusset, is from the DE 36 34 238 C2 known.
- a grip loop is provided, which is arranged transversely to the longitudinal direction of the gusset and engages over the gusset with their ends.
- the ends of the handle loop are attached to the two front walls by heat sealing seams. Since the entire tensile forces act on the comparatively small, approximately elliptical welding, there is an increased risk of tearing out, especially with heavy loads. Furthermore, the attached with their ends on the front walls handle loop affects the visual appearance.
- a foil packaging bag with a handle loop on one of the bag surfaces is made of DE 203 11 386 U1 known.
- the handle loop may be attached via a carrier label on the inner surface of the packaging bag, in which case the film packaging bag has an access opening in the region of the handle loop.
- the production of the foil packaging bag is complex. Furthermore, at the junctions between the Ends of the handle loop and the bag film of the foil packaging bag at heavy loads large forces occur that lead to a tearing of the handle loop.
- a gusseted bag with a handle loop on a gusset is from the EP 1 777 167 A1 known.
- the gripping loop running in the longitudinal direction of the associated gusset is formed from a section of the bag film delimited at the edge by slots and covered by the bag inside by a closing blade.
- the handle loop is inconspicuously integrated into the gusset.
- a gusseted bag with a handle on a gusset is from the EP 1 792 722 A1 known.
- the carrying handle has a foil strip with a grip portion accessible in use through an opening in a bag foil.
- the film strip engages with its strip ends a carrier sheet over which the film strip is laterally connected to the inside of the bag. Due to the described embodiment, a large-scale force distribution is achieved.
- the invention has for its object to provide a gusseted bag with a handle loop, which is well stackable before filling as a flat-lying bag and at the same time has a good load capacity.
- a handle loop should be made possible by the design and arrangement of the handle loop a good Maschinenbeckkeit of prefabricated side pleated bags in bottling plants.
- the object is achieved in that the ends of the handle loop are guided through openings on the front walls in the side gusseted bag and attached to the inner surface of the associated gusset.
- a uniform force distribution and thus a higher load capacity is achieved, since the ends of the handle loop are guided through the openings in the gusseted bag and attached to the associated gusset, there is no visual impairment of the front walls.
- no cover of the openings is provided by additional foil tape on the inside of the bag, so that the side gusset bag can be made particularly simple and inexpensive.
- the handle loop is usually folded according to the inserted between the front panels gusset and fastened with their ends in the region of the longitudinal edges.
- neither sealing seams nor additional film strips are usually provided, so that spreading of the side fold in the flat side gusset bag is not observed or only to a small extent.
- the handle loop is secured by its ends by heat sealing to the inner surface of the gusset.
- the grip loop is formed from a heat-sealable material, such as a single or multi-layered polyethylene film.
- the handle loop may be additionally secured to the inner surfaces of the front walls by sealing seams. An attachment to both the inner surface of the gusset and the inner surface of the front walls can be achieved if the sealing seams are produced in the manufacture of the gusseted bag after inserting the gussets between the front walls.
- the gussets and the front walls may be formed in the invention of separate strips of material.
- the gusseted bag is formed by folding and heat sealing a bag film.
- the bag film is preferably formed in a multi-layered manner with a heat-sealable layer of polyolefin on the inside of the bag.
- composite films having an outer surface of polyethylene terephthalate (PET) and an inner surface of polyethylene (PE) are suitable. Between the inner layer and the outer layer, further film layers, for example for increasing the stability and / or the barrier effect, can be arranged without restriction.
- composites having an outer layer of biaxially oriented polypropylene (BO-PP) or layers of different types of polyethylene may be used in the invention, preferably wherein the polymer composition of the inner surface is such that at a suitable sealing temperature, only the inner surface melts , Bag films formed entirely of polyolefins are characterized by good recyclability.
- BO-PP biaxially oriented polypropylene
- a continuous connecting line for example in the form of a longitudinal sealing seam, is necessarily required there.
- a longitudinal sealing seam preferably also at Longitudinal edges, which are formed by folding the bag film, provided a sealed seam.
- the longitudinal sealing seams serve as reinforcement of the side folds and can be used in a particularly advantageous manner also to close tightly the openings provided in the context of the invention on the front walls.
- the longitudinal sealing seams on the gusset provided with the side fold can run straight over the entire longitudinal edge and be so wide that they cover the arranged at a small distance from the longitudinal edges openings.
- the longitudinal sealing seams in the region of the openings have an offset leading away from the associated longitudinal edge and are guided around the openings on the front surfaces.
- the openings are then located in areas completely separated from the bag interior by the longitudinal sealing seams connecting the side walls to the associated gusset.
- sealing seams are expediently long ago provided which are guided around the ends of the grip loop by an offset leading away from the longitudinal edges, so that a tight closure of the gusseted bag is achieved.
- the gusseted bag can also have a reclosure, which is preferably formed by mutually latchable profile strips.
- the reclosure can be arranged, for example, on the side fold opposite the grip loop, wherein the side fold in the region of the reclosure can preferably be folded out to form a chute. Since the side gusseted bag can be held on the handle loop during the removal of contents, an accurate dosage is possible especially with heavy side gusseted bags.
- the invention also provides a method for producing the gusseted bag described above according to claim 8.
- a bag film is preferably provided, which can be kept ready as a continuous web and withdrawn, for example, from a roll.
- grip loops of the gusseted bag foil strips that can be cut, for example, from a tapered band, fed and inserted with their ends from a front side of the web into the openings.
- the openings at the sections of the material web are preferably formed by parallel incisions, wherein basically also, for example, to facilitate the threading of the ends of the film strips, narrow cut-outs can be provided.
- the ends of the film strips can be introduced in a particularly simple manner with a suction pad in the openings formed.
- the fastening of the film strips takes place at the back of the material web after folding the material web, wherein the ends of the film strips are fixed by heat sealing both on the associated gusset and on the front walls.
- the front side of the material web, which forms the outer surface of the gusseted bags, is expediently formed by a film layer which is not heat-sealable or whose sealing temperature is above the sealing temperature of a film layer on the inside of the bag.
- a separating strip for example a Teflon strip
- the seal seams to which the film strips are secured preferably form portions of longitudinal sealing seams which extend substantially along the longitudinal edges of the gusset. In the region of the openings, the longitudinal sealing seams can each be guided away from the associated longitudinal edge around the openings, whereby a tight closure of the openings is achieved.
- gusseted bags are cut to length.
- the preformed, flat gusseted bags can be stacked and filled into filling lines and closed.
- gusseted bags can be formed with a high load in a particularly simple manner, in the filled state despite the attachment of the carrying handle to the Inside the bag are completely tight and ensure a long shelf life of the recorded contents.
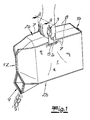
- Fig. 1 shows a gusseted bag according to the invention in a perspective view.
- the gusseted bag has two front walls 1, the side walls 2a, 2b connecting the front walls 1 and a strip-shaped grip loop 3 on one of the gussets 2a.
- the handle loop 3 is arranged transversely to the longitudinal direction of the side fold 2a and surrounds it with its ends 4.
- the front walls 1 each have an opening 5 through which the ends 4 of the handle loop 3 are guided into the side gusset bag.
- the ends 4 of the handle loop 3 are connected both on the inner surface 6a of the associated gusset 2a and the inner surfaces 6b of the two front walls 1 by longitudinal sealing seams 7, which extend over the entire Length of the side fold 2a extend and in the region of the openings 5 have an offset away from an associated longitudinal edge 8 offset.
- the longitudinal sealing seams 7 are guided around the openings 5 on the side walls 2 a provided on the handle loop 3 on the front walls 1. Due to the continuous longitudinal sealing seams 7, which has an offset in the region of the openings 5, the openings 5 are reliably separated from the interior of the gusseted bag, wherein a particularly uniform force distribution of the load is achieved.
- a reclosure 9 is provided which can be folded out to form a chute.
- the handle loop 3 also allows an accurate portioning. While in the removal of contents, the weight of the side gusseted bag can be held by a user on the grip loop 3 with one hand, the desired removal amount can be accurately determined by gently tilting the side gusseted bag with the other hand. Due to the reclosure 9, the filling material remaining in the gusseted bag can be protected from environmental influences, for example from moisture, even after a first opening for a longer period of time.
- FIG. 2 The sectional view of Fig. 2 It can be seen that the areas in which the openings 5 of the front walls 1 are arranged, are completely separated by the longitudinal sealing seams 7 from the interior of the gusseted bag. Since the ends 4 of the grip loop 3 are fixed to the inner surface 6a of the gusset 2a and in addition to the inner surfaces 6b of the front walls 1, results a particularly even force distribution and thus a particularly high load capacity.
- a bag film which has a front side 10 made of a non-sealable or difficult-to-seal material, for example PET or BO-PP, is fed as material web 11.
- the back 12 of the material web 11 is formed by a heat-sealable layer, for example of PE, of the multilayered bag film.
- PE heat-sealable layer
- handle loops 3 provided film strips and inserted with their ends 4 from the front 10 of the web 11 into the openings 5 formed by the incisions, for example by a suction pad.
- the ends 4 of the film strip are folded over and prefixed to the back 12 of the web 11 by welds 14.
- the material web 11 is folded in such a way that preformed side fold bags with two front walls 1 and the front walls 1 connecting side folds 2a, 2b are formed from the sections 13 each provided with a film strip as handle loop 3. The folding takes place in such a way that one of the openings 5 adjacent to the side fold 2a engaged by the film strip is arranged on each of the front walls 1.
- the gussets 2a, 2b and a central portion of the film strip are inserted between the front walls 1.
- the longitudinal edges 8 of the side folds 2a, 2b are then provided with longitudinal sealing seams 7, wherein in the region of the openings 5, the longitudinal sealing seams 7 are guided away from the associated longitudinal edge 8 around the openings 5 such that the openings 5 are sealed.
- the ends 4 of the film strips are attached to both the inner surface 6a of the previously formed gusset 2a and the inner surface 6b of the front walls 1. Since the outer surface of the gusseted bag forming front side 10 of the web 11 is not or difficult to seal, the film strip is not connected in the heat sealing with the outer surface of the gusseted bag.
- a preformed gusset bag can be separated from the material web 11 prior to heat sealing.
- the preformed side gusseted bags are at least unsealed on at least one of their ends seen in the longitudinal direction of the material web 11 are.
- the formation of the bottom 16 and the upper edge 17 of the gusseted bag can be done in the conventional manner in the context of the invention and is therefore not described in detail.
- the preformed gusseted bags can be kept ready as a stack and filled in a filling and finally closed. Due to the particularly simple design and arrangement of the handle loop 3, which is fastened in the region of the longitudinal edges 8 of the gusseted bag, gusseted bags according to the invention can be processed particularly easily, in particular, only a small spreading of the preformed gusseted bag in the region provided with the handle loop 3 gusset 2a is observed.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Bag Frames (AREA)
- Making Paper Articles (AREA)
- Packages (AREA)
Description
- Die Erfindung betrifft einen Seitenfaltenbeutel mit zwei Frontwänden, die Frontwände verbindende Seitenfalten und einer streifenförmigen Griffschlaufe an einer der Seitenfalten, wobei die Griffschlaufe quer zu der Längsrichtung der zugeordneten Seitenfalte angeordnet ist und diese mit ihren Enden übergreift. Gegenstand der Erfindung ist auch ein Verfahren zur Herstellung des Seitenfaltenbeutels. Der Seitenfaltenbeutel ist insbesondere zum Verpacken von schüttfähigen Gütern, wie beispielsweise pelletierte Tiernahrung, Waschmittel, Katzenstreu, Streusalz oder auch pulvrige oder körnige Baumaterialien geeignet. Mit Hilfe der Griffschlaufe können auch große und schwere Verpackungsbeutel leicht transportiert werden.
- Ein Beutel mit zwei Frontwänden, die durch eine zwischen den Frontwänden eingeklappte Seitenfalte verbunden sind, ist aus der
DE 36 34 238 C2 bekannt. An der Seitenfalte ist eine Griffschlaufe vorgesehen, die quer zur Längsrichtung der Seitenfalte angeordnet ist und die Seitenfalte mit ihren Enden übergreift. Die Enden der Griffschlaufe sind auf den beiden Frontwänden durch Heißsiegelnähte befestigt. Da die gesamten Zugkräfte auf die vergleichsweise kleine, etwa elliptische Verschweißung wirken, besteht insbesondere bei schweren Belastungen eine erhöhte Gefahr des Ausreißens. Des Weiteren beeinträchtigt die mit ihren Enden auf die Frontwände aufgesetzte Griffschlaufe das optische Erscheinungsbild. - Ein Folienverpackungsbeutel mit einer Griffschlaufe an einer der Beutelflächen ist aus der
DE 203 11 386 U1 bekannt. Die Griffschlaufe kann über einen Trägerzettel an der Innenfläche des Verpackungsbeutels befestigt sein, wobei dann der Folienverpackungsbeutel im Bereich der Griffschlaufe eine Zugangsöffnung aufweist. Die Fertigung des Folienverpackungsbeutels ist aufwändig. Des Weiteren können an den Verbindungsstellen zwischen den Enden der Griffschlaufe und der Beutelfolie des Folienverpackungsbeutels bei schweren Lasten große Kräfte auftreten, die zu einem Ausreißen der Griffschlaufe führen. - Ein Seitenfaltenbeutel mit einer Griffschlaufe an einer Seitenfalte ist aus der
EP 1 777 167 A1 bekannt. Die in Längsrichtung der zugeordneten Seitenfalte verlaufende Griffschlaufe ist aus einem randseitig von Schlitzen begrenzten Abschnitt der Beutelfolie gebildet und von der Beutelinnenseite durch ein Verschlussblatt abgedeckt. Die Griffschlaufe ist unauffällig in die Seitenfalte integriert. - Eine weitere Ausgestaltung eines Seitenfaltenbeutels mit einem Tragegriff an einer Seitenfalte ist aus der
EP 1 792 722 A1 bekannt. Der Tragegriff weist einen Folienstreifen mit einem beim Gebrauch durch eine Öffnung in einer Beutelfolie zugänglichen Griffabschnitt auf. Der Folienstreifen umgreift mit seinen Streifenenden ein Trägerblatt, über welches der Folienstreifen seitlich mit der Beutelinnenseite verbunden ist. Durch die beschriebene Ausgestaltung wird eine großflächige Kraftverteilung erreicht. - Seitenfaltenbeutel, die eine in eine Seitenfalte integrierte Griffschlaufe aufweisen, sind optisch ansprechend, da die Griffschlaufe an unauffälliger Stelle angeordnet ist und die gesamte Frontfläche für Aufdrucke genutzt werden kann, Nachteilig ist, dass bei der Herstellung mehrere Folienabschnitte übereinander angeordnet werden müssen. Insbesondere wird bei vorgefertigten, unbefüllten Seitenfaltenbeuteln teilweise ein unerwünschtes Aufspreizen der mit dem Tragegriff versehenen Seitenfalte beobachtet, so dass die Stapelfähigkeit der flachliegenden, vorgefertigten Seitenfaltenbeutel unbefriedigend ist.
- Vor diesem Hintergrund liegt der Erfindung die Aufgabe zugrunde, einen Seitenfaltenbeutel mit einer Griffschlaufe anzugeben, der vor der Befüllung als flachliegender Beutel gut stapelfähig ist und gleichzeitig eine gute Belastbarkeit aufweist. Insbesondere soll durch die Ausgestaltung und Anordnung der Griffschlaufe eine gute Maschinengängigkeit von vorgefertigten Seitenfaltenbeuteln in Abfüllanlagen ermöglicht werden.
- Ausgehend von einem Seitenfaltenbeutel mit den eingangs beschriebenen Merkmalen wird die Aufgabe erfindungsgemäß dadurch gelöst, dass die Enden der Griffschlaufe durch Öffnungen an den Frontwänden in den Seitenfaltenbeutel hineingeführt und an der Innenfläche der zugeordneten Seitenfalte befestigt sind. Im Vergleich zu einer Befestigung an der Außenfläche wird eine gleichmäßige Kraftverteilung und damit eine höhere Tragkraft erreicht, Da die Enden der Griffschlaufe durch die Öffnungen in den Seitenfaltenbeutel hineingeführt und an der zugeordneten Seitenfalte befestigt sind, ergibt sich keine optische Beeinträchtigung der Frontwände. Vorzugsweise ist an der Beutelinnenseite keine Abdeckung der Öffnungen durch zusätzliche Folienzettel vorgesehen, so dass der Seitenfaltenbeutel besonders einfach und kostengünstig gefertigt werden kann. Die Griffschlaufe ist üblicherweise entsprechend der zwischen die Frontwände eingelegten Seitenfalte geknickt und mit ihren Enden im Bereich der Längskanten befestigt. In dem Bereich der in Längsrichtung verlaufenden mittigen Knicklinie der Seitenfalte sind dabei üblicherweise weder Siegelnähte noch zusätzliche Folienzettel vorgesehen, so dass ein Aufspreizen der Seitenfalte bei flachliegendem Seitenfaltenbeutel nicht oder nur in einem geringen Maße beobachtet wird.
- Im Rahmen einer bevorzugten Ausgestaltung der Erfindung ist die Griffschlaufe mit ihren Enden durch Heißsiegeln an der Innenfläche der Seitenfalte befestigt. Die Griffschlaufe ist dabei aus einem heißsiegelbaren Material, beispielsweise einer ein- oder mehrschichtigen Polyethylenfolie, gebildet. Im Rahmen der Erfindung kann als Griffschlaufe auch ein Folienstreifen vorgesehen sein, der zur Erhöhung der Traglast auf sich selbst gefaltet ist. Zweckmäßigerweise kann die Griffschlaufe zusätzlich an den Innenflächen der Frontwände durch Siegelnähte befestigt sein. Eine Befestigung sowohl an der Innenfläche der Seitenfalte als auch an der Innenfläche der Frontwände kann erreicht werden, wenn die Siegelnähte bei der Herstellung des Seitenfaltenbeutels nach dem Einlegen der Seitenfalten zwischen die Frontwände erzeugt werden.
- Die Seitenfalten und die Frontwände können im Rahmen der Erfindung von separaten Materialstreifen gebildet sein. Vorzugsweise ist jedoch vorgesehen, dass der Seitenfaltenbeutel durch Falten und Heißsiegeln einer Beutelfolie gebildet ist. Die Beutelfolie ist dabei vorzugsweise mehrschichtig mit einer heißsiegelbaren Schicht aus Polyolefin an der Beutelinnenseite ausgebildet. Geeignet sind beispielsweise Verbundfolien mit einer Außenfläche aus Polyethylenterephthalat (PET) und einer Innenfläche aus Polyethylen (PE). Zwischen der Innenschicht und der Außenschicht können ohne Einschränkung weitere Folienschichten, beispielsweise zur Erhöhung der Stabilität und/oder der Barrierewirkung, angeordnet sein. Auch Verbundmaterialien mit einer äußeren Schicht aus biaxial orientiertem Polypropylen (BO-PP) oder mit Schichten aus unterschiedlichen Polyethylen-Typen können im Rahmen der Erfindung eingesetzt werden, wobei vorzugsweise die Polymerzusammensetzung der Innenfläche derart ausgeführt ist, dass bei einer geeigneten Siegeltemperatur nur die Innenfläche aufschmilzt. Beutelfolien, die vollständig aus Polyolefinen gebildet sind, zeichnen sich durch eine gute Recycelbarkeit aus.
- Wenn an einer Längskante einzelne Folienabschnitte oder die Ränder einer Beutelfolie, aus der der Seitenfaltenbeutel gebildet ist, verbunden sind, ist dort notwendigerweise eine durchgehende Verbindungslinie, beispielsweise in Form einer Längssiegelnaht erforderlich. Darüber hinaus wird vorzugsweise auch an Längskanten, die durch Falten der Beutelfolie gebildet sind, eine Siegelnaht vorgesehen. Die Längssiegelnähte dienen dabei als Verstärkung der Seitenfalten und können in besonders vorteilhafter Weise auch dazu genutzt werden, die im Rahmen der Erfindung an den Frontwänden vorgesehenen Öffnungen dicht zu verschließen. Die Längssiegelnähte an der mit der Griffschlaufe versehenen Seitenfalte können dabei gerade über die gesamte Längskante verlaufen und so breit sein, dass diese die in einem geringen Abstand zu den Längskanten angeordneten Öffnungen abdecken. Im Rahmen der Erfindung kann auch vorgesehen sein, dass die Längssiegelnähte im Bereich der Öffnungen einen von der zugeordneten Längskante wegführenden Versatz aufweisen und auf den Frontflächen um die Öffnungen herumgeführt sind. Die Öffnungen sind dann in Bereichen angeordnet, die durch die Längssiegelnähte, die die Seitenwände mit der zugeordneten Seitenfalte verbinden, vollständig von dem Beutelinnern getrennt sind.
- Wenn beispielsweise bei der Verwendung einer Griffschlaufe, die nur an einer Seite siegelbar ist, lediglich eine Befestigung an der zugeordneten Seitenfalte vorgesehen ist, sind zweckmäßigerweise längst Siegelnähte vorgesehen, die durch einen von den Längskanten wegführenden Versatz um die Enden der Griffschlaufe herumgeführt sind, so dass ein dichter Verschluss des Seitenfaltenbeutels erreicht wird.
- Im Rahmen der Erfindung kann der Seitenfaltenbeutel auch einen Wiederverschluss aufweisen, der vorzugsweise von miteinander verrastbaren Profilstreifen gebildet ist. Der Wiederverschluss kann beispielsweise an der der Griffschlaufe gegenüberliegenden Seitenfalte angeordnet sein, wobei die Seitenfalte im Bereich des Wiederverschlusses vorzugsweise herausklappbar ist, um eine Schütte zu bilden. Da der Seitenfaltenbeutel bei der Entnahme von Füllgut an der Griffschlaufe gehalten werden kann, ist insbesondere auch bei schweren Seitenfaltenbeuteln eine genaue Dosierung möglich.
- Gegenstand der Erfindung ist auch ein Verfahren zur Herstellung des zuvor beschriebenen Seitenfaltenbeutels gemäß Patentanspruch 8. Dabei werden zunächst in Abschnitte einer Materialbahn jeweils zwei Öffnungen eingebracht. Als Materialbahn ist vorzugsweise eine Beutelfolie vorgesehen, die als Endlosbahn bereitgehalten und beispielsweise von einer Rolle abgezogen werden kann. Nachfolgend werden als Griffschlaufen der Seitenfaltenbeutel vorgesehene Folienstreifen, die beispielsweise aus einem zulaufenden Band abgeschnitten werden können, zugeführt und mit ihren Enden von einer Vorderseite der Materialbahn in die Öffnungen eingeführt. Nachfolgend werden durch Falten der Materialbahn aus den Abschnitten vorgeformte Seitenfaltenbeutel mit zwei Frontwänden und die Frontwände verbindende Seitenfalten derart gebildet, dass an jeder der Frontwände eine der Öffnungen benachbart zu der von dem Folienstreifen übergriffenen Seitenfalte angeordnet wird. In einem weiteren, vorzugsweise nachfolgenden Verfahrensschritt werden die Enden des Folienstreifens an einer von der Rückseite der Materialbahn gebildeten Innenfläche des vorgeformten Seitenfaltenbeutels an der zugeordneten Seitenfalte und vorzugsweise auch an den Frontwänden befestigt.
- Die Öffnungen an den Abschnitten der Materialbahn werden vorzugsweise durch parallele Einschnitte gebildet, wobei grundsätzlich auch, beispielsweise um das Einfädeln der Enden der Folienstreifen zu erleichtern, schmale Ausstanzungen vorgesehen sein können. Die Enden der Folienstreifen können dabei auf besonders einfache Weise mit einem Sauggreifer in die gebildeten Öffnungen eingeführt werden.
- Um ein Verrutschen der Folienstreifen bei dem Falten der Materialbahn zu vermeiden, können deren Enden nach dem Einführen in die Öffnungen umgefaltet und an der Rückseite der Materialbahn vorfixiert werden. Hierzu sind einzelne Schweiß- oder Klebepunkte ausreichend. Vorzugsweise erfolgt die Befestigung der Folienstreifen an der Rückseite der Materialbahn nach dem Falten der Materialbahn, wobei die Enden der Folienstreifen durch Heißsiegeln sowohl an der zugeordneten Seitenfalte als auch an den Frontwänden befestigt werden. Die Vorderseite der Materialbahn, welche die Außenfläche der Seitenfaltenbeutel bildet, ist dabei zweckmäßigerweise von einer Folienschicht gebildet, die nicht heißsiegelbar ist oder deren Siegeltemperatur oberhalb der Siegeltemperatur einer Folienschicht an der Beutelinnenseite liegt. Im Rahmen einer solchen Ausgestaltung kann vermieden werden, dass bei der Befestigung der Folienstreifen auch die Außenfläche der Seitenfalte mit den Folienstreifen verbunden wird. Zur Vermeidung einer Versiegelung der Folienstreifen mit sich selbst kann dabei in die bei dem Falten der Materialbahn zwischen die Frontwände eingelegte, von den Folienstreifen übergriffene Seitenfalte vor der Befestigung der Folienstreifen durch Heißsiegeln ein Trennstreifen, beispielsweise ein Teflonband, eingebracht werden, der nach dem Heißsiegeln wieder entfernt wird. Die Siegelnähte, mit denen die Folienstreifen befestigt werden, bilden vorzugsweise Abschnitte von Längssiegelnähten, die sich im Wesentlichen entlang der Längskanten der Seitenfalte erstrecken. Im Bereich der Öffnungen können die Längssiegelnähte jeweils von der zugeordneten Längskante weg um die Öffnungen herumgeführt werden, wodurch ein dichter Verschluss der Öffnungen erreicht wird.
- Abschließend können aus der gefalteten und mit Folienstreifen als Griffschlaufen versehenen Materialbahn vorgeformte, zumindest an einer Seite offene Seitenfaltenbeutel abgelängt werden. Die vorgeformten, flachliegenden Seitenfaltenbeutel können gestapelt und in Abfüllanlagen befüllt und verschlossen werden. Im Rahmen der Erfindung können auf besonders einfache Weise Seitenfaltenbeutel mit einer hohen Traglast gebildet werden, die im befüllten Zustand trotz der Befestigung des Tragegriffes an der Beutelinnenseite völlig dicht sind und eine lange Haltbarkeit des aufgenommenen Füllgutes gewährleisten.
- Die Erfindung wird im Folgenden anhand einer lediglich ein Ausführungsbeispiel darstellenden Zeichnung erläutert. Es zeigen:
- Fig. 1
- einen erfindungsgemäßen Seitenfaltenbeutel in einer perspektivischen Ansicht,
- Fig. 2
- einen Schnitt entlang der Linie A-A der
Fig. 1 , - Fig.3
- ein Verfahren zur Herstellung des Seitenfaltenbeutels in einer schematischen Ansicht,
- Fig. 4 und Fig. 5
- einzelne Verfahrensschritte zur Herstellung des Seitenfaltenbeutels,
- Fig. 6
- eine Detailansicht einer Längssiegelnaht im Bereich einer Öffnung in einer Frontwand des Seitenfaltenbeutels.
-
Fig. 1 zeigt einen erfindungsgemäßen Seitenfaltenbeutel in einer perspektivischen Ansicht. Der Seitenfaltenbeutel weist zwei Frontwände 1, die Frontwände 1 verbindende Seitenfalten 2a, 2b und eine streifenförmige Griffschlaufe 3 an einer der Seitenfalten 2a auf. Die Griffschlaufe 3 ist quer zur Längsrichtung der Seitenfalte 2a angeordnet und umgreift diese mit ihren Enden 4. Die Frontwände 1 weisen jeweils eine Öffnung 5 auf, durch die hindurch die Enden 4 der Griffschlaufe 3 in den Seitenfaltenbeutel hineingeführt sind. Die Enden 4 der Griffschlaufe 3 sind sowohl an der Innenfläche 6a der zugeordneten Seitenfalte 2a als auch den Innenflächen 6b der beiden Frontwände 1 durch Längssiegelnähte 7 verbunden, die sich über die gesamte Länge der Seitenfalte 2a erstrecken und im Bereich der Öffnungen 5 einen von einer zugeordneten Längskante 8 wegführenden Versatz aufweisen. In der Detailansicht derFig. 6 ist zu erkennen, dass die Längssiegelnähte 7 an der mit der Griffschlaufe 3 versehenen Seitenfalte 2a auf den Frontwänden 1 um die Öffnungen 5 herumgeführt werden. Durch die durchgehenden Längssiegelnähte 7, die im Bereich der Öffnungen 5 einen Versatz aufweist, sind die Öffnungen 5 zuverlässig von dem Innenraum des Seitenfaltenbeutels getrennt, wobei auch eine besonders gleichmäßige Kraftverteilung der Traglast erreicht wird. Durch die beschriebene Anordnung und Befestigung der Griffschlaufe 3 können ein Ausreißen der Griffschlaufe 3 und insbesondere ein Weiterreißen der Öffnungen 5 sicher vermieden werden. - An der der Griffschlaufe 3 gegenüberliegenden Seitenfalte 2b ist ein Wiederverschluss 9 vorgesehen, der zur Bildung einer Schütte herausklappbar ist. Neben einem leichten Transport schwerer Lasten ermöglicht die Griffschlaufe 3 dabei auch eine genaue Portionierung. Während bei der Entnahme von Füllgut das Gewicht des Seitenfaltenbeutels von einem Benutzer über die Griffschlaufe 3 mit einer Hand gehalten werden kann, kann durch ein leichtes Verkippen des Seitenfaltenbeutels mit der anderen Hand die gewünschte Entnahmemenge genau bestimmt werden. Durch den Wiederverschluss 9 kann das in dem Seitenfaltenbeutel verbleibende Füllgut auch nach einem erstmaligen Öffnen noch über einen längeren Zeitraum vor Umwelteinflüssen, beispielsweise vor Feuchtigkeit, geschützt werden.
- Der Schnittdarstellung der
Fig. 2 ist zu entnehmen, dass die Bereiche, in denen die Öffnungen 5 der Frontwände 1 angeordnet sind, durch die Längssiegelnähte 7 vollständig von dem Innenraum des Seitenfaltenbeutels getrennt sind. Da die Enden 4 der Griffschlaufe 3 an der Innenfläche 6a der Seitenfalte 2a und zusätzlich an den Innenflächen 6b der Frontwände 1 befestigt sind, ergibt sich eine besonders gleichmäßige Kraftverteilung und damit auch eine besonders hohe Tragkraft. - Das Verfahren zur Herstellung eines Seitenfaltenbeutels ist in der
Fig. 3 schematisch dargestellt. Eine Beutelfolie, die eine Vorderseite 10 aus einem nicht oder schwer siegelbaren Material, beispielsweise PET oder BO-PP, aufweist, wird als Materialbahn 11 zugeführt. Die Rückseite12 der Materialbahn 11 ist dagegen von einer heißsiegelbaren Schicht, beispielsweise aus PE, der mehrschichtigen Beutelfolie gebildet. In gleichmäßig beabstandete Abschnitte 13 der Materialbahn 11 werden zwei in Längsrichtung verlaufende parallele Einschnitte gebildet. Wie inFig. 4 im Detail dargestellt, werden als Griffschlaufen 3 vorgesehene Folienstreifen zugeführt und mit ihren Enden 4 von der Vorderseite 10 der Materialbahn 11 in die durch die Einschnitte gebildeten Öffnungen 5, beispielsweise durch einen Sauggreifer, eingeführt. Anschließend werden die Enden 4 des Folienstreifens umgefaltet und an der Rückseite 12 der Materialbahn 11 durch Schweißpunkte 14 vorfixiert. Nachfolgend wird die Materialbahn 11 derart gefaltet, dass aus den jeweils mit einem Folienstreifen als Griffschlaufe 3 versehenen Abschnitten 13 vorgeformte Seitenfaltenbeutel mit zwei Frontwänden 1 und die Frontwände 1 verbindende Seitenfalten 2a, 2b gebildet werden. Die Faltung erfolgt derart, dass an jeder der Frontwände 1 eine der Öffnungen 5 benachbart zu der von dem Folienstreifen übergriffenen Seitenfalte 2a angeordnet wird. Die Seitenfalten 2a, 2b und ein mittlerer Abschnitt des Folienstreifens werden dabei zwischen die Frontwände 1 eingelegt. Die Längskanten 8 der Seitenfalten 2a, 2b werden dann mit Längssiegelnähten 7 versehen, wobei im Bereich der Öffnungen 5 die Längssiegelnähte 7 von der zugeordneten Längskante 8 weg derart um die Öffnungen 5 herumgeführt werden, dass die Öffnungen 5 dicht verschlossen werden. - Wie in
Fig. 5 dargestellt, werden die Enden 4 der Folienstreifen sowohl an der Innenfläche 6a der zuvor gebildeten Seitenfalte 2a als auch an der Innenfläche 6b der Frontwände 1 befestigt. Da die die Außenfläche des Seitenfaltenbeutels bildende Vorderseite 10 der Materialbahn 11 nicht oder nur schwer siegelbar ist, wird der Folienstreifen bei dem Heißsiegeln nicht mit der Außenfläche des Seitenfaltenbeutels verbunden. Um zu vermeiden, dass die zwischen die Frontwände 1 eingelegten Folienstreifen mit sich selbst versiegelt werden, wird vor dem Heißsiegeln ein PTFE-Bandnschließend können aus der Materialbahn 11 einzelne vorgeformte Seitenfaltenbeutel abgetrennt werden, die zumindest an einem ihrer in Längsrichtung der Materialbahn 11 gesehenen Enden unverschlossen sind. Die Bildung des Bodens 16 und des oberen Randes 17 des Seitenfaltenbeutels kann im Rahmen der Erfindung in üblicher Weise erfolgen und ist deshalb nicht näher beschrieben. - Die vorgeformten Seitenfaltenbeutel können als Stapel bereitgehalten und in einer Befüllvorrichtung gefüllt und abschließend verschlossen werden. Aufgrund der besonders einfachen Ausgestaltung und Anordnung der Griffschlaufe 3, die im Bereich der Längskanten 8 des Seitenfaltenbeutels befestigt ist, können die erfindungsgemäßen Seitenfaltenbeutel besonders leicht weiterverarbeitet werden, wobei insbesondere nur ein geringes Aufspreizen der vorgeformten Seitenfaltenbeutel im Bereich der mit der Griffschlaufe 3 versehenen Seitenfalte 2a beobachtet wird.
Claims (12)
- Seitenfaltenbeutel mit zwei Frontwänden (1), die Frontwände (1) verbindende Seitenfalten (2a, 2b) und einer streifenförmigen Griffschlaufe (3) an einer der Seitenfalten (2a), wobei die Griffschlaufe (3) quer zu der Längsrichtung der zugeordneten Seitenfalte (2a) angeordnet ist und diese mit ihren Enden (4) übergreift, dadurch gekennzeichnet, dass die Enden (4) der Griffschlaufe (3) durch Öffnungen (5) an den Frontwänden (1) in den Seitenfaltenbeutel hineingeführt und an der Innenfläche (6a) der zugeordneten Seitenfalte (2a) befestigt sind.
- Seitenfaltenbeutel nach Anspruch 1, dadurch gekennzeichnet, dass die Enden (4) der Griffschlaufe (3) an der Innenfläche (6a) der Seitenfalte (2a) und den Innenflächenn (6b) der Frontwände (1) durch Siegelnähte befestigt sind.
- Seitenfaltenbeutel nach einem der Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Längskanten (8) des Seitenfaltenbeutels durch Längssiegelnähte verstärkt sind.
- Seitenfaltenbeutel nach Anspruch 3, dadurch gekennzeichnet, dass die Längssiegelnähte (7) im Bereich der Öffnungen (5) einen von der zugeordneten Längskante (8) wegführenden Versatz aufweisen und auf den Frontwänden (1) über die Öffnungen (5) oder vorzugsweise um die Öffnungen (5) herumgeführt sind.
- Seitenfaltenbeutel nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Seitenfaltenbeutel durch Falten und Heißsiegeln aus einer mehrschichtigen Beutelfolie gebildet ist, die an der Beutelinnenseite eine heißsiegelbare Schicht aufweist.
- Seitenfaltenbeutel nach einem der Ansprüche 1 bis 5, gekennzeichnet durch einen Wiederverschluss (9), der vorzugsweise an der der Griffschlaufe (3) gegenüberliegenden Seitenfalte (2b) angeordnet ist.
- Verfahren zur Herstellung eines Seitenfaltenbeutels nach einem der Ansprüche 1 bis 6,
wobei in Abschnitte (13) einer Materialbahn (11) jeweils zwei Öffnungen (5) eingebracht werden,
wobei Folienstreifen zugeführt und mit ihren Enden (4) von einer Vorderseite (10) der Materialbahn (11) in die Öffnungen (5) eingeführt werden,
wobei durch Falten der Materialbahn (11) aus den Abschnitten (13) vorgeformte Seitenfaltenbeutel mit zwei Frontwänden (1) und die Frontwände (1) verbindende Seitenfalten (2a, 2b) derart gebildet werden, dass an jede der Frontwände (1) eine der Öffnungen (5) benachbart zu der von dem Folienstreifen übergriffenen Seitenfalte (2a) angeordnet wird,
wobei die Enden (4) der Folienstreifen an einer von der Rückseite (12) der Materialbahn (11) gebildeten Innenfläche des vorgeformten Seitenfaltenbeutels an der zugeordneten Seitenfalte (2a) befestigt werden. - Verfahren nach Anspruch 7, wobei die Öffnungen (5) in den Abschnitten (13) der Materialbahn (11) durch parallele Einschnitte gebildet werden.
- Verfahren nach Anspruch 7 oder 8, wobei die Enden (4) der Folienstreifen nach dem Einführen in die Öffnungen (5) umgefaltet und an der Rückseite (12) der Materialbahn (11) vorfixiert werden.
- Verfahren nach einem der Ansprüche 7 bis 9, wobei die Enden (4) der Folienstreifen mit einem Sauggreifer in die Öffnungen (5) eingeführt werden.
- Verfahren nach einem der Ansprüche 7 bis 10, wobei in die bei dem Falten der Materialbahn (11) zwischen die Frontwände (1) eingelegte, von dem Folienstreifen übergriffene Seitenfalte (2a) ein Trennstreifen (15) eingebracht wird, bevor die Enden (4) der Folienstreifen durch Heißsiegeln befestigt werden.
- Verfahren nach einem der Ansprüche 7 bis 11, wobei im Bereich der Öffnungen (5) Siegelnähte angeordnet werden, welche die Öffnungen (5) abdecken oder von der zugeordneten Längskante (8) weg um die Öffnungen (5) derart herumgeführt werden, dass die Öffnungen (5) dicht verschlossen werden.
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07018423A EP2039620B1 (de) | 2007-09-19 | 2007-09-19 | Seitenfaltenbeutel |
| DE502007005012T DE502007005012D1 (de) | 2007-09-19 | 2007-09-19 | Seitenfaltenbeutel |
| AT07018423T ATE480467T1 (de) | 2007-09-19 | 2007-09-19 | Seitenfaltenbeutel |
| ES07018423T ES2347699T3 (es) | 2007-09-19 | 2007-09-19 | Bolsa de pliegues laterales. |
| DE102008026342A DE102008026342A1 (de) | 2007-09-19 | 2008-05-31 | Seitenfaltenbeutel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP07018423A EP2039620B1 (de) | 2007-09-19 | 2007-09-19 | Seitenfaltenbeutel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2039620A1 EP2039620A1 (de) | 2009-03-25 |
| EP2039620B1 true EP2039620B1 (de) | 2010-09-08 |
Family
ID=39015865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07018423A Not-in-force EP2039620B1 (de) | 2007-09-19 | 2007-09-19 | Seitenfaltenbeutel |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2039620B1 (de) |
| AT (1) | ATE480467T1 (de) |
| DE (2) | DE502007005012D1 (de) |
| ES (1) | ES2347699T3 (de) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2998236A1 (de) | 2014-09-16 | 2016-03-23 | Mondi Consumer Packaging Technologies GmbH | Seitenfaltenbeutel sowie Verfahren zur Herstellung eines Seitenfaltenbeutels |
| EP3037360A1 (de) | 2014-12-22 | 2016-06-29 | Mondi Consumer Packaging Technologies GmbH | Folienverpackungsbeutel sowie Verfahren zur Herstellung von Folienverpackungsbeuteln |
| DE202014010978U1 (de) | 2014-12-22 | 2017-03-22 | Mondi Consumer Packaging Technologies Gmbh | Folienverpackungsbeutel |
| US10266307B1 (en) | 2018-04-12 | 2019-04-23 | Andax Industries Llc | Equipment bag with closure sleeve |
| US11358753B2 (en) | 2019-07-26 | 2022-06-14 | Andax Industries Llc | Equipment transfer bag |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202009017081U1 (de) * | 2009-12-19 | 2010-03-11 | B & B - Maf Gmbh & Co. Kg | Seitenfaltenbeutel mit Tragegriff |
| EP2354026B1 (de) | 2010-02-10 | 2012-08-22 | Nordenia Deutschland Halle GmbH | Seitenfaltenbeutel und Verfahren zur Herstellung eines Seitenfaltenbeutels |
| HUE034644T2 (en) * | 2010-05-12 | 2018-02-28 | Mondi Halle Gmbh | Bottom pouch made of hot-welded plastic |
| US8322923B2 (en) * | 2010-06-15 | 2012-12-04 | Mondi Jackson, Inc | Film bag with handle |
| US8961012B2 (en) * | 2012-10-19 | 2015-02-24 | Peel Plastic Products Limited | Bag with handle |
| IN2014DE01641A (de) * | 2014-06-18 | 2015-07-17 | Ashok Chaturvedi | |
| EP2987744B1 (de) * | 2014-08-22 | 2017-07-05 | Mondi AG | Verfahren zur herstellung eines seitenfaltenverpackungsbeutels |
| EP3085263B1 (de) | 2015-06-20 | 2020-11-25 | AB Merculor | Verschluss für pappkartonverpackungen mit giebel und abdichtung dafür |
| KR102439170B1 (ko) * | 2022-02-08 | 2022-09-01 | 주식회사 명지피앤피 | 손잡이가 구비된 포장봉투 및 그 제조 방법 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3208492A (en) * | 1962-02-21 | 1965-09-28 | Hudson Pulp & Paper Corp | Bag handle and bag |
| US3145908A (en) * | 1962-07-26 | 1964-08-25 | Edward B Smith | Shopping bag with protective cover |
| DE1586988A1 (de) * | 1967-05-02 | 1970-09-24 | Windmoeller & Hoelscher | Sack oder Beutel mit Traggriffen |
| US4018142A (en) * | 1976-04-19 | 1977-04-19 | Equitable Bag Co., Inc. | Box-bag with permanently secured handle |
| DE20311386U1 (de) | 2003-07-25 | 2003-10-16 | Bischof + Klein GmbH & Co. KG, 49525 Lengerich | Verpackungsbehälter aus Kunststoffolie |
| DK1777167T3 (da) | 2006-06-24 | 2009-05-04 | Nordenia D Halle Gmbh | Folieemballagepose |
| DK1792722T3 (da) | 2006-10-02 | 2009-02-23 | Nordenia D Halle Gmbh | Folieemballagepose |
-
2007
- 2007-09-19 AT AT07018423T patent/ATE480467T1/de active
- 2007-09-19 EP EP07018423A patent/EP2039620B1/de not_active Not-in-force
- 2007-09-19 DE DE502007005012T patent/DE502007005012D1/de active Active
- 2007-09-19 ES ES07018423T patent/ES2347699T3/es active Active
-
2008
- 2008-05-31 DE DE102008026342A patent/DE102008026342A1/de not_active Withdrawn
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2998236A1 (de) | 2014-09-16 | 2016-03-23 | Mondi Consumer Packaging Technologies GmbH | Seitenfaltenbeutel sowie Verfahren zur Herstellung eines Seitenfaltenbeutels |
| EP3037360A1 (de) | 2014-12-22 | 2016-06-29 | Mondi Consumer Packaging Technologies GmbH | Folienverpackungsbeutel sowie Verfahren zur Herstellung von Folienverpackungsbeuteln |
| DE202014010978U1 (de) | 2014-12-22 | 2017-03-22 | Mondi Consumer Packaging Technologies Gmbh | Folienverpackungsbeutel |
| US10266307B1 (en) | 2018-04-12 | 2019-04-23 | Andax Industries Llc | Equipment bag with closure sleeve |
| US11358753B2 (en) | 2019-07-26 | 2022-06-14 | Andax Industries Llc | Equipment transfer bag |
Also Published As
| Publication number | Publication date |
|---|---|
| DE502007005012D1 (de) | 2010-10-21 |
| ES2347699T3 (es) | 2010-11-03 |
| DE102008026342A1 (de) | 2009-04-02 |
| EP2039620A1 (de) | 2009-03-25 |
| ATE480467T1 (de) | 2010-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2039620B1 (de) | Seitenfaltenbeutel | |
| EP2032454B2 (de) | Folienbeutel | |
| EP2148820B1 (de) | Folienverpackungsbeutel | |
| EP2354026B1 (de) | Seitenfaltenbeutel und Verfahren zur Herstellung eines Seitenfaltenbeutels | |
| EP1712482B1 (de) | Folienbeutel | |
| EP1777167B1 (de) | Folienverpackungsbeutel | |
| EP1195332B1 (de) | Seitenfaltenbeutel aus flexiblem schweissbarem Material | |
| EP3023356B1 (de) | Verfahren zur herstellung eines seitenfaltenbeutels | |
| EP0700835B1 (de) | Beutel aus thermoplastischer Kunststoffolie | |
| EP2301859A1 (de) | Standbeutel aus einer heißsiegelfähigen Kunststofffolie und Verfahren zu ihrer Herstellung | |
| DE3810555A1 (de) | Schlauchfoermiger behaelter aus kunststoffmaterial und verfahren zu seiner herstellung | |
| EP1795335A2 (de) | Verfahren zur Herstellung eines Packmittels aus flexiblem Material | |
| EP2511187B1 (de) | Behälter zum Verpacken von Füllgütern | |
| EP2368706A1 (de) | Verfahren zur Herstellung eines Seitenfaltenbeutels | |
| EP2998236B1 (de) | Seitenfaltenbeutel sowie verfahren zur herstellung eines seitenfaltenbeutels | |
| EP2050689B1 (de) | Verpackungsbeutel | |
| EP3643635B1 (de) | Unbefüllter, unverschlossener seitenfaltenverpackungsbeutel | |
| DE102010051065A1 (de) | Verpackungsbehälter für Füllgüter und Verfahren zur Herstellung des Verpackungsbehälters | |
| EP3023350B1 (de) | Frontslider-beutel mit stanzgriff und folienbeutelrohling zu dessen bildung | |
| EP2567907A1 (de) | Tabakbeutel | |
| DE102008039953A1 (de) | Verfahren zum Herstellen einer Verpackung | |
| DE102008064308A1 (de) | Verfahren zum Bearbeiten einer Materialbahn | |
| DE202015106355U1 (de) | Verpackungsbeutel aus Kunststofffolie | |
| EP2212217B1 (de) | Folienverpackungsbeutel und verfahren zur herstellung eines folienverpackungsbeutels | |
| DE69712516T2 (de) | Dichter beutel und verfahren zu seiner herstellung und zu seiner befüllung mit einer flüssigkeit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090918 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC MT NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502007005012 Country of ref document: DE Date of ref document: 20101021 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2347699 Country of ref document: ES Kind code of ref document: T3 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E009570 Country of ref document: HU |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| BERE | Be: lapsed |
Owner name: NORDENIA DEUTSCHLAND HALLE G.M.B.H. Effective date: 20100930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101209 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110110 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20110108 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 |
|
| 26N | No opposition filed |
Effective date: 20110609 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007005012 Country of ref document: DE Effective date: 20110609 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100919 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100908 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20101208 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 480467 Country of ref document: AT Kind code of ref document: T Effective date: 20120919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120919 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20140919 Year of fee payment: 8 Ref country code: ES Payment date: 20140926 Year of fee payment: 8 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20150919 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150919 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150920 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20180710 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20200914 Year of fee payment: 14 Ref country code: FR Payment date: 20200914 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20200922 Year of fee payment: 14 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20201021 Year of fee payment: 14 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502007005012 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210920 Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210930 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20220401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20210930 |