EP1777167B1 - Folienverpackungsbeutel - Google Patents
Folienverpackungsbeutel Download PDFInfo
- Publication number
- EP1777167B1 EP1777167B1 EP06013076A EP06013076A EP1777167B1 EP 1777167 B1 EP1777167 B1 EP 1777167B1 EP 06013076 A EP06013076 A EP 06013076A EP 06013076 A EP06013076 A EP 06013076A EP 1777167 B1 EP1777167 B1 EP 1777167B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- plastic film
- packaging bag
- slots
- film
- reinforcing sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Not-in-force
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D33/00—Details of, or accessories for, sacks or bags
- B65D33/06—Handles
- B65D33/065—Integral handles
Definitions
- the invention relates to a film packaging bag with bag surfaces formed by a film and a handle loop which is arranged on one of the bag surfaces.
- the packaging bag further comprises a reinforcing sheet, which is applied in the region of the handle loop on an inner surface of the film and heat sealed to the inner surface, and a closure sheet, with which an opening formed by the handle loop is covered on the inside of the bag, wherein the handle loop of a edge of two slits limited portion of the film and the reinforcing sheet is formed.
- the invention relates to a method for producing the film packaging bag.
- the film packaging bag is particularly suitable for packaging bulk goods, such as pelleted animal food, detergent, cat litter, road salt or powdery or granular construction materials. With the help of the strap, even large and heavy packaging bags can be easily transported.
- a film packaging bag with the features described above is made EP 0 341 532 A1 known.
- the reinforcing sheet is connected by two sealing seams with the inner surface of the film from which the foil packaging bag is made. In the area between the two sealing seams, two slot-shaped cutouts are provided, which form the grip loop.
- the reinforcing film and the film from which the foil packaging bag is made form a two-layered handle loop, which are not connected to each other in the handle loop.
- U1 known film packaging bag has a handle loop, which is formed by a separate grip band which is attached to the outer surface or a carrier label on the inner surface of the packaging bag.
- the invention has for its object to provide a film packaging bag with the features described above, which can be easily manufactured and the handle training is designed so that they can absorb large forces.
- the slots are each arranged between two sealing seams, with which the reinforcing sheet is sealed onto the inner surface of the film.
- the gripping loop bordering the slots can be produced in a particularly simple manner by punching, cutting or the like in the production of the film packaging bag.
- the closure sheet which covers the opening formed by the handle loop on the inside of the bag, a tight closure of the film packaging bag can be ensured in the area of the handle loop.
- the closure sheet may, for example, be joined to the inner surface of the film by heat sealing, with a peripheral sealed closed seam preferably being provided for a tight closure.
- the slots may be formed in a particularly easy to implement embodiment of the invention as a straight, parallel lines, but also without limitation, for example, to optimize the load, an arcuate course can be provided.
- the load capacity of the handle loop is increased, so that even heavy foil packaging bags can be transported safely.
- One of the sealing seams is assigned to the grip loop and the other sealing seam to the area, the edge of the opening formed by the handle loop borders. Through the connection along the sealing seams, a uniform force distribution between the film and the reinforcing sheet is achieved.
- the reinforcing sheet Due to the preferably complete covering of the reinforcing sheet by the closure sheet, a tight closure of the film packaging bag in the region of the handle loop can be ensured.
- the reinforcing sheet is surrounded by a circumferential, and self-contained sealed seam.
- sealing seams extending essentially transversely to the slots are preferably arranged in the region of the mutually associated ends of the slots.
- the sealing seams extending transversely to the slots extend at least between the ends of the slots, but may also extend over the entire width of the reinforcing sheet or the closure sheet.
- the film with the reinforcing sheet and / or the closure sheet is permanently connected, whereby a further tearing of the slots beyond these sealing seams is also prevented.
- the seal seams running transversely to the slots define the ends of the handle loop and may run straight or in an arc to optimize the load.
- the load is distributed mainly to the area between the slots, the risk of the slots being torn even under extreme loads being low.
- the foil, the closure sheet and the reinforcing sheet are joined by heat sealing.
- the film is preferably a composite film having a well sealable inner surface of a polyolefin.
- PET polyethylene terephthalate
- PE polyethylene
- further film layers for example for increasing the stability and / or the barrier effect, can be arranged without restriction.
- composite materials with layers of different polyethylene types can be used in the invention, wherein preferably the polymer composition of the inner surface is designed such that at a suitable sealing temperature melts only the inner surface.
- the closure sheet and the reinforcing sheet are preferably formed as multilayer films.
- composites of co-extruded polyethylene or multi-layer laminated films of high density polyethylene are suitable.
- a laminate in which the individual layers of HDPE film are first stretched and then laminated is available under the trade name Valeron®.
- Such films are characterized by a high tensile, tear and dielectric strength.
- the entire foil bag can be made of polyethylene and recycled very easily.
- the handle loop can be arranged completely free on one of the bag surfaces.
- the film packaging bag is designed as a gusseted bag with two front surfaces, wherein the handle loop is arranged on one of the front sides of the edge connecting side gussets.
- the arrangement of the typically narrow gusset a uniform force distribution and comfortable handling of the filled foil pouch can be achieved.
- the handle loop is concealed in the associated inwardly folded gusset prior to filling and closing the gusseted bag, thereby facilitating machine handling and thereby also filling the gusseted bag.
- a very high quality appearance of the film packaging bag can be made possible by the continuous, usually printed front surfaces.
- the invention also provides a method according to claim 7 for the production of the film packaging bags described.
- Advantageous embodiments of the method are described in claims 8 and 9.
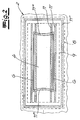
- a film packaging bag 1 is shown with bag surfaces formed by a film 2.
- the film packaging bag 1 is designed as a gusseted bag with two front surfaces 3, wherein a handle loop 4 is arranged on one of the front surfaces 3 at the edge connecting gussets 5.
- the grip loop 4 is bordered by two slots 6 in the film 2.
- the opening 7 formed by the grip loop 4 is covered on the inside of the bag by a closure sheet 8.
- Fig. 2 shows the region of the handle loop 4 of an advantageous embodiment of the film packaging bag 1 in a detailed view.
- a reinforcing sheet 9 on an inner surface 10 of the film. 2
- the slits 6 are arranged in each case between two sealing seams 11, 11 ', with which the reinforcing sheet 9 is sealed onto the inner surface 10 of the film 2, in the film 2 and the reinforcing sheet 9.
- the grip loop 4 is formed from a limited edge of the slots 6 portion of the film 2 and the reinforcing sheet 9.
- the longitudinally extending sealing seams 11, 11 ' are the film 2 and the reinforcing sheet 9 in the region of the handle loop 4 and in the area adjoining the formed by the grip loop 4 opening 7, firmly connected, so that a uniform distribution of the load on the film 2 and the reinforcing sheet 9 is achieved.
- the reinforcing sheet 9 is completely covered by the closure sheet 8 on the inside of the bag.
- the closure sheet 8 is connected to the inner surface 10 of the film 2 by means of a peripheral, closed sealing seam 11 "which surrounds the reinforcing sheet 9, thereby ensuring a reliable closure of the film packaging bag 1 in the region of the grip loop 4.
- sealing seams 11 "'extending essentially transversely to the slots 6 are arranged in the region of the respective mutually associated ends of the slots 6.
- the sealing seams 11"' extend in each case from one end of a slot 6 Due to the fact that the sealing seams 11 '', which extend essentially transversely to the slots 6, are bent in the direction of the grip loop 4, the load is mainly in the central region of the sealing seams 11 ''. ', whereby the risk of tearing the handle loop 4 is significantly reduced.
- the film for example, an outer surface of polyethylene terephthalate (PET) and a heat-sealable inner surface 10 made of polyethylene (PE).
- PET polyethylene terephthalate
- PE polyethylene
- the reinforcing sheet 9 and the closing sheet 8 are preferably made of a multi-layer coextruded film of polyethylene or a multi-layer laminated film of high-density polyethylene (HDPE).
- a flat film 2 with a sealable layer, which forms the inner surface 10 of the film packaging bag 1 is provided as a film web.
- Fig. 3 shows a section of the film web in different process steps.
- a reinforcing sheet 9 is applied to the sealable layer of the film 2 and secured with running in the direction of the film web sealing seams 11, 11 '.
- two slots 6 are produced in the film 2 and the reinforcing sheet 9 by punching or cutting, wherein each of the slots 6 between two of the previously produced sealing seams 11, 11 'is arranged.
- a closure sheet 8 is then sealed, which covers the opening formed by the grip loop 4.
- sealing seams 11 ''' In the region of the mutually associated ends of the slots 6, sealing seams 11 '''extending transversely to the slots 6 and the running direction of the film web are produced.
- the sealing seam 11 " with which the closure sheet 8 is sealed onto the inner surface 10 of the film 2, is self-contained and surrounds the reinforcing sheet, whereby the film packaging bag 1 is tightly closed in the region of the grip loop 4.
Description
- Die Erfindung betrifft einen Folienverpackungsbeutel mit von einer Folie gebildeten Beutelflächen und einer Griffschlaufe, die an einer der Beutelflächen angeordnet ist. Der Verpackungsbeutel umfasst außerdem ein Verstärkungsblatt, das im Bereich der Griffschlaufe auf eine Innenfläche der Folie aufgebracht und durch Heißsiegeln mit der Innenfläche verbunden ist, und ein Verschlussblatt, mit dem eine durch die Griffschlaufe gebildete Öffnung an der Beutelinnenseite abgedeckt ist, wobei die Griffschlaufe aus einem randseitig von zwei Schlitzen begrenzten Abschnitt der Folie und des Verstärkungsblattes gebildet ist. Ferner betrifft die Erfindung ein Verfahren zur Herstellung des Folienverpackungsbeutels. Der Folienverpackungsbeutel ist insbesondere zum Verpacken von schüttfähigen Gütern, wie beispielsweise pelletierte Tiemahrung, Waschmittel, Katzenstreu, Streusalz oder auch pulvrige oder körnige Baumaterialien geeignet. Mit Hilfe der Trageschlaufe können auch große und schwere Verpackungsbeutel leicht transportiert werden.
- Ein Folienverpackungsbeutel mit den eingangs beschriebenen Merkmalen ist aus
EP 0 341 532 A1 bekannt. Das Verstärkungsblatt ist durch zwei Siegelnähte mit der Innenfläche der Folie, aus dem der Folienverpackungsbeutel gefertigt ist, verbunden. Im Bereich zwischen den beiden Siegelnähten sind zwei schlitzförmige Ausstanzungen vorgesehen, welche die Griffschlaufe bilden. Die Verstärkungsfolie sowie die Folie, aus dem der Folienverpackungsbeutel gefertigt ist, bilden eine zweilagige Griffschlaufe, die im Bereich der Griffschlaufe nicht miteinander verbunden sind. - Ein aus
DE 203 11 386 U1 bekannter Folienverpackungsbeutel weist eine Griffschlaufe auf, die von einem separaten Griffband gebildet wird, welches an der Außenfläche oder über einen Trägerzettel an der Innenfläche des Verpackungsbeutels befestigt ist. - Vor diesem Hintergrund liegt der Erfindung die Aufgabe zugrunde, einen Folienverpackungsbeutel mit den eingangs beschriebenen Merkmalen anzugeben, der einfach hergestellt werden kann und dessen Griffausbildung so gestaltet ist, dass sie große Kräfte aufnehmen kann.
- Die Aufgabe wird erfindungsgemäß dadurch gelöst, dass die Schlitze jeweils zwischen zwei Siegelnähten angeordnet sind, mit denen das Verstärkungsblatt auf die Innenfläche der Folie aufgesiegelt ist.
- Dadurch, dass die Griffschlaufe aus der Folie selbst gebildet ist, ist eine aufwendige Zuführung und genaue Positionierung eines die Griffschlaufe bildenden Folienstreifens nicht erforderlich. Die die Griffschlaufe randseitig begrenzenden Schlitze können bei der Herstellung des Folienverpackungsbeutels auf besonders einfache Weise durch Stanzen, Schneiden oder dergleichen erzeugt werden. Durch das Verschlussblatt, welches die von der Griffschlaufe gebildete Öffnung an der Beutelinnenseite abdeckt, kann auch im Bereich der Griffschlaufe ein dichter Verschluss des Folienverpackungsbeutels gewährleistet werden. Das Verschlussblatt kann beispielsweise durch Heißsiegeln mit der Innenfläche der Folie verbunden sein, wobei für einen dichten Verschluss vorzugsweise eine randseitig umlaufende, geschlossene Siegelnaht vorgesehen ist. Die Schlitze können in einer besonders leicht zu realisierenden Ausführung der Erfindung als gerade, parallel verlaufende Linien ausgebildet sein, wobei jedoch auch ohne Einschränkung, beispielsweise zur Optimierung der Traglast, ein bogenförmiger Verlauf vorgesehen werden kann.
- Durch das durch Heißsiegeln auf der Innenfläche der Folie befestigte Verstärkungsblatt wird die Belastbarkeit der Griffschlaufe erhöht, so dass auch schwere Folienverpackungsbeutel sicher transportiert werden können. Eine der Siegelnähte ist dabei der Griffschlaufe und die andere Siegelnaht dem Bereich zugeordnet, der an die durch die Griffschlaufe gebildete Öffnung randseitig angrenzt. Durch die Verbindung entlang der Siegelnähte wird eine gleichmäßige Kraftverteilung zwischen der Folie und dem Verstärkungsblatt erreicht.
- Durch die vorzugsweise vollständige Überdeckung des Verstärkungsblattes durch das Verschlussblatt kann ein dichter Verschluss des Folienverpackungsbeutels im Bereich der Griffschlaufe gewährleistet werden. Besonders vorteilhaft ist eine Ausgestaltung, bei der das Verstärkungsblatt von einer umlaufenden, und in sich geschlossenen Siegelnaht umgeben ist.
- Um bei einer Belastung der Griffschlaufe ein Ausreißen der Schlitze zu verhindern, sind vorzugsweise im Bereich der jeweils einander zugeordneten Enden der Schlitze im Wesentlichen quer zu den Schlitzen verlaufende Siegelnähte angeordnet. Die quer zu den Schlitzen verlaufenden Siegelnähte erstrecken sich zumindest zwischen den Enden der Schlitze, können sich aber auch über die gesamte Breite des Verstärkungsblattes oder des Verschlussblattes erstrecken. An den quer zu den Schlitzen verlaufenden Siegelnähten ist die Folie mit dem Verstärkungsblatt und/oder dem Verschlussblatt dauerhaft verbunden, wodurch ein Weiterreißen der Schlitze über diese Siegelnähte hinaus sicher verhindert wird. Die quer zu den Schlitzen verlaufenden Siegelnähte definieren die Enden der Griffschlaufe und können gerade oder aber zur Optimierung der Traglast in einem Bogen verlaufen. So kann beispielsweise durch einen konkaven Verlauf der im Wesentlichen quer zu den Schlitzen verlaufenden Siegelnähte die Belastung hauptsächlich auf den Bereich zwischen den Schlitzen verteilt werden, wobei die Gefahr eines Ausreißens der Schlitze auch bei extremen Belastungen gering ist.
- Die Folie, das Verschlussblatt und das Verstärkungsblatt werden durch Heißsiegeln verbunden. Die Folie ist vorzugsweise eine Verbundfolie mit einer gut siegelbaren Innenfläche aus einem Polyolefin. Geeignet sind beispielsweise Verbundfolien mit einer Außenfläche aus Polyethylenterephthalat (PET) und einer Innenfläche aus Polyethylen (PE). Zwischen der Innenfläche und der Außenfläche können ohne Einschränkung weitere Folienschichten, beispielsweise zur Erhöhung der Stabilität und/oder der Barrierewirkung, angeordnet sein. Auch Verbundmaterialien mit Schichten aus unterschiedlichen Polyethylen-Typen können im Rahmen der Erfindung eingesetzt werden, wobei vorzugsweise die Polymerzusammensetzung der Innenfläche derart ausgeführt ist, dass bei einer geeigneten Siegeltemperatur nur die Innenfläche aufschmilzt. Auch das Verschlussblatt und das Verstärkungsblatt sind bevorzugt als mehrschichtige Folien ausgebildet. Geeignet sind beispielsweise Verbundmaterialien aus coextrudiertem Polyethylen oder mehrlagig laminierte Folienbahnen aus hochdichtem Polyethylen (HDPE). Ein Laminat, bei dem die einzelnen Folienlagen aus HDPE zunächst verstreckt und anschließend laminiert werden, ist unter dem Markennamen Valeron® erhältlich. Derartige Folien zeichnen sich durch eine hohe Zug-, Reiß- und Durchschlagfestigkeit aus. Erfindungsgemäß kann auch der gesamte Folienbeutel aus Polyethylen gefertigt sein und so sehr leicht recycelt werden.
- Im Rahmen der Erfindung kann die Griffschlaufe völlig frei an einer der Beutelflächen angeordnet werden. Besonders vorteilhaft ist eine Ausgestaltung, bei der der Folienverpackungsbeutel als Seitenfaltenbeutel mit zwei Frontflächen ausgebildet ist, wobei die Griffschlaufe an einer der die Frontflächen randseitig verbindenden Seitenfalten angeordnet ist. Durch die Anordnung an der typischerweise schmalen Seitenfalte kann eine gleichmäßige Kraftverteilung und eine komfortable Handhabung des gefüllten Folienverpackungsbeutels erreicht werden. Die Griffschlaufe ist vor dem Befüllen und Verschließen des Seitenfaltenbeutels in der zugeordneten nach innen gefalteten Seitenfalte verborgen, wodurch die Maschinengängigkeit und damit auch die Befüllung des Seitenfaltenbeutels erleichtert wird. Des Weiteren kann durch die durchgehenden, üblicherweise bedruckten Frontflächen ein sehr hochwertiges scheinungsbild des Folienverpackungsbeutels ermöglicht werden.
- Gegenstand der Erfindung ist auch ein Verfahren nach Anspruch 7 zur Herstellung der beschriebenen Folienverpackungsbeutel. Vorteilhafte Ausgestaltungen des Verfahrens werden in den Ansprüchen 8 und 9 beschrieben.
- Die Erfindung wird im Folgenden anhand einer lediglich ein Ausführungsbeispiel darstellenden Zeichnung näher erläutert. Es zeigen:
- Fig. 1
- eine perspektivische Ansicht eines erfindungsgemäßen Folienverpackungsbeutels, der als Seitenfaltenbeutel ausgeführt ist,
- Fig. 2
- eine Detailansicht eines erfindungsgemäßen Folienverpackungsbeutels im Bereich der Griffschlaufe, und
- Fig. 3
- ein Verfahren zur Herstellung eines Folienverpackungsbeutels.
- In
Fig. 1 ist ein Folienverpackungsbeutel 1 mit von einer Folie 2 gebildeten Beutelflächen dargestellt. Der Folienverpackungsbeutel 1 ist als Seitenfaltenbeutel mit zwei Frontflächen 3 ausgebildet, wobei eine Griffschlaufe 4 an einer der die Frontflächen 3 randseitig verbindenden Seitenfalten 5 angeordnet ist. Die Griffschlaufe 4 ist randseitig von zwei Schlitzen 6 in der Folie 2 begrenzt. Die durch die Griffschlaufe 4 gebildete Öffnung 7 ist an der Beutelinnenseite von einem Verschlussblatt 8 abgedeckt. Durch die Anordnung der Griffschlaufe 4 an einer der Seitenfalten 5 kann eine sehr hohe Tragfähigkeit erreicht werden. Da die Griffschlaufe 4 an einer schmalen Seite des Folienverpackungsbeutels 1 angeordnet ist, kann dieser sehr komfortabel und ohne den Träger zu behindern, gehandhabt werden. -
Fig. 2 zeigt den Bereich der Griffschlaufe 4 einer vorteilhaften Ausgestaltung des Folienverpackungsbeutels 1 in einer Detailansicht. Im Bereich der Griffschlaufe 4 ist ein Verstärkungsblatt 9 auf eine Innenfläche 10 der Folie 2 aufgebracht, wobei die Schlitze 6 jeweils zwischen zwei Siegelnähten 11, 11', mit denen das Verstärkungsblatt 9 auf die Innenfläche 10 der Folie 2 aufgesiegelt ist, in der Folie 2 und dem Verstärkungsblatt 9 angeordnet sind. Die Griffschlaufe 4 ist aus einem randseitig von den Schlitzen 6 begrenzten Abschnitt der Folie 2 und des Verstärkungsblattes 9 gebildet. Durch die in Längsrichtung verlaufenden Siegelnähte 11, 11' sind die Folie 2 und das Verstärkungsblatt 9 im Bereich der Griffschlaufe 4 und in dem Bereich, der an die durch die Griffschlaufe 4 gebildete Öffnung 7 anschließt, fest verbunden, so dass eine gleichmäßige Verteilung der Traglast auf die Folie 2 und das Verstärkungsblatt 9 erreicht wird. Das Verstärkungsblatt 9 ist an der Beutelinnenseite vollständig von dem Verschlussblatt 8 abgedeckt. Das Verschlussblatt 8 ist mit einer umlaufenden, geschlossenen Siegelnaht 11 ", die das Verstärkungsblatt 9 umgibt, auf der Innenfläche 10 der Folie 2 verbunden, wodurch ein zuverlässiger Verschluss des Folienverpackungsbeutels 1 im Bereich der Griffschlaufe 4 gewährleistet ist. Um ein Ausreißen der zwei gerade verlaufenden Schlitze 6 bei einer Belastung zu vermeiden, sind im Bereich der jeweils einander zugeordneten Enden der Schlitze 6 im Wesentlichen quer zu den Schlitzen 6 verlaufende Siegelnähte 11''' angeordnet. Die Siegelnähte 11''' erstrecken sich jeweils von einem Ende eines Schlitzes 6 zu dem zugeordneten Ende des anderen Schlitzes 6 und weisen eine Bogenform auf. Dadurch, dass die im Wesentlichen quer zu den Schlitzen 6 verlaufenden Siegelnähte 11"' in Richtung der Griffschlaufe 4 gebogen sind, wird die Traglast hauptsächlich in dem mittleren Bereich der Siegelnähte 11''' aufgenommen, wodurch die Gefahr des Ausreißens der Griffschlaufe 4 deutlich reduziert ist. Um bei der Herstellung des Folienverpackungsbeutels 1 eine gute Siegelbarkeit zu gewährleisten, kann die Folie 2 beispielsweise eine Außenfläche aus Polyethylenterephthalat (PET) und eine heißsiegelbare Innenfläche 10 aus Polyethylen (PE) aufweisen. Das Verstärkungsblatt 9 und das Verschlussblatt 8 bestehen vorzugsweise aus einer mehrlagig coextrudierten Folie aus Polyethylen oder einer mehrlagig laminierten Folie aus hochdichtem Polyethylen (HDPE). - Bei dem erfindungsgemäßen Verfahren zur Herstellung eines Folienverpackungsbeutels 1 wird eine flache Folie 2 mit einer siegelbaren Schicht, die die Innenfläche 10 des Folienverpackungsbeutels 1 bildet, als Folienbahn bereitgestellt.
Fig. 3 zeigt einen Ausschnitt der Folienbahn in verschiedenen Verfahrensschritten. Zunächst wird ein Verstärkungsblatt 9 auf die siegelbare Schicht der Folie 2 aufgebracht und mit in Laufrichtung der Folienbahn verlaufenden Siegelnähten 11, 11' befestigt. Nachfolgend werden zwei Schlitze 6 in der Folie 2 und dem Verstärkungsblatt 9 durch Stanzen oder Schneiden erzeugt, wobei jeder der Schlitze 6 zwischen zwei der zuvor erzeugten Siegelnähte 11, 11' angeordnet ist. Auf die siegelbare Schicht der Folie 2 wird dann ein Verschlussblatt 8 aufgesiegelt, welches die von der Griffschlaufe 4 gebildete Öffnung abdeckt. Im Bereich der jeweils einander zugeordneten Enden der Schlitze 6 werden quer zu den Schlitzen 6 und der Laufrichtung der Folienbahn verlaufende Siegelnähte 11''' erzeugt. Die Siegelnaht 11 ", mit der das Verschlussblatt 8 auf die Innenfläche 10 der Folie 2 aufgesiegelt ist, ist in sich geschlossen und umgibt das Verstärkungsblatt, wodurch der Folienverpackungsbeutel 1 im Bereich der Griffschlaufe 4 dicht verschlossen wird. Nach dem Aufbringen des Verschlussblattes 8 wird durch Falten, Siegeln und Zuschneiden der Folie, ein Folienverpackungsbeutel 1 geformt.
Claims (9)
- Folienverpackungsbeutel mit von einer Folie (2) gebildeten Beutelflächen und einer Griffschlaufe (4), die an einer der Beutelflächen angeordnet ist, und miteinem Verstärkungsblatt (9), das im Bereich der Griffschlaufe (4) auf eine Innenfläche (10) der Folie (2) aufgebracht und durch Heißsiegeln mit der Innenfläche verbunden ist,einem Verschlussblatt (8), mit dem eine durch die Griffschlaufe (4) gebildete Öffnung (7) an der Beutelinnenseite abgedeckt ist,
wobei die Griffschlaufe (4) aus einem randseitig von zwei Schlitzen (6) begrenzten Abschnitt der Folie (2) und des Verstärkungsblattes (9) gebildet ist,
dadurch gekennzeichnet, dass
die Schlitze (6) jeweils zwischen zwei Siegelnähten (11, 11') angeordnet sind, mit denen das Verstärkungsblatt (9) auf die Innenfläche der Folie (2) aufgesiegelt ist. - Folienverpackungsbeutel nach Anspruch 1, dadurch gekennzeichnet, dass das Verschlussblatt (8) das Verstärkungsblatt (9) vollständig abdeckt.
- Folienverpackungsbeutel nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass im Bereich der jeweils einander zugeordneten Enden der Schlitze (6) im Wesentlichen quer zu den Schlitzen (6) verlaufende Siegelnähte (11"') angeordnet sind, welche das Verstärkungsblatt (9) mit der Innenfläche (10) der Folie (2) verbinden.
- Folienverpackungsbeutel nach Anspruch 3, dadurch gekennzeichnet, dass die im Wesentlichen quer zu den Schlitzen (6) verlaufenden Siegelnähte (11''') eine Bogenform aufweisen.
- Folienverpackungsbeutel nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass der Folienverpackungsbeutel (1) als Seitenfaltenbeutel mit zwei Frontflächen (3) ausgebildet ist, wobei die Griffschlaufe (4) an einer der die Frontflächen (3) randseitig verbindenden Seitenfalten (5) angeordnet ist.
- Folienverpackungsbeutel nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass die Folie (2) eine Verbundfolie mit einer Innenfolie (10) aus Polyethylen (PE) ist.
- Verfahren zur Herstellung eines Folienverpackungsbeutels nach einem der Ansprüche 1 bis 6,
wobei eine flache Folie (2) mit einer siegelbaren Schicht, die die Innenfläche (10) des Folienverpackungsbeutels (1) bildet, bereit gestellt wird,
wobei ein Verstärkungsblatt (9) auf die siegelbare Schicht des Beutels (2) aufgebracht und mit Siegelnähten thermisch verbunden wird, wobei in die Folie (2) und das aufgesiegelte Verstärkungsblatt (9) zwei Schlitze eingebracht werden, die die seitlichen Ränder einer Griffschlaufe (4) bilden und jeweils zwischen zwei Siegelnähten (11, 11') verlaufen,
wobei auf die siegelbare Schicht der Folie (2) ein Verschlussblatt (8) aufgesiegelt wird, welches die von der Griffschlaufe (4) gebildete Öffnung (7) abdeckt,
wobei nach dem Aufbringen des Verschlussblattes (8) durch Falten, Siegeln und Zuschneiden der Folie (2) ein Folienverpackungsbeutel (1) geformt wird. - Verfahren nach Anspruch 7, wobei im Bereich der jeweils einander zugeordneten Enden der Schlitze (6) im Wesentlichen quer zu den Schlitzen (6) verlaufende Siegelnähte (11"') erzeugt werden.
- Verfahren nach Anspruch 7 oder 8, wobei der Folienverpackungsbeutel (1) als Seitenfaltenbeutel geformt wird.
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ES06013076T ES2319811T3 (es) | 2006-06-24 | 2006-06-24 | Bolsa de envasado hecha de una pelicula. |
| DE502006003069T DE502006003069D1 (de) | 2006-06-24 | 2006-06-24 | Folienverpackungsbeutel |
| AT06013076T ATE425096T1 (de) | 2006-06-24 | 2006-06-24 | Folienverpackungsbeutel |
| DK06013076T DK1777167T3 (da) | 2006-06-24 | 2006-06-24 | Folieemballagepose |
| PL06013076T PL1777167T3 (pl) | 2006-06-24 | 2006-06-24 | Foliowy worek opakowaniowy |
| EP06013076A EP1777167B1 (de) | 2006-06-24 | 2006-06-24 | Folienverpackungsbeutel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP06013076A EP1777167B1 (de) | 2006-06-24 | 2006-06-24 | Folienverpackungsbeutel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1777167A1 EP1777167A1 (de) | 2007-04-25 |
| EP1777167B1 true EP1777167B1 (de) | 2009-03-11 |
Family
ID=37267013
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP06013076A Not-in-force EP1777167B1 (de) | 2006-06-24 | 2006-06-24 | Folienverpackungsbeutel |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP1777167B1 (de) |
| AT (1) | ATE425096T1 (de) |
| DE (1) | DE502006003069D1 (de) |
| DK (1) | DK1777167T3 (de) |
| ES (1) | ES2319811T3 (de) |
| PL (1) | PL1777167T3 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010527857A (ja) * | 2007-05-31 | 2010-08-19 | ノルデニア・ドイチュラント・ハレ・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | シート状の包装パック |
| EP2354026A1 (de) | 2010-02-10 | 2011-08-10 | Nordenia Deutschland Halle GmbH | Seitenfaltenbeutel und Verfahren zur Herstellung eines Seitenfaltenbeutels |
| WO2015193914A3 (en) * | 2014-06-18 | 2016-02-11 | Ashok Chaturvedi | Method of making package with integrated handle on side gusset and a package thereof |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE536255T1 (de) | 2006-10-17 | 2011-12-15 | Hudson Sharp Machine Co | Verfahren zur herstellung eines beutels mit unterbrochenen seitenöffnungen |
| ES2347699T3 (es) | 2007-09-19 | 2010-11-03 | Nordenia Deutschland Halle Gmbh | Bolsa de pliegues laterales. |
| PL2405783T3 (pl) | 2009-10-20 | 2013-09-30 | Samsonite Ip Holdings Sarl | Walizka |
| EP2386493B1 (de) * | 2010-05-12 | 2017-09-06 | Mondi Halle GmbH | Standbodenbeutel aus einer heißsiegelfähigen Kunststofffolie |
| CA140229S (en) | 2010-10-20 | 2012-01-30 | Samsonite Ip Holdings Sarl | Luggage |
| CA140230S (en) | 2010-10-20 | 2012-01-30 | Samsonite Ip Holdings Sarl | Luggage |
| USD678678S1 (en) | 2010-10-20 | 2013-03-26 | Samsonite Ip Holdings S.A R.L. | Luggage handle |
| US9533463B2 (en) | 2013-08-18 | 2017-01-03 | Mondi Jackson, Inc | Film bag |
| US9493272B2 (en) | 2013-12-06 | 2016-11-15 | Mondi Jackson, Inc | Film bag |
| DE102016119113A1 (de) * | 2016-06-16 | 2017-12-21 | Windmöller & Hölscher Kg | Sack, sowie Verfahren zur Herstellung eines Sackes |
| GB2595138B (en) * | 2019-01-10 | 2023-07-05 | Positive Packaging United Me Fzco | A panel for a flexible package |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1761882A1 (de) * | 1968-07-17 | 1971-09-09 | Windmoeller & Hoelscher | Sack oder Beutel mit Traggriff und Herstellungsverfahren |
| DE3205340A1 (de) * | 1982-02-15 | 1983-08-25 | Nordenia Kunststoffwerke Peter Mager KG, 2841 Steinfeld | Sack, insbesondere ventilsack, vorzugsweise aus kunststoffolie |
| DE8428169U1 (de) * | 1984-09-25 | 1984-11-08 | Bischof Und Klein Gmbh & Co, 4540 Lengerich | Sackfoermige Trageverpackung aus flexiblem Werkstoff |
| DE3815881A1 (de) * | 1988-05-10 | 1989-11-23 | Unilever Nv | Tragetasche |
-
2006
- 2006-06-24 AT AT06013076T patent/ATE425096T1/de active
- 2006-06-24 EP EP06013076A patent/EP1777167B1/de not_active Not-in-force
- 2006-06-24 PL PL06013076T patent/PL1777167T3/pl unknown
- 2006-06-24 DE DE502006003069T patent/DE502006003069D1/de active Active
- 2006-06-24 DK DK06013076T patent/DK1777167T3/da active
- 2006-06-24 ES ES06013076T patent/ES2319811T3/es active Active
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010527857A (ja) * | 2007-05-31 | 2010-08-19 | ノルデニア・ドイチュラント・ハレ・ゲゼルシャフト・ミト・ベシュレンクテル・ハフツング | シート状の包装パック |
| EP2354026A1 (de) | 2010-02-10 | 2011-08-10 | Nordenia Deutschland Halle GmbH | Seitenfaltenbeutel und Verfahren zur Herstellung eines Seitenfaltenbeutels |
| US8597168B2 (en) | 2010-02-10 | 2013-12-03 | Nordenia Deutschland Halle Gmbh | Method of making bag with handle on side gusset |
| WO2015193914A3 (en) * | 2014-06-18 | 2016-02-11 | Ashok Chaturvedi | Method of making package with integrated handle on side gusset and a package thereof |
| US11014730B2 (en) | 2014-06-18 | 2021-05-25 | Ashok Chaturvedi | Method of making package with integrated handle on side gusset and a package thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2319811T3 (es) | 2009-05-12 |
| DE502006003069D1 (de) | 2009-04-23 |
| DK1777167T3 (da) | 2009-05-04 |
| PL1777167T3 (pl) | 2009-08-31 |
| ATE425096T1 (de) | 2009-03-15 |
| EP1777167A1 (de) | 2007-04-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1777167B1 (de) | Folienverpackungsbeutel | |
| EP1792722B1 (de) | Folienverpackungsbeutel | |
| EP1712482B1 (de) | Folienbeutel | |
| EP2039620B1 (de) | Seitenfaltenbeutel | |
| EP2032454B2 (de) | Folienbeutel | |
| EP2354026B1 (de) | Seitenfaltenbeutel und Verfahren zur Herstellung eines Seitenfaltenbeutels | |
| EP2822867B1 (de) | Seitenfaltenbeutel aus einem kunststoffgewebeverbund sowie verfahren zu seiner herstellung | |
| DE202007019079U1 (de) | Folienverpackungsbeutel | |
| EP2374604B1 (de) | Foliendeckel zum Verschließen eines Behälters und Verfahren zu seiner Herstellung | |
| EP2455301B1 (de) | Folienlaminat zur Herstellung von Beutelverpackungen mit integriertem Foliengriff und Verfahren zur Herstellung des Laminats | |
| DE60037144T2 (de) | Beutel mit einem verschluss und verschlussvorrichtung | |
| EP2511187A2 (de) | Behälter zum Verpacken von Füllgütern und Verfahren zur Bearbeitung einer Materialbahn | |
| EP2368706A1 (de) | Verfahren zur Herstellung eines Seitenfaltenbeutels | |
| EP2998236B1 (de) | Seitenfaltenbeutel sowie verfahren zur herstellung eines seitenfaltenbeutels | |
| EP2284090B1 (de) | Beutel und Verfahren zu seiner Herstellung | |
| DE60003241T2 (de) | Tragezugbeutel mit tragegriff | |
| DE60009418T2 (de) | Stossdämpfendes Verpackungsmaterial | |
| EP2567907A1 (de) | Tabakbeutel | |
| DE102006029063A1 (de) | Folienverpackungsbeutel | |
| DE102008039953A1 (de) | Verfahren zum Herstellen einer Verpackung | |
| EP3037360B1 (de) | Folienverpackungsbeutel sowie Verfahren zur Herstellung von Folienverpackungsbeuteln | |
| EP2212217B1 (de) | Folienverpackungsbeutel und verfahren zur herstellung eines folienverpackungsbeutels | |
| EP2868594A1 (de) | Kunststoffgewebeverbundbeutel | |
| EP2206600B1 (de) | Verfahren zur Herstellung eines Folienbeutels | |
| DE202006020629U1 (de) | Folienbeutel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK YU |
|
| 17P | Request for examination filed |
Effective date: 20071023 |
|
| 17Q | First examination report despatched |
Effective date: 20071128 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: NORDENIA DEUTSCHLAND HALLE GMBH |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP Ref country code: CH Ref legal event code: NV Representative=s name: KELLER & PARTNER PATENTANWAELTE AG |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502006003069 Country of ref document: DE Date of ref document: 20090423 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2319811 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090311 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090311 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090611 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090311 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090824 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090311 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090311 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090311 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090311 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090711 |
|
| BERE | Be: lapsed |
Owner name: NORDENIA DEUTSCHLAND HALLE G.M.B.H. Effective date: 20090630 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090611 Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| 26N | No opposition filed |
Effective date: 20091214 |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E006506 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090612 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20090624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20090311 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20120613 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20130621 Year of fee payment: 8 Ref country code: IE Payment date: 20130621 Year of fee payment: 8 Ref country code: DK Payment date: 20130619 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: HU Payment date: 20130620 Year of fee payment: 8 Ref country code: NL Payment date: 20130619 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: DK Ref legal event code: EBP Effective date: 20140630 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: V1 Effective date: 20150101 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 425096 Country of ref document: AT Kind code of ref document: T Effective date: 20140624 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20150101 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140624 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140630 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140630 Ref country code: HU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140624 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20150618 Year of fee payment: 10 Ref country code: DE Payment date: 20150625 Year of fee payment: 10 Ref country code: TR Payment date: 20150610 Year of fee payment: 10 Ref country code: ES Payment date: 20150619 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20150611 Year of fee payment: 10 Ref country code: IT Payment date: 20150622 Year of fee payment: 10 Ref country code: FR Payment date: 20150619 Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502006003069 Country of ref document: DE |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20160624 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20170228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160630 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20170103 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160625 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20181204 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160624 |