EP2036628B1 - Verfahren und Vorrichtung zur Herstellung eines Ausbuchtungen aufweisenden Werkstückes mittels eines Druckmediums - Google Patents
Verfahren und Vorrichtung zur Herstellung eines Ausbuchtungen aufweisenden Werkstückes mittels eines Druckmediums Download PDFInfo
- Publication number
- EP2036628B1 EP2036628B1 EP08016051A EP08016051A EP2036628B1 EP 2036628 B1 EP2036628 B1 EP 2036628B1 EP 08016051 A EP08016051 A EP 08016051A EP 08016051 A EP08016051 A EP 08016051A EP 2036628 B1 EP2036628 B1 EP 2036628B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- workpiece
- pressure medium
- mold
- base plate
- mold halves
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 238000006073 displacement reaction Methods 0.000 claims abstract description 10
- 239000007788 liquid Substances 0.000 claims description 11
- 238000007789 sealing Methods 0.000 claims description 6
- 125000006850 spacer group Chemical group 0.000 claims description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 5
- 239000011796 hollow space material Substances 0.000 claims 3
- 238000004519 manufacturing process Methods 0.000 abstract 1
- 238000002407 reforming Methods 0.000 abstract 1
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 238000007639 printing Methods 0.000 description 2
- 241001295925 Gegenes Species 0.000 description 1
- 244000089486 Phragmites australis subsp australis Species 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/047—Mould construction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/033—Deforming tubular bodies
- B21D26/039—Means for controlling the clamping or opening of the moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D39/00—Application of procedures in order to connect objects or parts, e.g. coating with sheet metal otherwise than by plating; Tube expanders
- B21D39/08—Tube expanders
- B21D39/20—Tube expanders with mandrels, e.g. expandable
- B21D39/203—Tube expanders with mandrels, e.g. expandable expandable by fluid or elastic material
Definitions
- the ends of the workpiece sealingly engage in a recess of the hydroforming die enclosing a cone, wherein subsequently a pressure medium for generating an internal pressure in the hollow profile-shaped workpiece to be deformed is fed in by a feed provided in the first mold half.
- a pressure medium for generating an internal pressure in the hollow profile-shaped workpiece to be deformed is fed in by a feed provided in the first mold half.
- a corresponding pressure booster is required to increase the internal pressure.
- the tool halves continue to press together under pressure until the tool is closed, whereby the workpiece has created to realize its final shape of the engraving / negative mold of the tool.
- a vent hole for the pressure medium is in the second mold half, which may be a virtually incompressible liquid, such as water or a water-oil mixture.
- a disadvantage of this solution is that the filling of the workpiece cavity with the printing medium as an independent, the cycle time increasing process can be done after inserting the workpiece in the tool, with the ends of the workpiece by moving the mold halves already in its sealing position in the recess the tool halves must be located. There is a risk that the workpiece buckles and comes to rest in the division plane between the tool halves. In addition, a series-steady insertion of the workpieces is not guaranteed because the cones alone do not contribute enough to the orthogonal guidance of the workpiece. Ultimately, the removal of the workpieces causes difficulties in that they can jam in the recess of one of the two mold halves. To increase the internal pressure, a pressure booster is necessary for the direct pressurization.
- the object of the invention is to propose a solution in which the filling of the cavity of the workpiece with the printing medium as a separate, the cycle time increasing process can be dispensed with, as well as to the already required at this time realization of the sealing position at the ends of the workpiece.
- a buckling of the workpiece is excluded, created the conditions for a reliable insertion of the workpiece and the trouble-free removal of the workpiece are possible.
- no pressure booster should be required for the increase of the internal pressure.
- the advantages of the invention are that can be dispensed with the filling medium of the workpiece with the pressure medium as a separate, the cycle time increasing process, because this when inserting into the already located in the pressure medium of the container lower mold half of the device completely with the print medium is filled.
- the realization of the sealing position at the ends of the workpiece is not required at this time.
- a buckling of the workpiece is prevented, created the conditions for a reliable insertion of the workpieces and allows easy removal of the workpieces.
- a device 1 for producing a bulge 2 ( Fig. 3 ) having workpiece 3 by means of a pressure medium 11.
- This device 1 consists of two transverse to the longitudinal axis 4 of the workpiece 3 divided tool halves, the lower mold half 5 and the upper mold half 6, which have a later final shape of the workpiece corresponding engraving / negative mold 7.
- the tool halves 5, 6 are associated with distance springs 8, via which they are each connected to a lower tool base plate 9 and an upper tool base plate 10.
- the tool base plates 9, 10 cooperate with a press, not shown.
- the lower tool base plate 9 is associated with a used as a pressure medium 11 incompressible liquid, preferably water, filled container 12, in which at least the workpiece 3 is completely immersed.
- the lower and upper mold base plates 9, 10 each have a (lower and upper) punch 14, 15 for the mutual engagement in the cavity 13 of the workpiece 3.
- a channel 16 is arranged in the lower tool base plate 9 and its punch 14.
- the lower tool base plate 9 includes an inlet and outlet 17 for the incompressible fluid used as the pressure medium 11. This inlet and outlet 17 can also be arranged on the container 12.
- at least one of the tool halves 5, 6 is equipped with a displacement channel 18 for the pressure medium 11, as a result of which the liquid pressure medium 11 can escape from the space between the workpiece 3 and the engraved / negative mold 7.
- this displacement channel 18 is arranged in the dividing plane between the two mold halves 5, 6.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
- Aus der
DE 10 2005 036 419 A1 ist ein Verfahren und eine Vorrichtung zur Herstellung eines Ausbuchtungen (Nebenformen) aufweisenden Werkstückes mittels eines Druckmediums bekannt (Innenhochdruckumformung) gemäß dem Oberbegriff des Anspruchs 1 bzw. 3. Dabei weist das aus zwei quer zur Längsachse des Werkstückes geteilten Werkzeughälften bestehende Innenhochdruckumformwerkzeug eine der späteren Endform des Werkstückes entsprechende Gravur/Negativform auf, wobei das zu verformende, hohlprofilförmige Werkstück in das Werkzeug eingelegt und durch eine auf dessen Enden wirkende axiale Druckkraft gestaucht wird. Während des Stauchvorganges greifen die Enden des Werkstückes in eine einen Konus umschließende Ausnehmung des Innenhochdruckumformwerkzeuges dichtend ein, wobei nachfolgend durch eine in der ersten Werkzeughälfte vorgesehene Zuführung ein Druckmedium zur Erzeugung eines Innendruckes im zu verformenden, hohlprofilförmigen Werkstück eingespeist wird. Zu dieser direkten Druckbeaufschlagung ist zur Erhöhung des Innendruckes ein entsprechender Druckübersetzer erforderlich. Dabei fahren die Werkzeughälften unter Druckbeaufschlagung weiter zusammen bis das Werkzeug geschlossen ist, wodurch sich das Werkstück zur Realisierung seiner Endform an die Gravur/Negativform des Werkzeuges angelegt hat. Letztlich ist in der zweiten Werkzeughälfte eine Entlüftungsbohrung für das Druckmedium befindlich, welches eine praktisch inkompressible Flüssigkeit, beispielsweise Wasser oder ein Wasser-Ölgemisch, sein kann. - Nachteilig bei dieser Lösung ist, dass die Befüllung des Werkstückhohlraumes mit dem Druckmedium als eigenständiger, die Taktzeit erhöhender Vorgang erst nach dem Einlegen des Werkstückes in das Werkzeug erfolgen kann, wobei sich die Enden des Werkstückes durch Zusammenfahren der Werkzeughälften bereits in ihrer Dichtposition in der Ausnehmung der Werkzeughälften befinden müssen. Dabei besteht die Gefahr, dass das Werkstück ausknickt und in der Teilungsebene zwischen den Werkzeughälften zu liegen kommt. Außerdem ist ein serienstabiles Einlegen der Werkstücke nicht gewährleistet, da die Konen allein nicht ausreichend zur orthogonalen Führung des Werkstückes beitragen. Letztlich bereitet die Entnahme der Werkstücke Schwierigkeiten dahingehend, weil sich diese in der Ausnehmung einer der beiden Werkzeughälften verklemmen können. Zur Erhöhung des Innendruckes ist für die direkte Druckbeaufschlagung ein Druckübersetzer notwendig.
- Die Aufgabe der Erfindung besteht darin, eine Lösung vorzuschlagen, bei der auf das Befüllen des Hohlraumes des Werkstückes mit dem Druckmedium als separater, die Taktzeit erhöhender Vorgang ebenso verzichtet werden kann, wie auf die bereits zu diesem Zeitpunkt erforderliche Realisierung der Dichtposition an den Enden des Werkstückes. Außerdem sollen ein Ausknicken des Werkstückes ausgeschlossen, die Voraussetzungen für ein serienstabiles Einlegen des Werkstückes geschaffen und die problemlose Entnahme des Werkstückes ermöglicht werden. Letztlich soll auf die Verwendung eines Druckübersetzers verzichtet werden können. Außerdem soll für die Erhöhung des Innendruckes kein Druckübersetzer erforderlich sein.
- Diese Aufgabe wird bei einem gattungsgemäßen Verfahren mit den im Kennzeichen des Patentanspruchs 1 angegebenen Merkmalen gelöst, wobei dessen Ausgestaltung aus Patentanspruch 2 ersichtlich ist.
Eine Vorrichtung zur Durchführung des erfindungsgemäßen Verfahrens geht aus Patentanspruch 3 hervor, wobei deren vorteilhafte Weiterbildungen in den Patentansprüchen 4 bis 7 offenbart sind. - Die Vorteile der Erfindung bestehen darin, dass auf das Befüllen des Hohlraumes des Werkstückes mit dem Druckmedium als separater, die Taktzeit erhöhender Vorgang verzichtet werden kann, weil dieses beim Einlegen in die sich bereits im Druckmedium des Behälters befindliche untere Werkzeughälfte der Vorrichtung vollständig mit dem Druckmedium gefüllt wird. Außerdem ist zu diesem Zeitpunkt die Realisierung der Dichtposition an den Enden des Werkstückes nicht erforderlich. Darüber hinaus werden ein Ausknicken des Werkstückes verhindert, die Voraussetzungen für ein serienstabiles Einlegen der Werkstücke geschaffen und die problemlose Entnahme der Werkstücke ermöglicht. Letztlich kann zur Erhöhung des Innendruckes auf die Verwendung eines Druckübersetzers verzichtet werden, da die Druckerzeugung über die beim Stauchvorgang erfolgende Reduzierung des das Werkstück einschließenden Volumens und/ oder durch das weitere Eindringen der Stempel in den Hohlraum des Werkstückes vorgenommen wird.
- Die Erfindung soll nachfolgend an einem Ausführungsbeispiel und zugehöriger Zeichnungen näher erläutert werden.
- Es zeigen:
- Fig. 1
- eine geschnittene Seitenansicht des prinzipiellen Aufbaus der erfindungsgemäßen Vorrichtung zur Herstellung eines Ausbuchtungen aufweisenden Werkstückes mittels eines Druckmediums in geöffnetem, mit dem Werkstück bereits beschickten Zustand
- Fig. 2
- eine geschnittene Seitenansicht der erfindungsgemäßen Vorrichtung, bei der die Dichtposition der Stempel unmittelbar vor der Umformung eingenommen worden ist
- Fig. 3
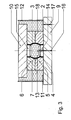
- eine geschnittene Seitenansicht der erfindungsgemäßen Vorrichtung, in der die Vorrichtung vollständig geschlossen (Endposition) und die Umformung des Werkstückes erfolgt ist
- In der
Fig. 1 ist eine Vorrichtung 1 zur Herstellung eines Ausbuchtungen 2 (Fig. 3 ) aufweisenden Werkstückes 3 mittels eines Druckmediums 11 dargestellt. Diese Vorrichtung 1 besteht aus zwei quer zur Längsachse 4 des Werkstückes 3 geteilten Werkzeughälften, der unteren Werkzeughälfte 5 und der oberen Werkzeughälfte 6, welche eine der späteren Endform des Werkstückes entsprechende Gravur/Negativform 7 aufweisen. Den Werkzeughälften 5, 6 sind Distanzfedern 8 zugeordnet, über die diese jeweils mit einer unteren Werkzeuggrundplatte 9 und einer oberen Werkzeuggrundplatte 10 verbunden sind.
Die Werkzeuggrundplatten 9, 10 wirken mit einer nicht gezeigten Presse zusammen. Der unteren Werkzeuggrundplatte 9 ist ein mit einer als Druckmedium 11 verwendeten inkompressiblen Flüssigkeit, vorzugsweise Wasser, gefüllter Behälter 12 zugeordnet, in dem zumindest das Werkstück 3 vollständig eintaucht. Außerdem weisen die untere und obere Werkzeuggrundplatte 9, 10 jeweils einen (unteren bzw. oberen) Stempel 14, 15 für den beiderseitigen Eingriff in den Hohlraum 13 des Werkstückes 3 auf. Für ein nicht dargestelltes Überdrückventil ist in der unteren Werkzeuggrundplatte 9 und deren Stempel 14 ein Kanal 16 angeordnet. Außerdem beinhaltet die untere Werkzeuggrundplatte 9 einen Zu- und Ablauf 17 für die als Druckmedium 11 verwendete inkompressible Flüssigkeit. Dieser Zu- und Ablauf 17 kann auch am Behälter 12 angeordnet sein. Letztlich ist mindestens eine der Werkzeughälften 5, 6 mit einem Verdrängungskanal 18 für das Druckmedium 11 ausgestattet, wodurch das flüssige Druckmedium 11 aus dem Raum zwischen Werkstück 3 und Gravur/Negativform 7 entweichen kann. Vorzugsweise ist dieser Verdrängungskanal 18 in der Teilungsebene zwischen den beiden Werkzeughälften 5, 6 angeordnet. - Nachfolgend soll die Funktionsweise des erfindungsgemäßen Verfahrens und der danach arbeitenden Vorrichtung erläutert werden:
- Gemäß
Fig. 1 wird das umzuformende, hohlprofilförmige und beispielhaft als Rohr ausgeführte Werkstück 3, z. B. mittels entsprechender Handhabungstechnik, in die geöffnete Vorrichtung 1 unter lagebestimmter Aufnahme durch den unteren Stempel 14 in die untere Werkzeughälfte 5 eingelegt, wobei sich diese Werkzeughälfte 5 bereits in dem mit der als Druckmedium 11 verwendeten inkompressiblen Flüssigkeit (Wasser) gefüllten Behälter 12 befindet, so dass zumindest das Werkstück 3 vollständig mit der Flüssigkeit gefüllt und umgeben wird. Durch das anschließende Zusammenfahren der Werkzeughälften 5, 6 erfolgt eine Abdichtung der Enden des Werkstückes 3. Dabei wird durch eine Presse eine axiale Druckkraft auf das Werkstück 3 aufgebracht, so dass über die an den Werkstückenden in den Hohlraum 13 abdichtend eingreifenden und an der unteren und oberen Werkzeuggrundplatte 9, 10 vorgesehenen unteren und oberen Stempel 14, 15 die Verdrängung des Druckmediums 11 einsetzt. Damit zu diesem Zeitpunkt aufgrund eines zu hohen Innendruckes im Hohlraum 13 ein Ausknicken des Werkstückes 3 unterbunden werden kann, findet über den im Stempel 14 vorgesehenen Kanal 16 in Verbindung mit dem Überdrückventil ein Druckausgleich statt. In dieser Phase des Verfahrens werden die Werkzeughälften 5, 6 durch die Distanzfedern 8 in einem Abstand zur unteren und oberen Werkzeuggrundplatte 9, 10 gehalten (Fig. 2 ). Durch die weiterhin gegen die Distanzfedern 8 aufgebrachte Presskraft und den damit beginnenden Stauchvorgang gelangen die Werkzeughälften 5, 6 miteinander sowie mit ihrer jeweils zugeordneten Werkzeuggrundplatte 9, 10 in Kontakt, so dass durch die fortlaufende Verdrängung und damit einhergehenden Druckerhöhung des sich im Hohlraum 13 des Werkstückes 3 befindlichen Druckmediums 11 der Umformvorgang zur Realisierung der Endform des Werkstückes 3 abgeschlossen wird, indem sich das Werkstück 3 zur Erzeugung der Ausbuchtungen 2 an die Gravur/Negativform 7 des Umformwerkzeuges anlegt (Fig. 3 ). Dabei entweicht das zwischen Werkstück 3 und Gravur/ Negativform 7 vorhandene Druckmedium über die sich in der Teilungsebene beider Werkzeughälften 5, 6 befindlichen Verdrängungskanäle 18. Nach dem Öffnen der Werkzeughälften 5, 6 kann das umgeformte, Ausbuchtungen 2 aufweisende Werkstück 3 entnommen werden. Es versteht sich von selbst, dass die Vorrichtung 1 auch für die Aufnahme einer Vielzahl von Werkstücken 3 ausgelegt werden kann, die dann auch gemeinsam die vorstehend geschilderte Umformung gleichzeitig erfahren. -
- 1
- Vorrichtung
- 2
- Ausbuchtungen
- 3
- Werkstück
- 4
- Längsachse
- 5
- untere Werkzeughälfte
- 6
- obere Werkzeughälfte
- 7
- Gravur/Negativform
- 8
- Distanzfeder
- 9
- untere Werkzeuggrundplatte
- 10
- obere Werkzeuggrundplatte
- 11
- Druckmedium
- 12
- Behälter
- 13
- Hohlraum
- 14
- unterer Stempel
- 15
- oberer Stempel
- 16
- Kanal
- 17
- Zu- und Ablauf
- 18
- Verdrängungskanal
Claims (7)
- Verfahren zur Herstellung eines Ausbuchtungen aufweisenden Werkstückes (3) mittels eines Druckmedium (11), wobei das zu verformende, hohlprofilförmige Werkstück in ein aus zwei quer zur Längsachse des Werkstückes geteilten Werkzeughälften (5,6) bestehendes Umformwerkzeug, welches eine der späteren Endform des Werkstückes (3) entsprechende Gravur/Negativform aufweist, lagebestimmt eingelegt wird, nach dem Zusammenfahren der Werkzeughälften (5,6) eine Abdichtung der Enden des Werkstückes (3) realisiert sowie eine axiale Druckkraft auf das Werkstück (3) aufgebracht wird, und durch Druckerhöhung eines sich im Hohlraum des Werkstückes (3) befindlichen Druckmediums (11) aus einer inkompressiblen Flüssigkeit sich das Werkstück (3) zur Realisierung seiner Endform an die Gravur/Negativform des Umformwerkzeuges anlegt,
dadurch gekennzeichnet,
dass das Werkstück (3) in die eine Werkzeughälfte (5) des Umformwerkzeuges eingelegt wird, wobei sich diese Werkzeughälfte (5) bereits in einem mit der als Druckmedium (11) verwendeten inkompressiblen Flüssigkeit gefüllten Behälter (12) befindet, so dass zumindest das Werkstück (3) vollständig mit der Flüssigkeit gefüllt und umgeben wird, anschließend fahren die Werkzeughälften (5, 6) zusammen, so dass über die an den Enden des Werkstückes (3) in der Hohlraum (13) abdichtend eingreifenden und an einer unteren und oberen Werkzeuggrundplatte (9, 10) vorgesehenen Stempel (14, 15) die Verdrängung des Druckmediums (11) einsetzt, wobei die Werkzeughälften (5, 6) jeweils durch Distanzfedern (8) in einem Abstand zur unteren und oberen Werkzeuggrundplatte (9, 10) gehalten werden, durch eine weiterhin gegen die Distanzfedern (8) aufgebrachte Presskraft gelangen die Werkzeughälften (5, 6) miteinander sowie mit ihrer jeweils zugeordneten Werkzeuggrundplatte (9, 10) in Kontakt, so dass durch die weitergehende Verdrängung des Druckmediums (11) der Umformvorgang zur Realisierung der Endform des Werkstückes (3) abgeschlossen wird. - Verfahren nach Patentanspruch 2,
dadurch gekennzeichnet,
dass als flüssiges nahezu inkompressibles Druckmedium (11) Wasser verwendet wird. - Vorrichtung zur Herstellung eines Ausbuchtungen aufweisenden Werkstückes mittels eines Druckmediums, bestehend aus zwei quer zur Längsachse (4) des Werkstückes (3) geteilten Werkzeughälften (5, 6), welche eine der späteren Endform des Werkstückes (3) entsprechende Gravur/Negativform (7) aufweisen,
dadurch gekennzeichnet,
dass den Werkzeughälften (5, 6) Distanzfedern (8) zugeordnet sind, über die diese mit einer unteren und einer oberen Werkzeuggrundplatte (9, 10) verbunden ausgestaltet sind, wobei der unteren Werkzeuggrundplatte (9) ein mit einer als Druckmedium (11) verwendeten, inkompressiblen Flüssigkeit gefüllter Behälter (12) zugeordnet ist, in das zumindest das Werkstück (3) vollständig eintaucht und die untere und obere Werkzeuggrundplatte (9, 10) einen Stempel (14, 15) für einen Eingriff in den Hohlraum (13) des Werkstückes (3) aufweisen. - Vorrichtung nach Patentanspruch 3,
dadurch gekennzeichnet,
dass in der unteren Werkzeuggrundplatte (9) und deren Stempel (14) ein Kanal (16) für ein Überdruckventil angeordnet ist. - Vorrichtung nach Patentanspruch 3,
dadurch gekennzeichnet,
dass die untere Werkzeuggrundplatte (9) oder der Behälter (12) einen Zu- und Ablauf (14) für die als Druckmedium (11) verwendete inkompressible Flüssigkeit aufweist. - Vorrichtung nach Patentanspruch 3,
dadurch gekennzeichnet,
dass mindestens eine der Werkzeughälften (5, 6) einen Verdrängungskanal (18) für das Druckmedium (11) beinhaltet. - Vorrichtung nach Patentanspruch 6,
dadurch gekennzeichnet,
dass der Verdrängungskanal (18) in der Teilungsebene zwischen den beiden Werkzeughälften (5, 6) vorgesehen ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007043316A DE102007043316B4 (de) | 2007-09-12 | 2007-09-12 | Verfahren und Vorrichtung zur Herstellung eines Ausbuchtungen aufweisenden Werkstückes mittels eines Druckmediums |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2036628A1 EP2036628A1 (de) | 2009-03-18 |
| EP2036628B1 true EP2036628B1 (de) | 2010-05-05 |
Family
ID=40223746
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08016051A Active EP2036628B1 (de) | 2007-09-12 | 2008-09-11 | Verfahren und Vorrichtung zur Herstellung eines Ausbuchtungen aufweisenden Werkstückes mittels eines Druckmediums |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP2036628B1 (de) |
| AT (1) | ATE466675T1 (de) |
| DE (2) | DE102007043316B4 (de) |
| ES (1) | ES2345853T3 (de) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009030089B3 (de) * | 2009-06-22 | 2010-11-11 | Benteler Automobiltechnik Gmbh | Verfahren zur Innenhochdruckumformung |
| DE102011052888A1 (de) * | 2011-08-22 | 2013-02-28 | Benteler Automobiltechnik Gmbh | Verfahren zur Umformung eines Hohlprofils für ein Kraftfahrzeug |
| DE102011116993B4 (de) | 2011-10-26 | 2024-07-25 | Cellcentric Gmbh & Co. Kg | Verfahren und Vorrichtung zur Herstellung eines metallischen Folienbauteiles, insbesondere einer Brennstoffzellenkomponente |
| CN102423784A (zh) * | 2011-11-08 | 2012-04-25 | 哈尔滨工程大学 | 基于弹性介质的形状记忆合金管接头扩径装置及方法 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3625040A (en) * | 1969-08-06 | 1971-12-07 | Koppy Tool Corp | Method and apparatus for forming articles from a tubular blank |
| DE4017072A1 (de) * | 1990-05-26 | 1991-11-28 | Benteler Werke Ag | Verfahren zum hydraulischen umformen eines rohrfoermigen hohlkoerpers und vorrichtung zur durchfuehrung des verfahrens |
| DE4337517A1 (de) * | 1993-11-03 | 1995-05-04 | Klaas Friedrich | Verfahren zum Innenhochdruck-Umformen von hohlen abgesetzten Wellen aus kaltumformbarem Metall |
| US6128936A (en) * | 1998-09-09 | 2000-10-10 | Kabushiki Kaisha Opton | Bulging device and bulging method |
| TWI267410B (en) * | 2002-11-08 | 2006-12-01 | Mitsubishi Motors Corp | Deformed element pipe for hydraulic bulging, hydraulic bulging device using the element pipe, hydraulic bulging method using the element pipe, and hydraulic-bulged product |
| DE10357341B4 (de) * | 2003-12-09 | 2006-02-09 | Daimlerchrysler Ag | Vorrichtung und Verfahren zur Innenhochdruckumformung eines Rohlings |
| DE102005036419B4 (de) * | 2005-07-29 | 2015-05-21 | Tower Automotive Hydroforming Gmbh & Co. Kg | Vorrichtung zur Herstellung ausgebauchter Hohlprofile, insbesondere von Gasgeneratorgehäusen für Airbageinrichtungen |
-
2007
- 2007-09-12 DE DE102007043316A patent/DE102007043316B4/de active Active
-
2008
- 2008-09-11 ES ES08016051T patent/ES2345853T3/es active Active
- 2008-09-11 AT AT08016051T patent/ATE466675T1/de active
- 2008-09-11 EP EP08016051A patent/EP2036628B1/de active Active
- 2008-09-11 DE DE502008000612T patent/DE502008000612D1/de active Active
Also Published As
| Publication number | Publication date |
|---|---|
| DE502008000612D1 (de) | 2010-06-17 |
| DE102007043316A1 (de) | 2009-03-19 |
| ES2345853T3 (es) | 2010-10-04 |
| DE102007043316B4 (de) | 2009-08-20 |
| EP2036628A1 (de) | 2009-03-18 |
| ATE466675T1 (de) | 2010-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2642963A1 (de) | Einspannvorrichtung | |
| EP2036628B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Ausbuchtungen aufweisenden Werkstückes mittels eines Druckmediums | |
| DE19717953A1 (de) | Verfahren zum hydromechanischen Stülpziehen von Metallblechen | |
| DE10230284B4 (de) | Verfahren und Vorrichtung zur Befestigung von Bauteilen an umfänglich geschlossensn Hohlprofilen | |
| DE10248329A1 (de) | Verfahren und Vorrichtung zum wirkmedienbasierten Umformen eines Bauteilrohling | |
| EP2076342B1 (de) | Vorrichtung zur innenhochdruckumformung | |
| DE19833006B4 (de) | Verfahren und Vorrichtung zur Herstellung rohrförmiger gebogener Hohlkörper durch Innenhochdruckumformen | |
| DE10164662B4 (de) | Vorrichtung und Verfahren zum hydromechanischen Tiefziehen | |
| DE102005036377B4 (de) | Vorrichtung und Verfahren zur Formgebung eines Werkstückes | |
| EP1216769B1 (de) | Verfahren zur Herstellung eines umfänglich geschlossenen Hohlprofiles und eine Vorrichtung zur Durchführung desselben | |
| EP1207974B1 (de) | Tiefziehverfahren und tiefziehwerkzeug | |
| DE602004003986T2 (de) | Verfahren zum Umformen von rohrförmigen Werkstücken mit einem segmentierten Werkzeug | |
| DE69910206T2 (de) | Vorrichtung und verfahren zum hochdruckformen von werkstücken | |
| DE102004028078B4 (de) | Verfahren und Vorrichtung zum Ausbilden eines Kragenabschnitts an einem Werkstück | |
| EP0865845A1 (de) | Verfahren zum Zusammenhalt zweier geteilter Werkzeuge oder Gesenke, die mit Innendruck beaufschlagt werden und Vorrichtung zur Durchführung des Verfahrens | |
| WO2005092535A1 (de) | Innenhochdruckumformvorrichtung | |
| DE102005050202A1 (de) | Blechteil mit partiellen Verstärkungselementen hergestellt nach dem Außenhochdruckumformverfahren | |
| DE10048005A1 (de) | Vorrichtung zum Verbinden mindestens zweier flächiger, übereinander liegender Bauteile | |
| DE19533828C2 (de) | Vorrichtung zum Innenhochdruckumformen von rohrförmigen Rohlingen | |
| DE19955518B4 (de) | Etagenumformwerkzeug für eine Innenhochdruck-Umformpresse | |
| EP2332667B1 (de) | Verfahren zum Herstellen von Bauteilen nach der Innenhochdruck-Umformtechnik | |
| DE102005000852B4 (de) | Verfahren und Vorrichtung zur Herstellung eines umfänglich geschlossenen Hohlprofils | |
| DE10030792C2 (de) | Mehrstufenpresse, insbesondere Quertransportpresse, mit hydraulischer Schließvorrichtung | |
| DE2402190B2 (de) | Vorrichtung zum biegen von stahlblechen bzw. -platten | |
| DE2412158C3 (de) | Vorrichtung zum hydrome chanischen Ziehen abgestufter Ziehteile |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20090902 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502008000612 Country of ref document: DE Date of ref document: 20100617 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20100505 |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2345853 Country of ref document: ES Kind code of ref document: T3 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100805 |
|
| REG | Reference to a national code |
Ref country code: SK Ref legal event code: T3 Ref document number: E 7628 Country of ref document: SK |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100905 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| REG | Reference to a national code |
Ref country code: HU Ref legal event code: AG4A Ref document number: E008692 Country of ref document: HU |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100609 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: FISCHER HYDROFORMING GMBH |
|
| RIN2 | Information on inventor provided after grant (corrected) |
Inventor name: SCHULZE, BERND |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| BERE | Be: lapsed |
Owner name: SCHULZE, BERND Effective date: 20100930 |
|
| 26N | No opposition filed |
Effective date: 20110208 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R081 Ref document number: 502008000612 Country of ref document: DE Owner name: FISCHER HYDROFORMING GMBH, DE Free format text: FORMER OWNER: SCHULZE, BERND, DR., 09366 NIEDERDORF, DE Effective date: 20110214 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008000612 Country of ref document: DE Effective date: 20110207 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100806 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100505 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20120911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120930 Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20100505 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120930 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120911 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100805 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 9 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CZ Payment date: 20230830 Year of fee payment: 16 Ref country code: AT Payment date: 20230915 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SK Payment date: 20230905 Year of fee payment: 16 Ref country code: SE Payment date: 20230921 Year of fee payment: 16 Ref country code: HU Payment date: 20230911 Year of fee payment: 16 Ref country code: FR Payment date: 20230918 Year of fee payment: 16 Ref country code: DE Payment date: 20230609 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 20231019 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20230929 Year of fee payment: 16 |