EP2017384A2 - Schrägsiebformer einer Maschine zur Herstellung einer Faserstoffbahn aus wenigstens einer Faserstoffsuspension - Google Patents
Schrägsiebformer einer Maschine zur Herstellung einer Faserstoffbahn aus wenigstens einer Faserstoffsuspension Download PDFInfo
- Publication number
- EP2017384A2 EP2017384A2 EP08159838A EP08159838A EP2017384A2 EP 2017384 A2 EP2017384 A2 EP 2017384A2 EP 08159838 A EP08159838 A EP 08159838A EP 08159838 A EP08159838 A EP 08159838A EP 2017384 A2 EP2017384 A2 EP 2017384A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- suction
- wire former
- sieve
- inclined wire
- width
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000725 suspension Substances 0.000 title claims description 20
- 239000002657 fibrous material Substances 0.000 title 1
- 230000002093 peripheral effect Effects 0.000 claims abstract description 6
- 238000006073 displacement reaction Methods 0.000 claims description 9
- 238000011144 upstream manufacturing Methods 0.000 claims description 7
- 210000000481 breast Anatomy 0.000 claims description 6
- 239000000835 fiber Substances 0.000 claims description 5
- 230000000694 effects Effects 0.000 claims description 3
- 239000000446 fuel Substances 0.000 claims description 2
- 239000000463 material Substances 0.000 claims description 2
- 238000007789 sealing Methods 0.000 claims description 2
- 239000011888 foil Substances 0.000 abstract 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000004744 fabric Substances 0.000 description 2
- 241000196324 Embryophyta Species 0.000 description 1
- 240000001439 Opuntia Species 0.000 description 1
- 235000004727 Opuntia ficus indica Nutrition 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 230000018044 dehydration Effects 0.000 description 1
- 238000006297 dehydration reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F9/00—Complete machines for making continuous webs of paper
- D21F9/02—Complete machines for making continuous webs of paper of the Fourdrinier type
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/48—Suction apparatus
- D21F1/52—Suction boxes without rolls
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/48—Suction apparatus
- D21F1/52—Suction boxes without rolls
- D21F1/523—Covers thereof
Definitions
- the invention relates to a Schrägsiebformer a machine for producing a fibrous web, in particular a Langfaserpapier- or wet nonwoven web, at least one pulp suspension with a sieve, which runs over a peripheral region of a breast roll and then in the direction of wire running at least in sections at a preferably oblique angle to the horizontal, wherein in this preferably oblique section of the screen at least one headbox which applies at least one fibrous suspension on top of the sieve, wherein at least one drainage element for dewatering the at least one applied to the screen pulp suspension is arranged on the underside of the screen and wherein the suction element formed as a drainage element to the sieve out is open to exert a suction effect on the screen and the at least one on the top side applied pulp suspension, and a plurality of the sieve touching and to Having spaced drainage strips which extend transversely to the wire direction and define a plurality of suction slots.
- Schrägsiebformer is for example from the German patent application DE 10 2004 047 518 A1 and is manufactured and sold by the applicant under the name "HydroFormer". It is used primarily for the production of long fiber papers and wet nonwovens, this type of sheet formation fibers and fiber mixtures of various materials are used with a length of 1 to 40 mm.
- the dewatering width of this Schrägsiebformers is generally determined by the clear box width of the headbox.
- This clear box width essentially determines the width of the fibrous web to be produced and is a constructive basic feature of the headbox, which can not be changed easily.
- At least one suction slot of the suction box is provided in the two edge zones of the screen, each with a sliding intermediate strip, which is fitted in each case sealingly between the two adjacent drainage strips, wherein the intermediate strips of a suction slot together determine a suction zone width which is smaller than the width of the screen.
- the width of the fibrous web to be produced is significantly determined by the dewatering width of the Schrägsiebformers. If the dewatering width is now reduced or increased independently of the clear box width of the headbox, the width of the fibrous web to be produced also changes correspondingly due to generated transverse flows in the at least one pulp suspension applied to the wire as a result of the light suction of the suction box.
- the at least one pulp suspension applied to the sieve therefore experiences a reduction or enlargement with regard to its applied width, which is ultimately fixed on account of the dehydration and the at least one pulp suspension. And this fixed width of at least one applied to the screen pulp suspension ultimately represents the width of the fibrous web to be produced.
- the change in the width of the fibrous web to be produced can also be performed effectively and reliably, in a preferred embodiment, several, preferably all suction slots of the suction box in the two edge zones of the screen, each provided with a sliding intermediate strip.
- intermediate strips can be individually, in groups or together displaced.
- These possibilities presented allow a locally individual, fast, precise and effective change of the drainage width of the Schrägsiebformers and thus the Width of the fibrous web to be produced.
- the format of the fibrous web to be produced can be changed directly and quickly.
- the basis weight in the corresponding edge region of the fibrous web to be produced can be influenced.
- the individual intermediate strip is preferably directly or indirectly, for example by means of a acted upon by at least one actuator slide plate, displaceable. This allows a fast and precise shift with excellent repeatability.
- the immediate displacement of an intermediate strip can for example be done manually, if necessary with the aid of a template or a measuring device.
- At least one cover plate is arranged, which supports the slide plate surface.
- This cover plate gives the system a sufficient degree of stability and ensures a continuous reliability in terms of possible shifts.
- the cover plate preferably carries the lower side and the actuator so that it is on the one hand safely mounted and on the other hand is sufficiently protected against potentially harmful environmental influences.
- the actuator comprises a spindle drive which acts on the slide plate via at least one spindle drive.
- the actuator can be an electrical, an electromechanical, a magnetic, a pneumatic and / or a hydraulic drive.
- the intermediate strip preferably has a displacement in the range of 1 to 500 mm, preferably from 25 to 200 mm, in particular from 50 to 150 mm.
- the intermediate strip and its two adjacent drainage strips ideally have an overlap in the range of 100 to 400 mm, preferably from 125 to 300 mm, in particular from 50 to 150 mm, so that a sufficiently stable and sealing guidance of the individual intermediate strips can be ensured ,
- the suction zone width of the suction box is preferably in the range of 1,000 to 11,000 mm, preferably in the range of 1,800 to 10,000 mm, especially 3,000 to 8,000. These areas can easily meet current and future requirements.
- the sieve can be performed as gently and wear-resistant on the suction box, it is in the direction of the wire directly upstream of the sieve plate facing arranged with a preferably curved guide surface.
- the headbox may be designed as a multi-layer headbox, wherein preferably a sectioned fuel density control is provided for at least one layer of the multi-layer headbox.
- at least two headboxes may be arranged on the inclined wire former, wherein preferably a sectioned fabric density control is provided for at least one layer of a headbox.
- FIG. 1 shows a schematic side view of a Schrägsiebformers 1 of a machine for producing a fibrous web 2, in particular a long fiber paper or wet nonwoven web, from at least one pulp suspension.
- the Schrägsiebformer 1 has a screen 4, which runs over a peripheral region 6 of a breast roll 5 and then in the wire direction S (arrow) at least in sections at an angle ⁇ obliquely to the horizontal H, wherein the angle ⁇ has a value in the range of 0 ° to 45 ° can assume. In the present embodiment, the angle ⁇ is about 20 °.
- a dewatering element 9 is arranged for dewatering the applied to the sieve 4 pulp suspension 3.
- the headbox 8 is arranged such that it applies in the region of the dewatering element 9, the preferably complete pulp suspension 3 on the sieve 4, the front wall 8.1 of the headbox 8 thus ends in the end region of the dewatering element 9 and thus forms an outlet gap A.
- the drainage element 9 could also go beyond the application area of the headbox 8.
- the Indian FIG. 1 illustrated headbox 8 is a conventional headbox of known design and proven operation. It may be formed in a further embodiment as a multi-layer casserole, preferably a sectioned consistency control (dilution water technology) is provided for at least one layer of this multi-layer casserole. Or at least two headboxes may be arranged in the area of the inclined wire former, wherein preferably a sectioned fabric density control ("diluting water technology") is provided for at least one headbox.
- a sectioned consistency control is, for example, in the German patent DE 40 19 593 C2 shown and described.
- the illustrated drainage element 9 is designed as a suction box 10 known to those skilled in the art, which is open to the wire 4, to exert a suction effect on the wire 4 and the at least one pulp suspension 3 applied on the upper side of the wire 4. Furthermore, the suction box 10 a plurality of the sieve 4 touching and spaced apart drainage strips 11, which extend transversely to the wire direction S (arrow) and define a plurality of suction slots 12.
- the suction box 10 also has, for example, five suction zones Z 1 to Z 5 in the direction of the wire run S (arrow).
- the number of suction zones of the suction box 10 as a rule moves between four and eight suction zones, preferably between five and six suction zones.
- the suction zones Z 1 to Z 5 of the suction box 10 shown can be acted upon by at least two different subpressures U 1 , U 2 generated by two separate vacuum sources 13. 1 , 13. 2 for the zones Z 1 , Z 2 , Z 3 and Z 4 , Z 5 become.
- the vacuum sources 13.1, 13.2 may be designed, for example, as preferably controllable / controllable vacuum pumps. Of course, only a vacuum source may be present, which preferably engages in the lower region of the suction box.
- White water 14 is by means of a white water drain 15 off and the known white water circuit fed. Also, instead of a single suction box 10 more consecutively arranged su
- the wire 4 together with overlying fibrous web 2 is guided over a guide roller 16 before the fibrous web 2 is removed in a known manner from the wire 4 and fed to other machine sections.
- the screen 4 is then returned to the breast roll 5 via a plurality of guide rollers 17. During this recirculation, the screen 4 is usually cleaned by means of a known cleaning device.
- At least one of the screen 4 leading element such as the breast roll 5 be connected to at least one acting on him shaker to the oscillating movement transverse to the wire direction S (arrow).
- a shaking plant is basically the known prior art, is for example from the German patent application DE 197 04 730 A1 or from the German Utility Model G 93 17 640 U1 and is manufactured and sold by the applicant under the name "DuoShake".
- the suction slots 12 of the suction box 10 are now in the two edge zones R R , R L of the sieve 4 - seen in the wire direction S (arrow) - each provided with a sliding intermediate strip 18, which sealingly fitted between the two adjacent drainage strips 11, wherein the intermediate strips 18 of a suction slot 12 together determine a suction zone width B Z , which is smaller than the width B 4 of the sieve 4 (see. FIG. 2 ).
- the respective intermediate strip 18 thus has, at least in regions, along its height, the opposite contour of the drainage strip 11 which is in each case adjacent to one another.
- the on one side of the suction box 10 in its rand wornem area 10R, 10L arranged intermediate strips 18 are individually, in groups or jointly displaced.
- the single intermediate strip 18 is direct or indirect, For example, by means of a acted upon by at least one actuator 20 slide plate 19, displaceable (see. FIG. 2 ) .
- the suction box 10 in the wire direction S (arrow) directly upstream of a sieve 4 leading plate coating 21 with a preferably curved guide surface F21 upstream.
- the length L21 of the guide surface F21 in the wire running direction S (arrow) is in a range of 150 to 400 mm, preferably 200 to 350 mm.
- the plate covering 21 is externally fixedly mounted on the respective cover plate 22 of the suction box 10, for example by means of several screw 23 (see. FIG. 3 ).
- FIG. 2 shows a plan view of the suction box 10 of a Schrägsiebformers invention 1.
- the top view is provided with a section.
- the suction slots 12 of the suction box 10 are, as already stated, in the two edge zones R R , R L of the screen 4 - seen in the wire direction S (arrow) - each provided with a sliding intermediate strip 18, which fitted sealingly between the two adjacent drainage strips 11 are, wherein the intermediate strips 18 of a suction slot 12 together determine a suction zone width B Z , which is smaller than the width B 4 of the screen 4.
- the suction zone width B Z of the suction box 10 is in the range of 1,000 to 11,000 mm, preferably in the range of 1,800 to 10,000 mm, in particular from 3,000 to 8,000. There are, again for clarity, only the in the beginning and end of the suction box 10 - seen in the wire direction (S) - mounted intermediate strips 18 shown.
- the arranged on one side of the suction box 10 intermediate strips 18 are jointly displaceable in the present embodiment, but they can also be individually or in groups displaced.
- the common displacement takes place indirectly, for example by means of an acted upon by an actuator 20 slide plate 19.
- the individual actuator 20 includes in In the present embodiment, a spindle drive 20.1, which acts on two spindle gear 20.21, 20.22 the slide plate 19.
- the individual components 20.1, 20.21, 20.22 are connected to each other via drive shafts 20.31, 20.32.
- a contoured cover plate 22 is arranged, which supports the associated slide plate 19 flat.
- the respective cover plate 22 is provided with corresponding recesses 24 to allow the loading of the mounted slide plate 19 by the spindle gear 20.21, 20.22.
- the suction box 10 is in the wire direction S (arrow) also directly upstream of a sieve 4 leading plate coating 21 with a preferably curved guide surface F 21 upstream.
- the length L 21 of the guide surface F 21 in the wire direction S (arrow) is in a range of 150 to 400 mm, preferably from 200 to 350 mm.
- FIG. 3 shows a longitudinal sectional view of the suction box 10 of the Schrägsiebformers 1 of the invention FIG. 2 ,
- the longitudinal section is also provided with a cut.
- suction slots 12 of the suction box 10 are provided in the edge zone R L of the screen 4, each with a displaceable intermediate strip 18, which are sealingly fitted between the two adjacent drainage strips 11.
- the cover plate 22 is arranged, which supports the associated slide plate 20 flat.
- On the respective cover plate 22 and the lining plate 21 of the suction box 10 is mounted with a preferably curved guiding surface F 21, 23 for example by means of several screw connections
- the length L 21 of the guide surface 21 in F Sieblaufraum S (arrow) is in a range of 150 to 400 mm, preferably from 200 to 350 mm.
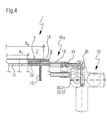
- FIG. 4 shows a marginal and top sectional view of the suction box 10 of the Schrägsiebformers 1 of the invention FIG. 2 according to the section line XX.
- the suction box 10 is provided in its edge region 10 R with a contoured cover plate 22 which supports the associated slide plate 19 by support surface. Below the cover plate 22 of the slide plate 19 acting actuator 20 is arranged by means of a plurality of brackets 25.
- the cover plate 22 is provided with corresponding recesses 24 to allow the loading of the slide plate 19 by the spindle gear 20.21, 20.22.
- the two intermediate strips 18 of a suction slot 12 together determine the suction zone width B Z , which is smaller than the width B 4 of the sieve 4.
- the suction zone width B Z of the suction box 10 is in the range of 1,000 to 11,000 mm, preferably in the range of 1,800 to 10,000 mm, in particular from 3,000 to 8,000.
- the respective intermediate strip 18 has a displacement path V in the range from 1 to 500 mm, preferably from 25 to 200 mm, in particular from 50 to 150 mm, so that it and its two adjacent drainage strips 11 have a coverage Ü in the range from 100 to 400 mm, preferably from 125 to 300 mm, in particular from 50 to 150 mm.
- the two characteristics displacement path V and coverage Ü are merely indicated because they are sufficiently known to the skilled person.
- the invention provides a Schrägsiebformer of the type mentioned, which is a change in the width of the fibrous web to be produced in particular during its operation and in particular in larger latitudes. This possibility of change is also subject to simple handling and is characterized by only minor additional costs in acquisition and operation.
Landscapes
- Paper (AREA)
Abstract
Description
- Die Erfindung betrifft einen Schrägsiebformer einer Maschine zur Herstellung einer Faserstoffbahn, insbesondere einer Langfaserpapier- oder Nassvliesbahn, aus wenigstens einer Faserstoffsuspension mit einem Sieb, welches über einen Umfangsbereich einer Brustwalze läuft und anschließend in Sieblaufrichtung zumindest streckenweise unter einem vorzugsweise schrägen Winkel zur Horizontalen verläuft, wobei in diesem vorzugsweise schrägen Streckenabschnitt des Siebs mindestens ein Stoffauflauf die wenigstens eine Faserstoffsuspension oberseitig auf das Sieb aufbringt, wobei unterseitig des Siebs mindestens ein Entwässerungselement zur Entwässerung der mindestens einen auf das Sieb aufgebrachten Faserstoffsuspension angeordnet ist und wobei das als Saugkasten ausgebildete Entwässerungselement zu dem Sieb hin offen ist, um auf das Sieb und die wenigstens eine auf dem Sieb oberseitig aufgebrachte Faserstoffsuspension eine Saugwirkung auszuüben, und mehrere das Sieb berührende und zueinander beabstandete Entwässerungsleisten aufweist, die sich quer zu der Sieblaufrichtung erstrecken und mehrere Saugschlitze begrenzen.
- Ein derartiger Schrägsiebformer ist beispielsweise aus der deutschen Offenlegungsschrift
DE 10 2004 047 518 A1 bekannt und wird vom Anmelder unter der Bezeichnung "HydroFormer" hergestellt und vertrieben. Er dient primär zur Herstellung von Langfaserpapieren und Nassvliesen, wobei bei dieser Art der Blattbildung Fasern und Fasergemische verschiedener Materialien mit einer Länge von 1 bis 40 mm eingesetzt werden. - Die Entwässerungsbreite dieses Schrägsiebformers, in Fachkreisen auch Formationsbreite genannt, wird allgemein durch die lichte Kastenweite des Stoffauflaufs bestimmt. Diese lichte Kastenweite bestimmt im Wesentlichen auch die Breite der herzustellenden Faserstoffbahn und ist ein konstruktives Grundmerkmal des Stoffauflaufs, welches nicht ohne weiteres geändert werden kann. Somit werden die Entwässerungsbreite und die Breite der herzustellenden Faserstoffbahn des dargestellten Schrägsiebformers bereits bei seiner Auslegung in groben Zügen mehr oder weniger unveränderbar festgelegt.
- Es ist also Aufgabe der Erfindung, einen Schrägformer der eingangs genannten Art derart weiterzuentwickeln, dass die Breite der herzustellenden Faserstoffbahn insbesondere auch während seines Betriebs und insbesondere auch in größeren Breitenbereichen verändert werden kann. Diese Veränderungsmöglichkeit soll zudem einer einfachen Handhabung unterliegen und von lediglich geringen Mehrkosten in Anschaffung und Betrieb geprägt sein.
- Diese Aufgabe wird bei einem Schrägsiebformer der eingangs genannten Art erfindungsgemäß dadurch gelöst, dass wenigstens ein Saugschlitz des Saugkastens in den beiden Randzonen des Siebs mit je einer verschiebbaren Zwischenleiste versehen ist, die jeweils zwischen den beiden benachbarten Entwässerungsleisten dichtend eingepasst ist, wobei die Zwischenleisten eines Saugschlitzes gemeinsam eine Saugzonen-Breite bestimmen, die kleiner als die Breite des Siebs ist.
- Die erfindungsgemäße Aufgabe wird hiermit vollständig gelöst.
- Durch das Vorsehen dieser verschiebbaren Zwischenleisten wird die Möglichkeit geschaffen, die zwischen den Entwässerungsleisten des Saugkastens gebildeten Saugschlitze geometrisch zu verändern, also hinsichtlich ihrer Breite zu verkleinern oder zu vergrößern. Somit wird also über die Saugzonen-Breite die Entwässerungsbreite des Schrägsiebformers verändert.
- In durchgeführten Versuchen hat sich gezeigt, dass die Breite der herzustellenden Faserstoffbahn maßgeblich von der Entwässerungsbreite des Schrägsiebformers bestimmt wird. Wird die Entwässerungsbreite nun unabhängig von der lichten Kastenweite des Stoffauflaufs verkleinert oder vergrößert, so ändert sich aufgrund von erzeugten Querströmungen in der wenigstens einen auf das Sieb aufgebrachten Faserstoffsuspension infolge der lichten Besaugung des Saugkastens entsprechend auch die Breite der herzustellenden Faserstoffbahn. Die wenigstens eine auf das Sieb aufgebrachte Faserstoffsuspension erfährt also hinsichtlich ihrer aufgebrachten Breite eine Verkleinerung oder eine Vergrößerung, die letztlich aufgrund der Entwässerung und der wenigstens einen Faserstoffsuspension fixiert wird. Und diese fixierte Breite der wenigstens einen auf das Sieb aufgebrachten Faserstoffsuspension stellt letztlich die Breite der herzustellenden Faserstoffbahn dar.
- Durch die dargestellte Veränderung der Entwässerungsbreite des Schrägsiebformers kann also auf einfache Weise, also bei einer einfachen Handhabung, die Breite der herzustellenden Faserstoffbahn verändert werden, insbesondere auch während des Betriebs des Schrägsiebformers und insbesondere auch in größeren Breitenbereichen. Überdies ist diese Veränderungsmöglichkeit von lediglich geringen Mehrkosten in Anschaffung und Betrieb des Schrägsiebformers geprägt.
- Damit die Veränderung der Breite der herzustellenden Faserstoffbahn auch wirksam und prozesssicher vollzogen werden kann, sind in einer bevorzugten Ausführungsform mehrere, vorzugsweise alle Saugschlitze des Saugkastens in den beiden Randzonen des Siebs mit je einer verschiebbaren Zwischenleiste versehen.
- Dabei können die auf einer Seite des Saugkastens angeordneten Zwischenleisten einzeln, gruppenweise oder gemeinsam verschiebbar sein. Diese dargelegten Möglichkeiten erlauben eine örtlich individuelle, schnelle, präzise und effektive Veränderung der Entwässerungsbreite des Schrägsiebformers und somit der Breite der herzustellenden Faserstoffbahn. Bei einer gemeinsamen Verschiebung der einseitig angeordneten Zwischenleisten kann das Format der herzustellenden Faserstoffbahn direkt und schnell verändert werden. Hingegen kann bei einer individuellen Verschiebung der einseitig angeordneten Zwischenleisten das Flächengewicht im entsprechenden Randbereich der herzustellenden Faserstoffbahn beeinflusst werden.
- Die einzelne Zwischenleiste ist bevorzugt unmittelbar oder mittelbar, beispielsweise mittels einer von mindestens einem Stellantrieb beaufschlagten Schieberplatte, verschiebbar. Dies erlaubt eine schnelle und präzise Verschiebung bei einer ausgezeichneten Wiederholgenauigkeit. Die unmittelbare Verschiebung einer Zwischenleiste kann beispielsweise manuell, gegebenenfalls unter Zuhilfenahme einer Schablone oder eine Messgeräts, erfolgen.
- Weiterhin ist in dem jeweiligen randseitigen Bereich des Saugkastens in bevorzugter Ausführung wenigstens ein Abdeckblech angeordnet, welches die Schieberplatte flächig lagert. Dieses Abdeckblech verleiht dem System ein ausreichendes Maß an Stabilität und gewährleistet eine andauernde Funktionssicherheit hinsichtlich der möglichen Verschiebungen.
- Das Abdeckblech trägt bevorzugt unterseitig auch den Stellantrieb, so dass dieser einerseits sicher angebracht ist und andererseits gegen möglicherweise schädliche Umgebungseinflüsse ausreichend geschützt ist. Der Stellantrieb umfasst bei Berücksichtigung praktischer Aspekte einen Spindelantrieb, der über mindestens ein Spindelgetriebe die Schieberplatte beaufschlagt. Somit kann selbst bei längeren Saugkästen eine präzise und effektive Veränderung der Entwässerungsbreite des Schrägsiebformers erreicht werden. Prinzipiell kann der Stellantrieb ein elektrischer, ein elektromechanischer, ein magnetischer, ein pneumatischer und/oder ein hydraulischer Antrieb sein.
- Damit die Entwässerungsbreite des Schrägsiebformers unter Berücksichtigung derzeitiger und zukünftiger Anforderungen in gängigen Maßen verändert werden kann, weist die Zwischenleiste bevorzugt einen Verschiebeweg im Bereich von 1 bis 500 mm, vorzugsweise von 25 bis 200 mm, insbesondere von 50 bis 150 mm, auf. Zudem weisen die Zwischenleiste und ihre beiden benachbarten Entwässerungsleisten idealerweise eine Überdeckung im Bereich von 100 bis 400 mm, vorzugsweise von 125 bis 300 mm, insbesondere von 50 bis 150 mm, auf, so dass eine ausreichend stabile und dichtende Führung der einzelnen Zwischenleisten gewährleistet werden kann.
- Ferner liegt die Saugzonen-Breite des Saugkastens bevorzugt im Bereich von 1.000 bis 11.000 mm, vorzugsweise im Bereich von 1.800 bis 10.000 mm, insbesondere von 3.000 bis 8.000. Mit diesen Bereichen lassen sich derzeitige und zukünftige Anforderungen problemlos erfüllen.
- Damit das Sieb möglichst sanft und verschleißarm auf den Saugkasten geführt werden kann, ist ihm in Sieblaufrichtung unmittelbar ein das Sieb führender Plattenbelag mit einer vorzugsweise gekrümmten Führungsfläche vorgeordnet.
- Bei Berücksichtigung praktischer Aspekte kann der Stoffauflauf als ein Mehrschichtenstoffauflauf ausgebildet sein, wobei vorzugsweise eine sektionierte Stoffdichteregelung für zumindest eine Schicht des Mehrschichtenstoffauflaufs vorgesehen ist. Alternativ oder ergänzend können auf dem Schrägsiebformer auch mindestens zwei Stoffaufläufe angeordnet sein, wobei vorzugsweise eine sektionierte Stoffdichteregelung für zumindest eine Lage eines Stoffauflaufs vorgesehen ist.
- Weitere Merkmale und Vorteile der Erfindung ergeben sich aus den Unteransprüchen und der nachfolgenden Beschreibung bevorzugter Ausführungsbeispiele unter Bezugnahme auf die Zeichnung.
- Es zeigen
- Figur 1
- eine schematische Seitenansicht einer vorteilhaften Ausführungsform eines erfindungsgemäßen Schrägsiebformers einer Maschine zur Herstellung einer Faserstoffbahn;
- Figur 2
- eine Draufsicht auf den Saugkasten eines erfindungsgemäßen Schrägsiebformers der
Figur 1 ; - Figur 3
- eine Längsschnittdarstellung des Saugkastens des erfindungsgemäßen Schrägsiebformers der
Figur 2 ; und - Figur 4
- eine randseitige und oberseitige Schnittdarstellung des Saugkastens des erfindungsgemäßen Schrägsiebformers der
Figur 2 gemäß der Schnittlinie X-X. - Die
Figur 1 zeigt eine schematische Seitenansicht eines Schrägsiebformers 1 einer Maschine zur Herstellung einer Faserstoffbahn 2, insbesondere einer Langfaserpapier- oder Nassvliesbahn, aus mindestens einer Faserstoffsuspension 3. - Der Schrägsiebformer 1 weist ein Sieb 4 auf, welches über einen Umfangsbereich 6 einer Brustwalze 5 läuft und anschließend in Sieblaufrichtung S (Pfeil) zumindest streckenweise unter einem Winkel α schräg zur Horizontalen H verläuft, wobei der Winkel α einen Wert im Bereich von 0° bis 45° annehmen kann. In vorliegender Ausführungsform liegt der Winkel α bei etwa 20°. In diesem schrägen Streckenabschnitt 7 des Siebs 4 bringt ein Stoffauflauf 8 die Faserstoffsuspension 3 oberseitig auf das Sieb 4 auf und unterseitig ist ein Entwässerungselement 9 zur Entwässerung der auf das Sieb 4 aufgebrachten Faserstoffsuspension 3 angeordnet.
- Der Stoffauflauf 8 ist derart angeordnet, dass er im Bereich des Entwässerungselements 9 die vorzugsweise vollständige Faserstoffsuspension 3 auf das Sieb 4 aufbringt, die Vorderwand 8.1 des Stoffauflaufs 8 also im Abschlussbereich des Entwässerungselements 9 endet und somit einen Auslaufspalt A bildet. Alternativ könnte auch das Entwässerungselement 9 über den Auftragungsbereich des Stoffauflaufs 8 hinausgehen.
- Der in der
Figur 1 dargestellte Stoffauflauf 8 ist ein herkömmlicher Stoffauflauf bekannter Bauart und erprobter Funktionsweise. Er kann in weiterer Ausgestaltung auch als ein Mehrschichtenstoffauflauf ausgebildet sein, wobei vorzugsweise eine sektionierte Stoffdichteregelung (Verdünnungswasser-Technologie) für zumindest eine Schicht dieses Mehrschichtenstoffauflaufs vorgesehen ist. Oder es können mindestens zwei Stoffaufläufe im Bereich des Schrägsiebformers angeordnet sein, wobei vorzugsweise eine sektionierte Stoffdichteregelung ("Verdünnungswasser-Technologie") für zumindest eine Lage eines Stoffauflaufs vorgesehen ist. Eine derartige sektionierte Stoffdichteregelung ist beispielsweise in der deutschen PatentschriftDE 40 19 593 C2 dargestellt und beschrieben. - Das dargestellte Entwässerungselement 9 ist als ein dem Fachmann bekannter Saugkasten 10 ausgebildet, der zu dem Sieb 4 hin offen ist, um das Sieb 4 und die wenigstens eine auf dem Sieb 4 oberseitig aufgebrachte Faserstoffsuspension 3 eine Saugwirkung auszuüben. Ferner weist der Saugkasten 10 mehrere das Sieb 4 berührende und zueinander beabstandete Entwässerungsleisten 11 auf, die sich quer zu der Sieblaufrichtung S (Pfeil) erstrecken und mehrere Saugschlitze 12 begrenzen.
- Der Saugkasten 10 weist ferner in Sieblaufrichtung S (Pfeil) beispielsweise fünf Saugzonen Z1 bis Z5 auf. Die Anzahl der Saugzonen des Saugkastens 10 bewegt sich im Regelfall zwischen vier und acht Saugzonen, vorzugsweise zwischen fünf und sechs Saugzonen. Die Saugzonen Z1 bis Z5 des dargestellten Saugkastens 10 sind mit zumindest zwei unterschiedlichen Unterdrücken U1, U2 beaufschlagbar, die von zwei getrennten Unterdruckquellen 13.1, 13.2 für die Zonen Z1, Z2, Z3 und Z4, Z5 erzeugt werden. Die Unterdruckquellen 13.1, 13.2 können beispielsweise als vorzugsweise steuer-/regelbare Vakuumpumpen ausgeführt sein. Natürlich kann auch nur eine Unterdruckquelle vorhanden sein, welche vorzugsweise im unteren Bereich des Saugkastens in Eingriff kommt. Das im Bereich des Saugkastens 10 aus der Faserstoffsuspension 3 entnommene Siebwasser 14 ist mittels eines Siebwasserablaufs 15 ab- und dem bekannten Siebwasserkreislauf zuführbar. Auch können statt einem einzigen Saugkasten 10 mehrere hintereinander angeordnete Saugkästen vorhanden sein.
- Am Ende des schrägen Streckenabschnitts 7 ist das Sieb 4 samt aufliegender Faserstoffbahn 2 über eine Leitwalze 16 geführt, ehe die Faserstoffbahn 2 in bekannter Weise von dem Sieb 4 abgenommen und weiteren Maschinensektionen zugeführt wird. Das Sieb 4 ist anschließend über mehrere Leitwalzen 17 zur Brustwalze 5 zurückgeführt. Während dieser Zurückführung wird das Sieb 4 im Regelfall mittels einer bekannten Reinigungseinrichtung gereinigt.
- Weiterhin kann in nicht dargestellter Ausführung mindestens ein das Sieb 4 führendes Element, wie beispielsweise die Brustwalze 5, mit wenigstens einem an ihm wirkenden Schüttelwerk zu dessen oszillierender Bewegung quer zur Sieblaufrichtung S (Pfeil) verbunden sein. Ein derartiges Schüttelwerk zählt im Grunde zum bekannten Stand der Technik, ist beispielsweise aus der deutschen Offenlegungsschrift
DE 197 04 730 A1 oder aus der deutschen GebrauchsmusterschriftG 93 17 640 U1 bekannt und wird vom Anmelder unter der Bezeichnung "DuoShake" hergestellt und vertrieben. - Die Saugschlitze 12 des Saugkastens 10 sind nun in den beiden Randzonen RR, RL des Siebs 4 - in Sieblaufrichtung S (Pfeil) gesehen - mit je einer verschiebbaren Zwischenleiste 18 versehen, die zwischen den beiden benachbarten Entwässerungsleisten 11 dichtend eingepasst, wobei die Zwischenleisten 18 eines Saugschlitzes 12 gemeinsam eine Saugzonen-Breite BZ bestimmen, die kleiner als die Breite B4 des Siebs 4 ist (vgl.
Figur 2 ). Die jeweilige Zwischenleiste 18 weist also zumindest bereichsweise entlang ihrer Höhe die konträre Außenkontur der jeweils einseitig anliegenden Entwässerungsleiste 11 auf. - Die auf einer Seite des Saugkastens 10 in dessen randseitigem Bereich 10R, 10L angeordneten Zwischenleisten 18 sind einzeln, gruppenweise oder gemeinsam verschiebbar. Hierbei ist die einzelne Zwischenleiste 18 unmittelbar oder mittelbar, beispielsweise mittels einer von mindestens einem Stellantrieb 20 beaufschlagten Schieberplatte 19, verschiebbar (vgl.
Figur 2 ). - Weiterhin ist dem Saugkasten 10 in Sieblaufrichtung S (Pfeil) unmittelbar ein das Sieb 4 führender Plattenbelag 21 mit einer vorzugsweise gekrümmten Führungsfläche F21 vorgeordnet. Die Länge L21 der Führungsfläche F21 in Sieblaufrichtung S (Pfeil) liegt in einem Bereich von 150 bis 400 mm, vorzugsweise von 200 bis 350 mm. Der Plattenbelag 21 ist außenseitig fest auf dem jeweiligen Abdeckblech 22 des Saugkastens 10 angebracht, beispielsweise mittels mehrerer Verschraubungen 23 (vgl.
Figur 3 ). - Die
Figur 2 zeigt eine Draufsicht auf den Saugkasten 10 eines erfindungsgemäßen Schrägsiebformers 1. Der Übersicht halber ist die Draufsicht mit einem Schnitt versehen. - Die Saugschlitze 12 des Saugkastens 10 sind, wie bereits dargelegt, in den beiden Randzonen RR, RL des Siebs 4 - in Sieblaufrichtung S (Pfeil) gesehen - mit je einer verschiebbaren Zwischenleiste 18 versehen, die zwischen den beiden benachbarten Entwässerungsleisten 11 dichtend eingepasst sind, wobei die Zwischenleisten 18 eines Saugschlitzes 12 gemeinsam eine Saugzonen-Breite BZ bestimmen, die kleiner als die Breite B4 des Siebs 4 ist. Die Saugzonen-Breite BZ des Saugkastens 10 liegt im Bereich von 1.000 bis 11.000 mm, vorzugsweise im Bereich von 1.800 bis 10.000 mm, insbesondere von 3.000 bis 8.000. Es sind, erneut der Übersicht halber, lediglich die im Anfangs- und Endbereich des Saugkastens 10 - in Sieblaufrichtung (S) gesehen - angebrachten Zwischenleisten 18 dargestellt.
- Die auf einer Seite des Saugkastens 10 angeordneten Zwischenleisten 18 sind in vorliegender Ausführung gemeinsam verschiebbar, sie können jedoch auch einzeln oder gruppenweise verschiebbar sein. Die gemeinsame Verschiebung erfolgt mittelbar, beispielsweise mittels einer von einem Stellantrieb 20 beaufschlagten Schieberplatte 19. Der einzelne Stellantrieb 20 umfasst in vorliegender Ausführungsform einen Spindelantrieb 20.1, der über zwei Spindelgetriebe 20.21, 20.22 die Schieberplatte 19 beaufschlagt. Die einzelnen Komponenten 20.1, 20.21, 20.22 sind über Antriebswellen 20.31, 20.32 miteinander verbunden.
- Ferner ist in dem jeweiligen randseitigen Bereich 10R, 10L des Saugkastens 10 ein konturiertes Abdeckblech 22 angeordnet, welches die dazugehörige Schieberplatte 19 flächig lagert. Das jeweilige Abdeckblech 22 ist mit entsprechenden Aussparungen 24 versehen, um die Beaufschlagung der gelagerten Schieberplatte 19 durch die Spindelgetriebe 20.21, 20.22 zu ermöglichen.
- Dem Saugkasten 10 ist in Sieblaufrichtung S (Pfeil) überdies unmittelbar ein das Sieb 4 führender Plattenbelag 21 mit einer vorzugsweise gekrümmten Führungsfläche F21 vorgeordnet. Die Länge L21 der Führungsfläche F21 in Sieblaufrichtung S (Pfeil) liegt in einem Bereich von 150 bis 400 mm, vorzugsweise von 200 bis 350 mm.
- Die
Figur 3 zeigt eine Längsschnittdarstellung des Saugkastens 10 des erfindungsgemäßen Schrägsiebformers 1 derFigur 2 . Der Übersicht halber ist auch die Längsschnittdarstellung mit einem Schnitt versehen. - Es ist deutlich zu erkennen, dass die Saugschlitze 12 des Saugkastens 10 in der Randzone RL des Siebs 4 mit je einer verschiebbaren Zwischenleiste 18 versehen sind, die zwischen den beiden benachbarten Entwässerungsleisten 11 dichtend eingepasst sind.
- In dem randseitigen Bereich 10L des Saugkastens 10 ist das Abdeckblech 22 angeordnet, welches die dazugehörige Schieberplatte 20 flächig lagert. An dem jeweiligen Abdeckblech 22 ist auch der Plattenbelag 21 des Saugkastens 10 mit einer vorzugsweise gekrümmten Führungsfläche F21 angebracht, beispielsweise mittels mehrerer Verschraubungen 23. Die Länge L21 der Führungsfläche F21 in Sieblaufrichtung S (Pfeil) liegt in einem Bereich von 150 bis 400 mm, vorzugsweise von 200 bis 350 mm.
- Die
Figur 4 zeigt eine randseitige und oberseitige Schnittdarstellung des Saugkastens 10 des erfindungsgemäßen Schrägsiebformers 1 derFigur 2 gemäß der Schnittlinie X-X. - Der Saugkastens 10 ist in seinem randseitigen Bereich 10R mit einem konturierten Abdeckblech 22 versehen, welches die dazugehörige Schieberplatte 19 durch Auflage flächig lagert. Unterhalb des Abdeckblechs 22 ist der die Schieberplatte 19 beaufschlagende Stellantrieb 20 mittels mehrerer Halterungen 25 angeordnet. Das Abdeckblech 22 ist mit entsprechenden Aussparungen 24 versehen, um die Beaufschlagung der Schieberplatte 19 durch die Spindelgetriebe 20.21, 20.22 zu ermöglichen.
- Die beiden Zwischenleisten 18 eines Saugschlitzes 12 bestimmen gemeinsam die Saugzonen-Breite BZ, die kleiner als die Breite B4 des Siebs 4 ist. Die Saugzonen-Breite BZ des Saugkastens 10 liegt im Bereich von 1.000 bis 11.000 mm, vorzugsweise im Bereich von 1.800 bis 10.000 mm, insbesondere von 3.000 bis 8.000.
- Die jeweilige Zwischenleiste 18 weist hierzu einen Verschiebeweg V im Bereich von 1 bis 500 mm, vorzugsweise von 25 bis 200 mm, insbesondere von 50 bis 150 mm, auf, so dass sie und ihre beiden benachbarten Entwässerungsleisten 11 eine Überdeckung Ü im Bereich von 100 bis 400 mm, vorzugsweise von 125 bis 300 mm, insbesondere von 50 bis 150 mm, aufweisen. Die beiden Merkmale Verschiebeweg V und Überdeckung Ü sind lediglich angedeutet, da sie dem Fachmann ausreichend bekannt sind.
- Zusammenfassend ist festzuhalten, dass durch die Erfindung ein Schrägsiebformer der eingangs genannten Art geschaffen wird, der eine Veränderung der Breite der herzustellenden Faserstoffbahn insbesondere auch während seines Betriebs und insbesondere auch in größeren Breitenbereichen ermöglicht. Diese Veränderungsmöglichkeit unterliegt zudem einer einfachen Handhabung und ist von lediglich geringen Mehrkosten in Anschaffung und Betrieb geprägt.
-
- 1
- Schrägsiebformer
- 2
- Faserstoffbahn
- 3
- Faserstoffsuspension
- 4
- Sieb
- 5
- Brustwalze
- 6
- Umfangsbereich
- 7
- Streckenabschnitt
- 8
- Stoffauflauf
- 8.1
- Vorderwand
- 9
- Entwässerungselement
- 10
- Saugkasten
- 10L
- Randseitiger Bereich
- 10R
- Randseitiger Bereich
- 11
- Entwässerungsleiste
- 12
- Saugschlitz
- 13.1
- Unterdruckquelle
- 13.2
- Unterdruckquelle
- 14
- Siebwasser
- 15
- Siebwasserablauf
- 16
- Leitwalze
- 17
- Leitwalze
- 18
- Zwischenleiste
- 19
- Schieberplatte
- 20
- Stellantrieb
- 20.1
- Spindelantrieb
- 20.21
- Spindelgetriebe
- 20.22
- Spindelgetriebe
- 20.31
- Antriebswelle
- 20.32
- Antriebswelle
- 21
- Plattenbelag
- 22
- Abdeckblech
- 23
- Verschraubung
- 24
- Aussparung
- 25
- Halterung
- A
- Auslaufspalt
- B4
- Breite
- BZ
- Saugzonen-Breite
- F21
- Führungsfläche
- H
- Horizontale
- L21
- Länge
- RL
- Randzone
- RR
- Randzone
- S
- Sieblaufrichtung (Pfeil)
- Ü
- Überdeckung
- U1
- Unterdruck
- U2
- Unterdruck
- V
- Verschiebeweg
- X-X
- Schnittlinie
- Z1
- Saugzone
- Z2
- Saugzone
- Z3
- Saugzone
- Z4
- Saugzone
- Z5
- Saugzone
- α
- Winkel
Claims (13)
- Schrägsiebformer (1) einer Maschine zur Herstellung einer Faserstoffbahn (2), insbesondere einer Langfaserpapier- oder Nassvliesbahn, aus wenigstens einer Faserstoffsuspension (3) mit einem Sieb (4), welches über einen Umfangsbereich (6) einer Brustwalze (5) läuft und anschließend in Sieblaufrichtung (S) zumindest streckenweise unter einem vorzugsweise schrägen Winkel (α) zur Horizontalen (H) verläuft, wobei in diesem vorzugsweise schrägen Streckenabschnitt (7) des Siebs (4) mindestens ein Stoffauflauf (8) die wenigstens eine Faserstoffsuspension (3) oberseitig auf das Sieb (4) aufbringt, wobei unterseitig des Siebs (4) mindestens ein Entwässerungselement (9) zur Entwässerung der mindestens einen auf das Sieb (4) aufgebrachten Faserstoffsuspension (3) angeordnet ist und wobei das als Saugkasten (10) ausgebildete Entwässerungselement (9) zu dem Sieb (4) hin offen ist, um auf das Sieb (4) und die wenigstens eine auf dem Sieb (4) oberseitig aufgebrachte Faserstoffsuspension (3) eine Saugwirkung auszuüben, und mehrere das Sieb (4) berührende und zueinander beabstandete Entwässerungsleisten (11) aufweist, die sich quer zu der Sieblaufrichtung (S) erstrecken und mehrere Saugschlitze (12) begrenzen,
dadurch gekennzeichnet,
dass wenigstens ein Saugschlitz (12) des Saugkastens (10) in den beiden Randzonen (RR, RL) des Siebs (4) mit je einer verschiebbaren Zwischenleiste (18) versehen ist, die jeweils zwischen den beiden benachbarten Entwässerungsleisten (11) dichtend eingepasst ist, wobei die Zwischenleisten (18) eines Saugschlitzes (12) gemeinsam eine Saugzonen-Breite (BZ) bestimmen, die kleiner als die Breite (B4) des Siebs (4) ist. - Schrägsiebformer (1) nach Anspruch 1,
dadurch gekennzeichnet,
dass mehrere, vorzugsweise alle Saugschlitze (12) des Saugkastens (10) in den beiden Randzonen (RR, RL) des Siebs (4) mit je einer verschiebbaren Zwischenleiste (18) versehen sind. - Schrägsiebformer (1) nach Anspruch 1 oder 2,
dadurch gekennzeichnet,
dass die auf einer Seite des Saugkastens (10) angeordneten Zwischenleisten (18) einzeln, gruppenweise oder gemeinsam verschiebbar sind. - Schrägsiebformer (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Zwischenleiste (18) unmittelbar oder mittelbar, beispielsweise mittels einer von mindestens einem Stellantrieb (20) beaufschlagten Schieberplatte (19), verschiebbar ist. - Schrägsiebformer (1) nach Anspruch 4,
dadurch gekennzeichnet,
dass in dem jeweiligen randseitigen Bereich (10R, 10L) des Saugkastens (10) wenigstens ein Abdeckblech (22) angeordnet ist, welches die Schieberplatte (19) flächig lagert. - Schrägsiebformer (1) nach Anspruch 4 oder 5,
dadurch gekennzeichnet,
dass das Abdeckblech (22) den Stellantrieb (20) vorzugsweise unterseitig trägt. - Schrägsiebformer (1) nach einem der Ansprüche 4 bis 6,
dadurch gekennzeichnet,
dass der Stellantrieb (29) einen Spindelantrieb (20.1) umfasst, der über mindestens ein Spindelgetriebe (20.21, 20.22) die Schieberplatte (19) beaufschlagt. - Schrägsiebformer (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Zwischenleiste (18) einen Verschiebeweg (V) im Bereich von 1 bis 500 mm, vorzugsweise von 25 bis 200 mm, insbesondere von 50 bis 150 mm, aufweist. - Schrägsiebformer (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Zwischenleiste (18) und ihre beiden benachbarten Entwässerungsleisten (11) eine Überdeckung (Ü) im Bereich von 100 bis 400 mm, vorzugsweise von 125 bis 300 mm, insbesondere von 50 bis 150 mm, aufweisen. - Schrägsiebformer (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass die Saugzonen-Breite (BZ) des Saugkastens (10) im Bereich von 1.000 bis 11.000 mm, vorzugsweise im Bereich von 1.800 bis 10.000 mm, insbesondere von 3.000 bis 8.000, liegt. - Schrägsiebformer (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass dem Saugkasten (10) in Sieblaufrichtung (S) unmittelbar ein das Sieb (4) führender Plattenbelag (21) mit einer vorzugsweise gekrümmten Führungsfläche (F21) vorgeordnet ist. - Schrägsiebformer (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass der Stoffauflauf (8) als ein Mehrschichtenstoffauflauf ausgebildet ist, wobei vorzugsweise eine sektionierte Stoffdichteregelung für zumindest eine Schicht des Mehrschichtenstoffauflaufs vorgesehen ist. - Schrägsiebformer (1) nach einem der vorhergehenden Ansprüche,
dadurch gekennzeichnet,
dass mindestens zwei Stoffaufläufe angeordnet sind, wobei vorzugsweise eine sektionierte Stoffdichteregelung für zumindest eine Lage eines Stoffauflaufs (8) vorgesehen ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200710033395 DE102007033395A1 (de) | 2007-07-18 | 2007-07-18 | Schrägsiebformer einer Maschine zur Herstellung einer Faserstoffbahn aus wenigstens einer Faserstoffsuspension |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP2017384A2 true EP2017384A2 (de) | 2009-01-21 |
| EP2017384A3 EP2017384A3 (de) | 2011-05-18 |
| EP2017384B1 EP2017384B1 (de) | 2012-12-05 |
Family
ID=39865103
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP20080159838 Not-in-force EP2017384B1 (de) | 2007-07-18 | 2008-07-07 | Schrägsiebformer einer Maschine zur Herstellung einer Faserstoffbahn aus wenigstens einer Faserstoffsuspension |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP2017384B1 (de) |
| DE (1) | DE102007033395A1 (de) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103290718A (zh) * | 2012-02-24 | 2013-09-11 | 胡正富 | 造纸设备 |
| US20130269898A1 (en) * | 2010-12-17 | 2013-10-17 | Oji Holdings Corporation | Device for producing fibrous sheet |
| CN110777554A (zh) * | 2019-10-28 | 2020-02-11 | 华南理工大学 | 一种基于吸水箱的横幅定量调节方法及斜网成型器 |
| CN118581758A (zh) * | 2024-06-03 | 2024-09-03 | 河南逸祥卫生科技有限公司 | 一种湿法成网工艺 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015001008A1 (de) | 2015-01-28 | 2016-07-28 | Andritz Küsters Gmbh | Verfahren und Vorrichtung zur Herstellung von nassgelegten Vliesstoffen |
| DE102015005384A1 (de) | 2015-04-28 | 2016-11-03 | Andritz Küsters Gmbh | Verfahren und Vorrichtung zur Herstellung von nassgelegten Vliesstoffen |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4081321A (en) | 1975-11-06 | 1978-03-28 | J. M. Voith Gmbh | Movable deckle within headbox outlet |
| DE4019593C2 (de) | 1990-06-20 | 1994-01-20 | Voith Gmbh J M | Stoffauflauf für Papiermaschinen |
| DE9317640U1 (de) | 1993-11-18 | 1994-01-27 | Dörries GmbH, 52349 Düren | Einrichtung zur Walzenschüttelung |
| DE19704730A1 (de) | 1997-02-07 | 1998-08-13 | Voith Sulzer Papiermasch Gmbh | Schüttelvorrichtung |
| DE102004047518A1 (de) | 2004-09-28 | 2006-03-30 | Voith Paper Patent Gmbh | Verfahren und Schrägsiebformer einer Maschine zur Herstellung einer Faserstoffbahn aus mindestens einer Faserstoffsuspension |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5076894A (en) * | 1990-05-04 | 1991-12-31 | Simmons Holt W | Suction box apparatus with composite cover elements mounted in slots on cross braces |
-
2007
- 2007-07-18 DE DE200710033395 patent/DE102007033395A1/de not_active Withdrawn
-
2008
- 2008-07-07 EP EP20080159838 patent/EP2017384B1/de not_active Not-in-force
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4081321A (en) | 1975-11-06 | 1978-03-28 | J. M. Voith Gmbh | Movable deckle within headbox outlet |
| DE4019593C2 (de) | 1990-06-20 | 1994-01-20 | Voith Gmbh J M | Stoffauflauf für Papiermaschinen |
| DE9317640U1 (de) | 1993-11-18 | 1994-01-27 | Dörries GmbH, 52349 Düren | Einrichtung zur Walzenschüttelung |
| DE19704730A1 (de) | 1997-02-07 | 1998-08-13 | Voith Sulzer Papiermasch Gmbh | Schüttelvorrichtung |
| DE102004047518A1 (de) | 2004-09-28 | 2006-03-30 | Voith Paper Patent Gmbh | Verfahren und Schrägsiebformer einer Maschine zur Herstellung einer Faserstoffbahn aus mindestens einer Faserstoffsuspension |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130269898A1 (en) * | 2010-12-17 | 2013-10-17 | Oji Holdings Corporation | Device for producing fibrous sheet |
| US8845862B2 (en) * | 2010-12-17 | 2014-09-30 | Oji Holdings Corporation | Device for producing fibrous sheet |
| CN103290718A (zh) * | 2012-02-24 | 2013-09-11 | 胡正富 | 造纸设备 |
| CN103290718B (zh) * | 2012-02-24 | 2016-02-10 | 胡正富 | 造纸设备 |
| CN110777554A (zh) * | 2019-10-28 | 2020-02-11 | 华南理工大学 | 一种基于吸水箱的横幅定量调节方法及斜网成型器 |
| CN110777554B (zh) * | 2019-10-28 | 2021-10-26 | 华南理工大学 | 一种基于吸水箱的横幅定量调节方法及斜网成型器 |
| CN118581758A (zh) * | 2024-06-03 | 2024-09-03 | 河南逸祥卫生科技有限公司 | 一种湿法成网工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE102007033395A1 (de) | 2009-02-19 |
| EP2017384A3 (de) | 2011-05-18 |
| EP2017384B1 (de) | 2012-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2017384B1 (de) | Schrägsiebformer einer Maschine zur Herstellung einer Faserstoffbahn aus wenigstens einer Faserstoffsuspension | |
| DE69221034T2 (de) | Siebbelastungsvorrichtung in einer Papiermaschine | |
| DE3329833C2 (de) | Vorrichtung zur Entwässerung einer Papierbahn oder dergleichen | |
| DE2641521B2 (de) | Papiermaschine, insbesondere zum Herstellen von Tissue-Papier | |
| DE69020106T2 (de) | Doppelsiebformer in einer Papiermaschine. | |
| DE3344217A1 (de) | Vorrichtung zum ueberfuehren einer papierbahn von der pressen- in die trockenpartie einer papiermaschine | |
| DE3045279C2 (de) | ||
| DE2549726A1 (de) | Siebpartie einer maschine zum herstellen einer faserbahn | |
| DE69713104T2 (de) | Doppelsiebformer für eine papiermaschine | |
| DE602005002646T2 (de) | Vorrichtung und verfahren für eine papiermaschine | |
| EP0967323B1 (de) | Doppelsiebformer | |
| AT9223U1 (de) | Entwässerungselement in der siebpartie einer materialbahn-herstellungsmaschine und deckel des entwässerungselements einer materialbahn-herstellungsmaschine | |
| DE1925407A1 (de) | Papierbildung | |
| DE2051048A1 (de) | Siebpartie einer Maschine zum Herstellen einer Faserbahn | |
| DE4002305A1 (de) | Entwaesserungsvorrichtung an einem doppelsiebformer | |
| DE3803805C1 (de) | ||
| DE2826158A1 (de) | Verfahren und maschine zur herstellung von faserbahnen | |
| DE591715C (de) | Vorrichtung zum Regeln der Entwaesserung von Stoffbahnen auf Langsieben von Papier-, Karton- u. dgl. Maschinen | |
| DE2414388C3 (de) | Bahnbildungszone einer Langsieb-Papiermaschine | |
| DE60213359T2 (de) | Vorrichtung zur Herstellung einer Papier- oder Pappebahn | |
| DE1461074C3 (de) | Nasspresse für Papiermaschinen | |
| AT347228B (de) | Laufregulierungseinrichtung zur fuehrung eines bandes | |
| DE1511189C (de) | Entwässerungsvorrichtung für eine Langsieb-Papiermaschine | |
| DE102007000065A1 (de) | Verfahren zur Herstellung einer Faserstoffbahn und Doppelsiebformer zur Durchführung des Verfahrens | |
| DE3800801A1 (de) | Stationaere stuetzvorrichtung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20111118 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| 17Q | First examination report despatched |
Effective date: 20120612 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 587366 Country of ref document: AT Kind code of ref document: T Effective date: 20121215 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008008819 Country of ref document: DE Effective date: 20130131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130305 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130316 Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: VDEP Effective date: 20121205 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130306 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130305 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130405 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20130405 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 |
|
| 26N | No opposition filed |
Effective date: 20130906 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008008819 Country of ref document: DE Effective date: 20130906 |
|
| BERE | Be: lapsed |
Owner name: VOITH PATENT G.M.B.H. Effective date: 20130731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20130707 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R119 Ref document number: 502008008819 Country of ref document: DE Effective date: 20140201 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST Effective date: 20140331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130707 Ref country code: FI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130707 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20140201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130707 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 587366 Country of ref document: AT Kind code of ref document: T Effective date: 20130707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130707 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20121205 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20130707 Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20080707 |