EP2010347B1 - Spritzdüsen-verstelleinrichtung - Google Patents
Spritzdüsen-verstelleinrichtung Download PDFInfo
- Publication number
- EP2010347B1 EP2010347B1 EP07711678A EP07711678A EP2010347B1 EP 2010347 B1 EP2010347 B1 EP 2010347B1 EP 07711678 A EP07711678 A EP 07711678A EP 07711678 A EP07711678 A EP 07711678A EP 2010347 B1 EP2010347 B1 EP 2010347B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- spray
- strand
- adjusting device
- nozzle
- spray nozzles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/124—Accessories for subsequent treating or working cast stock in situ for cooling
- B22D11/1246—Nozzles; Spray heads
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B45/00—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills
- B21B45/02—Devices for surface or other treatment of work, specially combined with or arranged in, or specially adapted for use in connection with, metal-rolling mills for lubricating, cooling, or cleaning
- B21B45/0203—Cooling
- B21B45/0209—Cooling devices, e.g. using gaseous coolants
- B21B45/0215—Cooling devices, e.g. using gaseous coolants using liquid coolants, e.g. for sections, for tubes
- B21B45/0233—Spray nozzles, Nozzle headers; Spray systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/08—Accessories for starting the casting procedure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/22—Controlling or regulating processes or operations for cooling cast stock or mould
Definitions
- the invention relates to a spray nozzle adjustment device in a strand guide of a slab continuous casting plant for the production of metal strands of different strand width
- the strand guide comprises supported in a scaffolding frame strand guide rollers, which form a transport path for the metal strand and this transport path in a normal to the strand conveying direction plane between adjacent , in strand conveying direction successive, strand guide rollers are associated with at least two spray nozzles with which fan-shaped coolant jets are applied to a broad side surface (1 a, 1 b) of the metal strand and each with an adjusting device for changing the distance of the spray nozzles to each other and to change the normal distance of Spray nozzles are connected by the transport path and each arranged in a plane perpendicular to the strand conveying direction plane spray nozzle is associated with a spray nozzle holder.
- the coolant usually atomized water or a water-air mixture, is spray-shaped by means of spray nozzles into a free space between successive in the strand conveying direction strand guide rollers. Since in a continuous casting usually metal strands are cast with different strand width, it is necessary to position the spray nozzles so that a uniform coolant loading of the strand surface is achieved in a direction normal to the strand transport direction plane. In strands with slab cross-sections, this cooling is limited here mainly to the broad side surfaces of the cast strand.
- a nozzle adjustment is known in which a plurality of spray nozzles are hinged to a lever system, for example in the manner of a parallel link system.
- An adjustment of this lever system causes in the described embodiment with three arranged in a plane spray nozzles the formation of three Sprühf kauern that are adjustable at each selected slab width with constant overlap area and without overmolding the slab edges from an operating position to another operating position.
- an element of the lever mechanism is moved with an adjusting spindle in the desired direction.
- the Düsenverstell featured in the strand guide at a small distance to the hot metal strand in a thermally highly loaded area and are also subject to a high pollution load, so that the joints of these complex kinematic chains are prone to failure in their functionality.
- these movable internals are in the strand guide elements or segments in hard to reach areas, making repair work are difficult to perform.
- Object of the present invention is therefore to avoid the disadvantages described above and to propose a Spritzdüsenverstell Surprise, which is characterized by particular ease of maintenance and good accessibility.
- the angle of inclination of the adjusting piston of the adjustment to the imaginary surface of the transport path in a plane normal to the strand conveying direction corresponds to the opening angle of the emerging from the spray nozzle coolant jet.
- the opening angle of the coolant jet is also in this plane.
- the opening angle of the coolant jet issuing from the spray nozzle and thus the design of the spray nozzle must be determined so that the spray pressure of the coolant jet impinging on the strand surface does not vary too much depending on the distance of the spray nozzle from the metal strand surface.
- the opening angle and the distance of the nozzle opening from the strand surface, the specific coolant application and thus the cooling power is influenced at the strand surface.
- treated cooling water water cooling
- a nebulizer preferably air
- atomized cooling water air-mist cooling
- the number of necessary adjustment along the strand guide should be minimized. This can be achieved by assigning spray nozzles arranged one behind the other along the transport path in a plurality of successive planes in the strand conveying direction to a spray nozzle holder extending in the strand conveying direction and being synchronously adjustable with the latter.
- the longitudinal axis of the adjusting piston of the adjusting device and the longitudinal axes of the at least one guide element are arranged in a plane and the adjusting piston of the adjusting device is preferably arranged between two guide elements.
- the adjusting device preferably comprises a hydraulically or pneumatically actuated pressure medium cylinder.
- the spray nozzle comprises in addition to the actual nozzle body, in which the atomization of the spray and at the outlet opening of which the formation of the Sprühfumbleers takes place, a coolant line and a coolant passage, wherein the coolant passage is connected to the spray nozzle holder, and the coolant line in a guide element in a plane lying normal to the strand conveying direction is slidably guided and the guide element is fixed in a strand guide roller support frame on the scaffolding frame of this strand guide roller support frame.
- the coolant line comprises in a two-fluid cooling both a conduit for the cooling water and a line for the Zerstäuberstoff.
- the guide element for receiving the coolant line is formed as a guide fork with a lying in a normal to the strand conveying direction open guide slot.
- the guide member may be adjustably configured to allow accurate positioning of the spray nozzles between successive strand guide rollers.
- the coolant feedthrough is designed as a rotary feedthrough which forms a pivoting movement in one parallel to the strand conveying direction lying level permits.
- the coolant line is reinforced with a support plate in a direction normal to the strand conveying direction plane.
- the spray nozzle holder of the external spray nozzles are connected to a connecting linkage and arranged between these outer spray nozzles further spray nozzles are suspended with their spray nozzle holders on this connecting linkage.
- a structurally simple embodiment is that in the arrangement of at least 3 spray nozzles in a plane lying normal to the strand conveying direction, the inner spray nozzles are fixed to an immovably fixed spray nozzle holder.
- a displacement sensor and a preferably hydraulic actuator for position setting of the actuating piston assigned, which in turn are connected to the plant control system.
- the adjusting device for positioning the spray nozzles comprises a hydraulic actuator with switching valves, which are controlled via a three-point controller or via a pulse width modulated controller.
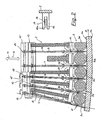
- FIGS. 1 and 2 the arrangement of the spray nozzle adjusting device according to the invention in the strand guide of a continuous slab caster is shown schematically.
- Fig. 2 12 illustrates, in a partial longitudinal section through the continuous casting plant, the transition region from a bent section of the strand guide into a straight section of the strand guide in the outlet region of a continuous casting plant, making obvious the essential components of the spray nozzle adjustment device and their advantages in these two geometrically different positions.
- each spray nozzles 4, 5, 6, 7, 8 are arranged, wherein in a plane normal to Strangtransportides, for example, in a sectional plane in the spray nozzle 5, two spray nozzles 5a, 5b are arranged, with which fan-shaped coolant jets 9a, 9b are applied to a broad side surface 1a of the metal strand 1 that a largely even coolant is applied. If, for example, a metal strand 1 'wider than the metal strand 1 is cast, the positions of the spray nozzles 5a, 5b are adjusted according to the positions represented by the reference numerals 5a' and 5b 'in dashed lines.
- fan-shaped coolant jets 9a 'and 9b' are automatically adjusted, with which in turn the entire strand width can be uniformly cooled.
- the required amount of coolant can be regulated, for example, by an increased injection pressure to the now larger strand width.
- Each spray nozzle 5a, 5b is connected to a spray nozzle holder 10, which in turn with the adjusting piston 11 of an adjusting 12, no relative movement permitting, is firmly connected.
- the adjusting device 12 is indicated only schematically with the actuating piston 11 by a double arrow illustrating the common possibility of movement of the actuating piston and the spray nozzle holder 10.
- the adjusting device 12 comprises a hydraulically or pneumatically actuable pressure cylinder 40.
- the spray nozzle holder 10 is, for example, in a format change from a metal strand 1 with a first widths to a metal strand 1 'with a second, for example, greater width by retracting the control piston 11 of the adjusting 12 in one Position corresponding to the spray nozzle holder 10 'brought, whereby the optimum for this casting width coolant jet is adjusted.
- the adjusting device 12 is attached to the frame construction of the strand guide 2 in a region which is as far as possible from the hot metal strand, thus on a support bracket 13 on the side remote from the hot metal strand 1 side of the strand guide frame construction.
- a plurality of injection nozzles 4, 5, 6 or 7, 8 arranged one after another in this respective region in the strand conveying direction are fastened to a common injection nozzle holder 10, 10 'and can be adjusted together in the case of an adjusting movement exerted on the injection nozzle holder.
- the strand guide is composed of several strand guide segments, all in the strand conveying direction arranged one behind the other and attached to a extending over the longitudinal extent of the strand guide segment spray nozzle holder spray nozzles be positioned together with an adjustment of the spray nozzle holder.
- spray nozzle holder spray nozzles be positioned together with an adjustment of the spray nozzle holder.
- each spray nozzle 4, 5, 6 within the arcuate strand guide with a coolant passage 15 is pivotally mounted on the spray nozzle holder 10.
- the long coolant line 16, which extends transversely through the frame construction of the strand guide between the coolant passage 15 and the spray nozzle head 17, is guided in a guide element 18, which is fastened to the frame construction of the strand guide.
- the guide element 18 is designed as a guide fork 19 with a guide slot 19a which is open in a plane normal to the strand conveying direction.
- the coolant line 16 is slidably fixed in position and allows alignment of the spray nozzle head 17 and thus the coolant jet 9 to the middle between adjacent strand guide rollers 3a, 3b, ....
- the coolant passage 15 and the spray nozzle 4th , 5, ... at the spray nozzle holder 10 a bending of the spray nozzle is avoided in the region of the coolant line.
- the guide elements 18 are attached to the frame structure of the strand guide 2, not shown.
- support plates 20 are arranged in the region of cranked coolant lines, which reinforce the bending or vibration stability of the coolant lines in a plane normal to the strand conveying direction ( Fig. 1 ).
- the coolant line comprises a line for the actual coolant and a line for the atomizer. The mixture of the two components and the formation of the coolant jet 9 takes place in the spray nozzle head 17th
- the spray nozzle holder 10 comprises two profile tubes 22, 23 for the supply, passage and distribution of a coolant, such as treated cooling water, and a Zerstäubermediums, preferably air, to any number of spray nozzles 4.
- the profile tubes 22, 23 are provided with connecting tabs 24, 25th connected to the vibration-stable spray nozzle holder.
- the profile tubes are laterally associated mounting strips 26, 27, 29 in the region of openings 28, mounting surfaces 30 for the tight attachment of the coolant passage 15 of the spray nozzle.
- the passage openings 28, 29 correspond to media lines in the spray nozzle, which are indicated by the center lines.
- the passage openings 28, 29 in the mounting strips 26, 27 are optionally formed as slots 32, to give rise to no cross-sectional constriction even with a pivoting movement of the spray nozzle.
- the spray nozzle is fastened with a connecting screw 31 on the spray nozzle holder 10.
- a spring element and the through holes sealing elements can be assigned.
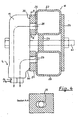
- FIG. 5 A second preferred embodiment for the structural design of the spray nozzle holder 10 and an attachment of the spray nozzle 4 on the spray nozzle holder is in FIG. 5 illustrated.
- the spray nozzle holder 10 in turn comprises two spaced apart firmly connected profile tubes 22, 23 for the supply of coolant and atomizer to the spray nozzles.
- slide bushings 33 are welded for the rotatable recording of rotary unions 34, through which the coolant and the atomizer through passages 28, 29 into the coolant passage 15 of the spray nozzle 4 is passed.
- the spray nozzle 4 is with its coolant passage 15 at the Mounted mounting surface 30 of the rotary feedthrough 34 and pivotally supported together with the rotary feedthrough and axially limited in the direction of the pivot axis 36 by a collar 37 in the slide bushes 33 of the spray nozzle holder 10.
- the passage openings 28, 29 are sealed by a plurality of sealing rings 38 in the transition region of the slide bushing for rotary feedthrough.
- the adjusting device 12 comprises a hydraulically or pneumatically actuated pressure medium cylinder 40 with an actuating piston 11 which is rigidly connected to the spray nozzle holder 10.
- the spray nozzle holder carries two guide elements 41 formed by guide rods, which are arranged on both sides of the actuating piston parallel to this, lying in a common plane with the actuating piston 11.
- the guide elements 41 pass through the base frame 42 of the adjusting and are slidable in this in the axial direction of the guide elements and perform upon actuation of the pressure medium cylinder 40 with a synchronous with the actuating piston 11 movement.
- the guide elements 41 are used to stabilize the spray nozzle holder 10.
- At the spray nozzle holder are each an elastic feed lines 43, 44 for coolant and atomizer for media supply of six spray nozzles 4, 5, 6, 7 ... connected. This ensures a substantial simplification of the coolant piping in the structurally restricted strand guide.
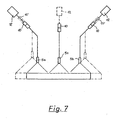
- Fig. 7 shows the arrangement of 3 spray nozzles 5a, 5b, 5c in a direction normal to the strand conveying direction plane between adjacent strand guide rollers. While the outer, the edge regions of a slab cooling spray nozzles 5a, 5b in the already with reference to Fig. 1 described type are arranged adaptable to different strand widths, the inner, the central region of the slab cooling spray nozzle 5c is unchangeable in position. It is arranged on a permanently mounted spray nozzle holder 10. However, it is also possible that the spray nozzle holder of this centrally located spray nozzle is connected to the actuating piston of an adjusting device 12 shown in dashed lines and all 3 spray nozzles are adapted with matched adjustment movements at different strand widths.
- Each adjusting device 12 are associated with control and regulating devices 45 which are connected to the system control system 46 and which comprise at least one displacement sensor and a preferably hydraulic actuator for positional determination of the spray nozzles ( Fig. 1 ).
- control and regulating devices 45 which are connected to the system control system 46 and which comprise at least one displacement sensor and a preferably hydraulic actuator for positional determination of the spray nozzles ( Fig. 1 ).
- basic settings of the continuous casting plant are made, which are given for example by the specification of a G cashformates and the steel quality and predetermine the position of the spray nozzles in the strand guide. These default values for the positioning of the spray nozzles are approached synchronously by the control and regulating devices.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Nozzles (AREA)
- Pressure-Spray And Ultrasonic-Wave- Spray Burners (AREA)
- Reciprocating Pumps (AREA)
Description
- Die Erfindung betrifft eine Spritzdüsen-Verstelleinrichtung in einer Strangführung einer Brammen-Stranggießanlage zur Herstellung von Metallsträngen unterschiedlicher Strangbreite, wobei die Strangführung in einem Gerüstrahmen abgestützte Strangführungsrollen umfasst, die eine Transportbahn für den Metallstrang bilden und dieser Transportbahn in einer normal zur Strangförderrichtung liegenden Ebene zwischen benachbarten, in Strangförderrichtung aufeinander folgenden, Strangführungsrollen mindestens zwei Spritzdüsen zugeordnet sind, mit denen fächerförmige Kühlmittelstrahlen auf eine Breitseitenfläche (1 a, 1 b) des Metallstranges aufgebracht werden und die jeweils mit einer Verstelleinrichtung zur Änderung des Abstandes der Spritzdüsen zueinander und zur Änderung des Normalabstandes der Spritzdüsen von der Transportbahn verbunden sind und jeder in einer normal zur Strangförderrichtung liegenden Ebene angeordnete Spritzdüse ein Spritzdüsenhalter zugeordnet ist.
- In einer Stranggießanlage wird der die Stranggießkokille verlassende, zumindest teilerstarrte Strang in der nachgeordneten Strangführung, die zumeist von aufeinander abfolgenden Strangführungsabschnitten gebildet ist, einer intensiven Spritzkühlung unterworfen. Das Kühlmittel, zumeist zerstäubtes Wasser oder ein Wasser-Luft-Gemisch, wird mittels Sprühdüsen fächerförmig in einen Freiraum zwischen in Strangförderrichtung aufeinanderfolgende Strangführungsrollen gespritzt. Da in einer Stranggießanlage üblicherweise Metallstränge mit unterschiedlicher Strangbreite gegossen werden, ist es notwendig, die Spritzdüsen so zu positionieren, dass eine gleichmäßige Kühlmittelbeaufschlagung der Strangoberfläche in einer normal zur Strangtransportrichtung liegenden Ebene erreicht wird. Bei Strängen mit Brammenquerschnitten beschränkt sich diese Kühlung hierbei vorwiegend auf die Breitseitenflächen des gegossenen Stranges.
- Bei Brammenquerschnitten sind mit zunehmender Brammenbreite zwei, gegebenenfalls drei Spritzdüsen nebeneinander angeordnet, um eine annähernd gleichmäßige Kühlmittelbeaufschlagung auf der Breitseitenfläche einer Bramme zu gewährleisten und eine möglichst gleichmäßige Kühlung des Metallstranges sicherzustellen. Eine ungleichmäßige Kühlung führt zu Rissbildungen an der Bramme speziell im Oberflächen- und Kantenbereich.
- Zur Sicherstellung einer gleichmäßigen Kühlmittelaufbringung ist es daher bereits bekannt, Verstelleinrichtungen zur Veränderung des Abstandes von in einer Normalebene zur Strangtransportrichtung angeordneten Spritzdüsen zueinander und des Normalabstandes der Spritzdüsen von der Oberfläche des Metallstranges anzuordnen. Damit soll eine unerwünschte Überlappung der Spritzfächer benachbarter Sprühdüsen und ein Überspritzen der Brammenkanten vermieden werden.
- Aus der
DE 25 07 971 A1 ist bereits eine Düsenverstelleinrichtung bekannt, bei der mehrere Spritzdüsen an einem Hebelsystem, z.B. nach Art eines Parallellenkersystems angelenkt sind. Eine Verstellung dieses Hebelsystems bewirkt bei dem beschriebenen Ausführungsbeispiel mit drei in einer Ebene angeordneten Spritzdüsen die Ausbildung von drei Sprühfächern, die bei jeder gewählten Brammenbreite mit konstantem Überlappungsbereich und ohne Überspritzen der Brammenkanten von einer Betriebsposition in eine weitere Betriebsposition verstellbar sind. Hierzu wird ein Element des Hebelmechanismus mit einer Verstellspindel in die gewünschte Richtung verschoben. - Aus der
DE 26 36 666 B1 ist ebenfalls eine Düsenverstelleinrichtung bekannt, die von mehreren gekoppelten Parallellenkersystemen gebildet wird, wobei jedes dieser Parallellenkersysteme eine Spritzdüse trägt und das Gesamtsystem mittels Handrad von einer Betriebsposition in eine weitere Betriebsposition entsprechend der gewählten Brammenbreite verstellbar ist. - Ähnliche Düsenverstelleinrichtungen für verschiedene Strangformate sind weiters aus der
DE 30 39 443 A1 , derDE 32 07 668 A1 und derEP 0 028 686 A1 bereits bekannt. - Die Düsenverstelleinrichtungen arbeiten innerhalb der Strangführung im geringen Abstand zum heißen Metallstrang in einem thermisch hoch belasteten Bereich und unterliegen zusätzlich einer hohen Schmutzbelastung, sodass die Gelenkverbindungen dieser komplexen kinematischen Ketten in ihrer Funktionalität störungsanfällig sind. Zusätzlich befinden sich diese beweglichen Einbauten in den Strangführungselementen bzw. -segmenten in schwer zugänglichen Bereichen, wodurch Reparaturarbeiten schwer durchzuführen sind.
- Aufgabe der vorliegenden Erfindung ist es daher, die zuvor beschriebenen Nachteile zu vermeiden und eine Spritzdüsenverstelleinrichtung vorzuschlagen, die sich durch besondere Wartungsfreundlichkeit und gute Zugänglichkeit auszeichnet.
- Diese Aufgabe wird ausgehend von einer Spritzdüsen-Verstelleinrichtung der eingangs beschriebenen Art dadurch gelöst, dass der Spritzdüsenhalter an einem Stellkolben mindestens einer Verstelleinrichtung befestigt ist, wobei bei einer axialen Verstellbewegung des Stellkolbens eine zu dieser axialen Verstellbewegung parallele Verstellbewegung der Spritzdüsen erfolgt und die Verstelleinrichtung am Gerüstrahmen der Strangführung in einem von der Transportbahn entfernt liegenden, frei zugänglich äußeren Bereich der Strangführung befestigt ist. Damit sind alle Verstell- und Steuereinrichtungen in einem von thermischer Beeinflussung abgelegenen Bereich positioniert. Eine bei den gegebenen Betriebsbedingungen stabile Anordnung wird durch eine keine Relativbewegung zwischen Stellkolben und Spritzdüsenhalter zufassende Verbindung dieser beiden Bauteile sichergestellt.
- Um bei allen möglichen Strangbreiten eine optimale Kühlmittelverteilung über die jeweils eingestellte Strangbreite sicherzustellen, ist es zweckmäßig, dass der Neigungswinkel des Stellkolbens der Verstelleinrichtung zur gedachten Oberfläche der Transportbahn in einer normal zur Strangförderrichtung liegenden Ebene dem Öffnungswinkel des aus der Spritzdüse austretenden Kühlmittelstrahles enspricht. Auch der Öffnungswinkel des Kühlmittelstrahles liegt in dieser Ebene. Hierbei ist der Öffnungswinkel des aus der Spritzdüse austretenden Kühlmittelstrahles und damit die Gestaltung der Spritzdüse so festzulegen, dass der vom Abstand der Sprühdüse von der Metallstrangoberfläche abhängige Sprühdruck des auf die Strangoberfläche auftreffenden Kühlmittelstrahles nicht zu stark variiert. Durch den Öffnungswinkel und den Abstand der Düsenöffnung von der Strangoberfläche wird die spezifische Kühlmittelaufbringung und damit die Kühlleistung an der Strangoberfläche beeinflusst.
- Als Kühlmittel wird aufbereitetes Kühlwasser (Wasserkühlung) oder mit einem Zerstäubermittel, vorzugsweise Luft, zerstäubtes Kühlwasser (Air-Mist-Kühlung) verwendet.
- Die Anzahl der notwendigen Verstelleinrichtungen entlang der Strangführung soll minimiert werden. Dies kann erreicht werden, indem in mehreren in Strangförderrichtung hintereinander liegenden Ebenen entlang der Transportbahn hintereinander angeordnete Spritzdüsen einem sich in Strangförderrichtung erstreckenden Spritzdüsenhalter zugeordnet und mit diesem synchron verstellbar sind.
- Zur Vermeidung von Schwingungen am Spritzdüsenhalter und zu dessen generellen Stabilisierung ist der Spritzdüsenhalter mit mindestens einem Führungselement an der Verstelleinrichtung geführt. Zweckmäßig sind die Längsachse des Stellkolbens der Verstelleinrichtung und die Längsachsen des mindestens einem Führungselementes in einer Ebene angeordnet und der Stellkolben der Verstelleinrichtung ist vorzugsweise zwischen zwei Führungselementen angeordnet.
- Die Verstelleinrichtung umfasst vorzugsweise einen hydraulisch oder pneumatisch betätigbaren Druckmittelzylinder.
- Die Spritzdüse umfasst neben dem eigentlichen Düsenkörper, in dem die Zerstäubung des Spritzmittel und an dessen Austrittsöffnung die Ausbildung des Sprühfächers erfolgt, eine Kühlmittelleitung und eine Kühlmittel-Durchführung, wobei die Kühlmittel-Durchführung an den Spritzdüsenhalter angeschlossen ist, und die Kühlmittelleitung in einem Führungselement in einer normal zur Strangförderrichtung liegenden Ebene verschiebbar geführt ist und das Führungselement in einem Strangführungsrollen-Traggerüst am Gerüstrahmen dieses Strangführungsrollen-Traggerüstes befestigt ist. Die Kühlmittelleitung umfasst bei einer Zweistoffkühlung sowohl eine Leitung für das Kühlwasser als auch eine Leitung für das Zerstäubermittel.
- Zur Gewährleistung einer leichten Montage und Demontage der Verstelleinrichtung und/oder der Spritzdüse ist das Führungselement für die Aufnahme der Kühlmittelleitung als Führungsgabel mit einem in einer normal zur Strangförderrichtung liegenden offenen Führungsschlitz ausgebildet. Das Führungselement kann einstellbar ausgebildet sein, um eine genaue Positionierung der Spritzdüsen zwischen aufeinanderfolgenden Strangführungsrollen zu ermöglichen.
- Um auch im Anlagenbereich mit gebogenen Strangführungsrollen-Traggerüst mehrere in Strangförderrichtung hintereinander angeordnete Spritzdüsen an einem gemeinsamen Spritzdüsenhalter befestigen zu können und gleichzeitig eine eindeutige Positionierung des Sprühfächers zwischen den Strangführungsrollen sicher zu stellen, ist die Kühlmittel-Durchführung als Drehdurchführung ausgebildet, die eine Schwenkbewegung in einer parallel zur Strangförderrichtung liegenden Ebene zulässt.
- Zur Vermeidung von Eigenschwingungen der langen Spritzdüsen und von Schwingungen, die durch Rückstoßkräfte des aus den Düsenöffnungen austretenden Kühlmittelstrahles hervorgerufen werden, ist die Kühlmittelleitung mit einem Stützblech in einer normal zur Strangförderrichtung liegenden Ebene verstärkt.
- Bei überbreiten Brammen ist es zweckmäßig mehr als zwei Spritzdüsen nebeneinander anzuordnen. Bei der Anordnung von mindestens drei Spritzdüsen in einer normal zur Strangförderrichtung liegenden Ebene sind die Spritzdüsenhalter der außen liegenden Spritzdüsen mit einem Verbindungsgestänge verbunden und zwischen diesen außen liegenden Spritzdüsen angeordnete weitere Spritzdüsen sind mit ihren Spritzdüsenhaltern an diesem Verbindungsgestänge aufgehängt.
- Eine konstruktiv einfache Ausführungsform besteht darin, dass bei Anordnung von mindestens 3 Spritzdüsen in einer normal zur Strangförderrichtung liegenden Ebene die innenliegenden Spritzdüsen an einem unverstellbar festgelegten Spritzdüsenhalter befestigt sind.
- Zur automatischen Anpassung der Düsenpositionen an die aktuelle Brammenbreiten sind jeder Verstelleinrichtung Regel- und Steuereinrichtungen, insbesondere ein Weggeber und ein vorzugsweise hydraulisches Stellglied zur Positionsfestlegung des Stellkolbens, zugeordnet, die ihrerseits mit dem Anlagenleitsystem verbunden sind.
- Vorzugsweise umfasst die Verstelleinrichtung zur Positionierung der Spritzdüsen ein hydraulisches Stellglied mit Schaltventilen, die über einen Dreipunktregler oder über einen pulsweitenmodulierten Regler angesteuert sind.
- Weitere Vorteile und Merkmale der vorliegenden Erfindung ergeben sich aus der nachfolgenden Beschreibung nicht einschränkender Ausführungsbeispiele, wobei auf die beiliegenden Figuren Bezug genommen wird, die folgendes zeigen:
- Fig. 1
- das Grundprinzip der erfindungsgemäßen Spritzdüsen-Verstelleinrichtung für zwei unterschiedliche Strangbreiten an einer Seite eines gegossenen Stahlstranges in einer schematischen Darstellung in einer Schnittebene normal zur Strangtransportrichtung durch die Strangführung einer Stranggießanlage,
- Fig. 2
- das Grundprinzip der erfindungsgemäßen Spritzdüsen-Verstelleinrichtung bei zwei unterschiedlichen Strangbreiten an einer Seite eines gegossenen Stahlstranges in einer schematischen Darstellung in einem Teillängsschnitt durch die Strangführung einer Stranggießanlage,
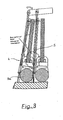
- Fig. 3
- Darstellung der geometrischen Lageveränderung einer Spritzdüse zwischen benachbarten Strangführungsrollen in einer gebogenen Strangführung,
- Fig. 4
- die Befestigung einer Spritzdüse an einem Spritzdüsenhalter nach einer ersten möglichen Ausführungsform,
- Fig. 5
- die Befestigung einer Spritzdüse an einem Spritzdüsenhalter nach einer zweiten möglichen Ausführungsform,
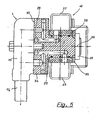
- Fig. 6
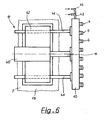
- eine Draufsicht auf eine Verstelleinrichtung mit Spritzdüsenhalter,
- Fig. 7
- eine mögliche Ausführungsform der erfindungsgemäßen Spritzdüsen-Verstelleinrichtung mit 3 Spritzdüsen in einer Schnittebene normal zur Strangtransportrichtung durch die Strangführung einer Stranggießanlage.
- In den
Figuren 1 und2 ist die Anordnung der erfindungsgemäßen Spritzdüsen-Verstelleinrichtung in der Strangführung einer Brammen-Stranggießanlage schematisch dargestellt.Fig. 2 veranschaulicht in einem Teillängsschnitt durch die Stranggießanlage den Übergangsbereich von einem gebogenen Abschnitt der Strangführung in einen geraden Abschnitt der Strangführung im Auslaufbereich einer Stranggießanlage, an Hand dem die wesentliche Komponenten der Spritzdüsen-Verstelleinrichtung und ihre Vorteile in diesen beiden geometrisch unterschiedlichen Positionen offensichtlich werden. - Ein in einer nicht dargestellten Stranggießkokille gegossener Metallstrang 1 wird nach dem Austritt aus der Stranggießkokille in einer Strangführung 2 von Strangführungsrollen 3 an den einander gegenüberliegenden Breitseitenflächen 1 a, 1 b gestützt und durch die Strangführung in Strangförderrichtung R von einer im Wesentliche vertikalen Gießrichtung in eine horizontale Transportrichtung umgelenkt. Zwischen in Strangförderrichtung aufeinanderfolgenden Strangführungsrollen 3a, 3b, 3c, 3d, 3e sind jeweils Spritzdüsen 4, 5, 6, 7, 8 angeordnet, wobei in einer Ebene normal zur Strangtransportrichtung, beispielsweise in einer Schnittebene im Bereich der Spritzdüse 5 zwei Spritzdüsen 5a, 5b angeordnet sind, mit denen fächerförmige Kühlmittelstrahlen 9a, 9b so auf eine Breitseitenfläche 1a des Metallstranges 1 aufgebracht werden, dass ein weitgehend gleichmäßiger Kühlmittelauftrag erfolgt. Wenn beispielsweise ein im Vergleich zum Metallstrang 1 breiterer Metallstrang 1' gegossen wird, so erfolgt eine Anpassung der Positionen der Spritzdüsen 5a, 5b entsprechend der durch die Bezugszeichen 5a' und 5b' strichliert dargestellt Positionen. Damit werden automatisch fächerförmige Kühlmittelstrahlen 9a'und 9b'eingestellt, mit denen wiederum die gesamte Strangbreite gleichmäßig gekühlt werden kann. Die benötigte Kühlmittelmenge kann beispielsweise durch einen erhöhten Spritzdruck an die nunmehr größere Strangbreite reguliert werden. Die in der Strangführung 2 in zwei Reihen, von denen nur eine Reihe dargestellt ist, angeordneten und im Gerüstrahmen 2a abgestützten Strangführungsrollen 3, 3a, 3b, 3c, 3d, 3e bilden eine Transportbahn 1c für den gegossenen Metallstrang.
- Jeder Spritzdüse 5a, 5b ist an einem Spritzdüsenhalter 10 angeschlossen, der seinerseits mit dem Stellkolben 11 einer Verstelleinrichtung 12, keine Relativbewegung zulassend, fest verbunden ist. In
Fig. 2 ist die Verstelleinrichtung 12 mit dem Stellkolben 11 lediglich schematisch durch einen die gemeinsame Bewegungsmöglichkeit des Stellkolbens und des Spritzdüsenhaltes 10 veranschaulichenden Doppelpfeil angedeutet. Die Verstelleinrichtung 12 umfasst einen hydraulisch oder pneumatisch betätigbaren Druckmittelzylinder 40. Der Spritzdüsenhalter 10 wird beispielsweise bei einem Formatwechsel von einem Metallstrang 1 mit einer ersten Breiten zu einem Metallstranges 1' mit einer zweiten, beispielsweise größeren Breite durch Zurückziehen des Stellkolbens 11 der Verstelleinrichtung 12 in eine Position entsprechend dem Spritzdüsenhalter 10' gebracht, wodurch der für diese Gießbreite optimale Kühlmittelstrahl eingestellt wird. Die Verstelleinrichtung 12 ist an der Rahmenkonstruktion der Strangführung 2 in einem Bereich befestigt, der vom heißen Metallstrang möglichst weit entfernt ist, somit an einer Tragkonsole 13 an der vom heißen Metallstrang 1 abgelegenen Seite der Strangführungs-Rahmenkonstruktion. - Die Spritzdüsenhalter 10, 10' erstrecken sich im Wesentlichen in Strangförderrichtung über einen Längsbereich, der mehrere hintereinander angeordnete Sttrangführungsrollen 3a, 3b, 3c oder 3c, 3d, 3e, ... umfasst. Mehrere in diesen jeweiligen Bereich in Strangförderrichtung hintereinander angeordnete Spritzdüsen 4, 5, 6 oder 7, 8, sind an einem gemeinsamen Spritzdüsenhalter 10, 10' befestigt und können bei einer auf den Spritzdüsenhalter ausgeübten Verstellbewegung gemeinsam verstellt werden. Für den nicht näher dargestellten bei Stahlstranggießanlagen übliche Fall, dass die Strangführung aus mehreren Strangführungssegmenten aufgebaut ist, können alle in Strangförderrichtung hintereinander angeordnete und an einem sich über die Längserstreckung des Strangführungssegmentes erstreckenden Spritzdüsenhalter befestigten Spritzdüsen gemeinsam mit einer Verstellbewegung des Spritzdüsenhalters positioniert werden. Damit wird der Verrohrungsaufwand der Spritzkühlung für jedes Segment wesentlich vereinfacht und die Anzahl der notwendigen Verstelleinrichtungen auf zumeist zwei minimiert.
- Bei besonders breiten Metallsträngen, speziell bei einer Strangbreite über 2,0 m, sind drei Verstelleinrichtungen für drei nebeneinander angeordnete Spritzdüsen notwendig, um über die Strangbreite einen gleichmäßigen Kühlmittelauftrag zu gewährleisten.
- Bei einem geraden Strangführungsabschnitt, wie er in der rechten Bildhälfte der
Figur 2 dargestellt ist, werden die Spritzdüsen 7, 8 zwischen benachbarten Strangführungsrollen 3c, 3d, 3e in einer Parallelbewegung gemeinsam von der Strangoberfläche weg oder zu ihr hin verschoben, wobei die mittige Ausrichtung der Spritzdüsen zwischen den Strangführungsrollen erhalten bleibt. Bei einem bogenförmigen Strangführungsabschnitt, wie er in der linken Bildhälfte derFigur 2 dargestellt ist, käme es durch die Parallelverlagerung der Spritzdüsen 4, 5 zum Verlust der mittigen Position zwischen den Strangführungsrollen in unterschiedlichem Ausmaß. Diese Verhältnisse sind inFigur 3 dargestellt. Durch die Parallelverschiebung würde der Kühlmittelstrahl plötzlich direkt auf eine der Strangführungsrollen auftreffen. Um die Spritzdüsen bei jeder beliebigen gießbreitenabhängigen Position des Spritzdüsenhalters mittig auf den Spalt zwischen benachbarten Strangführungsrollen einstellen zu können, ist jede Spritzdüse 4, 5, 6 innerhalb der bogenförmigen Strangführung mit einer Kühlmittel-Durchführung 15 schwenkbeweglich am Spritzdüsenhalter 10 befestigt. Gleichzeitig ist die lange Kühlmittelleitung 16, die sich zwischen der Kühlmittel-Durchführung 15 und dem Spritzdüsenkopf 17 quer durch die Rahmenkonstruktion der Strangführung erstreckt, in einem Führungselement 18 geführt, die an der Rahmenkonstruktion der Strangführung befestigt ist. Das Führungselement 18 ist als Führungsgabel 19 mit einer in einer normal zur Strangförderrichtung liegenden Ebene offenen Führungsschlitz 19a ausgebildet. In diesem Führungsschlitz 19a ist die Kühlmittelleitung 16 gleitend lagefixiert und ermöglicht eine Ausrichtung des Spritzdüsenkopfes 17 und damit des Kühlmittelstrahles 9 auf die Mitte zwischen benachbarten Strangführungsrollen 3a, 3b, .... Durch die schwenkbewegliche Befestigung der Kühlmittel-Durchführung 15 bzw. der Spritzdüse 4, 5, ... am Spritzdüsenhalter 10 wird ein Verbiegen der Spritzdüse im Bereich der Kühlmittelleitung vermieden. Die Führungselemente 18 sind an der nicht näher dargestellten Rahmenkonstruktion der Strangführung 2 befestigt. - Zur Vermeidung von Schwingbewegungen der Spritzdüsen sind im Bereich gekröpfter Kühlmittelleitungen 16 Stützbleche 20 angeordnet, die in einer normal zur Strangförderrichtung liegenden Ebene die Biege- bzw. Schwingungsstabilität der Kühlmittelleitungen verstärken (
Fig. 1 ). Bei einer Zweistoffkühlung (Air Mist Kühlung) umfasst die Kühlmittelleitung eine Leitung für das eigentliche Kühlmittel und eine Leitung für das Zerstäubermittel. Die Mischung der beiden Komponenten und die Ausbildung des Kühlmittelstrahles 9 erfolgt im Spritzdüsenkopf 17. - Eine mögliche erste Ausführungsform für die konstruktive Gestaltung des Spritzdüsenhalters 10 und einer Befestigung der Spritzdüse 4 am Spritzdüsenhalter ist in
Figur 4 dargestellt. Der Spritzdüsenhalter 10 umfasst zwei Profilrohre 22, 23 für die Zuleitung, Durchleitung und Verteilung eines Kühlmittels, wie aufbereitetes Kühlwasser, und eines Zerstäubermediums, wie vorzugsweise Luft, zu einer beliebigen Anzahl von Spritzdüsen 4. Die Profilrohre 22, 23 sind mit Verbindungslaschen 24, 25 zum schwingungsstabilen Spritzdüsenhalter verbunden. Den Profilrohren sind seitlich Montageleisten 26, 27 zugeordnet, die im Bereich von Durchtrittsöffnungen 28, 29 Montageflächen 30 für die dichte Befestigung der Kühlmittel-Durchführung 15 der Spritzdüse aufweisen. Die Durchtrittsöffnungen 28, 29 korrespondieren mit Medienleitungen in der Spritzdüse, die durch deren Mittellinien angedeutet sind. Die Durchtrittsöffnungen 28, 29 in den Montageleisten 26, 27 sind gegebenenfalls als Langlöcher 32 ausgebildet, um auch bei einer Schwenkbewegung der Spritzdüse keine Querschnittsverengung entstehen zu lassen. Die Spritzdüse ist mit einer Verbindungsschraube 31 am Spritzdüsenhalter 10 befestigt. Zur Gewährleistung einer dichten Verbindung der Bauteile bei gleichzeitiger Sicherstellung einer Verschwenkmöglichkeit der Spritzdüse können der Verbindungsschraube ein Federelement und den Durchgangsöffnungen Dichtelemente zugeordnet werden. - Eine zweite bevorzugte Ausführungsform für die konstruktive Gestaltung des Spritzdüsenhalters 10 und einer Befestigung der Spritzdüse 4 am Spritzdüsenhalter ist in
Figur 5 veranschaulicht. Der Spritzdüsenhalter 10 umfasst wiederum zwei im Abstand zueinander fest verbundene Profilrohre 22, 23 für die Zuführung von Kühlmittel und Zerstäubermittel zu den Spritzdüsen. An und in die Profilrohre sind entsprechend der Anzahl der angeschlossenen Spritzdüsen Gleitbüchsen 33 für die drehbewegliche Aufnahme von Drehdurchführungen 34 eingeschweißt, durch die das Kühlmittel und das Zerstäubermittel durch Durchtrittsöffnungen 28, 29 in die Kühlmittel-Durchführung 15 der Spritzdüse 4 geleitet wird. Die Spritzdüse 4 ist mit ihrer Kühlmittel-Durchführung 15 an der Montagefläche 30 der Drehdurchführung 34 festgeschraubt und gemeinsam mit der Drehdurchführung schwenkbar und in Richtung der Schwenkachse 36 durch einen Stellring 37 axial begrenzt in den Gleitbüchsen 33 des Spritzdüsenhalters 10 abgestützt. Die Durchtrittsöffnungen 28, 29 sind im Übergangsbereich der Gleitbüchse zur Drehdurchführung durch mehrere Dichtringe 38 abgedichtet. - Der prinzipielle Aufbau der auf einer Tragkonsole 13 der Rahmenkonstruktion der Strangführung 2 befestigten Verstelleinrichtung 12 ist in
Figur 6 näher veranschaulicht. Die Verstelleinrichtung 12 umfasst einen hydraulisch oder pneumatisch betätigbaren Druckmittelzylinder 40 mit einem Stellkolben 11, der mit dem Spritzdüsenhalter 10 starr verbunden ist. Der Spritzdüsenhalter trägt zwei von Führungsstangen gebildete Führungselemente 41, die beiderseits des Stellkolbens parallel zu diesem, in einer gemeinsamen Ebene mit dem Stellkolben 11 liegend, angeordnet sind. Die Führungselemente 41 durchsetzen den Grundrahmen 42 der Verstelleinrichtung und sind in diesem in Axialrichtung der Führungselemente gleitend verschiebbar und führen bei Betätigung des Druckmittelzylinders 40 eine mit dem Stellkolben 11 synchrone Bewegung durch. Die Führungselemente 41 dienen der Stabilisierung des Spritzdüsenhalters 10. Am Spritzdüsenhalter sind jeweils eine elastische Zuführleitungen 43, 44 für Kühlmittel und Zerstäubungsmittel zur Medienversorgung von sechs Spritzdüsen 4, 5, 6, 7 ... angeschlossen. Damit wird eine wesentliche Vereinfachung der Kühlmittelverrohrung in der baulich beengten Strangführung sichergestellt. -
Fig. 7 zeigt die Anordnung von 3 Spritzdüsen 5a, 5b, 5c in einer normal zur Strangförderrichtung liegenden Ebene zwischen benachbarten Strangführungsrollen. Während die außenliegenden, die Randbereiche einer Bramme kühlenden Spritzdüsen 5a, 5b in der bereits unter Bezug aufFig. 1 beschriebenen Art an unterschiedliche Strangbreiten anpassbar angeordnet sind, ist die innenliegende, den Zentralbereich der Bramme kühlende Spritzdüse 5c in ihrer Lage unveränderbar. Sie ist an einem fest montierten Spritzdüsenhalter 10 angeordnet. Es ist allerdings auch möglich, dass der Spritzdüsenhalter dieser mittig angeordneten Spritzdüse mit dem Stellkolben einer strichliert dargestellten Verstelleinrichtung 12 verbunden ist und alle 3 Spritzdüsen mit aufeinander abgestimmten Verstellbewegungen an unterschiedlichen Strangbreiten angepaßt werden. - Jeder Verstelleinrichtung 12 sind Regel- und Steuereinrichtungen 45 zugeordnet, die mit dem Anlagenleitsystem 46 verbunden sind und die zumindest einen Weggeber und ein vorzugsweise hydraulisches Stellglied zur Positionsfestlegung der Spritzdüsen umfassen (
Fig. 1 ). Im Anlagenleitsystem werden Grundeinstellungen der Stranggießanlage vorgenommen, die beispielsweise durch die Vorgabe eines Gießformates und der Stahlqualität vorgegeben sind und die die Position der Spritzdüsen in der Strangführung vorbestimmen. Diese Vorgabewerte für die Positionierung der Spritzdüsen werden von den Regel- und Steuereinrichtungen synchron angefahren.
Claims (15)
- Spritzdüsen-Verstelleinrichtung in einer Strangführung (2) einer Brammen-Stranggießanlage zur Herstellung von Metallsträngen unterschiedlicher Strangbreite, wobei die Strangführung in einem Gerüstrahmen (2a) abgestützte Strangführungsrollen (3, 3a, 3b, 3c, ...) umfasst, die eine Transportbahn (1c) für den Metallstrang bilden und dieser Transportbahn in einer normal zur Strangförderrichtung (R) liegenden Ebene zwischen benachbarten, in Strangförderrichtung aufeinander folgenden Strangführungsrollen mindestens zwei Spritzdüsen (5a, 5b) zugeordnet sind, mit denen fächerförmige Kühlmittelstrahlen auf eine Breitseitenfläche (1 a, 1 b) des Metallstranges aufgebracht werden und die jeweils mit einer Verstelleinrichtung (12) zur Änderung des Abstandes der Spritzdüsen zueinander und zur Änderung des Normalabstandes der Spritzdüsen von der Transportbahn verbunden sind und jeder in einer normal zur Strangförderrichtung liegenden Ebene angeordneten Spritzdüse (5a, 5b) ein Spritzdüsenhalter (10) zugeordnet ist, dadurch gekennzeichnet, dass der Spritzdüsenhalter an einem Stellkolben (11) mindestens einer Verstelleinrichtung (12) befestigt ist, wobei bei einer axialen Verstellbewegung des Stellkolbens eine zu dieser axialen Verstellbewegung parallele Verstellbewegung der Spritzdüsen erfolgt und die Verstelleinrichtung (12) am Gerüstrahmen (2a) der Strangführung (2) in einem von der Transportbahn (1 c) entfernt liegenden, frei zugänglichen äußeren Bereich der Strangführung befestigt ist.
- Spritzdüsen-Verstelleinrichtung nach Anspruch 1, dadurch gekennzeichnet, dass der Neigungswinkel (α) des Stellkolbens (11) der Verstelleinrichtung (12) zur Transportbahn des Metallstranges in einer normal zur Strangförderrichtung liegenden Ebene dem Öffnungswinkel (β) des aus der Spritzdüse (5a, 5b) austretenden Kühlmittelstrahles (9) entspricht.
- Spritzdüsen-Verstelleinrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass in mehreren in Strangförderrichtung hintereinander liegenden Ebenen entlang der Transportbahn hintereinander angeordnete Spritzdüsen (4, 5, 6, 7, 8) einem sich in Strangförderrichtung erstreckenden Spritzdüsenhalter (10) zugeordnet und mit diesem synchron verstellbar sind.
- Spritzdüsen-Verstelleinrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass der Spritzdüsenhalter (10) mit mindestens einem Führungselement (41) an der Verstelleinrichtung (12) geführt ist.
- Spritzdüsen-Verstelleinrichtung nach Anspruch 4, dadurch gekennzeichnet, dass die Längsachse des Stellkolbens (11) der Verstelleinrichtung (12) und die Längsachsen des mindestens einem Führungselementes (41) in einer Ebene angeordnet sind und der Stellkolben (11) der Verstelleinrichtung (12) zwischen zwei Führungselementen (41) angeordnet ist.
- Spritzdüsen-Verstelleinrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Verstelleinrichtung (12) einen hydraulisch oder pneumatisch betätigbaren Druckmittelzylinder (40) umfasst.
- Spritzdüsen-Verstelleinrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass die Spritzdüse eine Kühlmittelleitung (16) und eine Kühlmittel-Durchführung (15) umfasst und die Kühlmittel-Durchführung an den Spritzdüsenhalter (10) angeschlossen ist, dass die Kühlmittelleitung (16) in einem Führungselement (18) in einer normal zur Strangförderrichtung liegenden Ebene verschiebbar geführt ist und dass das Führungselement (18) in einem Gerüstrahmen der Strangführung (2) befestigt ist.
- Spritzdüsen-Verstelleinrichtung nach Anspruch 7, dadurch gekennzeichnet, dass das Führungselement (18) für die Aufnahme der Kühlmittelleitung (16) als Führungsgabel (19) mit einem in einer normal zur Strangförderrichtung liegenden offenen Führungsschlitz (19a) ausgebildet ist.
- Spritzdüsen-Verstelleinrichtung nach Anspruch 7 oder 8. dadurch gekennzeichnet, dass die Kühlmittel-Durchführung (15) an eine Drehdurchführung (34) angeschlossen ist und eine Schwenkbewegung in einer parallel zur Strangförderrichtung liegenden Ebene zulässt.
- Spritzdüsen-Verstelleinrichtung nach Anspruch 7, dadurch gekennzeichnet, dass die Kühlmittelleitung (16) mit einem Stützblech (20) in einer normal zur Strangförderrichtung liegenden Ebene verstärkt ist.
- Spritzdüsen-Verstelleinrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass bei der Anordnung von mindestens drei Spritzdüsen (5a, 5b, 5c) in einer normal zur Strangförderrichtung liegenden Ebene die Spritzdüsenhalter (10) der außen liegenden Spritzdüsen (5a, 5b) mit einem Verbindungsgestänge verbunden sind und zwischen diesen außen liegenden Spritzdüsen (5a, 5b) angeordnete weitere Spritzdüsen (5c) mit ihren Spritzdüsenhaltern (10) an diesem Verbindungsgestänge aufgehängt sind.
- Spritzdüsen-Verstelleinrichtung nach einem der vorhergehenden Ansprüche 1 bis 10, dadurch gekennzeichnet, dass bei Anordnung von mindestens drei Spritzdüsen (5a, 5b, 5c) in einer normal zur Strangförderrichtung liegenden Ebene die innen liegenden Spritzdüsen (5c) an einem unverstellbar festgelegten Spritzdüsenhalter (10) befestigt sind.
- Spritzdüsen-Verstelleinrichtung nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, dass jeder Verstelleinrichtung (12) Regel- und Steuereinrichtungen (45) zugeordnet sind, die mit dem Anlagenleitsystem (46) verbunden sind.
- Spritzdüsen-Verstelleinrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die Verstelleinrichtung (12) zur Positionierung der Spritzdüsen (4) ein hydraulisches Stellglied mit Schaltventilen umfasst, die über einen Dreipunktregler oder über einen pulsweitenmodulierten Regler angesteuert sind.
- Spritzdüsen-Verstelleinrichtung nach Anspruch 13, dadurch gekennzeichnet, dass die Regel- und Steuereinrichtungen (45) als ein Weggeber und ein vorzugsweise hydraulisches Stellglied zur Positionsfestlegung des Stellkolbens ausgeführt sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PL07711678T PL2010347T3 (pl) | 2006-04-25 | 2007-02-27 | Urządzenie nastawcze do dysz natryskowych |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT0069906A AT503526B1 (de) | 2006-04-25 | 2006-04-25 | Spritzdüsen-verstelleinrichtung |
| PCT/EP2007/001658 WO2007121804A1 (de) | 2006-04-25 | 2007-02-27 | Spritzdüsen-verstelleinrichtung |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP2010347A1 EP2010347A1 (de) | 2009-01-07 |
| EP2010347B1 true EP2010347B1 (de) | 2010-04-07 |
Family
ID=38196582
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07711678A Active EP2010347B1 (de) | 2006-04-25 | 2007-02-27 | Spritzdüsen-verstelleinrichtung |
Country Status (10)
| Country | Link |
|---|---|
| EP (1) | EP2010347B1 (de) |
| KR (1) | KR20090010999A (de) |
| CN (1) | CN101432086B (de) |
| AT (2) | AT503526B1 (de) |
| DE (1) | DE502007003406D1 (de) |
| ES (1) | ES2343380T3 (de) |
| PL (1) | PL2010347T3 (de) |
| RU (1) | RU2431542C2 (de) |
| UA (1) | UA95477C2 (de) |
| WO (1) | WO2007121804A1 (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2412459A1 (de) | 2010-07-29 | 2012-02-01 | Siemens VAI Metals Technologies GmbH | Spritzdüsen-Verstelleinrichtung |
| EP2527061A1 (de) | 2011-05-27 | 2012-11-28 | Siemens VAI Metals Technologies GmbH | Verfahren zur Kühlung eines metallischen Strangs und Schaltventil zum intermittierenden Öffnen und Schließen eines Volumenstroms eines Kühlmediums |
| US8522858B2 (en) | 2006-01-11 | 2013-09-03 | Sms Siemag Aktiengesellschaft | Method and apparatus for continuous casting |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT506673B1 (de) | 2008-05-13 | 2012-07-15 | Siemens Vai Metals Tech Gmbh | Verfahren zur kühlmittelaufbringung auf einen gegossenen metallstrang in einer stranggiessanlage und stranggiessanlage dazu |
| DE102009010251A1 (de) | 2008-10-01 | 2010-04-08 | Sms Siemag Aktiengesellschaft | Vorrichtung und Verfahren zur Sekundärkühlung in einer Stranggießanlage |
| DE102009005679A1 (de) | 2009-01-22 | 2010-07-29 | Sms Siemag Aktiengesellschaft | Stranggießanlage mit Spritzdüsenanordnung |
| CN101642804B (zh) * | 2009-09-09 | 2011-01-19 | 北京科技大学 | 一种实现连铸板坯均匀二次冷却的方法 |
| DE112011104849B4 (de) * | 2011-02-07 | 2019-05-09 | Primetals Technologies Austria GmbH | Verfahren zur Regelung einer Temperatur eines Strangs durch das Positionieren einer verfahrbaren Kühldüse in einer Strangführung einer Stranggießanlage |
| KR101360552B1 (ko) * | 2011-12-19 | 2014-02-11 | 주식회사 포스코 | 연주 설비 |
| KR101460660B1 (ko) * | 2012-04-20 | 2014-11-13 | 주식회사 포스코 | 냉각장치 및 이를 구비하는 연속주조기용 세그먼트 |
| KR101373160B1 (ko) * | 2012-05-01 | 2014-03-11 | 주식회사 포스코 | 더미바 냉각유닛 및 상기 더미바 냉각유닛을 구비하는 더미바 카 |
| CN102717046A (zh) * | 2012-06-29 | 2012-10-10 | 秦皇岛首秦金属材料有限公司 | 一种厚板坯连铸机二冷水自动调宽的计算方法 |
| KR101504976B1 (ko) * | 2012-12-26 | 2015-03-23 | 주식회사 포스코 | 냉각장치 및 이를 구비하는 연속주조기용 세그먼트 |
| CN103398852A (zh) * | 2013-08-01 | 2013-11-20 | 中国北方发动机研究所(天津) | 一种活塞冷却油量测试装置和测试方法 |
| AT516075B1 (de) * | 2014-07-25 | 2018-09-15 | Primetals Technologies Austria GmbH | Kühlung eines metallischen Strangabschnitts |
| AT517772B1 (de) * | 2015-09-07 | 2018-12-15 | Primetals Technologies Austria GmbH | Sekundärkühlung eines Strangs in einer Stranggießanlage |
| CN105478705B (zh) * | 2016-01-20 | 2018-06-22 | 中冶赛迪工程技术股份有限公司 | 一种板坯二次冷却无级调节装置 |
| CN105458206B (zh) * | 2016-01-21 | 2017-10-17 | 中冶赛迪工程技术股份有限公司 | 一种板坯二次冷却方法 |
| DE102016107840A1 (de) * | 2016-04-27 | 2017-11-02 | Elwema Automotive Gmbh | Verfahren und Vorrichtung zum Reinigen von Werkstücken aus Metall |
| EP3318342A1 (de) * | 2016-11-07 | 2018-05-09 | Primetals Technologies Austria GmbH | Verfahren zum betreiben einer giesswalzverbundanlage |
| MX2021003434A (es) | 2018-09-25 | 2021-06-15 | Primetals Technologies Austria GmbH | Caballete con rodillo con equipos de sujecion para fijar barras de pulverizacion de zona intermedia. |
| KR102249954B1 (ko) * | 2019-10-02 | 2021-05-11 | 주식회사 포스코 | 연속주조용 냉각수 분사장치 및 이를 포함하는 연속주조설비 |
| CN111101996B (zh) * | 2019-12-30 | 2024-08-16 | 新疆工程学院 | 一种泡沫除尘装置 |
| CN111390144B (zh) * | 2020-05-23 | 2021-07-13 | 四会市星驰铸造有限公司 | 一种具有智能冷却功能的铸造系统及铸造方法 |
| DE102020211720A1 (de) | 2020-09-18 | 2022-03-24 | Sms Group Gmbh | Verfahren und Sprüheinrichtung zur thermischen Oberflächenbehandlung eines metallischen Produkts |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AT323921B (de) * | 1973-07-27 | 1975-08-11 | Voest Ag | Kuhleinrichtung für kontinuierlich zu giessende stränge |
| CH572370A5 (de) * | 1974-02-28 | 1976-02-13 | Concast Ag | |
| DE2636666C2 (de) * | 1976-08-14 | 1978-06-29 | Demag Ag, 4100 Duisburg | Spritzdüsen-Anordnung für Metall-, insbesondere für StahlstranggieBanlagen für extrem breite Stahlbrammen |
| DE2939322C2 (de) * | 1979-09-28 | 1986-09-11 | Mannesmann AG, 4000 Düsseldorf | Vorrichtung zur Änderung des Abstandes von Spritzbalken einer Stranggießanlage |
| JPS6122615A (ja) | 1984-07-09 | 1986-01-31 | 工業技術院長 | 乾式電解コンデンサ |
| SU1586852A1 (ru) * | 1987-10-26 | 1990-08-23 | Институт черной металлургии | Способ настройки системы вторичного охлаждени непрерывнолитых широких сл бов при смене отливаемого на криволинейных машинах сортамента |
| US5212975A (en) * | 1991-05-13 | 1993-05-25 | International Rolling Mill Consultants, Inc. | Method and apparatus for cooling rolling mill rolls and flat rolled products |
-
2006
- 2006-04-25 AT AT0069906A patent/AT503526B1/de not_active IP Right Cessation
-
2007
- 2007-02-27 ES ES07711678T patent/ES2343380T3/es active Active
- 2007-02-27 DE DE502007003406T patent/DE502007003406D1/de active Active
- 2007-02-27 WO PCT/EP2007/001658 patent/WO2007121804A1/de not_active Ceased
- 2007-02-27 KR KR1020087028835A patent/KR20090010999A/ko not_active Ceased
- 2007-02-27 CN CN200780015171XA patent/CN101432086B/zh active Active
- 2007-02-27 AT AT07711678T patent/ATE463311T1/de active
- 2007-02-27 RU RU2008146398/02A patent/RU2431542C2/ru not_active IP Right Cessation
- 2007-02-27 PL PL07711678T patent/PL2010347T3/pl unknown
- 2007-02-27 EP EP07711678A patent/EP2010347B1/de active Active
- 2007-02-27 UA UAA200813193A patent/UA95477C2/uk unknown
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8522858B2 (en) | 2006-01-11 | 2013-09-03 | Sms Siemag Aktiengesellschaft | Method and apparatus for continuous casting |
| US8596335B2 (en) | 2006-01-11 | 2013-12-03 | Sms Siemag Aktiengesellschaft | Method and apparatus for continuous casting |
| EP2412459A1 (de) | 2010-07-29 | 2012-02-01 | Siemens VAI Metals Technologies GmbH | Spritzdüsen-Verstelleinrichtung |
| WO2012013474A2 (de) | 2010-07-29 | 2012-02-02 | Siemens Vai Metals Technologies Gmbh | Spritzdüsen-verstelleinrichtung |
| WO2012013474A3 (de) * | 2010-07-29 | 2012-09-20 | Siemens Vai Metals Technologies Gmbh | Spritzdüsen-verstelleinrichtung |
| EP2598270B1 (de) | 2010-07-29 | 2015-09-02 | Primetals Technologies Austria GmbH | Spritzdüsen-verstelleinrichtung |
| EP2527061A1 (de) | 2011-05-27 | 2012-11-28 | Siemens VAI Metals Technologies GmbH | Verfahren zur Kühlung eines metallischen Strangs und Schaltventil zum intermittierenden Öffnen und Schließen eines Volumenstroms eines Kühlmediums |
| WO2012163878A1 (de) * | 2011-05-27 | 2012-12-06 | Siemens Vai Metals Technologies Gmbh | Verfahren zur kühlung eines metallischen strangs und schaltventil zum intermittierenden öffnen und schliessen eines volumenstroms eines kühlmediums |
| RU2605723C2 (ru) * | 2011-05-27 | 2016-12-27 | Прайметалз Текнолоджиз Аустрия Гмбх | Способ охлаждения металлической отливаемой заготовки и переключательный клапан для периодического открывания и перекрывания объемного потока охлаждающей среды |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2008146398A (ru) | 2010-05-27 |
| ES2343380T3 (es) | 2010-07-29 |
| CN101432086B (zh) | 2011-09-07 |
| PL2010347T3 (pl) | 2010-09-30 |
| AT503526B1 (de) | 2008-07-15 |
| UA95477C2 (uk) | 2011-08-10 |
| RU2431542C2 (ru) | 2011-10-20 |
| AT503526A1 (de) | 2007-11-15 |
| CN101432086A (zh) | 2009-05-13 |
| WO2007121804A1 (de) | 2007-11-01 |
| KR20090010999A (ko) | 2009-01-30 |
| ATE463311T1 (de) | 2010-04-15 |
| EP2010347A1 (de) | 2009-01-07 |
| DE502007003406D1 (de) | 2010-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2010347B1 (de) | Spritzdüsen-verstelleinrichtung | |
| DE3027846C2 (de) | Verfahren und Einrichtung zum Abkühlen von Blech, insbesondere Stahlblech, mittels Wasser | |
| EP0701022B1 (de) | Auftragswerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn | |
| DE2636666C2 (de) | Spritzdüsen-Anordnung für Metall-, insbesondere für StahlstranggieBanlagen für extrem breite Stahlbrammen | |
| EP2288458B1 (de) | Strangführungssegment | |
| EP0028686B1 (de) | Vorrichtung zum Kühlen von insbesondere Block- und Knüppelsträngen | |
| EP2346624A1 (de) | Vorrichtung zum kühlen einer walze in einem walzgerüst | |
| DE19649073C2 (de) | Vorrichtung zur Abkühlung von Strangpreßprofilen | |
| EP0997577B1 (de) | Stoffauflauf | |
| DE4432177A1 (de) | Auftragswerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn | |
| EP3150291B1 (de) | Verfahren und vorrichtung zum kühlen einer in einem walzgerüst angeordneten walze | |
| EP0440884B1 (de) | Vorrichtung zum Wölben von Glasscheiben | |
| DE19726890B4 (de) | Sprühdüse und Sprühsystem zum Aufsprühen von Flüssigkeit auf eine Materialbahn | |
| DE29520678U1 (de) | Auftragwerk zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Mediums auf eine laufende Materialbahn | |
| DE4106764C2 (de) | Kanalwand, insbesondere für einen Papiermaschinen-Stoffauflauf | |
| EP3928943B1 (de) | Granuliervorrichtungen zur herstellung von granulat aus einem schmelzefluss, sowie darauf bezogene betriebs- und wartungsverfahren | |
| EP0083917B1 (de) | Stranggiessanlage | |
| DE102009005679A1 (de) | Stranggießanlage mit Spritzdüsenanordnung | |
| DE102012201157A1 (de) | Verfahren und Vorrichtung zur Relativpositionierung eines Düsenbalkens einer Walzgerüsteinlaufarmatur | |
| EP0728241B1 (de) | Auftragswerk zum direkten oder indirekten auftragen eines flüssigen oder pastösen mediums auf eine laufende materialbahn | |
| EP0010728A1 (de) | Stranggiessanlage mit oszillierender Durchlaufkokille | |
| DE102008041119A1 (de) | Vorrichtung zum direkten oder indirekten Auftragen eines flüssigen oder pastösen Auftragmediums auf eine bewegbare Materialbahn | |
| DE3039443A1 (de) | Sekundaerkuehlung einer stahlstraggiessanlage | |
| EP3453466B1 (de) | Walzstrasse zum walzen eines metallischen guts und verfahren zum betreiben einer walzstrasse | |
| RU8640U1 (ru) | Устройство для точечной маркировки металла краской |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20081002 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA HR MK RS |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: WAHL, HELMUT Inventor name: FELLINGER, KURT Inventor name: ZIEGLER, GUENTER Inventor name: HOECHTEL, FRANZ, JOSEF Inventor name: FUERHOFER, HORST Inventor name: GUTTENBRUNNER, JOSEF Inventor name: STARRERMAIR, THOMAS Inventor name: HAMMERL, JOACHIM Inventor name: KRIEGNER, OTHMAR Inventor name: POEPPL, JOHANN |
|
| 17Q | First examination report despatched |
Effective date: 20090330 |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REF | Corresponds to: |
Ref document number: 502007003406 Country of ref document: DE Date of ref document: 20100520 Kind code of ref document: P |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2343380 Country of ref document: ES Kind code of ref document: T3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 |
|
| LTIE | Lt: invalidation of european patent or patent extension |
Effective date: 20100407 |
|
| REG | Reference to a national code |
Ref country code: PL Ref legal event code: T3 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FD4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100807 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100609 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 Ref country code: IE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100809 |
|
| 26 | Opposition filed |
Opponent name: SMS SIEMAG AG Effective date: 20110107 |
|
| PLAX | Notice of opposition and request to file observation + time limit sent |
Free format text: ORIGINAL CODE: EPIDOSNOBS2 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: SIEMENS VAI METALS TECHNOLOGIES GMBH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100708 |
|
| PLBB | Reply of patent proprietor to notice(s) of opposition received |
Free format text: ORIGINAL CODE: EPIDOSNOBS3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110228 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 463311 Country of ref document: AT Kind code of ref document: T Effective date: 20120227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20110227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20120227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100707 |
|
| PLCK | Communication despatched that opposition was rejected |
Free format text: ORIGINAL CODE: EPIDOSNREJ1 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20100407 |
|
| APBM | Appeal reference recorded |
Free format text: ORIGINAL CODE: EPIDOSNREFNO |
|
| APBP | Date of receipt of notice of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA2O |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |
|
| APBQ | Date of receipt of statement of grounds of appeal recorded |
Free format text: ORIGINAL CODE: EPIDOSNNOA3O |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PL Payment date: 20150126 Year of fee payment: 9 |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: PRIMETALS TECHNOLOGIES AUSTRIA GMBH |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 10 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP Owner name: PRIMETALS TECHNOLOGIES AUSTRIA GMBH, AT Effective date: 20160413 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007003406 Country of ref document: DE Representative=s name: KINNSTAETTER, KLAUS, DIPL.-PHYS.UNIV., DE |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007003406 Country of ref document: DE Representative=s name: KINNSTAETTER, KLAUS, DIPL.-PHYS.UNIV., DE Ref country code: DE Ref legal event code: R081 Ref document number: 502007003406 Country of ref document: DE Owner name: PRIMETALS TECHNOLOGIES AUSTRIA GMBH, AT Free format text: FORMER OWNER: SIEMENS VAI METALS TECHNOLOGIES GMBH & CO. KG, LINZ, AT |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E Free format text: REGISTERED BETWEEN 20161013 AND 20161019 |
|
| R26 | Opposition filed (corrected) |
Opponent name: SMS GROUP GMBH Effective date: 20110107 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 11 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R100 Ref document number: 502007003406 Country of ref document: DE |
|
| APBU | Appeal procedure closed |
Free format text: ORIGINAL CODE: EPIDOSNNOA9O |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 20170425 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20160227 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: PLFP Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20180216 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20180216 Year of fee payment: 12 Ref country code: ES Payment date: 20180327 Year of fee payment: 12 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20180216 Year of fee payment: 12 Ref country code: FR Payment date: 20180223 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MM Effective date: 20190301 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20190227 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190228 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190301 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190227 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20200331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190228 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R082 Ref document number: 502007003406 Country of ref document: DE Representative=s name: LINDNER BLAUMEIER, PATENT- UND RECHTSANWAELTE,, DE |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20260218 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20260224 Year of fee payment: 20 |