EP1995006B1 - Verfahren zur Schnellkühlung einer heiß isostatischen Presse und eine heiß isostatische Presse - Google Patents
Verfahren zur Schnellkühlung einer heiß isostatischen Presse und eine heiß isostatische Presse Download PDFInfo
- Publication number
- EP1995006B1 EP1995006B1 EP08008674.7A EP08008674A EP1995006B1 EP 1995006 B1 EP1995006 B1 EP 1995006B1 EP 08008674 A EP08008674 A EP 08008674A EP 1995006 B1 EP1995006 B1 EP 1995006B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- fluid
- space
- load
- nozzle
- hot isostatic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/001—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses using a flexible element, e.g. diaphragm, urged by fluid pressure; Isostatic presses
- B30B11/002—Isostatic press chambers; Press stands therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
- B22F2003/153—Hot isostatic pressing apparatus specific to HIP
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28C—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA COME INTO DIRECT CONTACT WITHOUT CHEMICAL INTERACTION
- F28C3/00—Other direct-contact heat-exchange apparatus
- F28C3/02—Other direct-contact heat-exchange apparatus the heat-exchange media both being gases or vapours
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F13/00—Arrangements for modifying heat-transfer, e.g. increasing, decreasing
- F28F13/02—Arrangements for modifying heat-transfer, e.g. increasing, decreasing by influencing fluid boundary
Definitions
- the invention relates to a method for rapid cooling of a hot isostatic press according to the preamble of claim 1 and a hot isostatic press according to the preamble of claim 13.
- Hot isostatic presses or autoclave ovens are used today for a variety of applications.
- solid workpieces or molding compounds consisting of powder are compacted in a die under high pressure and high temperature. In this case, similar but also different materials can be interconnected.
- the workpieces are placed in an oven with a heater, which in turn is surrounded by a high pressure vessel.
- a complete isostatic pressing is performed by the all-round pressure of a fluid or inert gas, usually argon, until the workpieces are optimally compressed.
- This process is also used to re-densify components, for example, ceramic ones Materials, eg for hip joint prostheses, for aluminum cast components in automotive or engine construction, as cylinder heads of car engines, or precision castings made of titanium alloys, such as turbine blades to effect.
- components for example, ceramic ones Materials, eg for hip joint prostheses, for aluminum cast components in automotive or engine construction, as cylinder heads of car engines, or precision castings made of titanium alloys, such as turbine blades to effect.
- the pores formed in the previous manufacturing process are closed, existing imperfections are connected and the microstructural properties are improved.
- Another area of application is the production of powdered components close to the final contours, which are compacted and sintered during the process.
- HIP cycles usually take a long time, from several hours to several days. A significant part of the cycle costs are caused by the machine hourly rate due to the capital tie-up.
- the relatively long cooling times from operating temperature to a permissible temperature at which the press installation can be opened without risk usually make up more than one third of the cycle time and are not of any use in terms of process technology.
- the cooling also plays an essential role for the material properties of the parts to be produced. Many materials require compliance with a certain maximum cooling rate for reasons of material quality.
- Autoclaves with hot gas circulation with or without mechanical aids, such as blowers, are sufficiently known from the prior art.
- mechanical aids such as blowers
- the natural convection and the redistribution of the gas in the autoclave are used by existing or promoted temperature differences (heating or cooling on external walls). It drops colder fluid down and hotter fluid rises.
- vanes Through the use of vanes, such fluid flows can be used in a controlled manner to provide uniform heating or cooling recirculation in the autoclave.
- guide or convection sleeves which consist of a pipe open at the top and bottom. When heated, heat sources in the oven provide power and the flow will commence depending on the location of the heat source.
- the cooling fluid between the convection sleeve and the cooling outer wall falls down, pushing the warmer fluid inside the sleeve past the workpieces upwards.
- the incoming flow from below pushes the fluid towards the outside and thus drops the fluid between the outer wall and the sleeve back down. This again creates a corresponding cooling whereby the continuous cooling process is maintained.
- An embodiment for the rapid cooling of a HIP system is, for example, with the DE 38 33 337 A1 known.
- a gas circulation between the hot space inside the insulating hood and the cold room outside the insulating produced by valves in the bottom space of the circuit is opened.
- In the upper lid of the insulating constantly open holes are available through which the hot fluid can escape.
- a disadvantage of this embodiment is that very cold fluid from below flows back into the hot room and comes directly into contact with the loading of the furnace or the workpieces. The hot room is thus filled from bottom to top with cold gas. This has the disadvantage that on the one hand a sudden cooling can occur with too uncertain einberichtbaren parameters and that no uniform cooling rate over the entire batch space is achieved.
- the problems described above, such as distortion, cracks or destruction can occur due to the uneven cooling.
- Another embodiment for the rapid cooling of a HIP system is also with the EP 1 009 563 B1 known.
- the object of the present invention is now to provide a method for rapid cooling of a hot isostatic press and to provide a hot isostatic press suitable for carrying out the method, which allow uniform cooling of the loading space or the loading, with a colder fluid brisk with hot fluid in the Loading space of the hot isostatic press is mixed and at the same time a sufficiently fast and above all ensured circulation of the fluid in the entire pressure vessel, but especially in the loading space is achieved in order to achieve a uniform cooling of the entire load.
- the solution of the task for the method according to claim 1 is that in the interior of the loading space of a pressure vessel to form a rotational flow via at least one nozzle fluid is injected, wherein the fluid mixes with fluid from the vicinity of the load during the passage of the rotary flow in the vicinity of the insulation, and wherein the fluid leaving the nozzle has a lower temperature than the fluid in the loading space and / or the loading.
- the solution to the problem for the hot isostatic press for carrying out the method according to claim 13 is that within the pressure vessel at least one line is arranged with connection to at least one nozzle in the interior of the loading space, wherein the conduit with fluid at a lower temperature than the fluid in the loading space and / or the load is supplied.
- the teaching of the invention is that a rotational flow within the loading space is formed by the targeted injection of cool fluid in the upper region of the pressure vessel. Due to the injection at high speed at the upper end of the loading space creates a cyclone effect within the loading space, that is, cooler fluid from the The nozzle is moved in a circle along the insulation by the rotation and sinks downwards due to the higher fluid density. Lack of separation from the loading space causes mixing between the hot fluid near the load and the cyclonic cold fluid. The case falling down fluid hereby pulls hot fluid from the inner region of the loading space with it creating a mixing temperature. Due to the optimal mixing and ensured for physical reasons securing the load from too cold fluid an optimal and uniform cooling gradient of the individual loading parts is ensured.
- the rotational movement of the fluid in the interior of the loading space also ensures that rising and falling fluid no temperature niches in the loading space due to undercuts of the load or a load carrier can arise. Niches with normally stagnant fluid are due to the rotating fluid and the resulting additional turbulence on, for example, undercuts still sufficiently mixed to compensate for temperature differences perfectly.
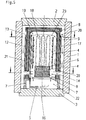
- the pressure vessel 1 shown in the figures has a loading area 19, which is usually located on the inside, and an insulation 8 arranged therebetween. Within the insulation 8 heating elements 4 are arranged and a load 18 is usually placed on a load carrier plate 6 or by means of a load carrier (not shown) on the Loading carrier plate 6 is provided.
- the pressure vessel 1 has the rest of the closure lid 2 and 3 for loading and unloading of the pressure vessel 1 are used, but which are further considered to simplify the description of the pressure vessel 1 as belonging.
- at least one nozzle 13 is arranged in the loading space 19 through which fluid 23, preferably at high speed, is flowed through to form a rotational flow 23.
- the fluid has a lower temperature than the fluid in the loading space 19 and / or the load 18 itself and is forced by rotation to the inner wall of the insulation 8 due to physical laws.
- the outside rotating fluid mixes with warmer fluid from the vicinity of the load 18.
- the highest fluid Temperature In a vertical section to the central axis 26 of the pressure vessel 1 is thus found in the vicinity of the central axis 26, the highest fluid Temperature.
- the temperature decreases during a current rotational flow 23 continuously in the direction of insulation 8 from.
- the fluid is expelled horizontally to the central axis 26 of the pressure vessel 1 from the nozzle 13.
- Optimal is also a tangential Ausdüsung of the fluid to the central axis 26 of the pressure vessel 1.
- the cooled fluid returned to the pressure vessel 1 via the inlet 25 is fed into the line 12 via an ejector pump, comprising a sparger 15 and a venturi 16, with the admixing of fluid from the floor space 22 ( FIG. 1 ).
- an ejector pump comprising a sparger 15 and a venturi 16, with the admixing of fluid from the floor space 22 ( FIG. 1 ).
- the fluid from the perforations 7 can enter directly into the bottom space 22 from the loading space 19 and / or from the second annular gap 17. This is a structural design and is defined by the cooling rates to be achieved, because the fluid from the loading space 19 is significantly warmer than from the second annular gap 17.
- an outer circulation circuit 20 is established by means of natural convection in two mutually parallel annular gaps 9, 17, wherein the circulation circuit 20 is disposed completely outside the insulation 8.
- the fluid of the outer circulation circuit 20 and the rotating fluid from the loading chamber 19 can exchange and mix with each other below the loading space by means of openings 14 in the insulation 8.
- Hot gas from the rotary flow 23 can in this case pass through the openings 14 in the outer circulation circuit 20, where it is first mixed with the outer circulation flow and is further cooled by the circulation of the pressure vessel wall 1 and can flow as cooled gas through the openings 14 back below the loading space 19.
- the fluid is injected via the nozzle 13 in or above a guide device 27 in the loading space 19.
- This guide device 27 can be used as a simple or double horizontally arranged disc ( FIG. 4a ) or ring ( FIG. 4b ), which ensures that the cooler fluid exiting from the nozzle 13 before entering the rotational flow 23 to the outer edge of the loading space 19, here formed by the insulation 8, passes. This avoids an uncontrolled flow of cooler fluid into the middle of the loading space 19.
- the guide device 27 may additionally as a horizontally arranged double sheet or double ring, as after the execution in FIG. 4a . b be executed, wherein by the inflow of the cooler fluid from the nozzle 13 can be achieved between the two sheets an optimal and narrow gas flow regardless of the design and height of the upper portion of the insulation 8 (roof).
- the guide device 27 could have the features of the nozzle 13 with respect to the orientation.
- additional perforations 7 may be provided between the outer annular gap 17 and the bottom space 22, as a result of which the fluid cooled at the pressure vessel wall can flow directly back into the floor space 22 (FIG. FIG. 5 ).
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Manufacturing & Machinery (AREA)
- Press Drives And Press Lines (AREA)
Description
- Die Erfindung betrifft ein Verfahren zur Schnellkühlung einer Heiß Isostatischen Presse nach dem Oberbegriff des Anspruches 1 und eine Heiß Isostatische Presse nach dem Oberbegriff des Anspruches 13.
- Heiß Isostatische Pressen (HIP) oder Autoklav-Öfen werden heute für vielfältige Anwendungsgebiete eingesetzt. Hierbei werden feste Werkstücke oder aus Pulver bestehende Formmassen in einer Matrize unter hohem Druck und hoher Temperatur verdichtet. Dabei können artgleiche aber auch unterschiedliche Werkstoffe miteinander Verbunden werden. In der Regel werden die Werkstücke in einem Ofen mit einer Heizung eingelegt, der wiederum von einem Hochdruckbehälter umschlossen ist. Während oder nach der Erhitzung wird durch den allseitigen Druck eines Fluids bzw. Inertgases, meist Argon, eine vollständige isostatische Verpressung durchgeführt, bis die Werkstücke optimal verdichtet sind. Dieses Verfahren wird auch verwendet, um eine Nachverdichtung von Bauteilen, zum Beispiel aus keramischen Werkstoffen, z.B. für Hüftgelenksprothesen, für Aluminium-Gussbauteile im Automobil- oder Motorenbau, als Zylinderköpfe von PKW-Motoren, oder Präzisionsgussteile aus Titanlegierungen, z.B. Turbinenschaufeln zu bewirken. Bei der Nachverdichtung unter hohem Druck und hoher Temperatur werden die im vorhergehenden Herstellungsprozess entstandenen Poren geschlossen, bestehende Fehlstellen verbunden und die Gefügeeigenschaften verbessert. Ein weiteres Anwendungsgebiet ist die Herstellung von endkonturnahen Bauteilen aus Pulverwerkstoffen, die bei dem Prozess verdichtet und gesintert werden.
- HIP-Zyklen dauern in der Regel sehr lange, von mehreren Stunden bis hin zu mehreren Tagen. Ein beträchtlicher Teil der Zykluskosten werden dabei durch den Maschinenstundensatz aufgrund der Kapitalbindung verursacht. Speziell die relativ langen Abkühlzeiten von Betriebstemperatur auf eine zulässige Temperatur, bei der die Pressenanlage gefahrlos geöffnet werden kann, schlagen in der Regel mit über einem Drittel der Zykluszeit zu buche und sind prozesstechnisch nicht von Nutzen. Es ist nun bekannt, dass die Abkühlung auch für die Werkstoffeigenschaften der zu produzierenden Teile eine wesentliche Rolle spielt. Viele Werkstoffe benötigen die Einhaltung einer bestimmten maximalen Abkühlungsgeschwindigkeit aus Gründen der Werkstoffqualität. Daneben ist bei der Abkühlung zu beachten, dass ein Werkstück selbst in seinem Volumen gleichmäßig und nicht ungleichmäßig mit unterschiedlichen Temperaturzonen abgekühlt wird. Bei der Herstellung von Großbauteilen können die Eigenspannungen bei Temperaturunterschieden zu Verzug, zu Rissen mit entsprechender Kerbwirkung oder zu einer vollständigen Zerstörung führen. Aber auch bei Kleinteilen, die in der Regel in einem Gestell oder Regal im Ofen deponiert werden, können derartige Probleme auftreten.
- Autoklaven mit Heißgasumwälzung mit oder ohne mechanische Hilfsmittel, wie Gebläse, sind hinreichend aus dem Stand der Technik bekannt. Bei der Anwendung ohne mechanische Hilfsmittel werden die natürliche Konvektion und die Umverteilung des Gases im Autoklaven durch vorhandene oder geförderte Temperaturunterschiede (Beheizung oder Abkühlung an Aussenwänden) eingesetzt. Dabei fällt kälteres Fluid nach unten und heißeres Fluid steigt auf. Durch den Einsatz von Leitorganen können derartige Fluidströmungen kontrolliert benutzt werden, um eine gleichmäßige Erwärmungs- oder Abkühlungsumwälzung im Autoklaven zu schaffen. Im Stand der Technik werden hierbei bevorzugt so genannte Leit- oder Konvektionshülsen verwendet, die aus einem oben und unten offenen Rohr bestehen. Bei der Erhitzung sorgen Wärmequellen im Ofen für den Antrieb und die Strömung kommt je nach Anordnung der Wärmequelle entsprechend in Gang. Im Abkühlungsbetrieb fällt das erkaltende Fluid zwischen der Konvektionshülse und der kühlenden Außenwand nach unten und schiebt so das wärmere Fluid im Inneren der Hülse an den Werkstücken vorbei nach oben. Am Deckel der HIP-Anlage schiebt die von unten ankommende Strömung das Fluid in Richtung der Außenbereiche und somit fällt das Fluid zwischen der Außenwand und der Hülse wieder nach unten. Dabei entsteht wieder eine entsprechende Abkühlung wodurch der kontinuierliche Kühlprozess aufrechterhalten wird.
- Eine Ausführungsform zur Schnellkühlung einer HIP-Anlage ist beispielsweise mit der
DE 38 33 337 A1 bekannt geworden. Bei dieser Lösung wird zum Einsetzen der Schnellkühlung, eine Gaszirkulation zwischen dem Heißraum innerhalb der Isolierhaube und dem Kaltraum außerhalb der Isolierhaube hergestellt, indem über Ventile im Bodenraum der Kreislauf geöffnet wird. Im oberen Deckel der Isolierhaube sind ständig offene Bohrungen vorhanden, über die das heiße Fluid austreten kann. Ein Nachteil dieser Ausführungsform ist, dass sehr kaltes Fluid von unten in den Heißraum zurückströmt und direkt mit der Beladung des Ofens bzw. den Werkstücken in Berührung kommt. Der Heißraum wird somit von unten nach oben mit Kaltgas aufgefüllt. Dies hat den Nachteil, dass zum einen eine schlagartige Abkühlung mit zu unsicher einsteuerbaren Parametern entstehen kann und dass keine gleichmäßige Abkühlgeschwindigkeit über den gesamten Chargenraum erreicht wird. Gerade bei großen Bauteilen können hierbei durch die ungleichmäßige Abkühlung die oben beschriebenen Probleme wie Verzug, Risse oder Zerstörung eintreten. - Aus
WO 2003 / 070 402 A1 Ist ein Verfahren zur Kühlung einer heiß isostatischen Presse und eine heiß isostatische Presse bekannt geworden. Dabei wird in dem Verfahren heißes Fluid aus dem Beladungsraum entlassen, mit einem kühlen fallendem Fluid außerhalb des Beladungsraumes vermischt und das vermischte Fluid wieder dem Beladungsraum zugeführt. Das Verfahren selbst ist in seinem angestrebten Bedingungen komplex und benötigt dazu weiter auch noch einen komplexen Aufbau einer zugehörigen heiß isostatischen Presse mit vielen angeordneten Leitungsbereichen. Nachteilig ist auch, dass das wiedereingeleitete vermischte Fluid in nicht kontrollierbarer Art und Weise in den Beladungsraum zurückströmt und dort unter Umständen zu unterschiedlichen Abkühlungsgeschwindigkeiten führen kann, wenn Hinterschneidungen der Beladung oder Stützbauten der Beladung eine ordentliche Durchströmung des Beladungsraumes verhindern. Zudem wird weiterhin das auf Mischtemperatur gekühlte Gas von unten in den Beladungsraum zugeführt, was unweigerlich zu einem Temperaturgefälle zwischen unterem Ende und oberem Ende des Beladungsraumes führt und somit keine gleichmäßige Abkühlgeschwindigkeit realisiert werden kann. - Eine weitere Ausführungsform zur Schnellkühlung einer HIP-Anlage ist ebenfalls mit der
EP 1 009 563 B1 bekannt geworden. - Die Aufgabe vorliegender Erfindung besteht nun darin ein Verfahren zur Schnellkühlung einer heiß isostatischen Presse anzugeben und eine heiß isostatische Presse geeignet zur Durchführung des Verfahrens zu schaffen, die eine gleichmäßige Abkühlung des Beladungsraumes bzw. der Beladung ermöglichen, wobei ein kälteres Fluid zügig mit heißem Fluid im Beladungsraum der heiß isostatischen Presse durchmischt wird und gleichzeitig eine ausreichend schnelle und vor allem sichergestellte Umwälzung des Fluids im gesamten Druckbehälter, aber besonders im Beladungsraum erreicht wird, um eine gleichmäßige Abkühlung der gesamten Beladung zu erreichen.
- Die Lösung der Aufgabe für das Verfahren besteht nach Anspruch 1 darin, dass im Inneren des Beladungsraumes eines Druckbehälters zur Bildung einer Rotationsströmung über zumindest eine Düse Fluid eingedüst wird,
wobei sich das Fluid während des Durchlaufes der Rotationsströmung in der Nähe der Isolation sich mit Fluid aus der Nähe der Beladung vermischt und wobei das aus der Düse austretende Fluid eine niedrigere Temperatur als das Fluid im Beladungsraum und/oder die Beladung aufweist. - Die Lösung der Aufgabe für die heiß isostatische Presse zur Durchführung des Verfahrens besteht nach Anspruch 13 darin, dass innerhalb des Druckbehälters zumindest eine Leitung mit Verbindung zu zumindest einer Düse im Inneren des Beladungsraumes angeordnet ist, wobei die Leitung mit Fluid eine niedrigere Temperatur als das Fluid im Beladungsraum und/oder die Beladung versorgt wird.
- Die Lehre der Erfindung besteht darin, dass durch die gezielte Eindüsung kühlen Fluids im oberen Bereich des Druckbehälters eine Rotationsströmung innerhalb des Beladungsraumes gebildet wird. Durch das Eindüsen mit hoher Geschwindigkeit am oberen Ende des Beladungsraumes entsteht eine Zykloneffekt innerhalb des Beladungsraumes, das heißt, kühleres Fluid aus der Düse wird durch die Rotation entlang der Isolierung im Kreis bewegt und sinkt durch die höhere Fluiddichte dabei nach unten. Durch eine fehlende Trennung zum Beladungsraum kommt es zu einer Vermischung zwischen dem heißen Fluid in der Nähe der Beladung und dem zyklonartig bewegten kalten Fluid. Das dabei nach unten fallende Fluid zieht hierbei heißes Fluid aus dem inneren Bereich des Beladungsraumes mit sich wodurch eine Mischtemperatur entsteht. Durch die optimale Durchmischung und die aus physikalischen Gründen sichergestellte Sicherung der Beladung vor zu kaltem Fluid ist eine optimaler und gleichmäßiger Abkühlungsgradient der einzelnen Beladungsteile sichergestellt. Durch die Rotationsbewegung des Fluids im inneren des Beladungsraumes wird auch sichergestellt, dass aufsteigendes und abfallendes Fluid keine Temperaturnischen im Beladungsraum aufgrund von Hinterschneidungen der Beladung oder eines Beladungsträgers entstehen können. Nischen mit normalerweise stehendem Fluid werden aufgrund des rotierenden Fluids und den dadurch zusätzlich entstehenden Turbulenzen an beispielsweise Hinterschneidungen trotzdem ausreichend durchmischt um Temperaturunterschiede perfekt auszugleichen.
- Mit den erfindungsgemäßen Merkmalen ist es nun möglich beim Einsetzen der Schnellkühlung eine gleichmäßige Temperaturverteilung über den gesamten Beladungsraum während der andauernden Abkühlphase zu erzielen.
- Weitere vorteilhafte Maßnahmen und Ausgestaltungen des Gegenstandes der Erfindung gehen aus den Unteransprüchen und der folgenden Beschreibung mit der Zeichnung hervor.
- Es zeigen:
- Figur 1
- In schematischer Darstellung einen vertikalen Schnitt durch die Mittelachse eines Druckbehälters mit externer Fluidkühlung,
- Figur 2
- einen waagrechten Schnitt durch den Eindüsungsebene im oberen Bereich des Beladungsraumes des Druckbehälters nach
Figur 1 , - Figur 3
- einen weiteren waagrechten Schnitt durch die Vermischungsebene zwischen den Bereichen außerhalb und innerhalb der Isolation des Druckbehälters,
- Figur 4
- a, b mit zwei Ausführungsbeispielen betreffend einer Leitvorrichtung für das Fluid im oberen Bereich des Beladungsraumes und
- Figur 5
- einen vertikalen Schnitt durch die Mittelachse eines Druckbehälters mit einer internen Schnellkühlung mittels einer Umwälzungsvorrichtung.
- Der in den Figuren dargestellte Druckbehälter 1 weist einen üblicherweise innen liegenden Beladungsraum 19 und eine dazwischen angeordnete Isolierung 8 auf. Innerhalb der Isolierung 8 sind Heizelemente 4 angeordnet und eine Beladung 18 wird üblicherweise auf eine Beladungsträgerplatte 6 aufgestellt oder mittels eines Lastenträgers (nicht dargestellt) auf die Beladungsträgerplatte 6 gestellt. Der Druckbehälter 1 weist im übrigen Verschlussdeckel 2 und 3 auf zur Be- und Entladung des Druckbehälters 1 dienen, die aber im Weiteren zur Vereinfachung der Beschreibung dem Druckbehälter 1 als zugehörig angesehen werden. Innerhalb der Isolierung 8 ist im Beladungsraum 19 zumindest eine Düse 13 angeordnet, durch die zur Bildung einer Rotationsströmung 23 Fluid, vorzugsweise mit hoher Geschwindigkeit, eingeströmt wird. Das Fluid weist eine niedrigere Temperatur als das Fluid im Beladungsraum 19 und/oder die Beladung 18 selbst auf und wird aufgrund physikalischer Gesetze durch die Rotation an die Innenwand der Isolierung 8 gedrückt. Während des Durchlaufes der Rotationsströmung 23 in der Nähe der Isolation 8 vermischt sich das außen rotierende Fluid mit wärmerem Fluid aus der Nähe der Beladung 18. In einem lotrechten Schnitt zur Mittelachse 26 des Druckbehälters 1 findet sich in der Nähe der Mittelachse 26 somit das Fluid höchster Temperatur. Die Temperatur nimmt dabei während einer laufenden Rotationsströmung 23 kontinuierlich in Richtung Isolierung 8 ab. In einer bevorzugten Ausführungsform wird das Fluid horizontal zur Mittelachse 26 des Druckbehälters 1 aus der Düse 13 ausgedüst. Optimal ist auch eine tangentiale Ausdüsung des Fluids zur Mittelachse 26 des Druckbehälters 1. Von Vorteil ist natürlich auch eine hohe Geschwindigkeit des Fluids beim Austritt aus der Düse 13 und/oder die Anordnung von mehreren Düsen 13. Nach
Figur 5 wird das Fluid entweder mit einer niedrigeren Temperatur aus dem Bodenraum 22 mittels einer Umwälzvorrichtung 5 entnommen und direkt in die Leitung 12 eingespeist, oder es kann wie in denFiguren 1 und4 dargestellt über einen Auslass 24 außerhalb des Druckbehälters 1 einem Fluidkühler 10 zugeführt und anschließend über einen Einlass 25 in die Leitung 12 eingespeist werden. - In einer besonders bevorzugten Ausführungsform wird das über den Einlass 25 in den Druckbehälter 1 zurückgeführte gekühlte Fluid über eine Saugstrahlpumpe, bestehend aus einem Einblasrohr 15 und einer Venturidüse 16, unter Zumischung von Fluid aus dem Bodenraum 22 in die Leitung 12 eingespeist (
Figur 1 ). Bei allen Antriebslösungen für die Rotationsströmung 23 kann das Fluid aus den Durchbrechungen 7 direkt aus dem Beladungsraum 19 und/oder aus dem zweiten Ringspalt 17 in den Bodenraum 22 eintreten. Dies ist eine konstruktive Gestaltung und definiert sich aus den zu erzielenden Abkühlungsgeschwindigkeiten, denn das Fluid aus dem Beladungsraum 19 ist signifikant wärmer als aus dem zweiten Ringspalt 17. - Zur weiteren Optimierung der Schnellkühlung des gesamten Druckbehälters wird ein äußerer Zirkulationskreis 20 mittels natürlicher Konvektion in zwei parallel zueinander angeordneten Ringspalten 9, 17 etabliert, wobei der Zirkulationskreis 20 vollständig außerhalb der Isolierung 8 angeordnet ist.
- Das Fluid des äußeren Zirkulationskreises 20 und das rotierende Fluid aus dem Beladungsraum 19 können sich unterhalb des Beladungsraumes mittels Durchbrechungen 14 in der Isolierung 8 miteinander austauschen und vermischen. Heißes Gas aus der Rotationsströmung 23 kann hierbei durch die Durchbrechungen 14 in den äußeren Zirkulationskreis 20 gelangen, wo es sich zunächst mit der äußeren Zirkulationsströmung vermischt und durch die Zirkulation an der Druckbehälterwand 1 weiter abgekühlt wird und als gekühltes Gas über die Durchbrechungen 14 zurück unterhalb den Beladungsraum 19 strömen kann.
- Durch die Vermischung aus dem über den Einlass 25 zugeführten extern gekühlten Fluid und/oder dem im äußeren Ringraum 17 über die Wand des Druckbehälters 1 gekühltem Fluid, wird eine sehr intensive und schnelle Abkühlung des Beladungsraumes 19 bei einer Schnellkühlung nach den
Figuren 1 ,4 oder5 erzielt. Natürlich steht hier dem Fachmann eine Vielzahl an Variationsmöglichkeiten im Rahmen der Offenbarung zur Verfügung. - In einer weiteren bevorzugten Ausführungsform nach
Figur 4 wird das Fluid über die Düse 13 in oder oberhalb einer Leitvorrichtung 27 in den Beladungsraum 19 eingedüst. Diese Leitvorrichtung 27 kann dabei als eine einfache oder doppelt horizontal angeordneten Scheibe (Figur 4a ) oder Ring (Figur 4b ) ausgeführt sein, die sicherstellt, dass das aus der Düse 13 austretende kühlere Fluid vor Eintritt in die Rotationsströmung 23 zum äußeren Rand des Beladungsraumes 19, hier gebildet durch die Isolierung 8, gelangt. Damit wird ein unkontrolliertes Strömen von kühlerem Fluid in die Mitte des Beladungsraumes 19 vermieden. - Die Leitvorrichtung 27 kann zusätzlich als ein waagrecht angeordneter Doppelblech oder Doppelring, wie nach der Ausführung in
Figur 4a ,b , ausgeführt sein, wobei durch das Einströmen des kühleren Fluids aus der Düse 13 zwischen den beiden Blechen eine optimale und eng begrenzte Gasführung unabhängig von der Gestaltung und Höhe des oberen Bereiches der Isolierung 8 (Dach) erzielt werden kann. - Auch wäre denkbar die Leitvorrichtung 27 als eine erweiterte Düse 13 zu gestalten, so dass das durch die Düse 13 in die Leitvorrichtung 27 eintretende Fluid eine primäre Rotationsströmung innerhalb des Doppelbleches erzeugt, und erst anschließend in der Nähe der Wand der Isolierung 8 in den Beladungsraum 19 eintritt. Dabei könnte zumindest eine Eintrittsöffnung die Merkmale der Düse 13 hinsichtlich der Ausrichtung aufweisen.
- Um eine sofortige Vermischung des aus der Düse 13 austretenden kühlen Fluids mit heißem Fluid aus der Nähe der oberen Isolierung 8 zu erzwingen ist es denkbar das Fluid aus der Düse 13 in eine Saugstrahldüse (nicht dargestellt) einzudüsen.
- In einer weiteren Gestaltungsvariante können zusätzliche Durchbrechungen 7 zwischen dem äußeren Ringspalt 17 und dem Bodenraum 22 vorgesehen sein, wodurch das an der Drückbehälterwand abgekühlte Fluid unmittelbar in den Bodenraum 22 zurückströmen kann (
Figur 5 ). -
- 1.
- Druckbehälter
- 2.
- Verschlussdeckel oben
- 3.
- Verschlussdeckel unten
- 4.
- Heizelemente
- 5.
- Umwälzvorrichtung
- 6.
- Beladungsträgerplatte
- 7.
- Durchbrechungen
- 8.
- Isolierung
- 9.
- Ringspalt 1
- 10.
- Fluidkühler
- 11.
- Kompressor
- 12.
- Leitung
- 13.
- Düse
- 14.
- Durchbrechungen
- 15.
- Einblasrohr
- 16.
- Venturidüse
- 17.
- Ringspalt 2
- 18.
- Beladung
- 19.
- Beladungsraum
- 20.
- Zirkulationskreis außen
- 21.
- Leitblech für 20
- 22.
- Bodenraum
- 23.
- Rotationsströmung
- 24.
- Auslass
- 25.
- Einlass
- 26.
- Mittellinie
- 27.
- Leitvorrichtung
Claims (24)
- Verfahren zur Schnellkühlung einer heiß isostatischen Presse, bestehend aus einem Druckbehälter (1) mit innen liegendem Beladungsraum (19) und dazwischen angeordneter Isolierung (8), wobei innerhalb der Isolierung (8) Heizelemente (4) und eine Beladung (18) auf einer Beladungsträgerplatte (6) angeordnet sind, dadurch gekennzeichnet, dass im inneren und oberen Bereich des Beladungsraumes (19) eines Druckbehälters (1) zur Bildung einer Rotationsströmung (23) über zumindest eine Düse (13) Fluid eingedüst wird,
wobei sich das Fluid während des Durchlaufes der Rotationsströmung (23) in der Nähe der Isolation (8) sich mit Fluid aus der Nähe der Beladung (18) vermischt und
wobei das aus der Düse (13) austretende Fluid eine niedrigere Temperatur als das Fluid im Beladungsraum (19) und/oder die Beladung (18) aufweist. - Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das kühlere Fluid tangential zur Mittelachse (26) des Druckbehälters (1) aus der Düse (13) in den Beladungsraum (19) eingedüst wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das kühlere Fluid in einem zur Horizontalen leicht geneigten Winkel nach unten oder nach oben tangential aus der Düse (13) in den Beladungsraum (19) eingedüst wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das kühlere Fluid aus der Düse (13) mit hoher Geschwindigkeit in den Beladungsraum (19) eingedüst wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das aus der Düse (13) austretende Fluid mit einer niedrigeren Temperatur aus dem Bodenraum (22) direkt in die Leitung (12) eingespeist wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass Fluid über einen Auslass (24) einem Fluidkühler (10) außerhalb des Druckbehälters (1) zugeführt wird und anschließend über einen Einlass (25) in die Leitung (12) eingespeist wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass im Bodenraum (22) das außerhalb des Druckbehälters (1) gekühlte Fluid über eine Saugstrahlpumpe, bestehend aus einem Einblasrohr (15) und einer Venturidüse (16), direkt und/oder unter Zumischung von Fluid aus dem Bodenraum (22) in die Leitung (12) eingespeist wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass zur weiteren Optimierung der Schnellkühlung ein äußerer Zirkulationskreis (20) mittels natürlicher Konvektion (in zwei parallel zueinander angeordneten Ringspalten (9, 17)) etabliert wird, der vollständig außerhalb der Isolierung (8) angeordnet ist.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Fluid aus der Rotationsströmung (23) aus dem Beladungsraum (19) unterhalb des Beladungsraumes (19) über Durchbrüche (14) in der Isolierung (8) in den äußeren Zirkulationskreis (20) eintritt und sich mit dem Fluid des äußeren Zirkulationskreises (20) vermischt, im weiteren durch die Zirkulation an der Wand des Druckbehälters (1) vorbeiströmt und als kühleres Fluid über die Durchbrechungen (14) unterhalb des Beladungsraumes (19) zurückströmt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass Fluid entweder über senkrecht liegende Durchbrechungen (7) aus dem Beladungsraum (19) und/oder aus waagrecht liegenden Durchbrechungen (7) in den Bodenraum (22) einströmen kann.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das kühlere Fluid aus der Düse (13) vor Eintritt in den Beladungsraum (19) in eine Leitvorrichtung (27) eingedüst wird, wobei die Leitvorrichtung (27) das kühlere Fluid im äußeren Bereich nahe der Wand der Isolierung (8) an den Beladungsraum (19) abgibt.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das kühlere Fluid aus der Düse (13) vor Eintritt in den Beladungsraum (19) in eine Leitvorrichtung (27) eingedüst wird, wobei in der Leitvorrichtung (27) eine erste Rotationsströmung erzeugt wird, bevor die Leitvorrichtung (27) das kühlere Fluid im äußeren Bereich nahe der Wand der Isolierung (8) an den Beladungsraum (19) abgibt.
- Heiß Isostatische Presse, bestehend aus einem Druckbehälter (1) mit innen liegendem Beladungsraum (19) und dazwischen angeordneter Isolierung (8), wobei innerhalb der Isolierung (8) Heizelemente (4) und eine Beladung (18) auf einer Beladungsträgerplatte (6) angeordnet sind, zur Durchführung des Verfahrens nach Anspruch 1, dadurch gekennzeichnet, dass
innerhalb des Druckbehälters (1) zumindest eine Leitung (12) mit Verbindung zu zumindest einer Düse (13) im inneren und oberen Bereich des Beladungsraumes (19) angeordnet ist, wobei die Leitung (12) mit Fluid eine niedrigere Temperatur als das Fluid im Beladungsraum (19) und/oder die Beladung (18) versorgt wird. - Heiß Isostatische Presse nach Anspruch 13, dadurch gekennzeichnet, dass die Ausströmrichtung der Düse (13) horizontal und/oder tangential zur Mittelachse (26) des Druckbehälters (1) angeordnet ist.
- Heiß Isostatische Presse nach Anspruch 13 und/oder 14, dadurch gekennzeichnet, dass die Ausströmrichtung der Düse (13) tangential zur Mittelachse (26) und aus der Horizontalen nach unten oder nach oben geneigt angeordnet ist.
- Heiß Isostatische Presse nach einem oder mehreren der vorhergehenden Ansprüche 13 bis 15, dadurch gekennzeichnet, dass die Leitung (12) in und/oder durch den Bodenraum (22) führt.
- Heiß Isostatische Presse nach einem oder mehreren der vorhergehenden Ansprüche 13 bis 16, dadurch gekennzeichnet, dass im Bodenraum (22) ein Umwälzvorrichtung (5) zur Speisung der Leitung (12) mit Fluid aus dem Bodenraum (22) angeordnet ist.
- Heiß Isostatische Presse nach einem oder mehreren der vorhergehenden Ansprüche 13 bis 17, dadurch gekennzeichnet, dass im Bodenraum (22) ein Einlass (25) zur Zuführung von gekühltem Fluid angeordnet ist.
- Heiß Isostatische Presse nach einem oder mehreren der vorhergehenden Ansprüche 13 bis 18, dadurch gekennzeichnet, dass im Bodenraum (22) ein Auslass (24) angeordnet ist, der mit einem Fluidkühler (10) und/oder einem Kompressor (11) außerhalb des Druckbehälters (1) und schließlich mit dem Einlass (25) verbunden ist.
- Heiß Isostatische Presse nach einem oder mehreren der vorhergehenden Ansprüche 13 bis 19, dadurch gekennzeichnet, dass im Bodenraum (22) eine Saugstrahlpumpe, bestehend aus einem Einblasrohr (15) und einer Venturidüse (16) angeordnet ist, wobei das Einblasrohr mit dem Einlass (25) verbunden ist.
- Heiß Isostatische Presse nach einem oder mehreren der vorhergehenden Ansprüche 13 bis 20, dadurch gekennzeichnet, dass die Isolierung (8) außenseitig ein oben und unten durchbrochenes Leitblech (21) zur Bildung eines Ringspaltes (9) aufweist.
- Heiß Isostatische Presse nach einem oder mehreren der vorhergehenden Ansprüche 13 bis 21, dadurch gekennzeichnet, dass in der Isolierung (8) zwischen Beladungsraum (19) und Bodenraum (22) Durchbrechungen (14) angeordnet sind.
- Heiß Isostatische Presse nach einem oder mehreren der vorhergehenden Ansprüche 13 bis 22, dadurch gekennzeichnet, dass zwischen dem Beladungsraum (19) und/oder dem Ringraum (17) und dem Bodenraum (22) Durchbrechungen (7) angeordnet sind.
- Heiß Isostatische Presse nach einem oder mehreren der vorhergehenden Ansprüche 13 bis 23, dadurch gekennzeichnet, dass zwischen Beladungsraum (19) und Düse (13) eine Leitvorrichtung (27) aus zumindest einem waagrechten Blech angeordnet ist.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102007023699.0A DE102007023699B4 (de) | 2007-05-22 | 2007-05-22 | Heiß Isostatische Presse und Verfahren zur Schnellkühlung einer Heiß Isostatischen Presse |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP1995006A2 EP1995006A2 (de) | 2008-11-26 |
| EP1995006A3 EP1995006A3 (de) | 2009-09-30 |
| EP1995006B1 true EP1995006B1 (de) | 2018-11-07 |
Family
ID=39735357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP08008674.7A Active EP1995006B1 (de) | 2007-05-22 | 2008-05-08 | Verfahren zur Schnellkühlung einer heiß isostatischen Presse und eine heiß isostatische Presse |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8695494B2 (de) |
| EP (1) | EP1995006B1 (de) |
| JP (1) | JP5505949B2 (de) |
| CN (1) | CN101347837B (de) |
| DE (1) | DE102007023699B4 (de) |
| ES (1) | ES2709207T3 (de) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102007023699B4 (de) | 2007-05-22 | 2020-03-26 | Cremer Thermoprozeßanlagen-GmbH | Heiß Isostatische Presse und Verfahren zur Schnellkühlung einer Heiß Isostatischen Presse |
| DE102008058330A1 (de) * | 2008-11-23 | 2010-05-27 | Dieffenbacher Gmbh + Co. Kg | Verfahren zur Temperierung einer Heiß isostatischen Presse und eine Heiß isostatische Presse |
| DE102008058329A1 (de) * | 2008-11-23 | 2010-05-27 | Dieffenbacher Gmbh + Co. Kg | Verfahren zur Temperierung einer Heiß Isostatischen Presse und eine Heiß Isostatische Presse |
| CN102476445A (zh) * | 2010-11-24 | 2012-05-30 | 浙江中能防腐设备有限公司 | 聚四氟乙烯或改性聚四氟乙烯烧结的热静压设备 |
| US9651309B2 (en) | 2011-01-03 | 2017-05-16 | Quintus Technologies Ab | Pressing arrangement |
| JP5826102B2 (ja) * | 2011-09-21 | 2015-12-02 | 株式会社神戸製鋼所 | 熱間等方圧加圧装置 |
| US9551530B2 (en) * | 2013-03-13 | 2017-01-24 | Quintus Technologies Ab | Combined fan and ejector cooling |
| JP5894967B2 (ja) * | 2013-05-28 | 2016-03-30 | 株式会社神戸製鋼所 | 熱間等方圧加圧装置 |
| JP5931014B2 (ja) * | 2013-07-12 | 2016-06-08 | 株式会社神戸製鋼所 | 熱間等方圧加圧装置 |
| JP6757286B2 (ja) * | 2017-04-07 | 2020-09-16 | 株式会社神戸製鋼所 | 熱間等方圧加圧装置 |
| JP7131932B2 (ja) * | 2018-03-15 | 2022-09-06 | トヨタ自動車株式会社 | アルミニウム合金部材の製造方法 |
| EP3914442B1 (de) * | 2019-01-25 | 2024-10-23 | Quintus Technologies AB | Verfahren in einer pressanordnung |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2493246A (en) | 1945-02-05 | 1950-01-03 | Wild Barfield Electr Furnaces | Furnace |
| US4867918A (en) * | 1987-12-30 | 1989-09-19 | Union Carbide Corporation | Gas dispersion process and system |
| DE3833337A1 (de) * | 1988-09-30 | 1990-04-05 | Dieffenbacher Gmbh Maschf | Vorrichtung zur schnellkuehlung von werkstuecken und des druckbehaelters in einer hip-anlage |
| SE467611B (sv) * | 1989-04-04 | 1992-08-17 | Asea Brown Boveri | Anordning foer kylning av lasten i en varmisostatpress |
| JPH02302587A (ja) | 1989-05-17 | 1990-12-14 | Nippon Steel Corp | 熱間静水圧加圧装置の冷却装置 |
| US7273749B1 (en) * | 1990-06-04 | 2007-09-25 | University Of Utah Research Foundation | Container for carrying out and monitoring biological processes |
| US5290189A (en) | 1993-08-26 | 1994-03-01 | Gas Research Institute | High temperature industrial heat treat furnace |
| SE507179C2 (sv) * | 1995-12-01 | 1998-04-20 | Asea Brown Boveri | Sätt och anordning för gasrening vid varmisostatisk pressning |
| SE509518C2 (sv) * | 1997-06-13 | 1999-02-08 | Asea Brown Boveri | Anordning för varmisostatisk pressning |
| SE513640C2 (sv) | 1998-09-17 | 2000-10-16 | Flow Holdings Gmbh Sagl Llc | Anordning, användning och förfarande för snabbkylning vid varmisostatisk pressning |
| SE521206C2 (sv) * | 2002-02-20 | 2003-10-14 | Flow Holdings Sagl | Förfarande för kylning av en ugnskammare för varmisostatisk pressning och en anordning härför |
| JP3916490B2 (ja) | 2002-03-28 | 2007-05-16 | 株式会社神戸製鋼所 | 熱間等方圧プレス装置および熱間等方圧プレス方法 |
| JP3836765B2 (ja) | 2002-08-02 | 2006-10-25 | 株式会社神戸製鋼所 | 高圧処理装置 |
| JP4280981B2 (ja) | 2003-06-27 | 2009-06-17 | 株式会社Ihi | 真空熱処理炉の冷却ガス風路切替え装置 |
| DE102007023699B4 (de) | 2007-05-22 | 2020-03-26 | Cremer Thermoprozeßanlagen-GmbH | Heiß Isostatische Presse und Verfahren zur Schnellkühlung einer Heiß Isostatischen Presse |
-
2007
- 2007-05-22 DE DE102007023699.0A patent/DE102007023699B4/de not_active Expired - Fee Related
-
2008
- 2008-05-08 EP EP08008674.7A patent/EP1995006B1/de active Active
- 2008-05-08 ES ES08008674T patent/ES2709207T3/es active Active
- 2008-05-21 US US12/125,026 patent/US8695494B2/en active Active
- 2008-05-21 JP JP2008132994A patent/JP5505949B2/ja active Active
- 2008-05-21 CN CN200810214731.0A patent/CN101347837B/zh active Active
Non-Patent Citations (1)
| Title |
|---|
| None * |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2709207T3 (es) | 2019-04-15 |
| US8695494B2 (en) | 2014-04-15 |
| JP2008290151A (ja) | 2008-12-04 |
| CN101347837A (zh) | 2009-01-21 |
| EP1995006A3 (de) | 2009-09-30 |
| US20090000495A1 (en) | 2009-01-01 |
| DE102007023699B4 (de) | 2020-03-26 |
| CN101347837B (zh) | 2014-02-12 |
| DE102007023699A1 (de) | 2008-11-27 |
| EP1995006A2 (de) | 2008-11-26 |
| JP5505949B2 (ja) | 2014-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1995006B1 (de) | Verfahren zur Schnellkühlung einer heiß isostatischen Presse und eine heiß isostatische Presse | |
| EP2367678A1 (de) | Verfahren zur temperierung einer heiss isostatischen presse und ein heiss isostatische presse | |
| EP2367677A1 (de) | Verfahren zur temperierung einer heiss isostatischen presse und eine heiss isostatische presse | |
| DE69613998T2 (de) | Verfahren und vorrichtung zum heissisostatischen pressen von teilen | |
| DE60317467T2 (de) | Verfahren zum kühlen einer vorrichtung zum isostatischen heisspressen und vorrichtung zum isostatischen heisspressen | |
| DE7441597U (de) | Vorrichtung zum herstellen von durch die umgebungsluft nicht verunreinigtem kugeligem metallpulver | |
| WO2018127471A1 (de) | Brennerspitze mit einem luftkanalsystem und einem brennstoffkanalsystem für einen brenner und verfahren zu deren herstellung | |
| DE102005027216A1 (de) | Vorrichtung und Verfahren zum kontinuierlichen katalytischen Entbindern mit verbesserten Strömungsbedingungen | |
| DE102007023703A1 (de) | Verfahren zur Schnellkühlung einer Heiß Isostatischen Presse und eine Heiß Isostatische Presse | |
| WO2018149814A1 (de) | Kühlmodul eines durchlaufsinterofens | |
| DE1596577A1 (de) | Verfahren und Einrichtung zur Herstellung von Fasern,insbesondere von Glasfasern | |
| EP2571643A1 (de) | Druckgussformteil einer druckgussform sowie entsprechende druckgusseinrichtung | |
| EP2815822A2 (de) | Verfahren und Anlage zum Entbindern und Sintern von Teilen | |
| WO2013156548A1 (de) | Vorrichtung und verfahren zur flächenbegasung in einem reduktionsreaktorschacht | |
| EP2388089B1 (de) | Temperierungsvorrichtung für eine Druckgusseinrichtung sowie entsprechende Druckgusseinrichtung | |
| WO2016170409A1 (de) | KERNKASTEN ZUM HERSTELLEN VON GIEβKERNEN | |
| DE4325524C2 (de) | Einrichtung zur Müllverarbeitung | |
| EP4124665A1 (de) | Schrotttrocknungs- und/oder schrottvorwärmvorrichtung | |
| AT523094B1 (de) | Sinterofen | |
| EP1785206A1 (de) | Verfahren und Vorrichtung zum Kühlen einer Stranggiesskokille mittels Dampf | |
| EP4394300A1 (de) | Sinterofeneinsatz mit vakuumverschlussrahmen | |
| DE3230351A1 (de) | Einrichtung zur kokskuehlung | |
| DE1032292B (de) | Um seine waagerechte Achse drehbarer, geschlossener und mit einer feuerfesten, teils sauren, teils basischen Auskleidung versehener Behaelter zur Herstellung von Stahl | |
| DE1854045U (de) | Konvertertragring. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| AX | Request for extension of the european patent |
Extension state: AL BA MK RS |
|
| 17P | Request for examination filed |
Effective date: 20100330 |
|
| AKX | Designation fees paid |
Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| 17Q | First examination report despatched |
Effective date: 20100909 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CREMER THERMOPROZESSANLAGEN GMBH |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R079 Ref document number: 502008016433 Country of ref document: DE Free format text: PREVIOUS MAIN CLASS: B22F0003150000 Ipc: B30B0011000000 |
|
| RIC1 | Information provided on ipc code assigned before grant |
Ipc: F28C 3/02 20060101ALI20180426BHEP Ipc: B22F 3/15 20060101ALI20180426BHEP Ipc: F28F 13/02 20060101ALI20180426BHEP Ipc: B30B 11/00 20060101AFI20180426BHEP |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180611 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: CREMER THERMOPROZESSANLAGEN GMBH Owner name: ZOLTRIX (HIP) INTERNATIONAL LIMITED |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HR HU IE IS IT LI LT LU LV MC MT NL NO PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1061557 Country of ref document: AT Kind code of ref document: T Effective date: 20181115 Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502008016433 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: SE Ref legal event code: TRGR |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: MP Effective date: 20181107 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2709207 Country of ref document: ES Kind code of ref document: T3 Effective date: 20190415 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190307 Ref country code: NO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190207 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: HR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190207 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190208 Ref country code: NL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190307 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: IT Payment date: 20190531 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502008016433 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: TR Payment date: 20190425 Year of fee payment: 12 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed |
Effective date: 20190808 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20190524 Year of fee payment: 12 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190508 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1061557 Country of ref document: AT Kind code of ref document: T Effective date: 20190508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190508 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20200508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200531 Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20080508 Ref country code: MT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181107 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20210928 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200508 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: ES Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20200509 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20250602 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20250618 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20250618 Year of fee payment: 18 |