EP1993399B1 - Mehrfilamentige borsten für zahnbürsten - Google Patents
Mehrfilamentige borsten für zahnbürsten Download PDFInfo
- Publication number
- EP1993399B1 EP1993399B1 EP07703053.4A EP07703053A EP1993399B1 EP 1993399 B1 EP1993399 B1 EP 1993399B1 EP 07703053 A EP07703053 A EP 07703053A EP 1993399 B1 EP1993399 B1 EP 1993399B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- bristle
- filament
- filaments
- etching process
- bristles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 claims description 45
- 230000008569 process Effects 0.000 claims description 38
- 238000005530 etching Methods 0.000 claims description 31
- 239000000463 material Substances 0.000 claims description 29
- 238000004519 manufacturing process Methods 0.000 claims description 11
- 238000003486 chemical etching Methods 0.000 claims description 9
- 229920000728 polyester Polymers 0.000 claims description 9
- 230000007423 decrease Effects 0.000 claims description 6
- 239000004677 Nylon Substances 0.000 claims description 5
- -1 PA6.6 Polymers 0.000 claims description 5
- 239000004952 Polyamide Substances 0.000 claims description 5
- 229920001778 nylon Polymers 0.000 claims description 5
- 229920002647 polyamide Polymers 0.000 claims description 5
- 229920001707 polybutylene terephthalate Polymers 0.000 claims description 5
- 229920000139 polyethylene terephthalate Polymers 0.000 claims description 5
- 239000005020 polyethylene terephthalate Substances 0.000 claims description 5
- 238000000227 grinding Methods 0.000 claims description 3
- 239000000126 substance Substances 0.000 description 16
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 9
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 230000006378 damage Effects 0.000 description 5
- 238000005452 bending Methods 0.000 description 4
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 4
- 208000027418 Wounds and injury Diseases 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 208000014674 injury Diseases 0.000 description 3
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 230000000844 anti-bacterial effect Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 239000000551 dentifrice Substances 0.000 description 2
- 235000019253 formic acid Nutrition 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 210000000214 mouth Anatomy 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 241000549893 Carphochaete Species 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000012824 chemical production Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 210000003128 head Anatomy 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/02—Bristles details
- A46D1/023—Bristles with at least a core and at least a partial sheath
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/02—Bristles details
- A46D1/0276—Bristles having pointed ends
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/02—Bristles details
- A46D1/0292—Bristles having split ends
-
- A—HUMAN NECESSITIES
- A46—BRUSHWARE
- A46D—MANUFACTURE OF BRUSHES
- A46D1/00—Bristles; Selection of materials for bristles
- A46D1/04—Preparing bristles
- A46D1/05—Splitting; Pointing
Definitions
- the invention relates to a bristle according to the preamble of claim 5, a method for producing or processing bristles according to the preamble of claim 1 and a bristle, in particular toothbrush.
- Bristles for toothbrushes are typically made of polyester or nylon monofilaments, that is, of plastic filaments which are extruded, stretched and fixed.
- Nylon bristles are flexible, easily deformable and especially water absorbent. They must therefore be designed relatively thick, so that given flexibility requirements can be achieved. This requires rounding the bristle ends to prevent injury to the gums.
- polyester bristles made of, for example, polybutylene terephthalate (PBT) and / or polyethylene terephthalate (PET) have a low water absorption rate and good durability properties.
- PBT polybutylene terephthalate
- PET polyethylene terephthalate
- these bristles usually do not meet the requirements of elasticity or bending stiffness. They are typically too stiff and inflexible and can thus lead to damage to the gums.
- polyester bristles are immersed in corrosive chemicals until the immersed portion of the monofilaments is completely eroded. This eventually leads to a tapered bristle end.
- the chemically sharpened ends of the bristle are attacked and subject to massive damage due to the etching process.
- the etching process thus produces a high reject rate which adversely affects the production costs.
- the tapered bristles made of a monofilament have a low durability and an already too low flexural rigidity due to the eroded lateral surface.
- the shape of the tapered bristles essentially determined solely by the etching process and can not be designed according to predetermined requirements.
- the monofilament is split along the boundary layers between the at least two Polymers always provided the action of mechanical forces.
- the mechanical introduction of slots, columns and flags is complex on the one hand and relatively imprecise on the other hand, because the formation of such gaps depends essentially on the amplitude and the direction of the applied force and the binding forces between the polymers.
- the slots thus produced often have different and difficult to control lengths, irregular shapes and frayed lateral surfaces.
- Bristles which can be produced by multi-component extrusion and which are tapered at the end region by material removal, rounded or configured in several individual filaments.
- From the JP2003 339440 is a method for producing or processing bristles according to the preamble of claim 1 and a bristle according to the preamble of claim 5.
- the present invention is therefore based on the object of providing tapered bristles, in particular for toothbrushes, with freely selectable geometry and improved elasticity properties. Furthermore, the invention has for its object to optimize a manufacturing or processing method for such bristles under production rational aspects.
- the bristle according to the invention has in the longitudinal direction at least two jointly extruded filaments of different materials and is characterized in that the cross-sectional area of at least one of the two filaments decreases towards the free end of the bristle.
- at least one of the at least two coextruded filaments changes its geometry in the region of the bristle end.
- the two extruded filaments consist of different materials, such as polyester and polyamide, which can be subjected to a material-selective machining process to form the bristle according to the invention.
- both the flexurally elastic properties of the bristle and its geometric configuration, in particular in the region of the bristle ends, can be designed almost as desired.
- the cross-sectional area of the at least one filament steadily decreases toward the free end of the bristle.
- a steady decrease in the cross-sectional area is accompanied by a continuously decreasing lateral surface and a continuously decreasing diameter of this bristle filament. Sharp corners or edges, the characteristics of discontinuously extending lateral surfaces or surfaces are thus avoided in an advantageous manner. The risk of injury to sensitive areas within the oral cavity, such as the gums, can thus be lowered advantageously.
- the cross-sectional area of the free end of the bristle is substantially determined by the at least one other filament.
- its cross-sectional area is substantially constant in the longitudinal direction of the bristles.
- the at least one filament at the free end of the bristle has a cross-sectional area of zero, so that the total cross section of the bristle at the free end of the bristle is determined essentially by the remaining at least other filament.
- the entire bristle can better meet the given elasticity or bending stiffness requirements correspond.
- the bristle according to the invention is not chemically sharpened at its end of the filament and therefore also not attacked or otherwise damaged.
- the at least one other filament is at least partially radially enclosed by the at least one filament.
- this core sheathing finally tapers, until at the free end of the bristle only the other filament forming the bristle core remains and forms a tapered bristle cross section.
- the at least other filament e.g. the core filament is wider in the axial direction than the one filament, e.g. the sheath filament extends.
- the free end of the bristle is therefore formed only by that filament whose cross-sectional area does not change substantially.
- a plurality of filaments not changing in cross-section are regularly distributed over the cross-section of the bristle and are surrounded by the at least one filament, the cross-sectional area of which has a change towards the bristle end, at least in regions in the radial direction.
- a configuration can ultimately be formed at the bristle end that forms a plurality of individual filaments separated by gaps.
- Such filament arrangements are advantageous, for example, for receiving dentifrices or dental or antibacterial preparations.
- the at least other filament is rounded or rounded at its free end.
- the filaments forming the free end of the bristle thus have essentially no edges which could lead to injuries in the oral cavity.
- the at least two filaments have a different elasticity and / or a different bending stiffness.
- the elasticity and / or bending stiffness properties of the bristle can be adjusted specifically to a predetermined level.
- the at least one filament can be removed by means of an etchant, in particular a chemical etchant, such as sodium hydroxide, sulfuric acid or formic acid, wherein the at least other filament is substantially resistant to the respective chemical etchant.
- an etchant in particular a chemical etchant, such as sodium hydroxide, sulfuric acid or formic acid
- the free end of the bristle can be processed material selectively using a chemical etching process.
- almost any elasticity properties of the bristle ends and correspondingly versatile bristle end geometries can be realized by any arrangement and geometry of individual filaments.
- polyamide and / or polyester is provided as material for the filaments.
- These materials have different elasticity and stiffness properties. Furthermore, only one of these materials is attacked by the chemicals intended for a chemical etching process, such as, for example, sodium hydroxide solution, sulfuric acid or formic acid, while the respective other material is substantially resistant to the chemical.
- Nylon, PA 6.6, PA 6.10 and PA 6.12 are particularly suitable as the polyamide, while the polyester is essentially PET and / or PBT.
- the invention relates to a method for producing or processing bristles, in particular toothbrush bristles, which have in the longitudinal direction at least two jointly extruded filaments of different materials.
- the method is characterized in that at least one of the filaments in the region of the free end of the bristles is at least partially removed by means of a chemical etching process.
- the at least one other filament is essentially resistant to the chemical used in the chemical etching process and corrodes at most to a negligible extent in the chemical etching process.
- At least one filament which is substantially resistant to the etchant is exposed at least in areas, preferably in the region of the free end, by means of the etching process.
- the parameters of the etching process such as immersion depth of the bristle ends in the chemical and their residence time in the chemical are preferably determined by the shape and the geometry, in particular to the radial dimensions of the filaments adapted. In this way, the etching process can be optimized so that the at least one filament in the region of the free end of the bristle are completely removed, so that there at least the other filaments can be substantially exposed.
- the bristle core is formed by a resistant to the chemical used filament, which is radially enclosed by the corroded filaments in the etching process as a sheath.
- the sheath of the multi-filament bristle surrounding the inner bristle core is removed in the chemical etching process in such a way that it tapers conically toward the bristle end. Consequently, only the bristle sheath tapers, while a bristle core that is chemically undamaged extends beyond the end of the bristle sheath.
- the etching process is universally applicable to a variety of different arrangements of different filaments.
- the free ends of a plurality of filaments preferably arranged regularly and spaced from one another, can also be exposed. This ultimately allows even the cost-effective and chemical production of slots that can be used to hold media.
- the production of bristles with split, consisting of several individual filaments, use-side end on a chemical and therefore cost-effective way is possible.
- the bristle ends are rounded or rounded after the etching process by means of grinding.
- the bristles are fixed before the etching process on a bristle carrier provided for the bristles, in particular on a toothbrush head.
- the bristles are already in front of the processing of the bristle end etching and grinding process at its predetermined position on the brush head and no longer need to be attached to the etching of this, which would be associated with a much higher cost, since the tapered at their ends formed bristles should be treated with greater care.
- fixation of the bristles on the bristle head prior to processing of the bristle ends in particular enables a simplified production of complicated Taftgeometrien of bristles on the bristle carrier.
- the invention therefore relates to bristles of any kind, but in particular to toothbrushes with a bristle carrier, on which the multi-filament and tapered bristles according to the invention are arranged.
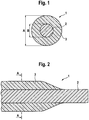
- the bristle 1 is a bristle 1, which is not part of the invention, in particular the bristle of a toothbrush shown schematically in cross section.
- the bristle 1 here consists of two filaments 2, 3 different material, which are extruded, stretched and fixed together.
- the one filament 2 forms an inner core of the bristle 1, while the other filament 3 surrounds the inner filament 2 as a sheath.
- the inner filament is made of polyamide, such as nylon, while the outer filament 3 is polyester.
- the originally cylindrical shell 3 is removed material selectively, while the resistant to the chemical bristle core 2 compared to its (not shown) basic state unchanged Geometry preserves.
- the polyester filament 3 forming the bristle jacket is etched away by immersion in the chemical such that the jacket 3 of the bristle, before reaching the free end of the bristle, tapers conically with a cross-sectional area which steadily decreases toward the bristle end.
- this material-selective etching process has the advantage that the inner core 2 of the bristle is in no way damaged by the etching process. This still has a required flexural rigidity and can be easily sharpened or rounded mechanically in subsequent process steps. Furthermore, it is ensured on account of the material-selective etching of the bristle end that a predetermined minimum thickness of the bristle end can not be undershot, so that the risk of breaking or uncontrolled breaking off is reliably counteracted.
- FIG. 3 shows a further example of a multi-filament bristle 4.
- filaments 6 which consist of the same material, regularly and spaced apart, arranged distributed over the cross section of the bristle 4.
- the spaces between the filaments 6 are filled with the filament 5, which is removed by the chemical used in the etching process.
- the filament 5 can also be completely removed at the free end of the bristle, so that the individual filaments 6 remain with a smaller diameter, which are suitable for receiving material in the filament interspaces as well as for penetration into the smallest interdental spaces.
- FIG. 4 shows an embodiment of a bristle 7, which has radially symmetrically arranged segments of different filaments 8, 9 in cross section.
- all filaments 8, 9 extend from the bristle center to the bristle edge.
- FIG. 5 shows a further embodiment of a bristle end, in which individual filaments 12 are arranged of a material adjacent to the bristle periphery and spaced from each other, while the other filament 11 fills the core region of the bristle.
- the filament 11 is partially removed by the etching process, so that the individual bristle filaments 12 are at least partially exposed and thus form a spread-open end of the bristle 10.
- FIG. 1 shows a schematic side view of a further bristle end 13, which has different filaments 14, 15, which are preferably detached from one another by means of a chemical etching process and thus form a fanned-out bristle end.
- the filaments 14, 15 consisting of different materials are replaced by means of a further, not explicitly shown filament, such as for example in the manner of in FIG. 5 shown filaments 11, are first held together, which is finally removed in the etching process, so that ultimately in the FIG. 6 shown fan-like structure at the end of the bristle arises.
Landscapes
- Brushes (AREA)
- Treatments For Attaching Organic Compounds To Fibrous Goods (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Multicomponent Fibers (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
Description
- Die Erfindung betrifft eine Borste gemäß dem Oberbegriff des Anspruchs 5, ein Verfahren zur Herstellung oder Bearbeitung von Borsten gemäß dem Oberbegriff des Anspruchs 1 sowie eine Borstenware, insbesondere Zahnbürste.
- Borsten für Zahnbürsten bestehen typischerweise aus Polyester- oder Nylonmonofilamenten, das heißt aus Kunststofffäden, welche extrudiert, verstreckt und fixiert werden. Nylonborsten sind flexibel, leicht deformierbar und insbesondere wasserabsorbierend. Sie müssen daher relativ dick ausgelegt werden, damit vorgegebene Flexibilitätsanforderungen erreicht werden. Dies erfordert ein Abrunden der Borstenenden, um Verletzungen des Zahnfleischs vorzubeugen.
- Im Gegensatz dazu weisen Polyesterborsten, die beispielsweise aus Polybuthylenterephtalat (PBT) und/oder Polyethylenterephtalat (PET) gefertigt sind, einen geringen Absorptionsgrad für Wasser sowie gute Haltbarkeitseigenschaften auf. Jedoch genügen diese Borsten zumeist nicht den Elastizitäts- oder Biegesteifigkeitsanforderungen. Sie sind typischerweise zu steif und unflexibel und können somit zu einer Schädigung des Zahnfleischs führen.
- Zur Erhöhung der Flexibilität von Polyesterborsten ist aus der
EP 1 234 525 B1 ein Verfahren zur Herstellung von Zahnbürsten mit hochgradig konischen Borsten bekannt. Hierbei werden Polyestermonofilamentborsten in korrosive Chemikalien eingetaucht, bis der eingetauchte Teil der Monofilamente komplett erodiert ist. Dies führt schließlich zu einem konisch zulaufenden Borstenende. - Es ist hierbei von Nachteil, dass die chemisch angespitzten Enden der Borste angegriffen und durch den Ätzprozess zum Teil einer massiven Schädigung unterliegen. Durch das Ätzverfahren wird so ein hoher Ausschuss produziert, der sich nachteilig auf die Produktionskosten auswirkt. Zudem weisen die aus einem Monofilament hergestellten konisch zulaufenden Borsten aufgrund der erodierten Mantelfläche eine geringe Haltbarkeit und eine bereits zu geringe Biegesteifigkeit auf. Weiterhin ist die Formgebung der konisch zulaufenden Borsten im Wesentlichen allein durch den Ätzprozess bestimmt und kann nicht vorgegebenen Anforderungen entsprechend gestaltet werden.
- Weiterhin ist es aus dem Stand der Technik, so zum Beispiel aus der
EP 1 030 937 B1 , bekannt, Borsten oder Interdentalreinlger aus einem Monofil aus wenigstens zwei gemeinsam extrudierten Polymeren herzustellen. Hierbei werden beispielsweise zwei Polymere zu einem Monofil coextrudiert und nach einem nachfolgenden Verstrecken und ggf. Stabilisieren durch Einwirkung mechanischer Kräfte quer zur Monofilachse auf lokal begrenzter Länge entlang der Grenzschichten zwischen den Polymeren geschlitzt. Hierdurch lassen sich am Mantel des Monofils fissurenartige Schlitze ausbilden, die zur Aufnahme von Medien, insbesondere Zahnpflegemitteln oder dentalmedizinischen bzw. antibakteriellen Präparaten dienen kön-Zur Ausbildung fissurenartiger Schlitze eines aus zwei Polymeren coextruierten Monofils ist zum Spalten des Monofils entlang der Grenzschichten zwischen den wenigstens zwei Polymeren stets die Einwirkung mechanischer Kräfte vorgesehen. Das mechanische Einbringen von Schlitzen, Spalten und Flaggen ist zum einen aufwändig und zum anderen relativ ungenau, denn die Bildung solcher Spalten hängt wesentlich von der Amplitude und der Richtung der aufgewendeten Kraft und von den Bindungskräften zwischen den Polymeren ab. Die so erzeugbaren Schlitze weisen daher oftmals unterschiedliche und schwer zu kontrollierende Längen, unregelmäßige Formen und ausgefranste Mantelflächen auf. - Aus der
DE 199 42 147 A1 sind Borsten bekannt, die durch Mehrkomponentenextrusion herstellbar sind und die an deren Endbereich durch Materialabtrag zugespitzt, verrundet oder in mehreren Einzelfilamenten ausgestaltet sind. - Aus der
DE 199 32 376 A1 ist es grundsätzlich bekannt, mehrkomponentige Borsten chemisch zu bearbeiten. - Aus der
JP2003 339440 - Der vorliegenden Erfindung liegt daher die Aufgabe zugrunde, verjüngend zulaufende Borsten, insbesondere für Zahnbürsten, mit frei wählbarer Geometrie sowie verbesserten Elastizitätseigenschaften zur Verfügung zu stellen. Des Weiteren hat die Erfindung zur Aufgabe, ein Herstellungs- bzw. Bearbeitungsverfahren für derartige Borsten unter fertigungsrationellen Gesichtspunkten zu optimieren.
- Die der Erfindung zugrunde liegende Aufgabe wird mittels einer Borste gemäß Patentanspruch 5 sowie einem Verfahren zur Herstellung oder Bearbeitung derartiger Borsten gemäß Patentanspruch 1 und mit einer Zahnbürste gemäß Patentanspruch 14 gelöst. Weitere vorteilhafte Ausführungsformen der Erfindung sind in den jeweiligen Unteransprüchen angegeben.
- Die erfindungsgemäße Borste weist in Längsrichtung zumindest zwei gemeinsam extrudierte Filamente aus unterschiedlichen Materialien auf und zeichnet sich dadurch aus, dass die Querschnittsfläche zumindest eines der beiden Filamente zum freien Ende der Borste hin abnimmt. Somit ändert zumindest eines der zumindest zwei gemeinsam extrudierten Filamente seine Geometrie im Bereich des Borstenendes. Entscheidend ist hierbei, dass die beiden gemeinsam extrudierten Filamente aus unterschiedlichen Materialien, wie beispielsweise Polyester und Polyamid, bestehen, die zur Bildung der erfindungsgemäßen Borste einem materialselektiven Bearbeitungsprozess unterzogen werden können.
- Durch die Auswahl und Anordnung der unterschiedlichen Materialien für die gemeinsam extrudierten Filamente der Borste können sowohl die biegeelastischen Eigenschaften der Borste als auch ihre geometrische Ausgestaltung, insbesondere im Bereich der Borstenenden, nahezu beliebig gestaltet werden.
- Nach einer ersten Ausführungsform nimmt die Querschnittsfläche des zumindest einen Filaments stetig zum freien Ende der Borste hin ab. Eine stetige Abnahme der Querschnittsfläche geht hierbei mit einer sich stetig verringernden Mantelfläche und einem sich stetig verringernden Durchmesser dieses Borstenfilaments einher. Scharfe Ecken oder Kanten, die Ausprägungen unstetig verlaufender Mantelflächen bzw. Oberflächen sind, werden somit in vorteilhafter Weise vermieden. Das Verletzungsrisiko für sensible Bereiche innerhalb der Mundhöhle, wie zum Beispiel das Zahnfleisch, kann somit in vorteilhafter Weise gesenkt werden.
- Nach einem weiteren Aspekt ist die Querschnittsfläche des freien Endes der Borste im Wesentlichen durch das zumindest andere Filament bestimmt. In bevorzugter Ausführungsform ist dessen Querschnittsfläche in Längsrichtung der Borsten im Wesentlichen konstant. Insbesondere ist vorgesehen, dass das zumindest eine Filament am freien Ende der Borste eine Querschnittsfläche von Null aufweist, sodass der Gesamtquerschnitt der Borste am freien Ende der Borste im Wesentlichen durch das verbleibende zumindest andere Filament bestimmt ist.
- Durch die effektive Verringerung der Querschnittsfläche der Borstenenden kann die gesamte Borste den jeweils vorgegebenen Elastizitäts- bzw. Biegesteifigkeitsanforderungen besser entsprechen. Im Gegensatz zu einem durch chemisches Ätzen hergestellten konisch zulaufenden Monofilaments ist die erfindungsgemäße Borste an ihrem Filamentende nicht chemisch angespitzt und demnach auch nicht angegriffen oder anderweitig geschädigt.
- Nach einem Beispiel ist das zumindest andere Filament von dem zumindest einen Filament zumindest bereichsweise radial umschlossen. Hierbei ist insbesondere vorgesehen, dass das zumindest andere Filament einen radial innen liegenden Kernabschnitt der Borste bildet, während das zumindest eine Filament dieses innere Kernfilament als Ummantelung umgibt. Zum Borstenende hin verjüngt sich schließlich diese Kernummantelung, bis am freien Ende der Borste lediglich das den Borstenkern bildende andere Filament übrig bleibt und einen verjüngten Borstenquerschnitt bildet.
- Insbesondere ist hierbei vorgesehen, dass sich das zumindest andere Filament, z.B. das Kernfilament, in Axialrichtung weiter als das eine Filament, wie z.B. das Mantelfilament, erstreckt. Das freie Ende der Borste wird demnach lediglich von demjenigen Filament gebildet, dessen Querschnittsfläche sich im Wesentlichen nicht ändert.
- Es kann weiterhin vorgesehen werden, dass mehrere, sich im Querschnitt nicht ändernde Filamente regelmäßig über den Querschnitt der Borste verteilt angeordnet und von dem zumindest einen Filament, dessen Querschnittsfläche eine Änderung zum Borstenende hin aufweist, zumindest bereichsweise in Radialrichtung umschlossen sind. Durch die Verjüngung der Querschnittsfläche des zumindest einen Filaments zum freien Ende der Borste hin kann letztlich eine Konfiguration am Borstenende gebildet werden, die eine Vielzahl einzelner, durch Zwischenräume voneinander getrennte Filamente gebildet werden. Solche Filamentanordnungen sind beispielsweise zur Aufnahme von Zahnpflegemitteln oder dentalmedizinischen bzw. antibakteriellen Präparaten von Vorteil.
- Nach einer weiteren Ausführungsform ist vorgesehen, dass das zumindest andere Filament an seinem freien Ende abgerundet oder verrundet ist. Die das freie Ende der Borste bildenden Filamente weisen somit im Wesentlichen keine Kanten mehr auf, die zu Verletzungen in der Mundhöhle führen könnten.
- Nach einer weiteren Ausführungsform der Erfindung weisen die zumindest zwei Filamente eine unterschiedliche Elastizität und/oder eine unterschiedliche Biegesteifigkeit auf. Je nach Anteil der aus unterschiedlichen Materialien bestehenden Filamente am Gesamtmaterial der Borste können die Elastizitäts- und/oder Biegesteifigkeitseigenschaften der Borste gezielt auf ein vorgegebenes Maß eingestellt werden.
- Weiterhin ist vorgesehen, dass das zumindest eine Filament mittels eines Ätzmittels, insbesondere eines chemischen Ätzmittels, wie etwa Natronlauge, Schwefelsäure oder Ameisensäure, abtragbar ist, wobei das zumindest andere Filament gegen das jeweilige chemische Ätzmittel im Wesentlichen resistent ist. Durch die Wahl unterschiedlicher Materialien für die zumindest einen und die zumindest anderen Filamente und eine geeignete Auswahl eines chemischen Ätzmittels kann mit Hilfe eines chemischen Ätzprozesses das freie Ende der Borste materialselektiv bearbeitet werden. Ferner können durch eine beliebige Anordnung und Geometrie einzelner Filamente nahezu beliebige Elastizitätseigenschaften der Borstenenden und entsprechend vielseitige Borsteendgeometrien realisiert werden.
- Nach einer weiteren Ausführungsform ist als Material für die Filamente Polyamid und/oder Polyester vorgesehen. Diese Materialien weisen unterschiedliche Elastizitäts- und Steifigkeitseigenschaften auf. Ferner wird jeweils nur eines dieser Materialien von den für einen chemischen Ätzprozess vorgesehenen Chemikalien, wie beispielsweise Natronlauge, Schwefelsäure oder Ameisensäure angegriffen, während das jeweils andere Material gegen die Chemikalie im Wesentlichen resistent ist. Als Polyamid kommen hierbei insbesondere Nylon, PA 6.6, PA 6.10 und PA 6.12 infrage, während als Polyester im Wesentlichen PET und/oder PBT vorgesehen sind.
- Nach einem weiteren unabhängigen Aspekt betrifft die Erfindung ein Verfahren zur Herstellung oder Bearbeitung von Borsten, insbesondere von Zahnbürstenborsten, die in Längsrichtung zumindest zwei gemeinsam extrudierte Filamente aus unterschiedlichen Materialien aufweisen. Das Verfahren zeichnet sich dadurch aus, dass zumindest eines der Filamente im Bereich des freien Endes der Borsten mittels eines chemischen Ätzprozesses zumindest bereichsweise abgetragen wird. Das zumindest andere Filament ist im Wesentlichen gegen die im chemischen Ätzprozess verwendete Chemikalie resistent und korrodiert beim chemischen Ätzprozess höchstens in einem vernachlässigbar geringfügigen Maß.
- Nach dem erfindungsgemäßen Verfahren wird mittels des Ätzprozesses zumindest ein gegen das Ätzmittel im Wesentlichen resistentes Filament zumindest bereichsweise, vorzugsweise im Bereich des freien Endes, freigelegt. Die Parameter des Ätzprozesses, wie etwa Eintauchtiefe der Borstenenden in die Chemikalie sowie deren Verweildauer in der Chemikalie werden vorzugsweise an die Form und die Geometrie, insbesondere an die radialen Abmessungen der Filamente, angepasst. Auf diese Art und Weise kann der Ätzprozess dahingehend optimiert werden, dass die zumindest einen Filamente im Bereich des freien Ende der Borste vollständig abgetragen werden, so dass dort die zumindest anderen Filamente im Wesentlichen freigelegt werden können.
- Dies ist insbesondere dann von Bedeutung, wenn der Borstenkern von einem gegen die verwendete Chemikalie resistenten Filament gebildet wird, welches von den im Ätzprozess korrodierenden Filamenten als Ummantelung radial umschlossen ist. Durch den Ätzprozess wird daher der den inneren Borstenkern umschließende Mantel der mehrfilamentigen Borste im chemischen Ätzprozess derart abgetragen, dass er zum Borstenende hin konisch zuläuft. Folglich verjüngt sich nur der Borstenmantel, während ein chemisch nicht geschädigter Borstenkern über das Ende des Borstenmantels hinausragt.
- Weiterhin ist der Ätzprozess auf eine Vielzahl unterschiedlicher Anordnungen verschiedener Filamente universell anwendbar. So können beispielsweise mittels des Ätzprozesses auch die freien Enden mehrerer, vorzugsweise regelmäßig und beabstandet voneinander angeordneter Filamente freigelegt werden. Dies ermöglicht letztlich sogar die kostengünstige und chemische Herstellung von Schlitzen, die zur Aufnahme von Medien dienen können. Des Weiteren ist die Herstellung von Borsten mit gespaltenem, aus mehreren Einzelfilamenten bestehenden, nutzungsseitigem Ende auf chemischem und daher kostengünstigem Wege möglich.
- Nach einem weiteren Aspekt werden die Borstenenden nach dem Ätzprozess mittels Schleifen verrundet oder abgerundet.
- Nach der Erfindung werden die Borsten vor dem Ätzprozess an einem für die Borsten vorgesehenen Borstenträger, insbesondere an einem Zahnbürstenkopf fixiert. Somit befinden sich die Borsten bereits vor dem das Borstenende bearbeitenden Ätz- und Schleifprozess an ihrer vorbestimmten Position am Bürstenkopf und müssen nicht mehr nach dem Ätzvorgang an diesem befestigt werden, was mit einem ungleich höheren Aufwand verbunden wäre, da die an ihren Enden verjüngt ausgebildeten Borsten mit größerer Sorgfalt behandelt werden müssten.
- Die Fixierung der Borsten am Borstenkopf vor einer Bearbeitung der Borstenenden ermöglicht insbesondere ein vereinfachtes Herstellen komplizierter Taftgeometrien von Borsten an dem Borstenträger.
- Nach einem weiteren unabhängigen Aspekt betrifft die Erfindung daher Borstenware jeglicher Art, insbesondere aber Zahnbürsten mit einem Borstenträger, an welchem die erfindungsgemäßen mehrfilamentigen und verjüngten Borsten angeordnet sind.
- Weitere Ziele, Vorteile, Merkmale und vorteilhafte Eigenschaften der vorliegenden Erfindung ergeben sich aus der nachfolgenden Beschreibung von Ausführungsbeispielen anhand der Zeichnungen. Dabei bilden alle beschriebenen und/oder bildlich dargestellten Merkmale in sinnvoller Kombination den Gegenstand der vorliegenden Erfindung, auch unabhängig von den Patentansprüchen oder deren Rückbeziehung.
- Es zeigen:
- Figur 1
- einen Querschnitt durch eine zweifilamentige Borste im Querschnitt A-A,
- Figur 2
- die zweifilamentige Borste gemäß
Figur 1 im Längsschnitt, - Figur 3
- eine mehrfilamentige Borste im Querschnitt,
- Figur 4
- eine Borste mit segmentweise angeordneten Filamenten,
- Figur 5
- eine Borste mit außen liegenden Filamenten und
- Figur 6
- ein Borstenende mit mehreren freigelegten Filamenten.
- In den
Figuren 1 und 2 ist eine Borste 1, die nicht Teil der Erfindung ist, insbesondere die Borste einer Zahnbürste schematisch im Querschnitt dargestellt. Die Borste 1 besteht hier aus zwei Filamenten 2, 3 unterschiedlichen Materials, die zusammen extrudiert, verstreckt und fixiert sind. Hierbei bildet das eine Filament 2 einen inneren Kern der Borste 1, während das andere Filament 3 das innere Filament 2 als Ummantelung umgibt. Das innere Filament besteht beispielsweise aus Polyamid, etwa Nylon, während das äußere Filament 3 aus Polyester besteht. - Durch Eintauchen des freien Endes der Borste 1, beispielsweise in eine für den Borstenmantel 3 korrosive Chemikalie, wie Natronlauge oder Schwefelsäure, wird der ursprünglich zylindrische Mantel 3 materialselektiv abgetragen, während der gegen die Chemikalie resistente Borstenkern 2 eine gegenüber seinem (nicht gezeigten) Grundzustand unveränderte Geometrie beibehält. Das den Borstenmantel bildende Polyesterfilament 3 wird durch Eintauchen in die Chemikalie derart weggeätzt, dass der Mantel 3 der Borste vor Erreichen des freien Endes der Borste konisch mit einer sich zum Borstenende hin stetig verringernden Querschnittsfläche zuläuft.
- Gegenüber einem vorbekannten Ätzprozess mit Monofilamenten hat dieser materialselektive Ätzprozess den Vorteil, dass der innere Kern 2 der Borste durch den Ätzprozess in keinster Weise geschädigt wird. Dieser weist nach wie vor eine erforderliche Biegesteifigkeit auf und kann ohne weiteres in nachfolgenden Verfahrensschritten mechanisch angespitzt oder verrundet werden. Des Weiteren ist aufgrund des materialselektiven Ätzens des Borstenendes gewährleistet, dass eine vorgegebene Mindestdicke des Borstenendes nicht unterschritten werden kann, so dass der Gefahr eines Aufbrechens oder eines unkontrollierten Abbrechens zuverlässig entgegengewirkt ist.
- Des Weiteren geht ein derartiger materialselektiver Ätzprozess mit einer Verringerung des abzutragenden Materials einher, so dass insgesamt eine höhere Ausbeute des Ätzprozess mit entsprechenden Kostenvorteilen erzielt werden kann.
-
Figur 3 zeigt ein weiteres Beispiel einer mehrfilamentigen Borste 4. Hier sind mehrere Filamente 6, die aus dem gleichen Material bestehen, regelmäßig und voneinander beabstandet, über den Querschnitt der Borste 4 verteilt angeordnet. Die Zwischenräume zwischen den Filamenten 6 sind hierbei mit dem Filament 5 ausgefüllt, welches von der beim Ätzprozess verwendeten Chemikalie abgetragen wird. Durch Eintauchen eines solchen Borstenendes in die ätzende Chemikalie kann auch hier das Filament 5 vollständig am freien Borstenende entfernt werden, sodass die einzelnen Filamente 6 mit geringerem Durchmesser stehen bleiben, die zur Aufnahme von Material in den Filamentzwischenräumen sowie zum Eindringen in kleinste Zahnzwischenräume geeignet sind. -
Figur 4 zeigt schließlich ein Ausführungsbeispiel einer Borste 7, die radialsymmetrisch angeordnete Segmente unterschiedlicher Filamente 8, 9 im Querschnitt aufweist. Im Gegensatz zum Ausführungsbeispiel gemäßFigur 3 verlaufen sämtliche Filamente 8, 9 jeweils vom Borstenmittelpunkt bis zum Borstenrand. Auch hier können durch einen entsprechenden Ätzprozess einzelne Filamente 8 oder 9 am freien Borstenende gezielt entfernt werden. -
Figur 5 zeigt ein weiteres Ausführungsbeispiel eines Borstenendes, bei welchem einzelne Filamente 12 aus einem Material am Borstenumfang angrenzend und voneinander beabstandet angeordnet sind, während das andere Filament 11 den Kernbereich der Borste ausfüllt. Bei diesem Ausführungsbeispiel ist es insbesondere vorgesehen, dass das Filament 11 durch den Ätzprozess teilweise entfernt wird, sodass die einzelnen Borstenfilamente 12 zumindest bereichsweise freigelegt werden und so ein aufgespreiztes Ende der Borste 10 bilden. -
Figur 6 zeigt schließlich eine schematische Seitenansicht eines weiteren Borstenendes 13, welches unterschiedliche Filamente 14, 15 aufweist, die vorzugsweise mittels eines chemischen Ätzprozesses voneinander gelöst werden und so ein aufgefächertes Borstenende bilden. Hier kann z.B. vorgesehen werden, dass die aus unterschiedlichen Materialien bestehenden Filamente 14, 15 mittels eines weiteren, nicht explizit dargestellten Filaments, wie z.B. nach Art des inFigur 5 gezeigten Filaments 11, zunächst zusammengehalten werden, welches schließlich im Ätzprozess entfernt wird, sodass letztlich die in derFigur 6 gezeigte fächerartige Struktur am Ende der Borste entsteht.
Claims (14)
- Verfahren zur Herstellung oder Bearbeitung von Borsten (1; 4; 7; 10; 13), insbesondere von Zahnbürstenborsten, die in Längsrichtung zumindest zwei gemeinsam extrudierte Filamente (8, 9; 11, 12; 14, 15) aus unterschiedlichen Materialien aufweisen, zumindest eines der Filamente (9; 11) im Bereich des freien Endes der Borsten (7; 10) mittels eines chemischen Ätzprozesses zumindest bereichsweise abgetragen wird, und wobei mittels des Ätzprozesses zumindest ein gegen das Ätzmittel im Wesentlichen resistentes Filament (8; 12) zumindest bereichsweise freigelegt wird und dass die Borsten (7; 10) vor dem Ätzprozess an einem für die Borsten (7; 10) vorgesehenen Borstenträger fixiert sind, dadurch gekennzeichnet, dass die Borste (7) radialsymmetrisch angeordnete Segmente unterschiedlicher Filamente (8, 9) im Querschnitt aufweist, die jeweils vom Borstenmittelpunkt bis zum Borstenrand verlaufen, oder dass die Borste (10) ein Borstenende aufweist, bei welchem einzelne Filamente (12) aus einem Material am Borstenumfang angrenzend und voneinander beabstandet angeordnet sind, während ein anderes Filament (11) den Kernbereich ausfüllt und das andere Filament (11) durch den Ätzprozess teilweise entfernt wird.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass mittels des Ätzprozesses ein den inneren Kern der Borste (7; 10) umschließender Mantel aus Filamenten (3; 5; 9; 11) zumindest bereichsweise abgetragen wird.
- Verfahren nach einem der vorhergehenden Ansprüche 1 oder 2, dadurch gekennzeichnet, dass mittels des Ätzprozesses die freien Enden mehrerer regelmäßig angeordneter Filamente (8; 12) freigelegt werden.
- Verfahren nach einem oder mehreren der vorhergehenden Ansprüche 1 bis 3, dadurch gekennzeichnet, dass die Borstenenden nach dem Ätzprozess mittels Schleifen verrundet oder abgerundet werden.
- Borste (7; 10), insbesondere für Zahnbürsten, hergestellt nach dem Verfahren gemäß Anspruch 1, wobei die Borste in Längsrichtung zumindest zwei gemeinsam extrudierte Filamente (8, 9; 11, 12) aus unterschiedlichen Materialien aufweist, wobei die Querschnittsfläche zumindest eines Filaments (9; 11) zum freien Ende der Borste hin abnimmt, und wobei das zumindest eine Filament (9; 11) mittels eines Ätzmittels abtragbar ist, gegen welches das zumindest andere Filament (8; 12) im Wesentlichen resistent ist, wobei die Borste (7) radialsymmetrisch angeordnete Segmente unterschiedlicher Filamente (8, 9) im Querschnitt aufweist, die jeweils vom Borstenmittelpunkt bis zum Borstenrand verlaufen, oder wobei die Borste (10) ein Borstenende aufweist, bei welchem einzelne Filamente (12) aus einem Material am Borstenumfang angrenzend und voneinander beabstandet angeordnet sind, während ein anderes Filament (11) den Kernbereich ausfüllt und das andere Filament (11) durch den Ätzprozess teilweise entfernt ist.
- Borste nach Anspruch 5, dadurch gekennzeichnet, dass die Querschnittsfläche des zumindest einen Filaments (9; 11) stetig zum freien Ende der Borste (7; 10) hin abnimmt.
- Borste nach Anspruch 5 oder 6, dadurch gekennzeichnet, dass die Querschnittsfläche des zumindest anderen Filaments (8; 12) in Längsrichtung der Borste im Wesentlichen konstant ist.
- Borste nach einem der vorhergehenden Ansprüche 5 bis 7, dadurch gekennzeichnet, dass sich die Borste (7; 10) zu ihrem freien Ende hin verjüngt, insbesondere konisch oder spitz zulaufend, ausgebildet ist.
- Borste nach einem oder mehreren der vorhergehenden Ansprüche 5 bis 8, dadurch gekennzeichnet, dass das zumindest andere Filament (8; 12) von dem zumindest einen Filament (9; 11) zumindest bereichsweise radial umschlossen ist.
- Borste nach einem oder mehreren der vorhergehenden Ansprüche 5 bis 9, dadurch gekennzeichnet, dass sich das zumindest andere Filament (8; 12) in Axialrichtung weiter als das zumindest eine Filament (9; 11) erstreckt.
- Borste nach einem oder mehreren der vorhergehenden Ansprüche 5 bis 10, dadurch gekennzeichnet, dass das zumindest andere Filament (8; 12) an seinem freien Ende abgerundet oder verrundet ist.
- Borste nach einem oder mehreren der vorhergehenden Ansprüche 5 bis 11, dadurch gekennzeichnet, dass die zumindest zwei Filamente (8, 9; 11, 12) unterschiedliche Elastizität und/oder unterschiedliche Biegesteifigkeit aufweisen.
- Borste nach einem oder mehreren der vorhergehenden Ansprüche 5 bis 12, dadurch gekennzeichnet, dass als Material für die Filamente (8, 9; 11, 12) Polyamid, insbesondere Nylon, PA6.6, PA6.10, PA6.12 und/oder Polyester, insbesondere Polyethylenterephtalat (PET) Polybuthylenterephtalat (PBT), vorgesehen ist.
- Zahnbürste, mit einem Borstenträger, an welchem Borsten (7; 10) nach einem oder mehreren der vorhergehenden Ansprüche 5 bis 13 angeordnet sind.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006012004A DE102006012004A1 (de) | 2006-03-16 | 2006-03-16 | Mehrfilamentige Borsten für Zahnbürsten |
| PCT/EP2007/000664 WO2007104381A1 (de) | 2006-03-16 | 2007-01-26 | Mehrfilamentige borsten für zahnbürsten |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP1993399A1 EP1993399A1 (de) | 2008-11-26 |
| EP1993399B1 true EP1993399B1 (de) | 2018-09-26 |
Family
ID=38134639
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP07703053.4A Active EP1993399B1 (de) | 2006-03-16 | 2007-01-26 | Mehrfilamentige borsten für zahnbürsten |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US20090094770A1 (de) |
| EP (1) | EP1993399B1 (de) |
| JP (1) | JP2009529612A (de) |
| KR (1) | KR20090006067A (de) |
| CN (1) | CN101404912A (de) |
| AU (1) | AU2007224819A1 (de) |
| BR (1) | BRPI0709398A2 (de) |
| CA (1) | CA2645152A1 (de) |
| DE (1) | DE102006012004A1 (de) |
| MX (1) | MX2008011496A (de) |
| RU (1) | RU2008140938A (de) |
| WO (1) | WO2007104381A1 (de) |
| ZA (1) | ZA200807199B (de) |
Families Citing this family (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012000148A (ja) * | 2010-06-14 | 2012-01-05 | Panasonic Electric Works Co Ltd | ブラシ体およびこれを備えた歯ブラシ |
| CN104334051A (zh) * | 2012-06-05 | 2015-02-04 | 株式会社Lg生活健康 | 具有双层结构尖头的牙刷刷毛以及包含该牙刷刷毛的牙刷 |
| KR101385623B1 (ko) * | 2012-08-17 | 2014-04-16 | 케이필라 주식회사 | 코어-시스 필라멘트의 제조방법, 제조된 칫솔모 제조용 모노필라멘트 및 그를 포함하는 칫솔 |
| DE112013004903T5 (de) * | 2012-10-04 | 2015-07-09 | Bbc Co.,Ltd. | Verfahren zur Herstellung von Borsten auf einer Zahnbürste und Zahnbürste, die diese verwendet |
| EP3068260B1 (de) | 2013-12-12 | 2021-12-01 | Colgate-Palmolive Company | Spiralbürste mit strangkomponenten mit verschiedenen mundpflegeadditiven und mundpflegevorrichtung damit |
| AU2013407533B2 (en) | 2013-12-12 | 2017-01-12 | Colgate-Palmolive Company | Multi-component bristle having components with different oral care additives, and oral care implement comprising the same |
| US10477958B2 (en) | 2013-12-12 | 2019-11-19 | Colgate-Palmolive Company | Multi-component bristle having components with different oral care additives, and oral care implement comprising the same |
| USD764176S1 (en) | 2014-07-31 | 2016-08-23 | Colgate-Palmolive Company | Oral care implement |
| USD764177S1 (en) | 2014-07-31 | 2016-08-23 | Colgate-Palmolive Company | Oral care implement |
| MX2018000271A (es) * | 2015-07-07 | 2018-04-11 | Colgate Palmolive Co | Implemento de cuidado oral y cerda monofilamento para usar con este. |
| US11246405B2 (en) | 2015-12-14 | 2022-02-15 | Colgate-Palmolive Company | Oral care implement and spiral bristle for use with the same |
| GB201600846D0 (en) * | 2016-01-18 | 2016-03-02 | Glaxosmithkline Consumer Healt | Novel device |
| WO2017130901A1 (ja) * | 2016-01-25 | 2017-08-03 | 東レ・モノフィラメント株式会社 | ブラシ用毛材及びそれを用いたブラシ |
| KR101874948B1 (ko) * | 2016-03-09 | 2018-07-10 | 비비씨 주식회사 | 이중 구조의 필라멘트 |
| US20180199701A1 (en) * | 2017-01-16 | 2018-07-19 | L'oreal Usa Creative, Inc. | Cosmetic brush head including anti-aging ingredients |
| EP3381322A1 (de) * | 2017-03-31 | 2018-10-03 | The Gillette Company LLC | Kopf für eine mundpflegevorrichtung, mundpflegevorrichtung und verfahren zur herstellung solch eines kopfes |
| EP3381320A1 (de) * | 2017-03-31 | 2018-10-03 | The Gillette Company LLC | Kopf für eine mundpflegevorrichtung, mundvorrichtung und verfahren zur herstellung solch eines kopfes |
| EP3381321A1 (de) * | 2017-03-31 | 2018-10-03 | The Gillette Company LLC | Kopf für eine mundpflegevorrichtung, mundpflegevorrichtung und verfahren zur herstellung solch eines kopfes |
| EP3381319A1 (de) * | 2017-03-31 | 2018-10-03 | The Gillette Company LLC | Kopf für eine mundpflegevorrichtung, mundpflegevorrichtung und verfahren zur herstellung solch eines kopfes |
| USD883677S1 (en) | 2018-12-13 | 2020-05-12 | Colgate-Palmolive Company | Toothbrush |
| MX2021006780A (es) | 2018-12-13 | 2021-07-15 | Colgate Palmolive Co | Implemento para el cuidado bucal. |
| USD961269S1 (en) | 2020-07-31 | 2022-08-23 | Colgate-Palmolive Company | Oral care implement |
| USD1024571S1 (en) | 2022-06-17 | 2024-04-30 | Colgate-Palmolive Company | Oral care implement |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003339440A (ja) * | 2002-05-30 | 2003-12-02 | Lion Corp | ブラシおよびその製造方法 |
| JP2005253712A (ja) * | 2004-03-12 | 2005-09-22 | Toray Monofilament Co Ltd | 電動歯ブラシ用ブリッスルおよび電動歯ブラシ |
| WO2006082799A1 (ja) * | 2005-02-02 | 2006-08-10 | Sunstar Inc. | 歯ブラシ |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS584113B2 (ja) * | 1979-03-01 | 1983-01-25 | 株式会社新和製作所 | 合成繊維の先端を細くする方法 |
| DE3400941A1 (de) * | 1983-01-14 | 1984-10-11 | Coronet - Werke Heinrich Schlerf Gmbh, 6948 Wald-Michelbach | Kunststoffborste |
| DE19932376A1 (de) * | 1999-07-13 | 2001-01-18 | Coronet Werke Gmbh | Borste für Zahnbürsten und Zahnbürste mit solchen Borsten |
| DE19942147A1 (de) * | 1999-09-03 | 2001-03-08 | Trisa Holding Ag Triengen | Einzelborste aus Kunststoff für eine Bürste, insbesondere eine Zahnbürste sowie ein Verfahren zur Herstellung einer Einzelborste |
-
2006
- 2006-03-16 DE DE102006012004A patent/DE102006012004A1/de not_active Withdrawn
-
2007
- 2007-01-26 RU RU2008140938/12A patent/RU2008140938A/ru not_active Application Discontinuation
- 2007-01-26 AU AU2007224819A patent/AU2007224819A1/en not_active Abandoned
- 2007-01-26 BR BRPI0709398-5A patent/BRPI0709398A2/pt not_active IP Right Cessation
- 2007-01-26 CA CA002645152A patent/CA2645152A1/en not_active Abandoned
- 2007-01-26 US US12/293,011 patent/US20090094770A1/en not_active Abandoned
- 2007-01-26 KR KR1020087022155A patent/KR20090006067A/ko not_active Application Discontinuation
- 2007-01-26 MX MX2008011496A patent/MX2008011496A/es not_active Application Discontinuation
- 2007-01-26 EP EP07703053.4A patent/EP1993399B1/de active Active
- 2007-01-26 WO PCT/EP2007/000664 patent/WO2007104381A1/de active Application Filing
- 2007-01-26 CN CNA2007800093042A patent/CN101404912A/zh active Pending
- 2007-01-26 JP JP2008558659A patent/JP2009529612A/ja active Pending
-
2008
- 2008-08-20 ZA ZA200807199A patent/ZA200807199B/xx unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003339440A (ja) * | 2002-05-30 | 2003-12-02 | Lion Corp | ブラシおよびその製造方法 |
| JP2005253712A (ja) * | 2004-03-12 | 2005-09-22 | Toray Monofilament Co Ltd | 電動歯ブラシ用ブリッスルおよび電動歯ブラシ |
| WO2006082799A1 (ja) * | 2005-02-02 | 2006-08-10 | Sunstar Inc. | 歯ブラシ |
| EP1844677A1 (de) * | 2005-02-02 | 2007-10-17 | Sunstar Inc. | Zahnbürste |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1993399A1 (de) | 2008-11-26 |
| DE102006012004A1 (de) | 2007-09-20 |
| BRPI0709398A2 (pt) | 2011-07-05 |
| MX2008011496A (es) | 2008-09-22 |
| WO2007104381A1 (de) | 2007-09-20 |
| AU2007224819A1 (en) | 2007-09-20 |
| JP2009529612A (ja) | 2009-08-20 |
| ZA200807199B (en) | 2009-05-27 |
| CN101404912A (zh) | 2009-04-08 |
| RU2008140938A (ru) | 2010-04-27 |
| KR20090006067A (ko) | 2009-01-14 |
| US20090094770A1 (en) | 2009-04-16 |
| CA2645152A1 (en) | 2007-09-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1993399B1 (de) | Mehrfilamentige borsten für zahnbürsten | |
| EP2028969B1 (de) | Zahnbürste sowie zahnbürstenkopf und zahnputzborste hierfür | |
| EP1113737B1 (de) | Borste für eine zahnbürste, insbesondere für eine elektrische zahnbürste, sowie verfahren zu deren herstellung | |
| EP0467126B1 (de) | Bürste, insbesondere Maskarabürste | |
| DE2112441C2 (de) | Verfahren zur Herstellung eines Kunststoffilaments | |
| EP4025412B1 (de) | Vorrichtung und verfahren zur herstellung eines gerafften oder raffbaren materials | |
| DE3413945C2 (de) | Mit schraubenlinienförmigen Nuten versehene Zahnhaltevorrichtung | |
| EP0850004A1 (de) | Zahnbürste und verfahren zu ihrer herstellung | |
| EP1301103B1 (de) | Behandlungsteil für einen apparat zur reinigung von zahnzwischenräumen, verfahren und vorrichtung zu dessen herstellung | |
| DE10046536A1 (de) | Verfahren zur Herstellung von Borstenwaren | |
| WO1999024649A1 (de) | Monofil für und zur herstellung von borsten oder interdentalreiniger, sowie borstenware mit solchen borsten und interdentalreiniger | |
| DE60308206T2 (de) | Wimperntuschebürstchen mit drahtkern | |
| DE19723695C2 (de) | Wurzelkanalinstrument | |
| EP3672446B1 (de) | Interdentalbürste | |
| DE19852931C1 (de) | Wurzelkanalinstrument mit mehreren unterschiedlichen Querschnitten | |
| EP1173082B1 (de) | Verfahren zur bearbeitung von borsten | |
| EP2866677B1 (de) | Chirurgisches instrument zur behandlung von fisteln | |
| EP1386562A1 (de) | Mascara-Bürstchen, Herstellungsverfahren sowie Mascara-Vorratsbehälter hierfür | |
| EP2277702B1 (de) | Rotationsbürstenanordnung | |
| DE2407490B2 (de) | Drahtbuerste, insbesondere drehbare stahldrahtbuerste und verfahren zu ihrer herstellung | |
| EP3745911A1 (de) | Filament und zahnbürste mit zumindest einem entsprechenden filament | |
| EP3517014A1 (de) | Rotierbare reinigungswalze und kehrvorrichtung mit einer solchen walze | |
| EP2135543A1 (de) | Vorrichtung zum minimalinvasiven Einführen in ein physiologisches Lumen | |
| DE3410970A1 (de) | Seil und verfahren seiner herstellung | |
| DE2502556A1 (de) | Endloses drahtseil mit mindestens zwei einzeldraehten zum schneiden von steinen sowie verfahren zu dessen herstellung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 20080820 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: STIEF, CHRISTIAN Inventor name: DORNHEIM, JUERGEN Inventor name: ZOSCHKE, CHRISTINE Inventor name: EMGE, THORSTEN |
|
| 17Q | First examination report despatched |
Effective date: 20100610 |
|
| DAX | Request for extension of the european patent (deleted) | ||
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTG | Intention to grant announced |
Effective date: 20180418 |
|
| GRAS | Grant fee paid |
Free format text: ORIGINAL CODE: EPIDOSNIGR3 |
|
| GRAJ | Information related to disapproval of communication of intention to grant by the applicant or resumption of examination proceedings by the epo deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR1 |
|
| GRAL | Information related to payment of fee for publishing/printing deleted |
Free format text: ORIGINAL CODE: EPIDOSDIGR3 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: EXAMINATION IS IN PROGRESS |
|
| GRAP | Despatch of communication of intention to grant a patent |
Free format text: ORIGINAL CODE: EPIDOSNIGR1 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: GRANT OF PATENT IS INTENDED |
|
| INTC | Intention to grant announced (deleted) | ||
| INTG | Intention to grant announced |
Effective date: 20180716 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE PATENT HAS BEEN GRANTED |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE BG CH CY CZ DE DK EE ES FI FR GB GR HU IE IS IT LI LT LU LV MC NL PL PT RO SE SI SK TR |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: FG4D Free format text: NOT ENGLISH |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: EP |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: REF Ref document number: 1044989 Country of ref document: AT Kind code of ref document: T Effective date: 20181015 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: FG4D Free format text: LANGUAGE OF EP DOCUMENT: GERMAN |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R096 Ref document number: 502007016406 Country of ref document: DE |
|
| REG | Reference to a national code |
Ref country code: NL Ref legal event code: FP |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 Ref country code: GR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181227 Ref country code: FI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 Ref country code: LT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 Ref country code: BG Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20181226 |
|
| REG | Reference to a national code |
Ref country code: LT Ref legal event code: MG4D |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LV Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: EE Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 Ref country code: CZ Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 Ref country code: PL Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 Ref country code: RO Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 Ref country code: ES Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 Ref country code: IS Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190126 Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 Ref country code: PT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20190126 |
|
| REG | Reference to a national code |
Ref country code: DE Ref legal event code: R097 Ref document number: 502007016406 Country of ref document: DE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DK Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: MC Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| 26N | No opposition filed |
Effective date: 20190627 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190126 |
|
| REG | Reference to a national code |
Ref country code: BE Ref legal event code: MM Effective date: 20190131 |
|
| REG | Reference to a national code |
Ref country code: IE Ref legal event code: MM4A |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190131 Ref country code: SI Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190131 Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190126 |
|
| REG | Reference to a national code |
Ref country code: AT Ref legal event code: MM01 Ref document number: 1044989 Country of ref document: AT Kind code of ref document: T Effective date: 20190126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: TR Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20190126 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: CY Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT Effective date: 20180926 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: HU Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT; INVALID AB INITIO Effective date: 20070126 |
|
| P01 | Opt-out of the competence of the unified patent court (upc) registered |
Effective date: 20230430 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20231207 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20231215 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20231205 Year of fee payment: 18 |